Estamos comprometidos a comprender sus objetivos
comerciales y trabajar duro para mejorar
la efectividad de sus proyectos
comerciales y trabajar duro para mejorar
la efectividad de sus proyectos


En el camino hacia la potencia de cálculo de IA a exaescala, el supernodo CloudMatrix 384 de Huawei y el clúster GB200 NVL72 de NVIDIA se han convertido en dos cumbres tecnológicas de renombre mundial. No solo representan diferentes capacidades de integración de hardware, sino que también revelan profundamente dos filosofías fundamentales para construir sistemas de supercomputación.
Uno ha sido comparado con una "fiebre alta persistente", que enfrenta el desafío extremo de disipar el calor generado de manera constante y hermética por 384 chips en funcionamiento estable. El otro ha sido descrito como un "ataque epiléptico intermitente", que necesita domar el flujo de calor pulsante e intenso generado cuando 72 GPU de primer nivel trabajan en sincronía. Estas dos "etiologías" diferentes finalmente apuntan a "prescripciones" radicalmente distintas —es decir, soluciones de disipación de calor— y nos muestran claramente dos filosofías centrales de ingeniería en confrontación: sistemas de ingeniería deterministas versus innovación ágil en ecosistemas. Para cada empresa en la cadena de suministro, comprender esta confrontación es clave para definir su papel futuro.
1- El Origen de las Diferencias Centrales: La "Etiología" Determina la "Prescripción"
Desde el punto de partida del diseño, Huawei y NVIDIA tomaron caminos diferentes, lo que dio forma directamente a sus características térmicas distintivas:

Tabla 1: Comparación de las Características de la Fuente de Calor entre las Dos Rutas Tecnológicas
Esta diferencia entre "fiebre alta persistente" y "ataque epiléptico intermitente" no es en absoluto casual. Refleja que Huawei, como retador, optó por centrarse en el rendimiento total del sistema, persiguiendo a cualquier costo el límite extremo de densidad de cálculo dentro de un solo chasis; mientras que NVIDIA, como líder, tiene la tarea de construir un ecosistema que pueda colaborar de manera eficiente y sea fácil de adoptar, al tiempo que garantiza la ventaja de rendimiento absoluto de cada chip individual.
2- La Materialización de la Filosofía de Ingeniería: Dos Rutas de Refrigeración Líquida
Las dos filosofías de diseño diferentes encuentran su expresión más concentrada en las soluciones clave de refrigeración líquida, dando forma a la pila tecnológica completa desde el chip hasta la sala de servidores.
a. Huawei: La Práctica de Refrigeración Líquida de la Ingeniería de Sistemas Determinista
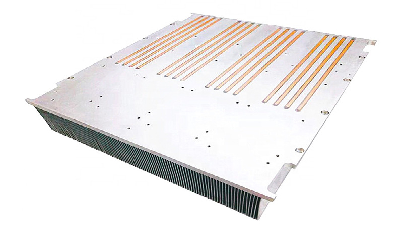
Esta es una filosofía de diseño de arriba hacia abajo, nacida para un objetivo determinista a nivel de sistema. Su núcleo consiste en implementar la disipación de calor como una parte clave de la infraestructura a través de una realización de ingeniería global, integrada y de alta confiabilidad, no meramente como un componente complementario.
Figura 1: Supernodo Huawei Ascend 384
· Precisión a Nivel de Chip y Conexión Confiable: Para garantizar que el calor del chip se transfiera eficientemente a la placa fría, Huawei se centra en la optimización de ingeniería de los materiales de interfaz. Aunque la información pública muestra que tienen reservas de patentes avanzadas en este campo (como cargas de carburo de silicio de alta esfericidad), sus soluciones específicas de aplicación en el supernodo no son públicas. Lo que es seguro es que sus soluciones buscan inevitablemente una resistencia térmica de interfaz extremadamente baja y una confiabilidad a largo plazo, para enfrentar el desafío de la "fiebre alta persistente".
· Redundancia a Nivel de Sistema y Control Inteligente: Adopta diseños redundantes como el suministro de líquido en anillo y desarrolla su propio controlador de gestión térmica (TMU) que actúa como el "centro neurálgico" del sistema. Este controlador puede lograr un cambio de 0 segundos entre tuberías y utiliza IA para la predicción de fallas, garantizando la determinabilidad y confiabilidad del enlace de disipación de calor de una manera definida por software. Esto es una manifestación típica de su pensamiento de ingeniería de sistemas.
· Integración de Infraestructura ("Integración Frío-Eléctrica"): A nivel de chasis, integra físicamente y gestiona de manera unificada la unidad de distribución de refrigeración líquida y la unidad de distribución de energía de alto voltaje. Este diseño "frío-eléctrico integrado" es la respuesta de ingeniería definitiva para enfrentar la densidad de potencia ultra alta por chasis, simplificar el despliegue y mejorar la eficiencia energética (reduciendo el PUE), representando la materialización de su diseño determinista desde el concepto hasta la forma física.
b. NVIDIA: El Marco de Refrigeración Líquida de la Innovación Ágil en Ecosistemas
Esta es una filosofía de diseño centrada en la GPU, que capacita al ecosistema global mediante la definición de estándares abiertos. Su núcleo es proporcionar un "plan" verificado que reduzca el umbral de aplicación para toda la industria y permita un despliegue escalable, eficiente y flexible.
· Estandarización a Nivel de Chip y Diseño de Referencia (VRD): NVIDIA proporciona diseños de referencia detallados para las GPU (como la serie Blackwell), definiendo claramente las interfaces de rendimiento como las dimensiones físicas de la placa fría, el consumo energético de diseño térmico (TDP), el flujo y la caída de presión. Esto equivale a proporcionar una "respuesta estándar" a todos los fabricantes de disipación de calor, encapsulando la complejidad dentro de componentes estándar y garantizando la compatibilidad y una línea base de calidad para los componentes fundamentales.
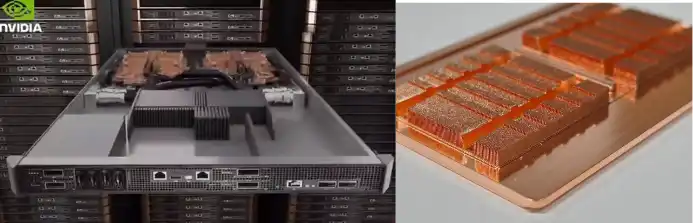
Figura 2: Módulo de servidor NVIDIA y placa fría líquida de microcanales
· Colaboración a Nivel de Ecosistema y Certificación de Soluciones: Colabora en profundidad con principales fabricantes de gestión térmica e infraestructura como Vertiv y Boyd para desarrollar y certificar conjuntamente soluciones de refrigeración líquida a nivel de chasis. Por ejemplo, la solución de chasis "Tier 2 Ready" de Vertiv es un producto pre-validado desarrollado basándose en el plan de NVIDIA, permitiendo a los operadores de centros de datos adquirir clústeres de refrigeración líquida listos para usar rápidamente, como si compraran equipos estándar.
· Capacitación mediante Gemelos Digitales y Aceleración del Despliegue: A través de la plataforma NVIDIA Omniverse, proporciona herramientas de gemelo digital y simulación para sistemas de refrigeración líquida de centros de datos. Los clientes pueden diseñar, validar y optimizar soluciones de disipación de calor en un entorno virtual, reduciendo enormemente el costo y el riesgo de la validación física y logrando una mayor agilidad desde el diseño hasta el despliegue.
Para comprender más claramente estas dos rutas, comparamos sus diferencias centrales a continuación:

Tabla 2: Modelo Huawei vs. Modelo NVIDIA: Panorama de Diferencias Clave
3- La Ilustración Histórica y la Futura Fusión
Esta competencia entre las dos rutas no es un caso aislado en la historia de la tecnología. En esencia, es otra representación clásica de la innovación por integración de sistemas frente a la innovación por ecosistemas de plataforma. Huawei se asemeja a Apple en la era de Steve Jobs, buscando un control absoluto de la experiencia del producto desde el nivel superior hasta el más básico; mientras que NVIDIA se parece más al Android de Google actual, impulsando la prosperidad de todo un ecosistema mediante el establecimiento de estándares centrales (el sistema Android/la arquitectura GPU).
Para la industria, la tendencia futura no es que una ruta reemplace por completo a la otra, sino que es posible que surja un cierto grado de fusión:
· En proyectos nacionales o empresariales que buscan el rendimiento computacional extremo, el atractivo de la "ingeniería de sistemas determinista" sigue siendo fuerte.
· En el vasto mercado comercial de computación en la nube, la "innovación ágil en ecosistemas" continuará expandiéndose debido a sus ventajas de velocidad y costo.
· Las chispas de innovación pueden nacer en la zona de intersección: incorporar una personalización más profunda y una optimización colaborativa dentro de los estándares de ecosistemas abiertos.
4- Conclusión
Por lo tanto, la disputa en disipación de calor entre Huawei y NVIDIA es, en esencia, un enfrentamiento entre dos competencias centrales en la era de la IA: una busca lograr un rendimiento extremo y determinista a través de la integración profunda de la ingeniería de sistemas; la otra impulsa la innovación ágil y la rápida adopción masiva de la industria mediante la construcción de estándares abiertos y un ecosistema. Este enfrentamiento traza un camino claro para los participantes en la cadena de suministro: actuar como "fuerzas especiales", vinculándose profundamente para asaltar fortalezas específicas a nivel de sistema; o actuar como "ejército principal", integrándose en el ecosistema para explorar mercados en las vastas llanuras de los estándares. En última instancia, el resultado no solo depende de la tecnología en sí, sino también de la comprensión de la lógica de la evolución industrial y de una definición clara de la posición propia en el panorama futuro.
Actualizaremos periódicamente la información y las tecnologías relacionadas con el diseño térmico y la reducción de peso. Gracias por su interés en Walmate.
Cuando el "gran tamaño" de la celda se convierte en consenso, la "fortaleza" del Pack se transforma en un nuevo campo de batalla
La industria del almacenamiento de energía está entrando en una era de gran aumento de la capacidad de las celdas, y la transición de 280Ah a más de 500Ah ya es una realidad en curso. Mientras la industria se centra en el "tamaño" de las celdas, la "fortaleza" del Pack, es decir, su capacidad de soporte estructural mecánico y de gestión segura, se está convirtiendo en un nuevo foco competitivo. Independientemente de cómo evolucionen el sistema químico y la capacidad de las celdas, sus fuerzas de expansión, la energía de fuga térmica y las cargas mecánicas, en última instancia, deben ser soportadas por el chasis inferior del Pack, que constituye la base mecánica.
Este artículo explorará, desde la perspectiva del diseño estructural, cómo el chasis inferior del Pack puede satisfacer las diversas necesidades mecánicas y de gestión térmica en el contexto de la divergencia de las rutas tecnológicas de las celdas, y cómo construir capacidades de ingeniería adaptables de manera sostenible.
1- Análisis Mecánico de las Tres Principales Rutas Tecnológicas: El Trilema de Carga, Calor y Espacio
El aumento de la capacidad de las celdas cambia directamente las condiciones límite del diseño del sistema del Pack. Como el "esqueleto" y la "piel" del sistema, el chasis inferior necesita responder de nuevo a tres preguntas fundamentales:
a. Análisis Mecánico de la ruta de 587Ah (Alta Integración)
Demanda central: Lograr una densidad de energía ≥6 MWh dentro de un contenedor estándar de 20 pies, lo que impulsa diseños extremadamente compactos como "4 columnas y 8 clústeres comunes".
Desafíos para el chasis inferior:
· Optimización del soporte estructural: Con un aumento de la masa total y una reducción de los puntos de apoyo, el chasis necesita optimizar las rutas de transferencia de carga, equilibrando la rigidez global con la resistencia local en áreas críticas, para garantizar la estabilidad estructural durante el transporte y la operación.
· Integración estructural de la gestión térmica: El sistema de refrigeración líquida se integra profundamente con la placa base del chasis y las estructuras de soporte, actuando como núcleo de la gestión térmica y participando en el soporte estructural general. El diseño debe garantizar la confiabilidad y durabilidad del sellado del sistema de enfriamiento bajo cargas estructurales a largo plazo y ciclos térmicos.
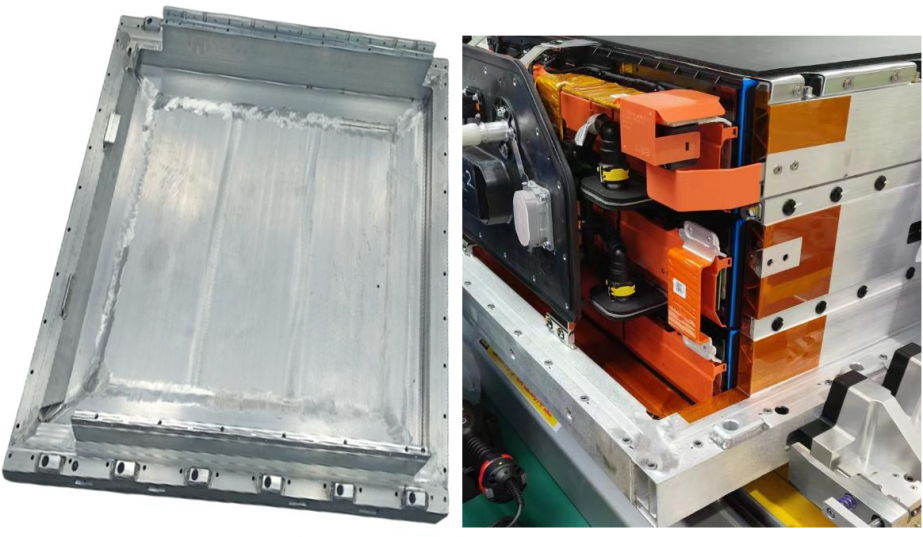
Figura 1: Simulación del chasis inferior de un Pack de almacenamiento de energía.
· Coordinación precisa del espacio: El chasis debe reservar espacios adecuados dentro de un espacio limitado para la expansión de las celdas, el desplazamiento térmico de las conexiones eléctricas y las tuberías de protección contra incendios, logrando una coexistencia confiable de todos los subsistemas en un diseño compacto.
b. Análisis Térmico y Estructural Correspondiente de la Ruta de 684Ah (Capacidad Ultra Alta)
Demanda central: Minimizar el costo por Wh maximizando la capacidad de celda individual, pero generando efectos de concentración a nivel físico.
Desafíos para el chasis inferior:
· Efecto "focal" de la fuerza de expansión: La fuerza de expansión de una celda individual no tiene una relación lineal con su capacidad, sino que se acerca a un crecimiento exponencial. El marco interno del chasis requiere un sistema de "contención" más robusto y uniforme, para distribuir el estrés concentrado de expansión a través de todo el chasis y evitar deformaciones plásticas locales.
· Dilema de la "uniformidad" en la gestión térmica: Un cuerpo de mayor generación de calor requiere rutas de conducción térmica más eficientes. El material, el grosor de la placa base del chasis y el diseño de la interfaz de contacto con la parte inferior de la celda (como la tasa de compresión establecida para las almohadillas térmicas) se vuelven cruciales. En caso de fuga térmica, una mayor liberación de energía plantea mayores exigencias a la capacidad de dirección del flujo de los canales de alivio de presión y a la duración de la resistencia al fuego de los cortafuegos internos.
· Respuesta estructural a la concentración de peso: Celdas individuales más pesadas alteran los modos de vibración general del Pack. El chasis inferior requiere nuevas simulaciones de fatiga para evitar la resonancia a frecuencias específicas, lo que podría provocar el aflojamiento de conectores o el agrietamiento estructural.
c. Explicación de Adaptación de Fabricación de la Ruta de 392Ah (Transición Robusta)
Demanda central: Se centra en lograr un equilibrio entre rendimiento, costo y eficiencia de entrega, proporcionando al mercado soluciones completamente validadas.
Desafíos para el chasis inferior:
· Implementación estable de soluciones maduras: Basándose en sistemas de diseño y procesos validados, garantizar la consistencia del producto mediante un control estricto del proceso de fabricación, apoyando un ritmo de producción en masa rápido y estable.
· Sinergia profunda de la cadena de suministro: Apoyándose en un sistema de suministro maduro, mejorar continuamente la competitividad del costo integral del producto mediante la selección de materiales, la optimización de procesos y las compras a gran escala.
2- Mentalidad de Ingeniería para Enfrentar la Divergencia:
Ante múltiples rutas tecnológicas, los proveedores de chasis inferiores no pueden reconstruir su sistema tecnológico para cada una. La solución real radica en una respuesta precisa basada en plataformas: adaptarse eficientemente a diferentes necesidades mediante un diseño modular escalable.
a. Enfocarse en los Principios Físicos y Modos de Colaboración Comunes
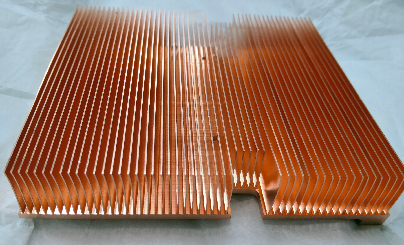
La iteración de celdas sigue leyes físicas estables. Basándonos en parámetros clave, establecemos un proceso de evaluación colaborativa que, combinado con datos de materiales y estructuras, permite juzgar rápidamente la viabilidad de nuevas celdas, identificar riesgos de compatibilidad en etapas tempranas, ayudar a converger en una dirección de diseño y reducir iteraciones posteriores.

Figura 2: Chasis inferior de Pack de almacenamiento de 587Ah
b. Construir un Sistema Flexible de "Interfaz Estándar + Módulos Configurables"
Para satisfacer las demandas de personalización derivadas de la divergencia de rutas tecnológicas, hemos establecido un sistema de diseño claro con interfaces estandarizadas y módulos internos configurables:
· Interfaces externas unificadas: Los puntos de instalación y posicionamiento del chasis con el contenedor de almacenamiento, las interfaces de penetración eléctrica y los puntos de conexión del sistema de refrigeración siguen estrictamente las especificaciones comunes de la industria, garantizando compatibilidad a nivel de sistema y consistencia en el ensamblaje.
· Estructura interna configurable: Ofrecemos una serie de componentes de soporte interno y soluciones integradas de gestión térmica que pueden combinarse flexiblemente según el tamaño y la disposición de las celdas.
· Módulo integrado de gestión térmica: El módulo de gestión térmica emplea un diseño modular, centrado en optimizar el control del aumento de temperatura y la uniformidad térmica de las celdas, permitiendo adaptarse flexiblemente a las necesidades de gestión térmica de diferentes rutas tecnológicas.
c. Implementar Líneas de Producción Flexibles con un Enfoque de "Fabricación como Diseño"
Para adaptarnos a la diversidad de rutas tecnológicas, nuestro sistema de fabricación se organiza en torno a una plataforma base escalable y un ensamblaje modular:
· Fabricación de la plataforma base del chasis: Garantiza la precisión y consistencia de la estructura principal, proporcionando un soporte confiable para diferentes configuraciones.
· Unidades de ensamblaje modular: Permiten seleccionar y ensamblar de manera flexible los módulos de soporte interno y gestión térmica correspondientes, según el tamaño y disposición de las celdas. Con esta configuración, podemos realizar cambios eficientes en la producción de productos de diferentes rutas tecnológicas dentro de la misma línea, ayudando a los clientes a enfrentar los desafíos de cadena de suministro y entrega que surgen del desarrollo paralelo de múltiples rutas.
3- Redefinición del Valor del Chasis Inferior: De Soporte Pasivo a Capacitación Activa
El chasis inferior está evolucionando de un contenedor pasivo a un componente clave que capacita activamente al sistema, impactando directamente la seguridad, la densidad de energía y el costo de todo el ciclo de vida:
a. Estructura de Soporte de Seguridad: Proporciona canales estructurales confiables y una base de instalación para el alivio de presión a nivel del sistema y los cortafuegos, construyendo conjuntamente una protección de seguridad multinivel junto con el control de propagación térmica.
b. Soporte de Densidad de Energía: El diseño liviano y de alta resistencia reduce su propio peso y ocupación de espacio, dejando más margen de rendimiento para las celdas y el sistema de refrigeración.
c. Garantía de Confiabilidad a Largo Plazo: La integridad estructural y el diseño de durabilidad a la fatiga permiten que el sistema enfrente desafíos continuos como ciclos prolongados y vibraciones durante el transporte.
4- Conclusión: Construyendo un Puente entre una Cadena de Suministro Divergente y una Demanda Final Determinada
Con la evolución de la tecnología de celdas, los sistemas de almacenamiento de energía continúan persiguiendo seguridad, alta densidad y bajo costo. El chasis inferior debe proporcionar una base de soporte confiable y adaptable, respondiendo a diferentes rutas tecnológicas mediante modularidad y fabricación flexible. La competencia en la industria se está desplazando hacia la ingeniería a nivel de sistemas, y el chasis del Pack es un eslabón clave dentro de este proceso.

Actualizaremos periódicamente la información y las tecnologías relacionadas con el diseño térmico y la reducción de peso. Gracias por su interés en Walmate.

Durante décadas de desarrollo de centros de datos, la refrigeración por aire ha sido la opción predominante. Sin embargo, el lanzamiento de la serie GB200 de NVIDIA está rompiendo este equilibrio por completo. Cuando la densidad de computación alcanza nuevas alturas, los métodos de refrigeración tradicionales ya no pueden satisfacer la demanda. La tecnología de refrigeración líquida ha pasado oficialmente de un papel secundario a uno principal, convirtiéndose en una infraestructura clave para sustentar la potencia de cómputo de IA.
1- Cambio Fundamental en el Lado de la Demanda
a. La Densidad de Potencia Supera el Punto Crítico
Se estima que la densidad de potencia del gabinete GB200 NVL72 superará los 30 kW/gabinete, una cifra muy por encima del límite de disipación de 15-20 kW de la tecnología tradicional de refrigeración por aire. Esto significa:
· Elección inevitable de la ruta tecnológica: La refrigeración líquida pasa de "ser una opción a considerar" a ser "la única opción".
· Cambio cualitativo en el espacio de mercado: Cada despliegue de GB200 representa una demanda segura de refrigeración líquida.
· Aumento significativo del valor: El valor del sistema de refrigeración líquida para un solo gabinete alcanza el nivel de varios cientos de miles de RMB (decenas de miles de euros/dólares).
b. Actualización de los Requisitos de Fiabilidad
A medida que aumenta la densidad de potencia de cómputo por gabinete, el valor comercial que soporta también crece exponencialmente. La fiabilidad del sistema de refrigeración líquida está directamente relacionada con:
· Continuidad del negocio: Una sola falla en la refrigeración podría resultar en una pérdida de potencia de cómputo valorada en millones.
· Vida útil del sistema: Por cada aumento de 10°C en la temperatura, la vida útil de los componentes electrónicos se reduce a la mitad.
· Estabilidad del rendimiento: La eficiencia de la refrigeración afecta directamente la capacidad del chip para mantener un rendimiento máximo de forma sostenida.
2- Mejora Integral de los Requisitos Técnicos
a. Requerimiento Escalonado en Eficiencia de Refrigeración
El GB200 impone requisitos sin precedentes para el sistema de refrigeración:
· Duplicación del rendimiento de conducción de calor
· El coeficiente de conductividad térmica de la placa fría debe ser 3-5 veces mayor que el de las soluciones tradicionales
· La resistencia térmica de contacto debe reducirse en un orden de magnitud
.")
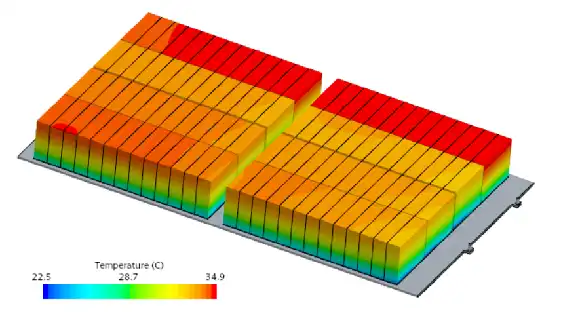
Figura 1 - Placa fría líquida de microcanales
b. Control de Precisión del Flujo
· Se requiere lograr una precisión de control de flujo dentro de ±1%
· Debe admitir el ajuste dinámico del flujo para adaptarse a diferentes condiciones de carga
c. Uniformidad de la Temperatura
· La diferencia de temperatura en la superficie del chip debe controlarse dentro de los 5°C
· Evitar puntos calientes locales que afecten la estabilidad del sistema
3- Salto en la Complejidad de la Integración del Sistema
El sistema de refrigeración líquida ha evolucionado de un simple suministro de componentes a un complejo proyecto de ingeniería de sistemas:
a. Modo Tradicional:
· Suministro de placas frías estandarizadas
· Conexiones de tuberías simples
· Funciones básicas de monitoreo
b. Era del GB200:
· Diseño de arquitectura de refrigeración líquida a nivel de gabinete
· Sistema inteligente de distribución de flujo
· Monitoreo en tiempo real del estado de salud
· Capacidad de mantenimiento predictivo

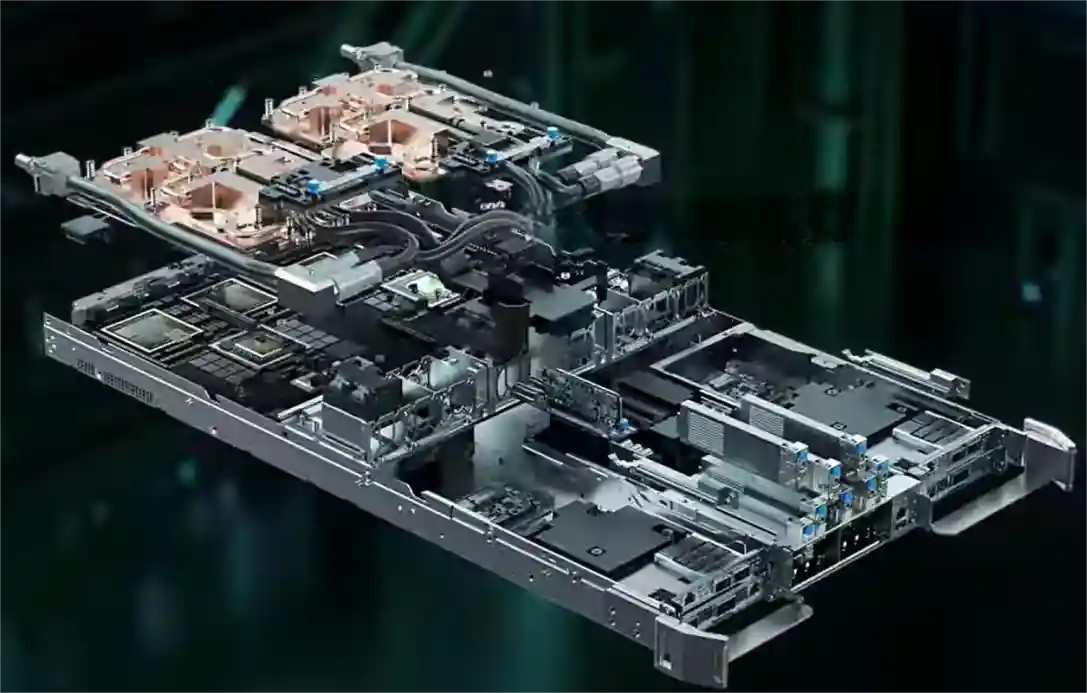
Figura 2 - Gabinete NVIDIA GB200
4- Mejora Integral de las Barreras Competitivas
En el nuevo entorno del mercado, las empresas necesitan superar umbrales más altos:
a. Barreras Técnicas
Las empresas de refrigeración líquida deben superar las limitaciones de una sola disciplina y construir un sistema tecnológico integral multidisciplinario. La profunda integración de tecnologías como el diseño de microcanales, la ciencia de materiales y la mecánica de fluidos se convierte en un umbral básico, mientras que la capacidad de simulación térmica y optimización a nivel de chip pone a prueba la acumulación técnica profunda de la empresa. Esto ya no es una simple mejora de procesos, sino un proyecto de ingeniería sistemática que requiere inversión en I+D a largo plazo.
b. Barreras de Certificación
El sistema de certificación de la industria se está volviendo cada vez más estricto. Las empresas no solo deben pasar las rigurosas pruebas de confiabilidad establecidas por los fabricantes de servidores, sino también obtener la certificación técnica del fabricante original de chips. Este requisito de doble certificación no solo verifica el rendimiento técnico del producto, sino que también pone a prueba el sistema de calidad de la empresa y su capacidad de suministro estable y continua, convirtiéndose en un pase obligatorio para ingresar a la cadena de suministro central.
c. Barreras de Servicio
A medida que el sistema de refrigeración líquida se actualiza a un subsistema central, la capacidad de servicio se ha convertido en un elemento competitivo clave. Las empresas necesitan establecer una red de respuesta rápida con cobertura nacional y construir un sistema de operación y mantenimiento profesional 7x24 horas. Esta capacidad de servicio no solo requiere la puntualidad del soporte técnico, sino también una solución de servicio integral de principio a fin que incluya mantenimiento preventivo y manejo de emergencias, convirtiéndose verdaderamente en un socio confiable para el cliente.
Actualizaremos periódicamente la información y las tecnologías relacionadas con el diseño térmico y la reducción de peso. Gracias por su interés en Walmate.
En la historia de la evolución de la arquitectura computacional, algunos momentos no pasan desapercibidos. El lanzamiento del GB200 NVL72 de NVIDIA es uno de esos momentos: no es solo un nuevo producto, sino una reinvención fundamental del concepto de servidor.
Durante tres décadas, "servidor" ha significado una unidad de chasis estandarizada: en su interior, una placa base, CPU, memoria, discos duros y tarjetas de expansión, interconectados mediante interfaces estándar de la industria. Lo medimos en unidades "U", lo apilamos en bastidores y lo conectamos en red. Sin embargo, el GB200 NVL72 está desmantelando esta definición establecida desde su mismo núcleo.
Su esencia ya no es la de "un servidor", sino la de una "computadora" con la forma de un bastidor completo. Los componentes tradicionales del servidor se deconstruyen y luego, a una escala mayor, se reintegran en un todo computacional inseparable mediante NVLink-C2C, refrigeración líquida y gestión de energía a nivel de bastidor. Esto ya no es una simple actualización, sino un profundo cambio de paradigma.
1- ¿Qué es un "servidor"? La respuesta a esta pregunta está cambiando
Durante treinta años, hemos entendido un servidor como un chasis estandarizado: dentro hay una placa base, CPU, memoria, discos duros, tarjetas de expansión, todos los componentes siguen estándares de la industria, permitiendo su reemplazo y actualización arbitrarios.
Pero el cambio del GB200 es fundamental:
· El núcleo de computación ya no son CPU y GPU independientes, sino el superchip GB200: una unidad integral que integra profundamente CPU y GPU.
· La interconexión ya no depende de ranuras PCIe estándar, sino de una placa posterior NVLink personalizada.
· La refrigeración ya no es un accesorio opcional, sino un sistema integrado de refrigeración líquida.
· La unidad básica de despliegue ha pasado de ser el "chasis" al "bastidor".
Los diversos componentes del servidor tradicional son "desintegrados" y luego reintegrados a la escala mayor del bastidor. Esto no es una evolución, sino una reconstrucción.
Tabla 1- Reconfiguración de la arquitectura física: de "chasis" a "rack"

2- Los Tres Pilares de la "Arquitectura a Nivel de Bastidor"
El diseño tradicional de servidores implica equilibrar y comprometerse dentro de un chasis cerrado. Por el contrario, la arquitectura a nivel de bastidor representada por el GB200 plantea el diseño a alto nivel del enfriamiento, la interconexión, la alimentación y la gestión como un sistema completo en una dimensión completamente nueva. Esto ya no es apilar componentes, sino una integración profunda a nivel de sistema. Detrás de esto, depende de la innovación sinérgica de tres pilares centrales.
Pilar 1: De la "Interconexión en Red" al "Bus de Placa Posterior"
En los centros de datos tradicionales, los servidores son nodos independientes que se comunican a través de una red (como Ethernet). En el GB200 NVL72, el tejido NVLink dentro del bastidor ha reemplazado en función al bus de una placa base tradicional, convirtiéndose en el "esqueleto" que conecta todas las unidades de computación. Este cambio permite que los 72 GPU dentro del bastidor trabajen en concierto como un solo GPU gigante, optimizando el ancho de banda de comunicación y la latencia en varios órdenes de magnitud.
Pilar 2: El Enfriamiento se Actualiza de "Equipamiento de Soporte" a "Subsistema Central"
Cuando la densidad de computación avanza desde decenas de kilovatios por bastidor hacia cientos de kilovatios, las tecnologías de refrigeración por aire tradicionales ya no son una opción. La refrigeración líquida deja de ser un "equipamiento de soporte" opcional para convertirse en un subsistema central, a la par con la computación y la interconexión. Su diseño determina directamente el rendimiento y la estabilidad operativa de todo el sistema, siendo la clave para pasar de "utilizable" a "de alto rendimiento".
Pilar 3: La "Centralización y Reestructuración" de la Gestión y la Alimentación
El GB200 adopta una alimentación y gestión centralizadas a nivel de bastidor. Esto no solo busca mejorar la eficiencia de conversión de energía, sino que redefine el grado de acoplamiento del sistema. Trae consigo un cableado más simple y una vista de gestión unificada, pero también amplía el dominio de fallos de un solo servidor a todo el bastidor, imponiendo nuevos requisitos de paradigma para las operaciones y el mantenimiento.

3- Reconfiguración y Transferencia de la Cadena de Valor
La "arquitectura a nivel de bastidor" representada por el GB200 tiene una influencia que trasciende con creces la tecnología misma, delineando claramente una nueva curva de la cadena de valor de la industria. La distribución de valor tradicional se está rompiendo, mientras que nuevos puntos de alto valor se están formando silenciosamente en la integración a nivel de sistema y la sinergia entre hardware y software.
Fabricantes de Servidores: Transformación Estratégica de "Definidores" a "Integradores"
Los gigantes tradicionales de servidores, como Dell e HPE, se enfrentan a la migración de su valor central. Las capacidades sobre las que una vez sobrevivieron—diseño de placas base, optimización del sistema y producción estandarizada—están viendo disminuida su importancia en sistemas altamente personalizados e integrados de fábrica como el GB200.
Sin embargo, dentro de la crisis yace una nueva oportunidad estratégica:
· Valor Ascendente: El foco de la competencia se desplaza del diseño interno del servidor a la refrigeración líquida, la eficiencia energética y la distribución estructural a nivel de bastidor.
· Extensión del Valor: La competencia central se extiende desde la fabricación de hardware hasta los servicios profesionales de despliegue a gran escala, la gestión de operaciones multiplataforma y la capacidad de integración con los entornos de TI empresarial.
Esto significa que el papel de los fabricantes de servidores se está transformando de "definidores" de productos estándar a "integradores y habilitadores avanzados" de sistemas complejos.
"Adquisición Estratégica" de los Proveedores de Nube: Buscando el Equilibrio entre la Dependencia y la Autonomía
Para los proveedores de nube a hiperescala (Hyperscalers), el GB200 es a la vez una necesidad estratégica y una advertencia estratégica.
· Táctica a Corto Plazo: Como referente definitivo en potencia de cálculo, adquirir GB200 es una elección inevitable para satisfacer la demanda del mercado de capacidad de computación IA de primer nivel.
· Estrategia a Largo Plazo: Para prevenir riesgos de la cadena de suministro y el bloqueo tecnológico, el desarrollo propio de chips de IA (como TPU, Trainium, Inferentia) se ha convertido en una estrategia central para la autonomía futura.
El comportamiento de los proveedores de nube ejemplifica vívidamente la compleja ponderación entre eficiencia y autonomía, y entre el mercado a corto plazo y el control a largo plazo.
Evolución en la Toma de Decisiones del Usuario Final: De Evaluar "Componentes" a Considerar "Resultados"
Para los tomadores de decisiones técnicas del usuario final (CTO, VP de Tecnología), el paradigma de evaluación para las adquisiciones está experimentando un cambio fundamental.
Lista de Adquisición Tradicional:
· Número de núcleos y frecuencia de la CPU
· Modelo y cantidad de GPU
· Capacidad y velocidad de la memoria y el almacenamiento
Consideraciones Estratégicas Actuales:
· Métricas de Eficiencia: Rendimiento por vatio, tiempo total de entrenamiento del modelo.
· Costo Total de Propiedad: Costo integral que incluye hardware, energía, operaciones, mantenimiento y mano de obra.
· Agilidad del Negocio: Ciclo de tiempo desde el despliegue hasta la obtención de resultados.
Esta transición marca un cambio clave en la mentalidad de la adquisición de tecnología empresarial, pasando de ser un centro de costos a una inversión en productividad.
El GB200 ha redefinido la unidad de computación: del "servidor" al "bastidor". Esto no es solo una actualización de rendimiento, sino un cambio completo en el paradigma de la arquitectura. La búsqueda de la eficiencia ha superado el mero apilamiento de componentes, y la cadena de valor de la industria se está reconfigurando. En medio de este cambio, lo único cierto es: adáptate a él, o quedarás relegado.
Una nueva era de la computación ha comenzado.

Actualizaremos periódicamente la información y las tecnologías relacionadas con el diseño térmico y la reducción de peso. Gracias por su interés en Walmate.

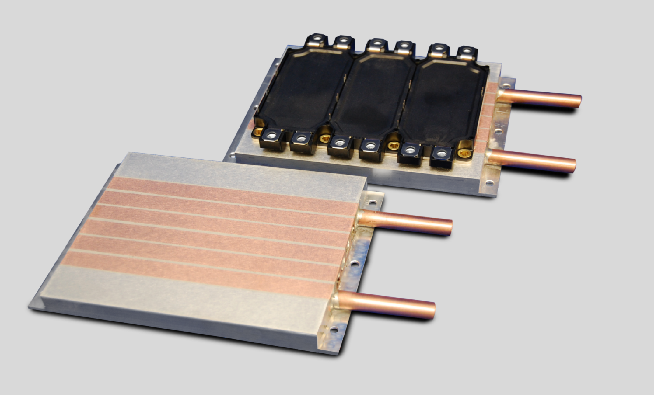
Cuando su equipo tiene múltiples puntos calientes principales y estos son independientes, tienen diferentes consumos de energía o requieren enfriamiento aislado, las placas líquidas tradicionales de canal único se quedan cortas. La placa de agua con múltiples circuitos y tubos de cobre incrustados es la clave para resolver este problema.
1- ¿Por qué elegir múltiples circuitos? Tres escenarios que abordan los puntos críticos
a. Aislamiento de interferencia térmica para garantizar el rendimiento de las unidades centrales
Cuando dispositivos como IGBTs y diodos, o CPUs y GPUs, están densamente distribuidos, un único canal de flujo causa "interferencia" térmica mutua, obligando a los dispositivos de baja temperatura a operar a altas temperaturas. El diseño multicircuito actúa como un "sistema de aire acondicionado dedicado" para cada dispositivo, eliminando por completo la interferencia térmica. Garantiza que cada unidad funcione dentro de su rango de temperatura óptimo, mejorando así el rendimiento y la estabilidad general del sistema.
b. Logro de redundancia del sistema para crear una arquitectura de alta confiabilidad
En campos con requisitos de extrema confiabilidad (como servidores, estaciones base de comunicaciones), la falla de un único circuito de refrigeración implica la caída del sistema. El diseño multicircuito permite construir un sistema de refrigeración redundante "N+1". Si un circuito falla inesperadamente, los demás pueden seguir proporcionando capacidad de disipación de calor básica, ganando un tiempo valioso para el mantenimiento del sistema. Es la base para lograr un diseño de alta disponibilidad.
c. Adaptación a diseños de forma irregular y necesidades de disipación de calor diferenciadas
Frente a fuentes de calor distribuidas de manera irregular, un único canal de flujo dificulta lograr una disipación de calor uniforme. La solución multicircuito permite un "diseño a la medida". Puede personalizar flexiblemente la trayectoria de cada tubo de cobre según la forma y disposición real de las fuentes de calor, cubriendo con precisión cada punto caliente con la ruta de flujo óptima. Simultáneamente, se pueden asignar circuitos de alto flujo a dispositivos de alta potencia y circuitos de bajo flujo a dispositivos de baja potencia, logrando la asignación óptima de recursos de disipación de calor.

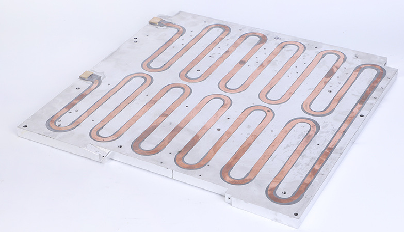
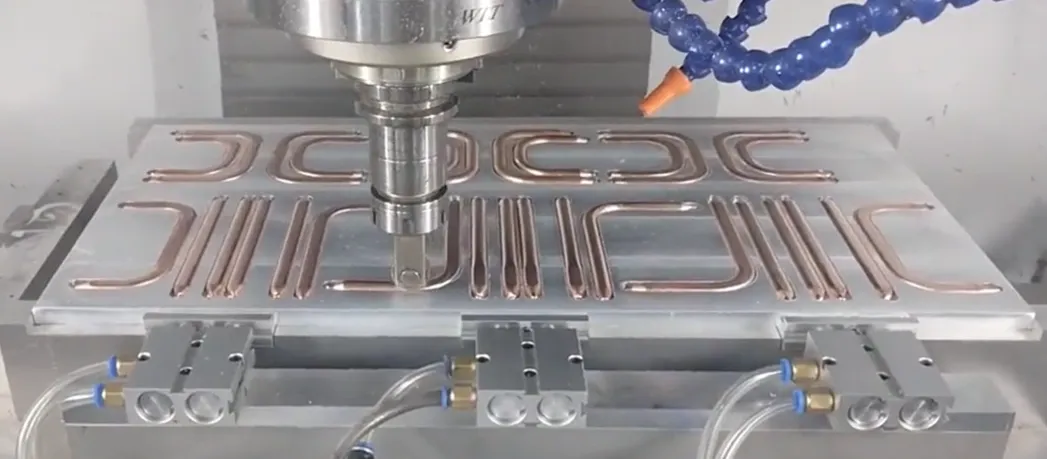
Figura 1: Placa de refrigeración líquida multicircuito con tubos de cobre incrustados
2- Esencia del Diseño y Fabricación: ¿Cómo Equilibrar Rendimiento y Confiabilidad en un Espacio Limitado?
En el diseño de circuitos múltiples, el espacio entre canales de flujo es un factor clave que determina el éxito o el fracaso.
a. Límite Térmico: Previniendo el "Cortocircuito Térmico"
Si el espacio entre canales de flujo adyacentes es demasiado pequeño, incluso si los canales son independientes, el calor se transferirá rápidamente a través de la placa base de aluminio intermedia, reduciendo significativamente la efectividad del aislamiento. Mediante simulación y pruebas, hemos establecido el principio de un espacio básico ≥ 1.5 veces el diámetro del tubo, garantizando así la independencia térmica.
b. Límite Estructural: Defendiendo la "Línea Vital de Resistencia a la Presión"
La placa base de aluminio entre los canales de flujo es el eslabón débil para soportar la presión interna. Un espacio demasiado estrecho provoca una resistencia insuficiente de las aletas, con riesgo de desgarro bajo impactos de presión. A través de simulaciones de estrés mecánico, nos aseguramos de que, en cualquier condición de operación, el estrés entre los canales de flujo esté muy por debajo del límite elástico del material, eliminando fundamentalmente el riesgo de "estallido de la placa".

Figura 2: Placa de refrigeración líquida con tubos de cobre incrustados
c. Límite del Proceso: Asegurando la "Fabricación de Precisión"
Un espacio estrecho representa un gran desafío para las herramientas de fresado de ranuras. Basándonos en una amplia experiencia de fabricación, relacionamos el espacio con el diámetro de la herramienta. Esto garantiza un mecanizado eficiente y, al mismo tiempo, produce paredes de ranura lisas y uniformes, sentando las bases para el posterior anidamiento firme del tubo de cobre y una unión de baja resistencia térmica.
3- Puntos Clave para la Implementación de Ingeniería
Un diseño multicircuito exitoso requiere atención a los siguientes aspectos clave:
a. Diseño Colaborativo
Se recomienda integrar el diseño térmico y mecánico desde la fase conceptual, considerando integralmente la distribución de los canales de flujo, la resistencia estructural y la capacidad de fabricación, para evitar cambios de diseño posteriores.
b. Control de Procesos
• Emplear fresado de ranuras CNC de alta precisión para garantizar las tolerancias del ancho de la ranura y la calidad superficial.
• Utilizar tecnología de doblado de tubos con mandril para asegurar la permeabilidad y la uniformidad del espesor de la pared después del curvado del tubo de cobre.
• Aplicar un proceso confiable de anidación y fijación para prevenir el desplazamiento del tubo de cobre bajo condiciones de vibración.
c. Verificación y Pruebas
Un sistema de pruebas integral debe incluir:
• Prueba de estanqueidad al 100%
• Pruebas de característica caudal-caída de presión
• Verificación del rendimiento de la resistencia térmica
•Prueba de presión de ruptura
En resumen, la placa de agua con múltiples circuitos y tubos de cobre incrustados es una herramienta poderosa para resolver problemas de disipación de calor con múltiples fuentes térmicas complejas. La clave del éxito reside en comprender profundamente su lógica de diseño y encontrar el punto de equilibrio óptimo entre rendimiento y confiabilidad.
Actualizaremos periódicamente la información y las tecnologías relacionadas con el diseño térmico y la reducción de peso. Gracias por su interés en Walmate.
1-Pretratamiento del Tubo de Cobre (Doblado y Aplanado)
Objetivo: Dar forma a un tubo de cobre recto y redondo en una configuración plana que se ajuste perfectamente al diseño del canal de flujo.
a. Selección del Material: ¿Por qué Cobre Libre de Oxígeno?
El cobre libre de oxígeno (C1220), con una pureza del 99.9% y sin óxidos en los límites de grano, posee una ductilidad excepcional, similar a la masa. Esto permite doblarlo y aplanarlo sin que se agriete o generen microfisuras, garantizando la fiabilidad posterior.
b. Radio de Doblado: El Límite de Seguridad
El radio de doblado mínimo ≥ 1.5 veces el diámetro del tubo es una regla inquebrantable. Por debajo de este valor, la pared exterior del tubo se estira en exceso, adelgazándose e incluso pudiendo romperse. El uso de una dobladora con mandril es clave para evitar arrugas en el interior de la curva.
c. Aplanado: Una "Reducción" de Precisión
El aplanado no es simplemente aplastar el tubo, sino una deformación plástica controlada mediante matrices de precisión. La altura del canal después del aplanado no debe ser inferior al 30% del diámetro interno original. El objetivo principal es garantizar un espesor de pared uniforme tras el aplanado; no deben aparecer pliegues muertos locales o adelgazamientos excesivos, ya que estos puntos se convertirían en futuras fugas.

Figura 1: Doblado de tubo de calor
d. Decisión de Secuencia: ¿Doblar primero o aplanar primero?
Es imperativo "doblar primero, aplanar después". Doblar un tubo redondo es un proceso maduro y controlable. Si se aplanara primero, el tubo aplanado sería casi imposible de doblar con radios pequeños y alta calidad, además de que la pared interna del canal se deformaría severamente, incrementando drásticamente la resistencia al flujo.
2-Mecanizado de la Placa Base (Fresado de Ranuras de Precisión)
Objetivo: Mecanizar "pistas" dimensionalmente precisas en la placa base de aluminio para alojar el tubo de cobre incrustado.

Figura 2: Tubo de cobre incrustado
a. Diseño del Ancho de la Ranura: Ajuste por Interferencia
El ancho de la ranura debe diseñarse ligeramente menor que el ancho del tubo de cobre aplanado (normalmente 0.05-0.1 mm menos), creando un "ajuste por interferencia". Esto permite que la ranura "agarre" firmemente el tubo de cobre mediante fuerza de fricción, constituyendo la base para la fijación preliminar y la reducción de la resistencia térmica de contacto.
b. Control de la Profundidad de la Ranura: Sobredimensionado para el Mecanizado por Volado
La profundidad de la ranura determina la altura que el tubo de cobre sobresaldrá de la superficie de la placa base después de ser incrustado. Esta altura es el sobredimensionado para el posterior proceso de mecanizado por volado. La uniformidad en la profundidad de la ranura influye directamente en la uniformidad del espesor de pared residual final del tubo de cobre.
c. Herramienta y "Vibración de la Herramienta"
Al fresar ranuras estrechas y profundas, la relación longitud-diámetro de la fresa es grande, lo que facilita la "vibración" (o "trémor"), causando rugosidad en las paredes de la ranura y desviaciones dimensionales. Por lo tanto, el espacio entre canales de flujo no puede ser demasiado pequeño; es esencial reservar espacio para la resistencia y rigidez de la herramienta.
d. Limpieza: La Calidad Invisible
Después del fresado de las ranuras, las virutas de aluminio y los residuos de aceite deben eliminarse al 100%. Cualquier residuo formará una capa aislante entre el tubo de cobre y la placa base de aluminio, aumentando significativamente la resistencia térmica de contacto y degradando enormemente el rendimiento térmico.
3-Anidación y Fijación
Objetivo: Insertar con precisión el tubo de cobre conformado en la ranura de la placa base y formar una unión sólida y estable.
a. Ajuste por Interferencia: La Fuerza de Sujeción Principal
Mediante un diseño dimensional preciso y el uso de una fuerza externa aplicada por una prensa, el tubo de cobre es "comprimido" dentro de la ranura, que es ligeramente más estrecha. La fuerza de recuperación elástica del material mismo genera una enorme presión de contacto, que constituye la fuente principal de la fuerza de fijación.

Figura 3: Fijación del tubo de calor
b. Fijación Auxiliar: Prevención del "Efecto Balancín"
Si se confía únicamente en el ajuste por interferencia, los extremos del tubo de cobre podrían levantarse bajo estrés térmico. Se requiere fijación auxiliar: micro soldadura por puntos (alta resistencia, pero requiere control térmico) o epoxi de alta conductividad térmica (bajo estrés, pero con riesgo de envejecimiento).
c. El Enemigo de la Resistencia Térmica de Interfaz
El aire entre el tubo de cobre y la ranura de aluminio es un mal conductor del calor y es la fuente principal de la resistencia térmica de interfaz. El adhesivo de alta conductividad térmica o la soldadura pueden llenar los micro huecos, desplazando el aire y reduciendo significativamente la resistencia térmica.
d. Alerta sobre Corrosión Electroquímica
El aluminio y el cobre pueden formar una pila galvánica en presencia de un electrolito, donde el aluminio, actuando como ánodo, se corroe. Es imperativo garantizar la estanqueidad del sistema de refrigeración y utilizar agua desionizada o líquido refrigerante con inhibidores de corrosión, para cortar la ruta de corrosión a nivel del sistema.
4-Conformado de Superficie (Mecanizado por Volado vs. Incrustación Profunda)
Objetivo: Formar una superficie de disipación de calor final, con alta planicidad y baja resistencia térmica, lista para el montaje de chips.
a. Proceso de Mecanizado por Volado: El Rey del Rendimiento
Utiliza una herramienta ultra dura para cortar simultáneamente el cobre y el aluminio, creando una superficie perfecta y coplanar. Esto permite que la fuente de calor haga contacto directo y sobre un área grande con el tubo de cobre, que es altamente conductor, logrando la resistencia térmica más baja posible.
b. Proceso de Tubo Profundamente Incrustado: El Guardián de la Confiabilidad
El tubo de cobre redondo se incrusta y se rellena con epoxi de alta conductividad térmica. El tubo de cobre mantiene su forma circular, otorgando una mayor capacidad de resistencia a la presión. El material de relleno proporciona protección adicional y amortiguación de tensiones, resultando en una mayor confiabilidad, aunque con una resistencia térmica ligeramente superior a la del mecanizado por volado.
c. Espesor de Pared Final: La Línea Vital
El objetivo central de control en el proceso de mecanizado por volado es el espesor de pared residual final del tubo de cobre. Se debe lograr un equilibrio entre el rendimiento (pared delgada) y la confiabilidad/prevención de cortes (pared gruesa), típicamente controlado dentro del rango óptimo de 0.15-0.3 mm.
d. Planicidad: La Garantía del Contacto
Independientemente del proceso utilizado, la planicidad de la superficie de montaje (generalmente requerida < 0.1 mm) es un indicador obligatorio. Cualquier variación a nivel micrométrica debe rellenarse con pasta térmica; una planicidad deficiente provoca un aumento drástico de la resistencia térmica de contacto y el consiguiente fallo en la disipación del calor.
Actualizaremos periódicamente la información y las tecnologías relacionadas con el diseño térmico y la reducción de peso. Gracias por su interés en Walmate.

Para mejorar la autonomía y capacidad de los vehículos eléctricos, los Paquetes de Baterías de Potencia están transitando desde disposiciones de una sola capa hacia Estructuras de Apilamiento Multicapa. Este cambio mejora significativamente la Densidad Energética, pero también introduce desafíos estructurales completamente nuevos. Este artículo explorará tres aspectos: desafíos centrales, soluciones principales y direcciones tecnológicas futuras.
1-Desafíos centrales: Problemas mecánicos del apilamiento multicapa
Expandir los Paquetes de Baterías desde una sola capa hasta Múltiples Capas dista mucho de ser un simple apilamiento. Remodela el entorno mecánico interno y las Rutas de Carga externas, presentando cuatro desafíos centrales:
a.Aumento vertical de la Carga y riesgo de Fluencia del Material
・En las Estructuras Multicapa, el peso de las Celdas, Módulos y Componentes Estructurales se acumula capa por capa. La Carga de Compresión Estática soportada por la capa inferior es significativamente mayor que la de la capa superior.
・Este entorno de Alta Tensión sostenida plantea pruebas severas para el Rendimiento a Largo Plazo de los materiales, particularmente la Resistencia a la Fluencia (la lenta Deformación Plástica de los materiales bajo Tensión Constante a lo largo del tiempo).
・Si los Soportes Intercapas o los Componentes de Fijación de Celdas experimentan Fluencia, puede conducir a la Relajación de la Precarga, afectando la Vida Útil de las Celdas y la Estabilidad del Contacto en la Interfaz. Por lo tanto, es crucial identificar materiales que combinen propiedades de Ligereza con excelentes Características de Resistencia a la Fluencia.
b.Fuerza de ExpansiónEfecto de Acumulación y Estabilidad Estructural
・Las Baterías de Iones de Litio experimentan un "Efecto de Respiración" durante la Carga y Descarga debido a los Cambios de Volumen de los Materiales de los Electrodos, lo que lleva a la Expansión de las Celdas. En las Estructuras de Apilamiento Multicapa, las Fuerzas de Expansión se acumulan capa por capa, haciendo que los Módulos de la capa inferior soporten una presión enorme.
・Esta Tensión Cíclica puede desencadenar fácilmente Abultamiento de la Caja, Fallo de Sellado, Compresión de Componentes Estructurales, Cortocircuito de Celdas y una Degradación Acelerada del Rendimiento de la Batería. El control efectivo requiere Sensores Integrados para Monitoreo en Tiempo Real combinado con Simulación Digital para guiar el Diseño de Optimización Estructural.
c.Contradicción central entre Utilización del Espacio y Densidad Energética
・Abordar la Gravedad y las Fuerzas de Expansión requiere Estructuras Reforzadas (como agregar Vigas Transversales o engrosar Placas), pero esto ocupa un espacio valioso y aumenta el peso, conflicto con los objetivos centrales de mejorar la Densidad Energética Volumétrica y la Densidad Energética Gravimétrica.
・La solución reside en la Optimización Estructural y la aplicación de Materiales Eficientes, impulsando la transición de los Paquetes de Baterías hacia Diseños Híbridos Multimaterial.
d.Carga de ColisiónRuta de Transferencia y actualización de Redundancia de Seguridad
・La Mayor Altura de los Paquetes de Baterías intensifica las Cargas Mecánicas durante los Impactos Laterales o Impactos Inferiores; su Estructura Elevada amplifica el Efecto de Palanca, imponiendo mayores demandas en la Resistencia de los Puntos de Conexión y la Rigidez Propia del Paquete de Baterías.
・Es necesario emplear Materiales Resistentes a Impactos y Diseño Integrado para optimizar la Transferencia de Fuerza y la Absorción de Energía, garantizando la Seguridad de las Celdas bajo Condiciones Extremas, thereby promoviendo el desarrollo de la tecnología de Integración de Batería y Carrocería (CTC), haciendo que el Paquete de Baterías sea una parte integral de la Estructura de la Carrocería del Vehículo.
2- Análisis comparativo de soluciones estructurales principales
Para abordar estos desafíos, la industria ha explorado varias soluciones innovadoras:
a.Bandeja de Inyección en Una Pieza(One-piece Die-cast Tray)
・Ventajas: Alta Integración, reducción del Número de Piezas, mejora de la Rigidez General, Consistencia y Estanqueidad. El Proceso admite Geometrías Complejas, facilitando la integración de Enfriamiento, Nervaduras de Refuerzo y Puntos de Montaje. La Estructura Monolítica ayuda a gestionar Tensiones Complejas.
・Desafíos: La Inyección Integral de Marcos Multicapa impone demandas extremadamente altas en Equipos, Moldes y Procesos, lo que la hace costosa. La Reparación Posterior a Colisión es difícil o inviable. La Estructura Rígida Monolítica puede carecer de la Flexibilidad para gestionar Fuerzas de Expansión Diferenciales entre Capas.
b.Marco Modular Multinivel(Multi-level Frame Modular)
・Ventajas: Flexibilidad de Diseño y Fabricación, facilitando la Producción, Mantenimiento y Reemplazo. Naturalmente adecuado para Diseños Híbridos Multimaterial, permitiendo optimizar el Rendimiento y el Costo para diferentes Niveles. Aprovechando el concepto de "Laminación Cuasi-isotrópica" de los Materiales Compuestos para optimizar la Respuesta Mecánica General y dispersar la Tensión.
・Desafíos: Numerosos Componentes y Conectores, Ensamblaje Complejo, Tolerancias Acumuladas que afectan la Precisión y la Precarga. Numerosas Interfaces de Conexión (Pernos, Remaches) son Puntos de Falla Potenciales y aumentan el peso.
c.Estructura Sandwich de Material Híbrido(Hybrid Material Sandwich Structure)
・Ventajas: Excelente Eficiencia de Ligereza y extremadamente alta Rigidez Específica (Paneles de Alta Resistencia + Materiales de Núcleo Livianos como Espuma/Panal de Aluminio). Fuerte Resistencia a la Flexión, con los Materiales del Núcleo que ofrecen tanto Aislamiento Térmico como Características de Absorción de Energía, mejorando la Seguridad Térmica y la Seguridad en Colisiones. Se alinea con la tendencia de Integración Multifuncional.
・Desafíos: Proceso de Fabricación complejo y alto costo. La Resistencia de Unión de la Interfaz y la Durabilidad a Largo Plazo entre Paneles y Materiales del Núcleo son críticos. Los Materiales del Núcleo deben poseer una excelente Resistencia a la Compresión y Fluencia.
d.Estructura de Panal Biónica
・Ventajas: Teóricamente un Diseño Biónico ideal (imitando el HexagonalPanal) para lograr la Máxima Ligereza, Alta Rigidez y Resistencia a la Compresión. Proporciona Soporte Uniforme con una fuerte Capacidad de Absorción de Impacto.
・Desafíos: Fabricación extremadamente compleja y costosa, con una Dificultad de Integración significativa con Sistemas de Enfriamiento, etc. Actualmente se encuentra principalmente en la etapa de Investigación de Vanguardia, requiriendo más tiempo para la Aplicación Comercial a Gran Escala.
3- Direcciones clave de avance tecnológico
Los futuros avances clave para resolver los Problemas de Diseño del Apilamiento Multicapa radican en:
a.Material e Innovación de Procesos para el Equilibrio entre Ligereza y Rigidez
・Materiales: Optimización continua de CFRP, Aleaciones de Aluminio, Aleaciones de Magnesio; desarrollo de nuevos Polímeros Multifuncionales y Materiales Compuestos que combinen Baja Fluencia, Alto Aislamiento, Buena Conductividad Térmica y Facilidad de Procesamiento.
・Procesos: Desarrollo de Tecnologías de Conexión Avanzadas (Soldadura por Puntos por Resistencia, Soldadura Láser, Soldadura Ultrasónica) para lograr Conexiones Multimaterial confiables y ligeras.
b. Gestión Adaptativa de las Fuerzas de Expansión
Cambiando el enfoque de "Resistencia Rígida" a "Adaptación Flexible", creando Sistemas de Respuesta Dinámica para mantener las Celdas en el Entorno de Tensión Óptimo a lo largo de su Ciclo de Vida.

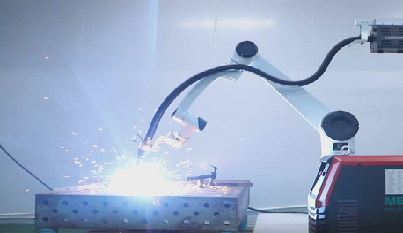
Figura 1:Soldadura láser robótica con carcasa para baterías
c.Conexión Intercapas y Revolución de Integración
・Tecnologías de Conexión: Evolución desde Conexiones Mecánicas con Pernos hacia Unión con Adhesivo Estructural y Soldadura Avanzada para una Distribución de Tensión más uniforme, Buena Estanqueidad y Resistencia a la Fatiga.
・Integración Final: CTC/CTB (Cell-to-Chassis/Body) es una dirección futura importante para la Integración de los Paquetes de Baterías. Al eliminar las Carcasas Independientes e integrar directamente las Celdas o Módulos en el Chasis, el Apilamiento Multicapa en sí mismo se convierte en un Componente Estructural de la Carrocería del Vehículo (como Vigas Transversales o Pisos), resolviendo fundamentalmente las Restricciones de Espacio y maximizando la Funcionalidad Estructural de la Batería. Lograr esta tecnología requiere Colaboración Profunda en múltiples campos, incluyendo Baterías, Estructuras, Gestión Térmica y Seguridad, representando la Forma Ultimate del concepto "Estructura como Función".
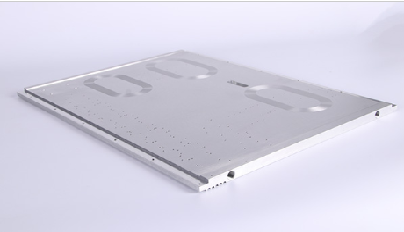
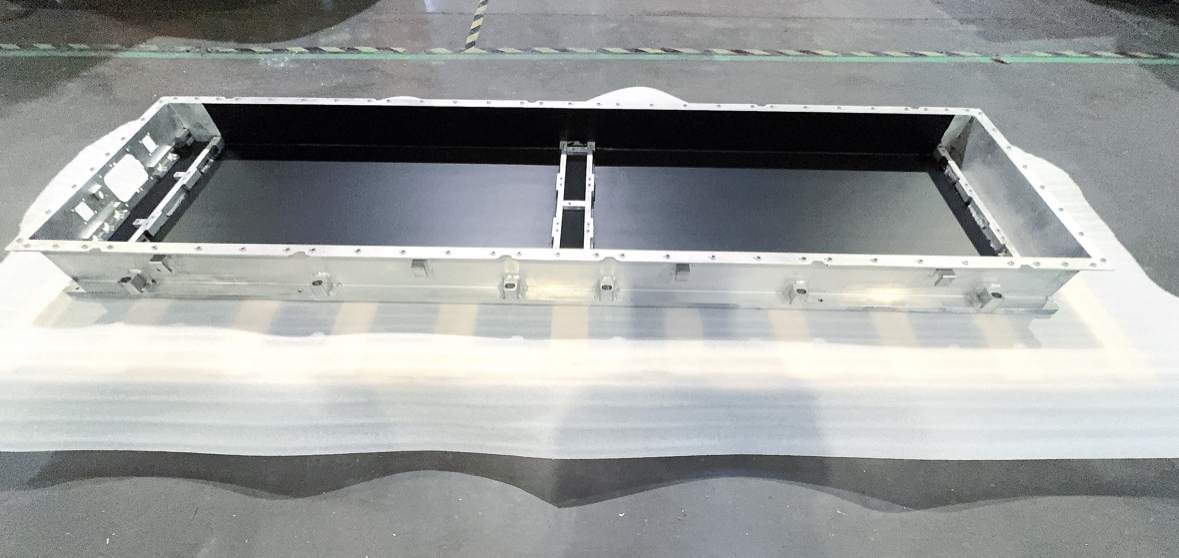
 Figura 2:carcasa para baterías de vehículos eléctricos
Figura 2:carcasa para baterías de vehículos eléctricos
El Apilamiento Multicapa es una elección inevitable para aumentar la Densidad Energética de las Baterías, pero también trae enormes desafíos en Estructura, Fuerzas de Expansión y Seguridad. La solución reside en la Innovación de Materiales, la Optimización Estructural Biónica y la Gestión Inteligente de las Fuerzas de Expansión. En última instancia, los Paquetes de Baterías se Integrarán Profundamente con las Carrocerías de los Vehículos, convirtiéndose en un "Chasis Energético" integrado.
Actualizaremos periódicamente la información y las tecnologías relacionadas con el diseño térmico y la reducción de peso. Gracias por su interés en Walmate.
Dos desafíos principales de los camiones eléctricos pesados: análisis en profundidad de la disposición de baterías y la tecnología de apilamiento
Cuando un camión eléctrico pesado completamente cargado circula por autopistas, el secreto de sus cientos de kilómetros de autonomía se encuentra dentro de su chasis y compartimiento de baterías. A medida que la ola de electrificación de camiones pesados barre la industria logística global, la disposición y la tecnología de apilamiento de los sistemas de baterías se han vuelto críticas para el éxito en el mercado.

Figura 1: Solución de refrigeración líquida para baterías de camiones eléctricos pesados
1-Disposición de baterías: ¿Cómo moldean tres soluciones los camiones eléctricos pesados?
a. Disposición trasera: Elección ágil para transporte de corta distancia
· Escenario: Operaciones de transporte corto en áreas cerradas como puertos, minas y acerías.
· Ventaja principal: Intercambio rápido de baterías (los tiempos específicos requieren validación), mejorando la utilización del vehículo.
· Limitaciones: Restricciones de capacidad de la batería (<350 kWh estándar de la industria), alto centro de gravedad que afecta la estabilidad.
· Compromiso espacial: Ocupa espacio de carga o cabina, reduciendo la capacidad de carga.
b. Disposición en chasis: Rey de la autonomía para transporte de larga distancia
· Avance de capacidad: La capacidad de la batería supera los 500 kWh (ej. soluciones reveladas de 513 kWh).
· Eficiencia espacial: Maximiza el espacio del chasis, evitando la invasión del espacio de carga.
· Seguridad: El diseño de centro de gravedad ultra bajo mejora la estabilidad a alta velocidad.
· Barreras técnicas: La integración del chasis exige mayor protección y gestión térmica.
c. Disposición inferior-lateral: Motor de eficiencia para redes de intercambio de baterías
· Innovación: El intercambio lateral de baterías aumenta la eficiencia operativa.
· Balance espacial: Preserva el espacio completo de carga, con autonomía entre disposiciones trasera y de chasis.
· Enfoque en seguridad: Requiere estructuras reforzadas de protección contra impactos laterales.
2-Tecnología de apilamiento: Soluciones eficientes de integración para paquetes de baterías de camiones
El apilamiento multicapa es clave para mejorar la densidad energética:

Figura 2: Caja de integración de refrigeración líquida apilada para camiones pesados
a. Apilamiento integrado sin marco:
· El apilamiento directo de celdas reduce componentes estructurales.
· Elimina módulos/marcos, permitiendo "Apilamiento Z sin costuras".
· Aumenta significativamente la densidad energética del sistema.
· Admite carga ultrarrápida (el rendimiento requiere validación).
b. Integración módulo-chasis (ej. MTB/CTC):
· Tecnología MTB: Los módulos se conectan directamente al bastidor, mejorando la utilización volumétrica.
· Batería Qilin(CTP 3.0): 72% de utilización volumétrica, densidad energética de 255 Wh/kg.
· Tecnología CTC: Las celdas se integran en la estructura del chasis, reduciendo el peso en un 10%.
c. Innovación en forma de celdas (ej. Batería Blade):
· Celdas planas estrechamente dispuestas, aumentando la utilización volumétrica (>50% según datos de BYD).
· Rompe los cuellos de botella de densidad energética de LFP.
3-Desafíos técnicos principales
Desafío 1: Seguridad estructural
· Condiciones extremas: Las colisiones con postes laterales amenazan las disposiciones laterales.
· Soluciones: Carcasas de aleación de aluminio de alta resistencia + amortiguadores; simulación de colisiones FEA; pruebas de impacto mecánico superiores a estándares nacionales.
Desafío 2: Gestión térmica
· Problema crítico: El control diferencial de temperatura dentro de los paquetes es vital.
· Innovaciones: Refrigeración líquida lateral (diferencial <3°C); tecnología de refrigeración directa por refrigerante; control dinámico MPC.
Desafío 3: Fatiga por vibración
· Riesgo oculto: La vibración vial causa daños estructurales.
· Estrategias: El apilamiento Z optimiza la distribución de tensiones; pruebas de vibración de espectro vial; materiales de alto amortiguamiento.
4-Tendencias actuales de desarrollo
· Las disposiciones en chasis dominan el transporte medio/largo recorrido: Se prefieren alta autonomía (>500 kWh) y bajo centro de gravedad.
· La integración CTC fusiona baterías con chasis, mejorando la utilización del espacio y la rigidez.
· La gestión térmica impulsada por IA permite un control preciso de temperatura (diferencial <5°C), extendiendo la vida útil de la batería.
· Las baterías semisólidas aceleran la comercialización, centrándose en seguridad y densidad energética.
Actualizaremos periódicamente la información y las tecnologías relacionadas con el diseño térmico y la reducción de peso. Gracias por su interés en Walmate
La ola de camiones eléctricos está transformando la industria global de logística y transporte, impulsando los objetivos de "doble carbono". Sin embargo, con la creciente demanda de autonomía extendida, los sistemas de baterías con capacidades unitarias que superan los 500kWh o incluso se acerquen a los 1000kWh se han vuelto comunes. Esto equivale a equipar vehículos con una "fortaleza energética" móvil, pero los riesgos potenciales de seguridad térmica también han alcanzado niveles sin precedentes. Cuando convergen los tres indicadores extremos de seguridad—"capacidad ultra grande", "propagación térmica ultra rápida" (<2 minutos) y "resistencia a colisiones ultra alta" (>1500kJ)—, la industria enfrenta una brecha tecnológica significativa. Este artículo analiza estos desafíos y explora soluciones sistemáticas para construir una línea de defensa de seguridad dedicada a camiones eléctricos pesados.

Figura 1: Solución de Apilamiento en Tres Capas Short-Blade
1-La Era de los 500kWh+: Oportunidades y Desafíos de Seguridad
a. El Salto en Capacidad se ha Vuelto la Norma
Para satisfacer las demandas de transporte pesado y de larga distancia, la capacidad de las baterías de camiones eléctricos ha aumentado rápidamente de 200-300kWh a más de 600kWh. Los líderes de la industria han presentado soluciones que van desde 500kWh y 600kWh hasta incluso 1000kWh, marcando el inicio oficial de la era de capacidad ultra grande.
b. La Madurez de la Tecnología de Baterías LFP (Fosfato de Hierro y Litio)
Las baterías LFP se han convertido en un impulsor clave debido a sus ventajas en seguridad y vida útil, convirtiéndolas en la opción principal para camiones pesados.
2-Los "Tres Grandes Desafíos" bajo Demandas Extremas de Seguridad
a. Control del Límite de Propagación Térmica (<2 Minutos)
·Objetivo Principal: Los diseños de seguridad deben retrasar o bloquear la propagación térmica para crear una ventana de tiempo para evacuación y rescate (ej., el requisito de alerta temprana de 5 minutos bajo el estándar chino GB 38031-2020).
·Realidad Cruda: En paquetes de baterías de alta densidad que superan los 500kWh, la energía masiva liberada por una sola celda durante un escape térmico puede desencadenar fácilmente una reacción en cadena catastrófica. Datos de pruebas muestran una propagación térmica extremadamente rápida: en algunos casos, toma solo 22 segundos para envolver todo el paquete, 5 segundos para encender módulos adyacentes y tan solo 44 segundos para propagarse entre módulos.
·Dificultad y Brecha Clave: ¿Cómo asegurar efectivamente que la propagación térmica entre módulos se controle por más de 2 minutos? Actualmente, ningún sistema comercial para camiones pesados ha declarado públicamente o verificado el cumplimiento de este requisito estricto.
b. Barrera de Resistencia a Colisiones (>1500kJ)
·Requisito Principal: La energía de colisión de un camión pesado completamente cargado supera con creces la de vehículos ligeros, fácilmente superando los 1500kJ. Como componente estructural del chasis, el paquete de baterías debe poseer una resistencia ultra alta para permanecer intacto post-colisión, evitando daños internos en las celdas que podrían llevar a un escape térmico.
·Realidad Cruda: Los estándares actuales nacionales e internacionales (ej., GB/T 31467.3-2015, UNECE R100) carecen de umbrales claros o suficientes para pruebas de energía de colisión en paquetes de baterías de camiones pesados. Los datos de certificación públicamente disponibles para sistemas que pasan pruebas de colisión de 1500kJ son extremadamente escasos. Aunque existen simulaciones de mayor energía (ej., 2500kJ), la validación completa del sistema sigue siendo un desafío significativo.
·Dificultad y Brecha Clave: La ausencia de estándares claros de protección contra colisiones de alta energía y soluciones completamente validadas.
c. Riesgos de Cadenas de Desastres Secundarios (Explosión de Carga y Parálisis Vial)
·Riesgo de Explosión de Carga: Las llamas de alta temperatura de un escape térmico de batería pueden encender fácilmente la carga (especialmente materiales peligrosos), formando una cadena de desastre: "escape térmico → incendio de carga → explosión".
·Riesgo de Parálisis Vial: Los incendios de baterías de litio son difíciles de extinguir (requieren grandes volúmenes de agua de enfriamiento continua) y propensos a reignición. Un camión pesado de varias toneladas incendiándose en una autopista o túnel complica los esfuerzos de rescate (corte de energía de alto voltaje, prevención de gases tóxicos) y toma tiempo extendido (hasta varias horas, con impactos potenciales que duran 24 horas), interrumpiendo gravemente el tráfico y causando repercusiones sociales significativas.
·Dificultad y Brecha Clave: La falta de estándares cuantitativos específicos para tiempos de despeje vial y sistemas eficientes de respuesta de emergencia.
3-Construyendo la Línea de Defensa: Diseño del Sistema de Alerta Temprana para Eventos Térmicos – Red de Protección de Cuatro Niveles

4-Soluciones de Soporte para Gestión Térmica: Potenciando el Sistema de Alerta Temprana
·Sistema de Enfriamiento Líquido: Placas de enfriamiento líquido integradas de alta eficiencia eliminan puntos calientes locales, manteniendo una diferencia de temperatura <3°C entre celdas.
·Diseño Modular: Estructuras de módulos independientes desmontables permiten reemplazo rápido de unidades defectuosas.
·Plataforma Inteligente de Monitoreo: Análisis en tiempo real basado en la nube del estado de salud de la batería con alertas automáticas enviadas a equipos de mantenimiento.
Actualizaremos periódicamente la información y las tecnologías relacionadas con el diseño térmico y la reducción de peso. Gracias por su interés en Walmate.

En el mercado de camiones pesados de nueva energía, la "acumulación de baterías" se ha convertido en un término clave: los modelos principales ahora superan los 370kWh de capacidad de batería, con modelos de 600kWh+ debutando con frecuencia. Esto no es solo un salto en las especificaciones técnicas, sino también la declaración de la industria de un asalto a gran escala al mercado de logística de larga distancia, al mejorar la autonomía por carga, abordar el punto crítico del usuario de la "ansiedad por la autonomía" y optimizar el Costo Total de Propiedad (TCO). Este artículo analizará la lógica comercial y los avances tecnológicos detrás de esta tendencia.
1-Lógica Comercial: ¿Por Qué Debemos "Acumular Baterías"?
a. Necesidad Impulsada por Escenarios
· Escenarios Cerrados (Corta Distancia, Alta Frecuencia): Puertos, minas y entornos similares dependen de modelos de intercambio de baterías (recarga en 3-5 minutos), donde baterías de 280kWh son suficientes.
· Logística de Larga Distancia (Transporte de Larga Distancia): Representa el 70% del volumen de carga, requiriendo una autonomía por carga de 500+ km. Las baterías de 600kWh+ sirven como la "puerta de entrada" a este mercado.
b. La Economía del TCO

Conclusión Clave: Cuando el kilometraje diario supera los 300 km, el TCO de los camiones pesados con intercambio de baterías comienza a superar al de los camiones diésel.
b. Innovación en Modelos: Resolviendo los Desafíos de Costos
· Battery-as-a-Service (BaaS): Los usuarios compran el "vehículo básico" con baterías arrendadas mensualmente (¥5,000–9,000), reduciendo los costos iniciales en un 30%.
· Servicios de Intercambio de Baterías: Tarifa de servicio de ¥0.2–0.5 por kWh, con costos energéticos totales de aproximadamente ¥2.73/km (cercano a camiones diésel a ¥2.8/km).
· Validación Comercial: Una estación de intercambio que atiende 50 vehículos/día puede reducir el período de recuperación a 5 años (TIR del 13.1%).
2-Avances Tecnológicos: ¿Cómo Equilibrar Autonomía y Peso?
a. Compromiso Espacial: Chasis por Espacio
· Para evitar que las baterías invadan el espacio de carga, la industria está optimizando su disposición. Por ejemplo, integrarlas en el chasis (reemplazando diseños tradicionales montados atrás) libera volumen de carga, baja el centro de gravedad y puede mejorar la eficiencia energética.
· Compensación: Menor altura libre al suelo y modularidad comprometida del chasis.
b. Compromiso en Ciencia de Materiales: Densidad Energética por Peso
· La clave para reducir peso está en mejorar la densidad energética de las baterías (más energía por unidad de peso). Mayor densidad permite baterías más livianas o mayor autonomía con el mismo peso.
· Innovación Central: Materiales para baterías (ej. cátodos de alto níquel, ánodos de silicio-carbono).
· Compensación: Mayor densidad energética suele implicar riesgos de seguridad, menor vida útil, mayores costos y capacidad reducida de carga rápida—requiriendo un difícil equilibrio de múltiples parámetros.
c. Compromiso en Modelo de Negocio: Red vs. Presión en Vehículo Individual
· El modelo de intercambio transfiere la carga de "autonomía infinita" de vehículos individuales a la red de estaciones. Al desplegar estaciones densas en rutas, los camiones solo necesitan carga suficiente para llegar a la siguiente estación, eliminando baterías sobredimensionadas.
· Resultado: Reduce demandas extremas de capacidad, haciendo las cargas de batería a bordo más "racionales".
d. Gestión de Valor Residual: La Principal Barrera para BaaS
Los bancos de baterías deben desarrollar capacidades de ciclo completo: monitoreo de Estado de Salud (SOH), reutilización en cascada y sistemas de reciclaje.

Figura 1: Envoltura de paquete de baterías para camiones pesados
3-Tendencias Futuras: De "Acumulación de Baterías" a "Carga Energética Eficiente"
a. Evolución Tecnológica: Baterías de estado sólido romperán barreras de densidad energética, reequilibrando peso y autonomía.
b. Infraestructura de Carga: Protocolos estandarizados de intercambio para camiones pesados y sinergia con la red (ej. recorte de picos) son críticos para escalar.
c. Competencia Multipath: Camiones pesados a hidrógeno mantienen potencial de sustitución en segmentos de larga distancia y cargas pesadas.
Estrategia por Fases, Evolución a Largo Plazo:
La "acumulación de baterías" es una elección inevitable para que los camiones eléctricos conquisten la logística de larga distancia, reflejando un balance dinámico entre necesidades comerciales y realidades técnicas. A medida que avanza la tecnología de baterías y maduran los modelos de negocio, la industria pasará de una "carrera de capacidad" a una "carrera de eficiencia". Actualmente, está impulsando a los camiones pesados de nueva energía de China a completar el salto crítico de "nicho" a "corriente principal".
Actualizaremos periódicamente la información y las tecnologías relacionadas con el diseño térmico y la reducción de peso. Gracias por su interés en Walmate.
Avance en Camiones Pesados de Nueva Energía con "Acumulación de Baterías": ¿Cómo las Baterías de Alta Capacidad de 600kWh Conquistan el Mercado de Logística de Larga Distancia?
En el mercado de camiones pesados de nueva energía, la "acumulación de baterías" se ha convertido en un término clave: los modelos principales ahora superan los 370kWh de capacidad de batería, con modelos de 600kWh+ debutando con frecuencia. Esto no es solo un salto en las especificaciones técnicas, sino también la declaración de la industria de un asalto a gran escala al mercado de logística de larga distancia, al mejorar la autonomía por carga, abordar el punto crítico del usuario de la "ansiedad por la autonomía" y optimizar el Costo Total de Propiedad (TCO). Este artículo analizará la lógica comercial y los avances tecnológicos detrás de esta tendencia.
1. Lógica Comercial: ¿Por Qué Debemos "Acumular Baterías"?
a. Necesidad Impulsada por Escenarios
· Escenarios Cerrados (Corta Distancia, Alta Frecuencia): Puertos, minas y entornos similares dependen de modelos de intercambio de baterías (recarga en 3-5 minutos), donde baterías de 280kWh son suficientes.
· Logística de Larga Distancia (Transporte de Larga Distancia): Representa el 70% del volumen de carga, requiriendo una autonomía por carga de 500+ km. Las baterías de 600kWh+ sirven como la "puerta de entrada" a este mercado.
b. La Economía del TCO
Conclusión Clave: Cuando el kilometraje diario supera los 300 km, el TCO de los camiones pesados con intercambio de baterías comienza a superar al de los camiones diésel.
b. Innovación en Modelos: Resolviendo los Desafíos de Costos
· Battery-as-a-Service (BaaS): Los usuarios compran el "vehículo básico" con baterías arrendadas mensualmente (¥5,000–9,000), reduciendo los costos iniciales en un 30%.
· Servicios de Intercambio de Baterías: Tarifa de servicio de ¥0.2–0.5 por kWh, con costos energéticos totales de aproximadamente ¥2.73/km (cercano a camiones diésel a ¥2.8/km).
· Validación Comercial: Una estación de intercambio que atiende 50 vehículos/día puede reducir el período de recuperación a 5 años (TIR del 13.1%).
2-Avances Tecnológicos: ¿Cómo Equilibrar Autonomía y Peso?
a. Compromiso Espacial: Chasis por Espacio
· Para evitar que las baterías invadan el espacio de carga, la industria está optimizando su disposición. Por ejemplo, integrarlas en el chasis (reemplazando diseños tradicionales montados atrás) libera volumen de carga, baja el centro de gravedad y puede mejorar la eficiencia energética.
· Compensación: Menor altura libre al suelo y modularidad comprometida del chasis.
b. Compromiso en Ciencia de Materiales: Densidad Energética por Peso
· La clave para reducir peso está en mejorar la densidad energética de las baterías (más energía por unidad de peso). Mayor densidad permite baterías más livianas o mayor autonomía con el mismo peso.
· Innovación Central: Materiales para baterías (ej. cátodos de alto níquel, ánodos de silicio-carbono).
· Compensación: Mayor densidad energética suele implicar riesgos de seguridad, menor vida útil, mayores costos y capacidad reducida de carga rápida—requiriendo un difícil equilibrio de múltiples parámetros.
c. Compromiso en Modelo de Negocio: Red vs. Presión en Vehículo Individual
· El modelo de intercambio transfiere la carga de "autonomía infinita" de vehículos individuales a la red de estaciones. Al desplegar estaciones densas en rutas, los camiones solo necesitan carga suficiente para llegar a la siguiente estación, eliminando baterías sobredimensionadas.
· Resultado: Reduce demandas extremas de capacidad, haciendo las cargas de batería a bordo más "racionales".
d. Gestión de Valor Residual: La Principal Barrera para BaaS
Los bancos de baterías deben desarrollar capacidades de ciclo completo: monitoreo de Estado de Salud (SOH), reutilización en cascada y sistemas de reciclaje.
Figura 1: Envoltura de paquete de baterías para camiones pesados
3-Tendencias Futuras: De "Acumulación de Baterías" a "Carga Energética Eficiente"
a. Evolución Tecnológica: Baterías de estado sólido romperán barreras de densidad energética, reequilibrando peso y autonomía.
b. Infraestructura de Carga: Protocolos estandarizados de intercambio para camiones pesados y sinergia con la red (ej. recorte de picos) son críticos para escalar.
c. Competencia Multipath: Camiones pesados a hidrógeno mantienen potencial de sustitución en segmentos de larga distancia y cargas pesadas.
Conclusión: Estrategia por Fases, Evolución a Largo Plazo
La "acumulación de baterías" es una elección inevitable para que los camiones eléctricos conquisten la logística de larga distancia, reflejando un balance dinámico entre necesidades comerciales y realidades técnicas. A medida que avanza la tecnología de baterías y maduran los modelos de negocio, la industria pasará de una "carrera de capacidad" a una "carrera de eficiencia". Actualmente, está impulsando a los camiones pesados de nueva energía de China a completar el salto crítico de "nicho" a "corriente principal".
Actualizaremos periódicamente la información y las tecnologías relacionadas con el diseño térmico y la reducción de peso. Gracias por su interés en Walmate.

Los camiones pesados (HDT), como fuerza central en la logística vial, han convertido la seguridad, confiabilidad y rentabilidad de sus sistemas de batería en un enfoque tecnológico clave. La bandeja de batería, como componente estructural crítico que soporta, protege y gestiona los módulos de batería, enfrenta ahora desafíos extremos sin precedentes.

Figura 1: Bandeja de batería para camiones pesados eléctricos
1-Desafíos Extremos para Bandejas de Batería de Camiones Pesados
a. Requisitos Rigurosos de Durabilidad Mecánica: Vibración, Impacto y Vida Útil de Millón de Kilómetros
Los camiones pesados están diseñados con una vida útil ≥1.5 millones de kilómetros, 10 veces mayor que la de vehículos de pasajeros. La bandeja de batería debe soportar continuamente tres tipos de cargas mecánicas extremas durante todo su ciclo de vida:
·Vibraciones aleatorias de alta frecuencia: Cuando están cargados y circulan por caminos no pavimentados, en construcción o irregulares, el chasis genera vibraciones aleatorias en un amplio rango de frecuencia (5 Hz–2 kHz). Estas vibraciones no solo prueban el límite de fatiga del marco principal de la bandeja, sino que también inducen microgrietas en zonas de concentración de esfuerzos como soldaduras, agujeros de pernos y bridas, convirtiéndose en puntos potenciales de falla.

·Impacto transitorio de alta aceleración (High-g): Los baches profundos, el frenado de emergencia o las caídas durante el manejo pueden generar aceleraciones de impacto que superan los 50 g en milisegundos. La bandeja debe absorber/disipar energía instantáneamente para prevenir el desplazamiento de celdas, cortocircuitos o la ruptura de la carcasa.
·Daño por fatiga acumulativa: Una vida útil de un millón de kilómetros implica cientos de millones de ciclos de vibración. Bajo esfuerzo alternante, las aleaciones de aluminio son propensas a la iniciación y propagación de grietas por fatiga, lo que eventualmente lleva a fracturas estructurales. La tarea central de diseño es retrasar la iniciación de grietas hasta después del retiro del vehículo mediante optimización topológica, refuerzos locales, integración de materiales híbridos y control de procesos.
b. Desafíos complejos de gestión térmica y ciclado térmico
Debido a su ultra alta capacidad (cientos de kWh) y carga/descarga de alta potencia, los paquetes de baterías para camiones pesados generan calor masivo. Además operan en ambientes desde árticos hasta tropicales, enfrentando diferenciales de temperatura extremos.
·Control de amplio rango térmico: La bandeja y el sistema de gestión térmica (TMS) deben mantener con precisión las temperaturas de las celdas dentro del rango óptimo de 25-40°C bajo temperaturas ambientales que varían de -40°C a +85°C, con variación de temperatura <5°C entre celdas individuales.
·Ciclado térmico bajo alto estrés: En pruebas de envejecimiento acelerado, el sistema debe soportar miles de ciclos de choque térmico -40°C ↔ +85°C (tasa de cambio: 5-15°C/min, tiempo de permanencia: 5-15 minutos). Este proceso causa repetida expansión/contracción térmica en interfaces de materiales (aleación de aluminio/sellador/componentes plásticos), planteando severos desafíos a la confiabilidad de uniones soldadas/pegadas en canales de enfriamiento integrados.
2-Soluciones de materiales principales y tecnologías de integración multifuncional
Para abordar estos desafíos, la industria ha desarrollado una hoja de ruta tecnológica basada en aleaciones de aluminio de alta resistencia, evolucionando hacia diseños multifuncionales altamente integrados.
a. Selección del material central: El dominio de las aleaciones de aluminio serie 6xxx
En competencia con acero, aleaciones de magnesio y compuestos, las aleaciones de aluminio serie 6xxx (Al-Mg-Si) se han convertido en el material principal para bandejas de batería de camiones pesados debido a su excelente rendimiento integral, técnicas de procesamiento maduras y alta rentabilidad.
Grados clave de aleación y propiedades:
·6061-T6: El grado más ampliamente usado, reconocido por su excepcional resistencia, buena soldabilidad y resistencia a la corrosión.
·6005A-T6 y 6063-T6: Opciones complementarias, que también ofrecen buena extrudabilidad, adecuadas para componentes con requisitos de resistencia ligeramente menores.

b. Cambio de paradigma en la filosofía de diseño: Gestión térmica y monitoreo de salud estructural
La filosofía de diseño de las bandejas de batería modernas para camiones pesados ha experimentado una transformación fundamental, evolucionando de una estructura puramente mecánica de "soporte de cargas" a una plataforma altamente integrada de "regulación térmica inteligente". Este cambio se manifiesta principalmente en dos direcciones tecnológicas clave:
·Gestión Térmica Integrada (Aplicación Madura)
Actualmente el enfoque más tecnológicamente maduro y ampliamente adoptado. Su concepto central implica integrar directamente la funcionalidad de enfriamiento en el diseño estructural de la bandeja para lograr una regulación térmica compacta y eficiente.
·Exploración del Monitoreo de Salud Estructural (SHM) (Etapa Temprana)
Esta tecnología emergente busca detectar preventivamente daños estructurales potenciales (ej. grietas, deformaciones) durante el servicio a largo plazo. Sin embargo, permanece en fase de validación e investigación de laboratorio, careciendo de casos de implementación comercial a gran escala o datos suficientes de confiabilidad operativa a largo plazo.
3-Análisis de los procesos centrales de fabricación
Los procesos de fabricación para bandejas de batería de camiones pesados determinan directamente su costo, rendimiento y eficiencia productiva. El enfoque predominante combina extrusión de aluminio y soldadura por fricción-agitación (FSW), balanceando óptimamente requerimientos de rendimiento con modelos de producción en lotes pequeños-medianos.
a. Extrusión de Aluminio
Este proceso conforma lingotes de aluminio en componentes estructurales alargados (ej. travesaños, vigas longitudinales) mediante matrices. Como tecnología fundamental para bandejas de batería, ofrece:
·Ventajas: Bajos costos de moldes, ciclos de desarrollo cortos y adaptabilidad para piezas grandes no estandarizadas en pequeños lotes.
·Limitaciones: Requiere corte, mecanizado y ensamblaje por soldadura multi-etapa, resultando en baja automatización, tiempos de ciclo más lentos y eficiencia inferior comparada con fundición integrada a presión.
b. Soldadura por Fricción-Agitación (FSW)
Tecnología de unión en estado sólido que genera calor mediante una herramienta rotativa para lograr soldaduras de aluminio de alta resistencia, siendo la elección óptima para uniones estructurales/herméticas:
·Rendimiento: La resistencia de la soldadura alcanza 80-90% del material base, sin defectos de porosidad/grietas. La mínima distorsión térmica asegura hermeticidad IP67+ y eco-amigabilidad.
·Restricción: Limitada a geometrías de soldadura planas o de curvatura simple.
Las bandejas de batería de aleación de aluminio para camiones pesados han trascendido su rol como estructuras ligeras de alta resistencia para convertirse en plataformas multifuncionales integradas. Sin embargo, la proliferación de funcionalidades introduce desafíos como fallas por acoplamiento multi-físico, complejidad de procesos y riesgos de confiabilidad. Los avances futuros dependerán de la co-innovación material-proceso-sistema, aprovechando interfaces adaptativas y tecnologías de gemelos digitales para permitir la evolución segura y sostenible de bandejas inteligentes.
Actualizaremos periódicamente la información y las tecnologías relacionadas con el diseño térmico y la reducción de peso. Gracias por su interés en Walmate.
Revolución de celdas grandes impulsada por reducción de costos y desafíos de refrigeración: La industria de almacenamiento de energía experimenta una profunda transformación impulsada por la "reducción de costos y mejora de eficiencia": la tecnología de celdas de gran formato avanza rápidamente. Las celdas 300Ah+ se están convirtiendo en estándar, mientras que las de 500Ah e incluso mayor capacidad aceleran su implementación. Esta evolución incrementa la densidad energética del sistema y reduce el costo por watt-hora, pero también plantea desafíos críticos: masa unitaria de las celdas se dispara, el peso total de módulos/packs se eleva drásticamente, multiplicando la carga sobre las estructuras de soporte inferior; mayores potencias térmicas y rutas internas de transferencia de calor más largas exigen máximos niveles de eficiencia y uniformidad en los sistemas de disipación. Las placas de enfriamiento líquido (PEL), núcleo de la gestión térmica del pack, enfrentan una presión inmediata de mejora.

El diseño tradicional de PEL de "lámina delgada superficial" resulta insostenible. Bajo restricciones de espacio limitado y estricto control de costos, las PEL deben trascender su función única de disipación y evolucionar hacia una triada funcional: integración estructural, eficiencia térmica extrema y ligereza del sistema. Este artículo analiza en profundidad esta ruta de diseño avanzado.
1-Integración Funcional-Estructural: La "Revolución Portante" de las Placas de Enfriamiento Líquido
Al aumentar sustancialmente la masa de las celdas, las cargas sobre el fondo del contenedor y las PEL se intensifican. Diseñar las PEL como elementos estructurales portantes es clave para resolver las contradicciones peso-costo-espacio.
a. Convertirse en el "Esqueleto" del Contenedor: Fondo Portante Integrado
Filosofía de diseño: La PEL deja de ser un componente adjunto al fondo del contenedor para convertirse en la principal estructura portante del mismo.
Ventaja clave: Reduce drásticamente el fondo tradicional y soportes de montaje, disminuyendo significativamente peso del sistema y costos de materiales, simplificando el ensamblaje.
Requisitos técnicos: Debe poseer rigidez y resistencia extremas a flexión, compresión e impactos.
b. "Estructura Reforzada Interna": Optimización Topológica y Refuerzos Estructurales
Diseño basado en mecánica: Emplear simulación CAE para optimización topológica, integrando nervaduras de refuerzo en zonas no críticas térmicamente (ej. espacios entre canales, bordes).

Uso eficiente de material: El diseño optimizado asegura la distribución del material en rutas críticas de tensión, eliminando material redundante para lograr ligereza manteniendo capacidad portante.
c. Plataforma Portante a Nivel de Módulo: Unificación de Componentes
PEL de gran tamaño y alta resistencia pueden actuar directamente como base de montaje y estructura portante para módulos. Las celdas o módulos se fijan directamente sobre ellas, eliminando marcos de soporte adicionales, simplificando la estructura y mejorando la tasa de utilización volumétrica.
2-Salto en Rendimiento Térmico: El Arte del Equilibrio entre Eficiencia y Uniformidad
El principal desafío de las celdas de gran formato radica en la dificultad para disipar calor en la zona central y controlar el gradiente térmico global. El diseño de placas de enfriamiento líquido (PEL) requiere innovación multidimensional en canales de flujo, interfaz y materiales.
a. Diseño de Canales: De "Tuberías Simples" a "Vasos Inteligentes"
Distribución precisa y turbulencia mejorada:Implementación de canales ramificados tipo árbol y estructuras compuestas (serpentín + columnas turbulizadoras/aletas) para incrementar flujo y turbulencia en zonas críticas centrales. Evita el efecto "enfriamiento rápido en bordes, lento en centro" causado por canales rectos de gran sección.
Sección variable y enfriamiento zonificado:Diseño de canales con sección gradualmente variable o circuitos zonificados independientes según generación térmica diferencial (ej. centro > bordes). Permite distribución precisa de carga térmica bajo demanda, controlando gradientes ≤ ±2°C.
Canales bioinspirados y topológicamente optimizados:Aplicación de CFD y optimización topológica para generar redes de canales "de crecimiento natural" de alta eficiencia y baja resistencia. Maximiza área de intercambio y eficiencia térmica, reduciendo pérdidas por bombeo.
b. Superación de la Resistencia Térmica de Interfaz: Maximizando el Contacto
Materiales de Interfaz Térmica (TIM) avanzados:Desarrollo de almohadillas/geles/materiales de cambio de fase (PCM) con alta conductividad (>5 W/m·K), baja resistencia térmica, estabilidad a largo plazo, aislamiento eléctrico, amortiguación y procesabilidad.
Ingeniería de microestructuras superficiales:Mecanizado de microcanales, arreglos de microprotuberancias o recubrimientos especiales en superficies de contacto. Aumenta área efectiva de contacto y aprovecha fuerzas capilares, reduciendo resistencia térmica de interfaz (30%-50%).
c. Mejora de Materiales: Conductividad Térmica y Resistencia Mecánica
Exploración de aleaciones de aluminio de mayor conductividad térmica (series 6xxx de alta conductividad, aleaciones específicas 7xxx) o materiales compuestos de matriz metálica (AMCs), mejorando la conductividad base sin comprometer resistencia estructural.
3-Optimización de Peso: La Batalla Gramo a Gramo
Cada gramo reducido implica menores costos y mayor eficiencia en transporte e instalación.
Estrategias de reducción de peso:
a. Reducción de espesor basada en simulación:Cálculo CAE preciso para minimizar espesores de pared (ej. 2.0mm → 1.5mm) cumpliendo requisitos de resistencia, rigidez y disipación.
b. Estructuras alveolares y aligeramiento seguro:Diseño de cavidades internas en nervaduras y perforaciones controladas en zonas no críticas.
c. Aleaciones de alta resistencia:Implementación de series 7xxx de aluminio para reducir espesores y peso manteniendo prestaciones.
4-Procesos de Fabricación: Soportando Diseños Avanzados
La "estructuralización" y complejidad de las PEL exigen procesos de fabricación mejorados.
Evolución de procesos principales:
Extrusión + Soldadura por Fricción-agitación (FSW):Ideal para grandes dimensiones y alta resistencia. Avances: desarrollo de perfiles complejos integrando canales/refuerzos; soldaduras FSW variables y ultralargas con hermeticidad garantizada.
Estampación + Soldadura fuerte:Flexibilidad en diseño de canales y potencial de aligeramiento. Avances: estampación precisa de canales profundos/complejos; mejora de rendimiento y confiabilidad en uniones soldadas de múltiples piezas; integración de refuerzos en piezas estampadas.
Fundición a alta presión (HPDC):Potencial para geometrías ultracomplejas altamente integradas (canales, refuerzos, conexiones). Retos: coste de moldes, rugosidad superficial interna, control de porosidad.
Procesos híbridos:Combinación innovadora de tecnologías para abordar diseños complejos.
5-Confiabilidad: Línea Vital del Diseño Integrado
Al convertirse en núcleo estructural, la confiabilidad de la PEL es crítica para la seguridad del pack.
Refuerzo de confiabilidad estructural-hidráulica:
a. Validación mecánica extrema:Pruebas de vibración, impacto, compresión y caída muy superiores a estándares, simulando condiciones límite.
b. Garantía de vida a fatiga:Simulación y ensayos exhaustivos de fatiga estructural y ciclos de presión, asegurando ausencia de fugas o fisuras bajo cargas cíclicas prolongadas.
c. Sellado redundante: Estrategias multicapa en interfaces críticas.
d. Control de calidad estricto: Inspección automatizada in-line para garantizar consistencia manufacturera.
La evolución de las PEL para almacenamiento de energía ejemplifica cómo la innovación impulsa la reducción de costos y mejora de eficiencia. Quien lidere la integración estructural-funcional dominará el mercado de almacenamiento billonario. Esta "revolución silenciosa del chasis" redefine el futuro de los sistemas de almacenamiento.
Actualizaremos periódicamente la información y las tecnologías relacionadas con el diseño térmico y la reducción de peso. Gracias por su interés en Walmate.
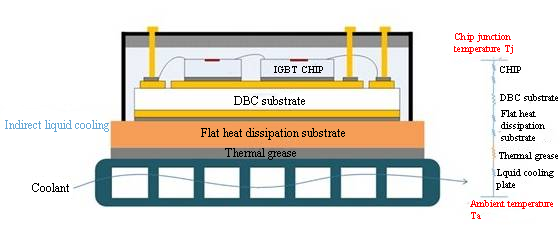
La esencia de la disipación de calor IGBT es el problema de la eficiencia de transferencia de calor bajo resistencias térmicas multicapa en serie, entre las cuales la resistencia térmica de la interfaz representa más del 60% y es el principal objeto de optimización.

Figura 1: Diagrama de resistencia térmica del IGBT
1- La raíz del problema: ¿Dónde se esconde la resistencia térmica?
La resistencia térmica del módulo IGBT es una estructura multicapa compleja que incluye múltiples capas de material y vías de conducción térmica. La resistencia térmica del módulo IGBT se compone principalmente de la resistencia térmica (Rth) del módulo IGBT, que a su vez está compuesta por la resistencia térmica de la caja de unión (Rth-Rjc) y la resistencia térmica de la caja-ambiente (Rth-Rca) en serie:
a. Resistencia térmica de la caja de unión (Rth-Rjc):
· La placa cerámica revestida de cobre es el principal cuello de botella: representa más del 75 % de la Rth-Rjc, debido a que su capa cerámica (como Al₂O₃) tiene baja conductividad térmica (15-35 W/m·K) y su espesor no puede ignorarse. Otros niveles representan el 25 % restante de la resistencia térmica del chip (conductividad térmica del silicio ≈ 150 W/m·K), la resistencia térmica de la capa de soldadura (los huecos causan resistencia térmica de la interfaz) y la resistencia térmica del sustrato de cobre (alta conductividad térmica, pero con un pequeño efecto de espesor). b. Resistencia térmica de la carcasa-ambiente (Rth-Rca):
· La resistencia térmica de contacto de la interfaz es dominante: La resistencia térmica de la grasa térmica/superficie de contacto entre el sustrato y el disipador de calor representa entre el 40 % y el 60 % de la resistencia térmica total, y representa más del 60 % en el diseño tradicional de disipación de calor de un solo lado.
· Influencia de la estructura de disipación de calor: Por ejemplo, en un disipador de calor refrigerado por aire, la resistencia térmica de contacto (Rjc), la resistencia térmica de conductividad térmica (Rch) y la resistencia térmica de intercambio de calor (Rha) representan el 65,9 %, el 5,9 % y el 28,2 % respectivamente (estructura de aletas convencional).
2- Vía para superar la resistencia térmica: Optimización coordinada de materiales y estructuras
a. Adelgazamiento del chip: reducción de la resistencia térmica interna
· Evolución tecnológica: Adelgazamiento de la oblea de PT de 200 μm a 70 μm para IGBT7, lo que reduce la resistencia térmica en un 60 %. El proceso de adelgazamiento (rectificado/CMP/grabado por plasma) puede liberar la tensión y mejorar la eficiencia de la difusión térmica.
· Mecanismo físico: El espesor se reduce de 350 μm a 110 μm, y la capacidad calorífica por unidad de área (Cth) se reduce de 786,5 J/℃·m² a 247,2 J/℃·m², acelerando la disipación térmica transitoria. Tras el adelgazamiento, se reduce la resistencia, se mejora el contacto óhmico y se reduce el riesgo de fallo causado por la tensión interna.
b. Innovación en la interfaz: la sinterización de plata sustituye a la grasa de silicona termoconductora
La mejora del material de la interfaz es fundamental para reducir la resistencia térmica de contacto:

Tabla 1: Comparación de la conductividad térmica entre la sinterización de plata y la grasa de silicona termoconductora
c. Mejora del sustrato: cerámica de alta conductividad térmica y diamante
Los materiales de sustrato están experimentando una evolución clave, pasando del Al₂O₃ al AlN y posteriormente al diamante. El objetivo principal es mejorar significativamente la conductividad térmica para satisfacer las necesidades de disipación de calor de los dispositivos electrónicos con mayor densidad de potencia.
· Avance del sustrato de AlN
La conductividad térmica puede alcanzar de 5 a 10 veces la del Al₂O₃. El coeficiente de expansión térmica (aproximadamente 4,5 ppm/K) es similar al del silicio (aproximadamente 2,6 ppm/K), lo que reduce eficazmente la tensión por desajuste térmico entre chips de silicio.
· Perspectivas de los sustratos de diamante: La conductividad térmica supera los 2000 W/(m·K) (80 veces la del Al₂O₃), y el coeficiente de expansión térmica es de 1,1 ppm/K, adaptándose perfectamente a los chips de silicio. La conductividad térmica de los materiales compuestos de diamante/aluminio alcanza los 613 W/(m·K) (2,6 veces la del aluminio puro) y la optimización de la interfaz mejora la resistencia de la unión.

Tabla 2: Comparación de las propiedades clave del material del sustrato
3- Desafíos para superar la resistencia térmica
a. Cuello de botella en la resistencia mecánica debido al adelgazamiento de la viruta
Reducir el espesor de 200 μm a 70 μm (IGBT7) puede reducir la resistencia térmica en un 60 %, pero un adelgazamiento adicional a 20 μm conlleva riesgo de fractura. Las virutas ultrafinas (<50 μm) son propensas a microfisuras debido a la discrepancia del coeficiente de expansión térmica (CET).
b. Desafío del sustrato de alta conductividad térmica

Tabla 3: Desafíos del sustrato de alta conductividad térmica
c. Fiabilidad de la interfaz: Desafío de acoplamiento multifísico
· Riesgo de desajuste del CTE de sinterización de plata: La capa de sinterización de plata (CTE = 18,4 ppm/K) difiere 4 veces del chip de SiC (CTE = 4,5 ppm/K), y el ciclo térmico es propenso a la delaminación.
· Control de la presión de contacto de la interfaz: Una presión de 0,1 a 0,5 MPa puede reducir la resistencia térmica en un 40 %, pero una presión superior a 1 MPa puede afectar la capa de plata.
Cuando la densidad de potencia de los IGBT alcanzó la era de los 10 kW/cm², el diseño de la disipación térmica pasó de ser una simple ingeniería auxiliar a un punto crítico para el sistema. La revolución del sustrato, del Al₂O₃ al diamante, la transición de la interfaz de la grasa de silicona a la sinterización de cobre y el adelgazamiento del chip, de 200 μm a 50 μm, constituyen esencialmente una batalla contra la segunda ley de la termodinámica. El diseño de la disipación térmica se acerca al límite físico, y la sinergia triangular de materiales, estructura y proceso será la clave para superar esta situación.
Actualizaremos periódicamente la información y las tecnologías relacionadas con el diseño térmico y la reducción de peso. Gracias por su interés en Walmate.
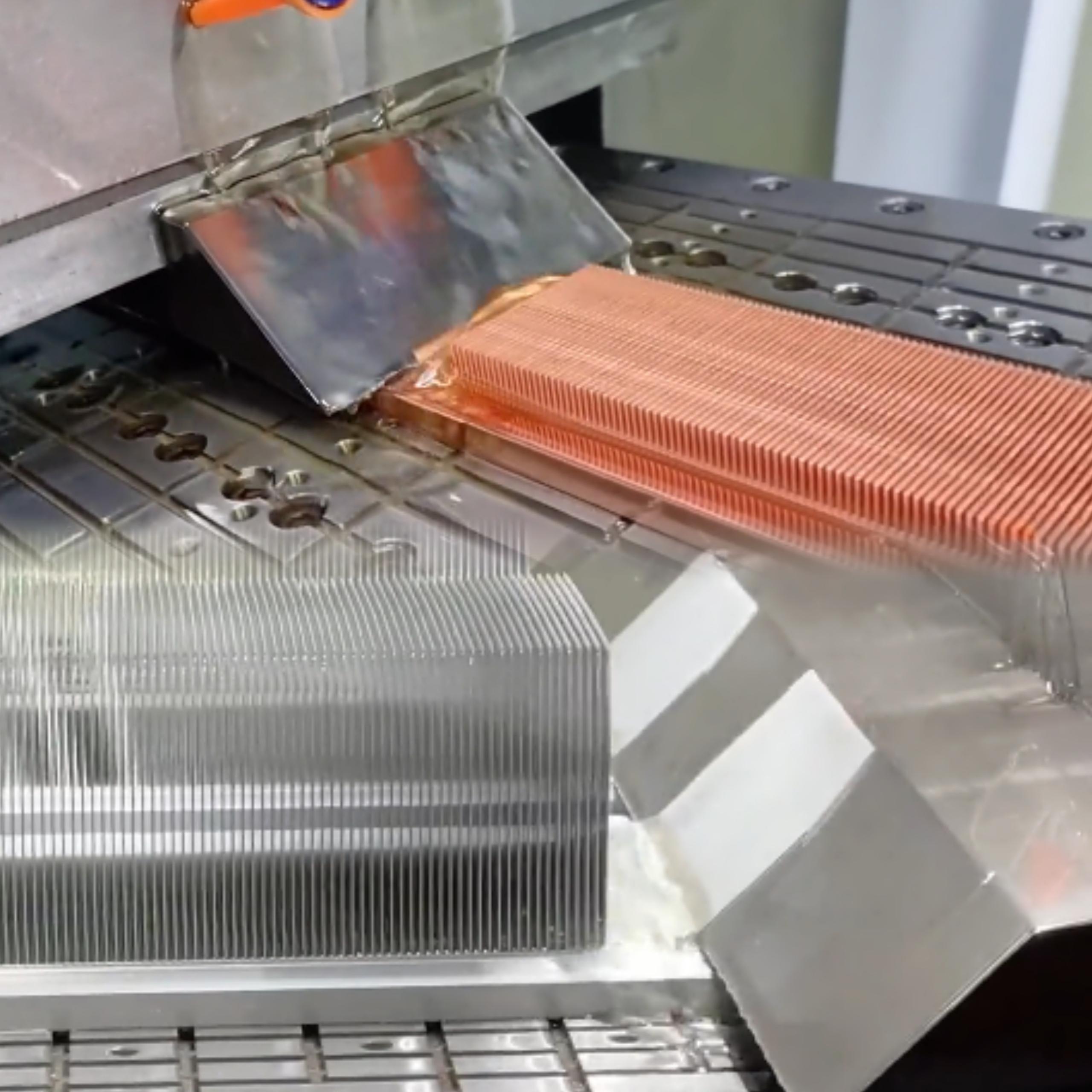
La sustitución del cobre por aluminio se ha convertido en una tendencia irreversible en el sector de los disipadores skived-fin. Los factores clave son el coste, la ligereza y la seguridad de los recursos, y la brecha de rendimiento se compensa mediante la innovación de procesos (tecnología de skiving, diseño de microcanales). En aplicaciones típicas, las soluciones de aluminio se han utilizado ampliamente en entornos de alta eficiencia, como centros de datos y vehículos de nueva energía. Sin embargo, la sustitución del cobre por aluminio no es una simple sustitución de material, sino un proyecto sistemático que requiere una optimización integral, desde la selección del material, el diseño estructural y el proceso de fabricación hasta los escenarios de aplicación, para lograr el mejor equilibrio entre coste y rendimiento. Este artículo analizará en profundidad los principales avances tecnológicos y las soluciones de aplicación en esta práctica de sustitución.
1-Aluminio vs. Cobre: Propiedades del material y retos de la sustitución
Para evaluar científicamente la viabilidad de la sustitución del cobre por aluminio, primero debemos comprender las diferencias en las propiedades físicas fundamentales de ambos metales en aplicaciones de disipación de calor:

Tabla 1: Comparación completa de las propiedades de los materiales de disipación de calor de aluminio y cobre
El rendimiento del disipador de calor depende no solo de la conductividad térmica del material, sino también de las características de capacidad térmica y el aprovechamiento de la superficie. La diferencia en las propiedades físicas entre el aluminio y el cobre determina el límite de viabilidad de la sustitución:
a. Relación dialéctica entre la conductividad térmica y la capacidad térmica
·Ventaja instantánea del cobre: alta conductividad térmica (385 W/m·K), difusión inicial del calor más rápida;
·Aumento del estado estacionario del aluminio: alta capacidad calorífica específica (900 J/kg·K, 2,3 veces la del cobre), aumento del 133 % en la capacidad de almacenamiento de calor por unidad de masa, baja densidad (2,7 g/cm³, 30 % del cobre), aumento del 40 % en el área de disipación de calor para el mismo volumen y equilibrio a largo plazo logrado mediante una mayor superficie durante la etapa de disipación de calor continua.
b. Adición de adaptación térmica
El coeficiente de expansión térmica del aluminio (23,1 × 10⁻⁶/K) es similar al del sustrato de PCB (13-18 × 10⁻⁶/K), lo que reduce el riesgo de fallo por tensión térmica.
Además, esta tendencia se debe a un cambio en la perspectiva del rendimiento: se acepta una reducción de la conductividad térmica local a cambio de un aligeramiento del sistema, la optimización de costes y una mayor sostenibilidad.
2-Avances clave en el proceso de fabricación
a. Avance en el sistema de materiales: optimización de la composición de la aleación y control de la dureza
· Problemas tradicionales: Los materiales de aluminio tradicionales (como el aluminio puro 1060) tienen baja dureza (24-38 HB) y son fáciles de biselar, pero el mecanizado posterior tiende a adherirse a la herramienta; la aleación de aluminio 6063 tiene alta dureza (34-42 HB), lo que favorece el procesamiento posterior, pero la altura de biselado es limitada (≤50 mm). Punto de inflexión: Mediante la optimización de la composición de la aleación (Si 0,25 %, Mg 0,41 %) y la innovación en los procesos de fundición y colada (homogeneización a 556 ℃ + extrusión a 430 ℃/temple a 490 ℃), la dureza de los materiales de aluminio se controla por etapas: se mantiene una dureza baja de 32-39 HB antes del biselado (para garantizar un procesamiento de aletas de 70 mm de altura) y se refuerza a 55-64 HB después del biselado (para solucionar el problema de adherencia a la herramienta durante el mecanizado).
Control de impurezas y equilibrio de la conductividad térmica: Con un control de alta pureza de Fe ≤ 0,11 % y Cu ≤ 0,02 % (base de aluminio al 99,70 %), se mantiene una alta conductividad térmica a la vez que se mejora la eficiencia del mecanizado, de modo que los radiadores de aluminio de aletas altas ofrecen un rendimiento de procesamiento y una resistencia de servicio superiores.
b. La diferencia esencial entre la dureza del material y la respuesta de corte: La principal ventaja del aluminio para lograr aletas ultrafinas reside en sus características de endurecimiento por acritud y los requisitos de fuerza de corte.
Análisis técnico:
·Las propiedades blandas del cobre conducen al proceso de biselado de la aleta: la extrusión de la herramienta provoca fácilmente la acumulación de material en la base de la aleta (formando un "efecto de curvatura").
La zona de la película delgada presenta una deformación plástica severa (alta tasa de inestabilidad cuando el espesor es <0,1 mm); el grado de endurecimiento por acritud es bajo y la estructura no puede reforzarse por deformación.
·Al biselar aleaciones de aluminio: el endurecimiento por acritud mejora significativamente la rigidez de la aleta (la resistencia de la aleación 6063 mejora tras el endurecimiento en frío); la baja fuerza de corte permite el uso de herramientas de hoja delgada más precisas; la pequeña recuperación elástica (aproximadamente 1/3 de la del cobre) garantiza la precisión geométrica de la aleta.
c. Avance en los límites estructurales y la optimización de costes.
El diseño de aletas ultrafinas busca, fundamentalmente, maximizar la relación superficie/volumen, y las propiedades físicas del aluminio son más adecuadas para este objetivo:

Tabla 2: Comparación de parámetros de disipadores skived-fin de aluminio y cobre
Se utilizan perfiles de aluminio de sección transversal simple (placa/ranura) para reemplazar moldes complejos, lo que reduce los costos de moldeo en un 60 %. La producción de lotes pequeños utiliza directamente aletas biseladas de placa (sin molde) para adaptarse a las necesidades personalizadas.
3-Esencia de la tendencia: La optimización del sistema reemplaza el egoísmo del material
El valor fundamental del disipadores skived-fin de aluminio reside en la optimización integral del sistema, en lugar de reemplazar un solo rendimiento de conductividad térmica:
·Ventajas técnicas: Lograr un avance sinérgico en la disipación de calor ligera y eficiente mediante una estructura de múltiples aletas, un proceso de aletas delgadas y el moldeo de una sola pieza;
·Ventajas de la integración ligera: En campos emergentes como las nuevas energías/5G, la ligereza y el costo se han convertido en indicadores más críticos que la conductividad térmica absoluta, y se han mejorado los beneficios derivados.
·Economía de ciclo completo: El costo inicial es solo el 45 % de la solución de cobre, y la reducción del consumo de energía del ventilador que aporta la ligereza permite una rápida recuperación de la inversión. ·Base de fabricación sustentable: Las características de la industria de suficiente capacidad de producción de aluminio y una tasa de recuperación >95% brindan garantía para la estabilidad de la cadena de suministro.
Actualizaremos periódicamente la información y las tecnologías relacionadas con el diseño térmico y la reducción de peso. Gracias por su interés en Walmate.

El salto en la densidad de potencia y la superación de los límites térmicos impulsan las cuatro revoluciones en la tecnología de refrigeración de inversores fotovoltaico. Desde la refrigeración por aire con aletas del puente H centralizado hasta el uso de tubos de calor en la topología NPC de tres niveles para controlar la fuente de calor; desde los multiniveles modulares para construir una línea de defensa de redundancia térmica con materiales de cambio de fase, hasta los interruptores suaves de SiC que utilizan refrigeración líquida por microcanales para superar la alta densidad de flujo térmico, cada iteración topológica reescribe el paradigma de la refrigeración. La esencia de esta evolución es el desafío definitivo de la electrónica de potencia a la segunda ley de la termodinámica bajo las restricciones triangulares de eficiencia, densidad de potencia y fiabilidad, y definirá las barreras competitivas de la próxima generación de sistemas de fusión de almacenamiento fotovoltaico.
1- Evolución del sistema inversor fotovoltaico
La evolución del sistema inversor fotovoltaico sigue una transición de cuatro etapas: adaptación de la disipación de calor → gestión térmica → sinergia térmica → sistema de reducción de entropía. Esto ha impulsado la forma de la centralización tipo gabinete a la integración inteligente a nivel de chip. La densidad de potencia continúa avanzando, al tiempo que la eficiencia y la penetración en el mercado se disparan.
a. La forma física del inversor fotovoltaico ha experimentado una transición de tres niveles:
Los primeros inversores centralizados eran de gran tamaño (>1 m³/MW) y pesaban más de una tonelada; la posterior solución de tipo cadena desmontó la unidad de potencia en módulos de 20-100 kW, y el volumen se redujo a 0,3 m³/MW; el diseño modular actual ha avanzado aún más hasta llegar a subunidades de 10 kW, la densidad de potencia ha superado los 50 kW/L y el peso se ha reducido a <15 kg/kW.
b. La adaptabilidad ambiental cambia de protección pasiva a adaptación activa:
· Nivel de protección: IP54 → IP66/C5-M anticorrosión (en entornos costeros/con niebla salina)
· Rango de temperatura: -25 ~ +60 °C → -40 ~ +85 °C (en entornos de frío extremo/desértico)
· Respuesta inteligente: El algoritmo de control dinámico de temperatura ajusta la potencia de disipación de calor en tiempo real para adaptarse a entornos con polvo y alta humedad.
c. La demanda de disipación de calor cambia cualitativamente con el aumento en la densidad de potencia:
La refrigeración por aire forzado temprana gestiona una densidad de flujo de calor <100 W/cm²; la tecnología de tubos de calor en la era de tres niveles resuelve el problema de la uniformidad de temperatura de múltiples fuentes de calor; la alta frecuencia de SiC promueve la popularización de la refrigeración líquida; la refrigeración por cambio de fase de microcanal se está convirtiendo en una solución estándar para >300 W/cm², y la proporción del sistema de disipación de calor se ha reducido del 30 % al 12 % del total de la máquina.
2- Evolución de la topología del sistema inversor fotovoltaico y la gestión térmica
La lógica subyacente de la evolución de la topología del sistema inversor fotovoltaico se basa en la relación "eficiencia-densidad de potencia-costo":
· Cambios en el mecanismo de pérdidas: de un predominio de pérdidas por conducción (puente H) → pérdida de conmutación en el núcleo (NPC) → pérdida de componentes magnéticos/condensador de alta frecuencia (MMC) → la pérdida de compatibilidad electromagnética bajo conmutación suave de SiC representa más del 60%, lo que desplaza el enfoque de la disipación de calor de la "temperatura media" a la "gestión de densidad de flujo térmico ultraalta";
· Transición de la densidad de potencia: El límite físico de los IGBT basados en silicio (20 kHz/3 kW/L) fue superado por los dispositivos de SiC (100 kHz/50 kW/L), lo que obligó a la solución de disipación de calor a cambiar de refrigeración por aire → tubo de calor → refrigeración líquida → refrigeración por cambio de fase de microcanales; Equilibrio dinámico de costos: La proporción del costo del sistema de disipación térmica disminuye gradualmente del puente H al SiC, pero el costo de disipación térmica de la potencia unitaria aumenta. Es necesario reconstruir el límite térmico mediante un diseño colaborativo de topología, empaquetamiento y disipación térmica para lograr una reducción del LCOE.

Tabla 1: Evolución de las topologías de inversores fotovoltaico y gestión térmica
Ante los desafíos de ingeniería que suponen el continuo aumento de la densidad de potencia y los continuos avances en la densidad de flujo térmico de los inversores fotovoltaicos, es necesario modernizar sistemáticamente las soluciones de disipación de calor:
· Evolución de la refrigeración por aire a la refrigeración líquida: para hacer frente a la alta densidad de flujo térmico de los nuevos chips, se reduce significativamente la temperatura del núcleo;
· Combinación de tecnología de tubos de calor y cambio de fase: suprime eficazmente el choque térmico de los sistemas modulares y prolonga la vida útil de los componentes clave;
· Diseño colaborativo y control de costes: optimiza la proporción del sistema de disipación de calor mediante una profunda integración de la gestión eléctrica y térmica.
Como socio en gestión térmica, Walmate se centra en la tecnología de refrigeración directa al chip y en la optimización de la resistencia térmica a nivel de sistema para ofrecer soluciones viables de disipación de calor para sistemas de almacenamiento fotovoltaico.
Actualizaremos periódicamente la información y las tecnologías relacionadas con el diseño térmico y la reducción de peso. Gracias por su interés en Walmate.

Este artículo intenta analizar la trayectoria de innovación en la tecnología de disipación de calor de sistemas HVDC en el contexto del auge de la computación con IA, centrándose en dos direcciones principales: la sinergia de la refrigeración líquida y la modernización de los materiales. El contenido se ha recopilado a partir de información pública del sector. Si hay alguna omisión, por favor, corríjala.
1- El auge de HVDC y la inevitabilidad de una mayor demanda de refrigeración
El crecimiento explosivo de la potencia de computación de IA ha incrementado significativamente la densidad de potencia de los centros de datos (un solo gabinete supera los 100 kW), impulsando la demanda de sistemas de suministro de energía de alta eficiencia. Los SAI tradicionales se enfrentan a retos de eficiencia y espacio, mientras que los sistemas HVDC se están convirtiendo rápidamente en la solución de suministro de energía principal para los centros de datos de IA gracias a su alta eficiencia, bajas pérdidas, tamaño compacto y alta fiabilidad. Esto impulsa directamente el rápido crecimiento del mercado de HVDC y el aumento de su penetración en los centros de datos de IA. Al mismo tiempo, la demanda de IA también impulsa el desarrollo de la tecnología HVDC a niveles de voltaje más altos (como sistemas de 750 V y 1000 V) para mejorar aún más la eficiencia y la capacidad de transporte de energía.
a. Explosión de la potencia de computación de IA y requisitos de eficiencia energética
Para cumplir con los altos estándares de eficiencia energética (como una PUE del centro de datos ≤1,5/≤1,3), la tecnología de refrigeración HVDC debe lograr:
· Un diseño de refrigeración eficiente, utilizando tecnología de refrigeración líquida para gestionar la alta densidad de potencia; Control preciso de los parámetros de refrigeración.
· Optimización de los medios de transferencia de calor, uso preferente de agua desionizada y selección de fluidos estables que evitan la separación de fases (como el PCD) en situaciones especiales.
· Se ha mejorado el rendimiento del radiador y se han utilizado materiales de alta conductividad térmica; el diseño especial del canal de flujo mejora la eficiencia del intercambio de calor.
· Control y monitorización dinámica de la temperatura, monitorización en tiempo real de las temperaturas de los puntos clave; equipado con equipos de diagnóstico para predecir fallos.
· Diseño de redundancia y fiabilidad, como: configuración redundante N+1 del sistema de refrigeración, red de tuberías de agua fría de doble circuito para evitar fallos puntuales.
· Capacidad de disipación de calor de emergencia: permite la disipación de calor en condiciones de trabajo extremas.
· Adaptabilidad ambiental: garantiza un funcionamiento estable a una temperatura ambiente de 15-35 °C y cuenta con ventilación a prueba de humedad.
b. Profundización en la aplicación de semiconductores de tercera generación (SiC/GaN)
El aumento de la potencia de procesamiento de IA ha impulsado la arquitectura de CC de alto voltaje de 800 V como una nueva tendencia en los centros de datos:
·SiC/GaN está reemplazando gradualmente a los dispositivos tradicionales basados en silicio gracias a su alta densidad de potencia, conmutación de alta frecuencia y bajas pérdidas.
·Mejora significativamente la eficiencia del sistema.
·Reduce los costos de material y mejora la confiabilidad.
c. Ventajas de la HVDC en eficiencia energética frente a la fuente de alimentación de CA y su impacto en la disipación de calor
Los requisitos de la arquitectura HVDC para sistemas de disipación de calor se reflejan principalmente en la alta densidad de potencia, métodos de refrigeración eficientes, diseño redundante, adaptabilidad ambiental, optimización de la eficiencia energética y rápida recuperación ante fallos. Estos requisitos determinan conjuntamente la complejidad y los desafíos de los sistemas HVDC en diseño y operación.

Tabla 1: Desglose de las causas fundamentales de las diferencias en las pérdidas de conversión de energía de HVDC frente a CA
2- Núcleo de innovación: Sinergia de refrigeración líquida y soluciones de actualización de materiales
a. Sistema de refrigeración líquida: Transición generacional del edge al mainstream
La penetración de la refrigeración líquida ha aumentado rápidamente, la potencia de procesamiento de la IA eleva el consumo de energía de la GPU a 1000 W, lo que obliga a la refrigeración por aire a transformarse, y los entornos edge deben adaptarse al rango de temperaturas extremas de -30 °C a 60 °C.

Tabla 2: Transición generacional de trayectorias tecnológicas
b. Mejora de materiales: un avance clave para afrontar los desafíos térmicos extremos
La mejora de materiales promueve avances en el rendimiento de la disipación térmica: se optimiza la gestión térmica de los tiristores mediante materiales de interfaz de alta conductividad térmica, se combinan sustratos cerámicos de nitruro de aluminio (conductividad térmica ≥ 180 W/mK) para mejorar la capacidad de disipación térmica de los dispositivos de SiC/GaN y se utiliza una estructura de refrigeración líquida compuesta para soportar una alta densidad de potencia. A nivel de sistema, se utilizan una arquitectura de refrigeración líquida redundante N+1, una estrategia de control de temperatura inteligente y un diseño de tubería con tensión de resistencia de 800 V para lograr una disipación térmica colaborativa segura y eficiente.
3- Desafíos y oportunidades técnicas en la cadena de suministro de la industria de refrigeración
a. Desafíos clave: Cuellos de botella en la estandarización y la compatibilidad
La falta de uniformidad en la interfaz de la placa fría a nivel de chip y la diferencia en la tensión de resistencia de la tubería a nivel de gabinete (500 V~800 V) provocan una compatibilidad deficiente y aumentan el coste de la transformación. Las rutas de la placa fría y la tecnología de inmersión están separadas, y la falta de normas de aislamiento del refrigerante agrava la fragmentación de la industria. Existen riesgos ocultos en la operación y el mantenimiento, como un mecanismo de detección de fugas insuficiente y normas en blanco para la atenuación del rendimiento del refrigerante. La causa principal reside en la división ecológica entre los tres grupos: proveedores de chips, servidores y soluciones de refrigeración líquida, lo que genera un dilema de "islandización" con responsabilidades poco claras.
b. Oportunidades de colaboración: Colaboración técnica y colaboración industrial
La capa de chip promueve la estandarización de las interfaces de placa fría, y la capa de sistema vincula la carga HVDC y el caudal de refrigeración mediante algoritmos de control de temperatura con IA. La capa industrial se basa en ODCC para establecer estándares de interfaz y refrigerante, y acorta el ciclo de implementación con máquinas modulares. Innova en la tecnología de regeneración de refrigerante y en los modelos de arrendamiento de equipos para reducir costes, y cubre los riesgos de fuga mediante mecanismos de seguro para lograr una colaboración tridimensional entre tecnología, industria y finanzas.
Actualmente, la tecnología de refrigeración HVDC aún enfrenta desafíos como la estandarización y la compatibilidad, pero la colaboración industrial ha mostrado avances significativos. Este artículo es solo una observación temporal, y esperamos debatir las direcciones de optimización con colegas del sector.
Actualizaremos periódicamente la información y las tecnologías relacionadas con el diseño térmico y la reducción de peso. Gracias por su interés en Walmate.
En la fabricación de disipadores de calor, la selección de materiales y la precisión del biselado de las aletas son clave para el éxito. Ante los exigentes requisitos de aletas ultrafinas y de alta densidad, el principal desafío es: ¿cómo equilibrar la conductividad térmica del material, el coste y la procesabilidad? ¿Cómo superar el límite del equipo, lograr una precisión estable a nivel micrométrico y garantizar la consistencia de la forma del diente y la eficiencia de disipación térmica? Esto determina directamente el rendimiento del producto, la competitividad en costes y el rendimiento de la producción en masa.
1- Problemas y desafíos principales del proceso
a. Esencia del proceso: El raspado por capas (desbaste → mecanizado fino) forma piezas de aleta de alta densidad.
El raspado por capas elimina rápidamente el exceso mediante el mecanizado de desbaste y garantiza la precisión de la forma de la aleta mediante el mecanizado fino. Sin embargo, presenta tres contradicciones principales:
· Control de la deformación térmica: El elevado calor de corte generado por el mecanizado de desbaste provoca una expansión local de las piezas de aleta de paredes delgadas. Esta deformación debe compensarse durante el mecanizado fino; de lo contrario, se producirán errores de elipticidad (como la separación desigual de las aletas de disipación de calor).
· Equilibrio de tensiones: La acumulación de tensiones residuales en el mecanizado por capas provoca la deformación de las piezas dentadas, especialmente de aluminio (alta conductividad térmica pero bajo límite elástico), lo que requiere reducir la fuerza de corte mediante la estrategia de "pequeña profundidad de corte y avance rápido".
· Transferencia de precisión: El material residual irregular que queda del mecanizado de desbaste aumenta la carga sobre la herramienta de mecanizado fino, lo que facilita la vibración y la tolerancia del espesor de la aleta.
b. Dos puntos críticos principales
· Selección del material del disipador: La selección del material del disipador debe equilibrar la conductividad térmica, la procesabilidad y el coste. Mediante la comparación del rendimiento y la toma de decisiones, junto con la modificación del material y el control de costes, se puede lograr una optimización sinérgica.

Tabla 1: Comparación cuantitativa de las propiedades del material y lógica de selección
· Precisión del equipo: La optimización de la precisión del equipo mejora la precisión del mecanizado y la vida útil de la herramienta al suprimir la deformación térmica de corte, el desgaste y los errores de la herramienta, utilizando herramientas innovadoras y compensación de errores de acoplamiento termomecánico.

Tabla 2: Cadena causal de defectos de precisión
2- Selección de materiales: clave para el rendimiento y el coste
a. Demanda de conductividad térmica dominante
· Escenario de alto flujo térmico (>100 W/cm²): Se prefiere el cobre (conductividad térmica de 380 W/m·K), ya que su capacidad de transporte de calor es un 30 % superior a la del aluminio.
Control de riesgos: Decapado para eliminar la capa de óxido (10 % HNO₃) + película de aceite de benzotriazol para prevenir la oxidación secundaria, lo que reduce el desgaste de la herramienta en un 40 %.
Escenario de flujo térmico medio y bajo (<80 W/cm²): Se prefiere el aluminio puro (conductividad térmica de 210 W/m·K), que satisface la mayoría de las necesidades de electrónica de consumo y cuesta solo el 30 % del cobre.
b. Optimización de las restricciones de costes
· Proyectos sensibles al coste, reducción del espesor del material (p. ej., sustrato de aluminio de 4 mm a 2 mm); reciclaje de residuos (tasa de recuperación de virutas de cobre >95 %); diseño compuesto local (el cobre se utiliza solo en la zona de contacto con la fuente de calor). Solución alternativa: diseño de aluminio puro + tubo de calor, con una conductividad térmica equivalente de 200–220 W/m·K.
c. Compromiso con la dificultad de procesamiento
Para requisitos de aletas elevados (>70 mm), elija aluminio puro. El límite de altura de aleta es de 120 mm y su resistencia a la flexión es mayor que la del cobre. Se requiere pretratamiento y recocido del aluminio (reduciendo la tensión residual) para reducir las fluctuaciones de dureza.
Para una forma de aleta de alta precisión (espesor de aleta <0,5 mm), elija aluminio de la serie 6. El AL6063 se endurece tras el procesamiento suave y el espesor de la aleta se puede controlar a 0,25 mm. Se recomienda evitar el procesamiento directo de materiales de cobre duro (dientes propensos a colapsar). Se requiere pretratamiento a baja temperatura.
3- Optimización de la precisión del equipo: clave para mejorar el rendimiento
La precisión del equipo es fundamental en el proceso de desbastado para lograr aletas de alta densidad y controlar la deformación y el desgaste.

Tabla 3: Mecanismo de impacto de las fuentes de error del equipo en el rendimiento
Ideas para optimizar la precisión de los equipos de skived:
· Mejora de la precisión fundamental: Sustitución de CNC, reemplazando la transmisión mecánica por un sistema CNC para eliminar el error de indexación; supresión de la deformación térmica, utilizando tecnología de corte por aire frío y combinando tecnología de compensación para controlar activamente la deformación térmica durante el procesamiento; refuerzo de la herramienta, aplicando un recubrimiento de CBN y optimizando la estructura geométrica para mejorar la capacidad antiastillamiento de la herramienta.
· Logros clave: La precisión de procesamiento del equipo alcanza ±0,003 mm (nivel micrométrico); permite el diseño de aletas extremas con un espesor de 0,3 mm y una altura de aleta de 120 mm; el rendimiento de producción ha alcanzado un aumento significativo del 65 % al 95 %.
En resumen, la adaptación precisa de los materiales y la precisión extrema de biselado son los principales obstáculos en la fabricación de radiadores. Los materiales optimizados garantizan la base del rendimiento, mientras que los equipos de precisión micrométrica (transmisión CNC, supresión de la deformación térmica y herramientas duraderas) son la única manera de lograr un alto rendimiento y permitir el diseño de aletas con formas extremas. Solo optimizando continuamente estos dos núcleos e implementando de forma proactiva tecnologías avanzadas de control de precisión podremos consolidar la posición de liderazgo en el mercado del procesamiento de radiadores.
Actualizaremos periódicamente la información y las tecnologías relacionadas con el diseño térmico y la reducción de peso. Gracias por su interés en Walmate.
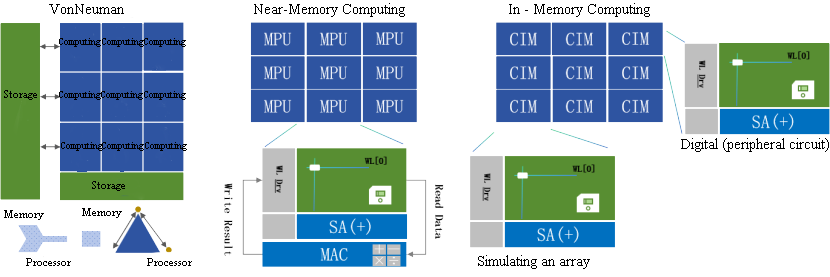
La creciente potencia de cálculo de los servidores de IA se enfrenta a restricciones térmicas: la densidad de potencia de los chips supera los 1000 W/cm² (como NVIDIA H100), la de los gabinetes aumenta de 2,4 kW a 120 kW, y la solución tradicional de refrigeración por aire alcanza el límite físico de 8-10 kW. La lógica subyacente de esta crisis de disipación térmica se debe al dilema del efecto cuántico en la arquitectura de los chips (la tasa de fuga se dispara por debajo de los 3 nm), el desequilibrio en el consumo energético de la gestión de datos (que representa más del 90 % del consumo energético del sistema) y la demanda exponencial de entrenamiento de modelos de gran tamaño (GPT-4 consume 32,4 TWh de electricidad para un solo entrenamiento). Ante las fuertes restricciones políticas (el PUE de China ≤ 1,25) y la presión de la eficiencia energética, la tecnología de refrigeración líquida ha pasado de ser un experimento marginal a ser una tecnología generalizada y se ha convertido en la clave para liberar el potencial de la IA.
1- La lógica subyacente de los requisitos de refrigeración de los servidores de IA
a. Arquitectura de chips y revolución del consumo energético
La densidad de potencia de cálculo (potencia de cálculo por unidad de área o por unidad de consumo energético) y el consumo energético de los chips de IA son los indicadores clave para medir su rendimiento. A continuación, se presenta un análisis de tres casos típicos de chips:

A medida que la potencia de procesamiento continúa mejorando, el rendimiento del chip no se puede alcanzar su máximo potencial debido a las limitaciones físicas de la disipación de calor y la eficiencia energética. Este fenómeno de "muro de consumo energético" se debe a:
· Retraso en la disipación de calor: la tasa de crecimiento de la densidad de potencia del chip (>1000 W/cm²) supera con creces la velocidad de iteración de la tecnología de disipación de calor, y las soluciones tradicionales alcanzan límites físicos.
· Estructura de consumo energético desequilibrada. A nivel físico, el efecto túnel cuántico por debajo de 3 nm debilita la mejora de la eficiencia energética, y el apilamiento 3D provoca una fuerte caída de la eficiencia de disipación de calor de entre un 30 % y un 50 %. A nivel arquitectónico, el consumo energético de la gestión de datos representa más del 90 %, y la tasa de crecimiento de la potencia de procesamiento (750 veces/2 años) y el ancho de banda de la memoria (1,4 veces/2 años) están gravemente desequilibrados. A nivel de aplicación, la gran explosión de parámetros del modelo (como el entrenamiento GPT-4 consume 32,4 TWh) y la carga dinámica (el consumo de energía instantáneo supera el TDP en un 200 %) aumentan la presión de disipación de calor.

Figura 1: La integración del almacenamiento y la computación
b. Transición de la densidad de potencia del gabinete
La densidad de potencia del gabinete está experimentando una revolución, pasando de la computación general a la ultradensidad impulsada por IA, y el paradigma se ha reconstruido de la "adaptación de la sala de equipos" a la "sala de definición de equipos". La demanda de potencia de computación de IA ha obligado a la infraestructura a actualizarse a pasos agigantados. · Transición exponencial: la densidad media global aumentó de 2,4 kW/gabinete a 9,5 kW/gabinete (TCAC ≈12 %) entre 2011 y 2024. El centro de computación inteligente de IA ha impulsado la densidad hasta superar los 120 kW/gabinete (como NVIDIA GB200 NVL72), pudiendo alcanzar el nivel de MW en 2030.
· El impulso del núcleo, el aumento del consumo energético de los chips de IA (tarjeta única H100: 700 W → tarjeta única GB200: 1200 W) y la demanda de entrenamiento de modelos de gran tamaño (el entrenamiento único GPT-4 consume 32,4 TWh) generan un "efecto de doble hélice", que obliga a la densidad del gabinete a adaptarse al aumento de la potencia de computación. Avance tecnológico: el límite de refrigeración por aire (8-10 kW) se sustituye por refrigeración líquida. Los sistemas de placa fría (20-50 kW) e inmersión (50-120 kW) admiten alta densidad. El sistema de alimentación se ha actualizado a corriente continua de alta tensión (HVDC), con una eficiencia superior al 98 %. La tasa de utilización del espacio se ha incrementado en un 40 % (se ha eliminado el conducto de aire). La refrigeración líquida reduce la PUE a 1,08.
c. Impulsado por políticas y eficiencia energética.
· Proyecto "East Data West Computing" de China: requisitos obligatorios para los nodos centrales orientales: PUE ≤ 1,25 y occidental ≤ 1,2, lo que impulsa la popularización de la tecnología de refrigeración líquida. Tomando como ejemplo el centro de Mongolia Interior, el uso de refrigeración líquida por inmersión puede reducir la PUE a 1,08, ahorrando más de 20 millones de kWh de electricidad al año. Regulaciones globales sobre emisiones de carbono: La directiva CSRD de la UE exige que los centros de datos divulguen su huella de carbono durante todo su ciclo de vida, y la Ley de Responsabilidad de Datos Empresariales Climáticos de California incluye las emisiones de alcance 3 en la divulgación obligatoria. La tecnología de refrigeración líquida se ha convertido en la clave para el cumplimiento normativo gracias a la reducción de emisiones indirectas (como las fugas de refrigerante).
Beneficios económicos: La refrigeración líquida ahorra entre un 30 % y un 50 % de energía de refrigeración en comparación con la refrigeración por aire. Sumado a la diferencia entre los precios de la electricidad en horas punta y valle, el periodo de amortización de la inversión puede acortarse a entre 3 y 5 años.
2- Evolución de la tecnología de disipación de calor y diferenciación de rutas técnicas
a. Tecnología de refrigeración líquida: del borde a la corriente principal
La transición de la refrigeración líquida de un experimento de borde a una base de disipación de calor supone un reequilibrio entre la densidad de potencia de computación y la eficiencia energética, y una reconstrucción de la cadena de valor del centro de datos.
· Proceso de evolución, etapa de marginalización (décadas de 1960-2010), uso exclusivo para la industria de supercomputación/militar (como Cray-2), limitado por la corrosividad de los materiales y su alto coste; período de avance (décadas de 2010-2020), la densidad térmica de la GPU superó los 500 W/cm² (NVIDIA P100) y la política (PUE de China ≤ 1,25) impulsó su uso comercial, y el coste de la transformación de la placa fría se redujo a 1,2 veces el de la refrigeración por aire. General (casi 2-3 años), la densidad de potencia del gabinete de IA superó los 120 kW (como NVIDIA NVL72), el TCO de la refrigeración líquida fue un 12,2 % menor que el de la refrigeración por aire y el periodo de recuperación de la inversión se redujo a 3-5 años.
· Lógica evolutiva y técnica: de la "refrigeración por aire para adaptarse a los chips" a la "disipación de calor definida por el chip", la refrigeración líquida se convierte en la palanca clave para liberar potencia de cómputo; lógica industrial: se forma un ciclo positivo de "estándares impulsados por políticas → los estándares reducen costes → los costes impulsan la popularización"; lógica ecológica: se reconstruye la cadena de valor del centro de datos, convirtiendo el sistema de refrigeración de un "centro de costes" a un "activo de eficiencia energética".
· Diferenciación de rutas técnicas: la diferenciación de la tecnología de refrigeración líquida se deriva de la interacción entre la eficiencia de disipación de calor y el coste de transformación. El tipo de placa fría prioriza la compatibilidad, equilibra costes y riesgos mediante la transformación local y se adapta a escenarios de densidad media. El tipo de inmersión busca el límite físico de disipación de calor y supera la barrera de densidad térmica mediante la reconstrucción del sistema, pero enfrenta desafíos en cuanto a materiales, operación y mantenimiento. El tipo de rociado explora el control preciso de la temperatura a nivel de chip, allanando el camino para escenarios sensibles como la computación óptica. La esencia de la diferenciación de la tecnología de refrigeración líquida es el resultado del equilibrio imposible: "eficiencia de disipación de calor-costo de transformación-complejidad de operación y mantenimiento". El tipo de placa fría gana en equilibrio, el tipo de inmersión busca el límite físico y el tipo de rociado busca un control preciso de la temperatura. Los tres juntos promueven la refrigeración líquida de una "opción técnica" a una "base de potencia computacional".
b. La tecnología de refrigeración a nivel de chip presenta avances multidimensionales
La tecnología de refrigeración a nivel de chip está experimentando una trinidad de innovaciones en "materiales-estructura-control". A corto plazo, está dominado por la microfluídica 3D y la refrigeración líquida por placa fría (que admite una TDP de kilovatios), y a largo plazo, se basa en la refrigeración cuántica y la sinergia fototérmica para superar los límites físicos. Su desarrollo determina directamente la eficiencia de la liberación de potencia de computación de IA y la evolución de la eficiencia energética de los centros de datos.
· Materiales: el diamante/grafeno se acerca al límite físico de conductividad térmica, y los materiales de cambio de fase resuelven el choque térmico transitorio.
· Estructura, microfluídica y placas frías cambian de la "fijación externa" a la "incrustación en chip", con trayectorias de disipación de calor más cortas y mayor eficiencia.
· Control: los chips de refrigeración activa de estado sólido superan las limitaciones de volumen, y la regulación dinámica de IA logra la "sinergia entre calor y computación".
· Tendencia principal: la integración de los tres promueve la evolución de la disipación de calor de la "conducción pasiva de calor" al "control activo de temperatura a nivel de chip", lo que satisface los requisitos de TDP de kilovatios de chips individuales.
La evolución de la tecnología de disipación de calor ha pasado de ser una innovación puntual a una reconstrucción del sistema: la refrigeración líquida por placa fría lidera la transformación de los inventarios existentes con compatibilidad, la inmersión rompe el límite físico de disipación de calor y la tecnología de pulverización a nivel de chip explora el control preciso de la temperatura. Las tres tecnologías juntas construyen un sistema de disipación de calor por capas. A medida que la disipación de calor cuántica y la tecnología de sinergia fototérmica se comercialicen, en el futuro admitirán una potencia de computación ultradensa de nivel MW en un solo gabinete. Este proceso no solo supone una revolución en el paradigma de la disipación de calor, sino que también impulsa a los centros de datos de ser consumidores de energía a activos energéticamente eficientes. Se estima que la refrigeración líquida completa puede ayudar a los centros de datos globales a reducir las emisiones de carbono en 450 millones de toneladas para 2030. La disipación de calor está pasando de ser un factor de costos a ser la base fundamental de la economía de la potencia de computación de la IA.
Actualizaremos periódicamente la información y las tecnologías relacionadas con el diseño térmico y la reducción de peso. Gracias por su interés en Walmate.
Al ver un disipador de calor tan preciso como los dientes de un peine en un dispositivo electrónico, quizá no piense que su rendimiento máximo se determinó mucho antes de que la cuchilla tocara el metal. ¿Por qué los grandes fabricantes están dispuestos a invertir tanto dinero en el pretratamiento de materiales? Porque este paso puede mejorar directamente el disipador: cortar aluminio ahorra un 20 % de esfuerzo, los disipadores de cobre pueden usarse durante 3 años más, e incluso disipadores de 12 cm de altura pueden cortarse de una sola vez. Este artículo presenta cómo "masajear y aflojar los huesos" del metal mediante métodos científicos, para que el metal duro pueda transformarse obedientemente en un disipador de calor perfecto.
1-¿Por qué el pretratamiento es el "motor invisible" del Disipador de calor con aletas biseladas?
a. Desafíos de fabricación de disipadores térmicos de alta precisión
· Concentración de tensión residual: La tensión residual del proceso de laminado o fundición de las materias primas se libera durante el biselado, provocando la deformación del sustrato.
· Ablandamiento del material: El aluminio, el cobre y otros materiales se ablandan localmente debido al aumento de temperatura (aluminio 40-60 °C, cobre 80-120 °C) durante el proceso de corte, lo que provoca el colapso del diente o el aumento de las rebabas.
· Oxidación superficial: El cobre se oxida fácilmente en el aire para formar una capa de CuO (alta dureza y fragilidad), lo que agrava el desgaste de la herramienta y acorta su vida útil.
b. Pretratamiento: el puente clave entre las materias primas metálicas y las láminas de precisión
· Optimización del rendimiento del material mediante recocido de recristalización de aluminio y cobre, respectivamente, elimina la tensión residual generada durante el proceso de laminación y mejora significativamente la uniformidad de la dureza del material.
· Control del estado de la superficie: mediante limpieza química para eliminar la capa de óxido de la superficie del material. Por ejemplo, el cobre se puede decapar con HNO₃ al 10 %, lo que reduce la rugosidad superficial a 0,4 μm tras el tratamiento, reduciendo eficazmente la adherencia de la herramienta. También se puede optar por el tratamiento de pasivación del aluminio, como el anodizado para formar una película de Al₂O₃ de 5-10 μm de espesor, lo que previene la oxidación secundaria durante el procesamiento.
c. ¿Cómo mejora la tecnología de pretratamiento la eficiencia del procesamiento?
· Acortamiento del ciclo de procesamiento: la resistencia al corte del material se reduce tras el pretratamiento, lo que permite una mayor velocidad de avance.
· Reducción de la tasa de retrabajo: La preliberación de tensiones mejora considerablemente la tasa de pasada de planitud del sustrato, eliminando el proceso de corrección secundaria.
2- Fundamentos de la tecnología de pretratamiento: la integración de la ciencia y la tecnología de los materiales
El núcleo de la tecnología de pretratamiento reside en personalizar la lógica del proceso en función de las propiedades del material para resolver las contradicciones inherentes a los materiales de alta conductividad térmica, como el aluminio y el cobre, en el desbastado de engranajes.
a. Las propiedades del material determinan la lógica del pretratamiento.

Pretratamiento de materiales de aluminio: El recocido a 300–350 °C × 2 h puede eliminar la tensión de laminación y mejorar la uniformidad de la dureza en un 40 %; el tratamiento superficial puede seleccionarse mediante anodizado para generar una película de Al₂O₃ de 5–10 μm o pasivación química (tratamiento con cromato) para inhibir la oxidación durante el procesamiento.
Pretratamiento de materiales de cobre: El recocido a 500–600 °C × 1 h puede ablandar el material, reducir la dureza de 80 HB a 45 HB y la fuerza de corte en un 30 %; el decapado utiliza una solución de HNO₃ al 10 % para eliminar la capa de óxido. Cuando el espesor de CuO supera 1 μm, la tasa de desgaste de la herramienta aumenta en un 50 %.
b. Contradicción fundamental: Paradoja del procesamiento de materiales de alta conductividad térmica
Punto de contradicción: La alta conductividad térmica (como 380 W/m·K para el cobre) es la principal ventaja del disipador de calor. La alta conductividad térmica provoca que el calor de corte se transfiera rápidamente a la herramienta, acelerando el desgaste (la vida útil de la herramienta en el procesamiento del cobre es solo un tercio de la del aluminio).
Esquema de pretratamiento: equilibrio entre la conductividad térmica y la maquinabilidad, como el pretratamiento a baja temperatura de los materiales de cobre para reducir el aumento de la temperatura de corte o el diseño de materiales con gradientes; gestión de la capa de óxido, como la conservación de la densa película de Al₂O₃ de los materiales de aluminio para reducir la fricción; y el recubrimiento de los materiales de cobre con una película de aceite de benzotriazol después del decapado para bloquear la oxidación secundaria.
3-Métodos de pretratamiento clave
a. Pretratamiento mecánico: allanando el camino para el procesamiento
Limpieza de superficies (chorro de arena/pulido), eliminación de capas de óxido, manchas de aceite y rebabas, mejora de la rugosidad superficial (valor Ra), mejora de la adhesión del recubrimiento o posterior efecto de decapado.
b. Pretratamiento químico: activación de la actividad superficial del material
Mediante la limpieza física (descontaminación), la modificación química (formación de una película de conversión) y la mejora del rendimiento superficial, la superficie del material se transforma de un estado inerte a un estado altamente activo. La clave reside en equilibrar la rugosidad superficial, la densidad de grupos funcionales químicos y la resistencia a la corrosión, proporcionando así un sustrato ideal para procesos posteriores.
c. Tratamiento térmico: remodelación de la microestructura del material
Mediante el control preciso de los procesos de calentamiento, aislamiento y enfriamiento del material, la microestructura se reorganiza y optimiza. La clave reside en el uso de mecanismos de activación térmica para impulsar la difusión atómica, el cambio de fase y la reorganización de defectos, dotando así al material de nuevas características de rendimiento.
d. Control de composición: gestión integral del proceso, desde la fundición hasta el moldeo.
El control de composición es la tecnología clave en la fabricación de materiales. Mediante la selección de materias primas, el control preciso de la fundición y la optimización de los parámetros de moldeo, junto con la detección digital, se logra un control preciso de las fluctuaciones y un mejor rendimiento.
4-Aluminio vs. Cobre: Estrategias de pretratamiento diferenciadas
Debido a las diferencias significativas en las propiedades físicas y químicas del aluminio y el cobre, es necesario diseñar estrategias de pretratamiento específicas para resolver sus respectivos problemas de procesamiento.

5-¿Cómo se convierte el pretratamiento en un amplificador de eficiencia?
a. Colaboración con el proceso de biselado
· Reducción del desgaste de la herramienta: Tras el pretratamiento, se reduce el óxido duro residual en la superficie, se prolonga la vida útil de la herramienta de biselado y se reduce la tasa de astillado de las piezas de aletas de alta densidad.
· Mejora de la precisión del procesamiento: El pretratamiento con chorro de arena elimina la tensión interna del material, reduce el error de altura de diente de ±0,5 mm a ±0,1 mm y cumple con los requisitos de dientes de alta densidad (altura de diente/espesor del sustrato ≥10).
b. Colaboración con el tratamiento de superficies
· Mejora de la adhesión del recubrimiento: Tras el pretratamiento de pasivación, la tasa de aprobación de la prueba de adhesión del recubrimiento puede mejorar significativamente.
· Reducción de la resistencia térmica de contacto: El pretratamiento forma una estructura microporosa uniforme, que reduce la resistencia térmica de la interfaz de soldadura del radiador y el tubo de calor entre un 15 % y un 20 %.
c. Colaboración con el procesamiento CNC de superficies
· Reducción de defectos secundarios en el procesamiento: Tras la limpieza química para eliminar manchas de aceite, la tasa de rebabas del aluminio fresado CNC se reduce en un 60% y los defectos de roscado y deslizamiento se reducen en un 50%.
d. Efecto del pretratamiento en la eficiencia de la producción
· Mayor rendimiento: Al optimizar los procesos de pretratamiento químico y mecánico, se ha mejorado significativamente el rendimiento del Disipador de calor con aletas biseladas y el procesamiento CNC, garantizando la calidad del producto.
· Ciclo de procesamiento más corto: Tras el pretratamiento, el procesamiento del aluminio no requiere desbarbado por separado, lo que reduce considerablemente el tiempo de procesamiento de una sola pieza. La velocidad de procesamiento de la línea de arenado automatizada aumenta y la eficiencia de la producción mejora significativamente.
· Reducción del consumo y los costes energéticos: Se utiliza pretratamiento mecánico en lugar de decapado químico, lo que reduce el consumo energético del proceso. Tras el pretratamiento, se reduce la dureza del material, la pérdida de molde y el coste de producción.
Actualizaremos periódicamente la información y las tecnologías relacionadas con el diseño térmico y la reducción de peso. Gracias por su interés en Walmate.
A medida que se acelera la transformación de la estructura energética global, el papel de los sistemas de almacenamiento de energía en la regulación de la frecuencia de la energía, el nuevo consumo energético y otros escenarios cobra cada vez mayor relevancia. Como elemento clave, el diseño de la carcasa de batería ESS para la adaptación ambiental debe considerar la tolerancia a condiciones climáticas extremas, la resistencia estructural y la fiabilidad a largo plazo. Partiendo de los requisitos del escenario, este artículo define las vías técnicas clave para la adaptación climática, analiza los desafíos de diseño y las direcciones de innovación, y proporciona una referencia para el desarrollo de carcasas de batería ESS de alta adaptabilidad ambiental.
1- Diferenciación de escenarios del mercado de almacenamiento de energía y tendencias de gestión refinadas
a. Mapa de diferenciación de escenarios: articulación de características regionales y requisitos técnicos
El mercado de almacenamiento de energía presenta una diferenciación regional significativa, y las soluciones técnicas deben adaptarse a las condiciones climáticas, las características de la red eléctrica y los escenarios de aplicación:
· Escenarios climáticos extremos:
Entorno desértico de alta temperatura: La carcasa debe soportar temperaturas superiores a 50 °C (el efecto de isla de calor dentro del contenedor puede alcanzar los 53,3 °C), contar con la certificación de nivel de protección IP55/IP67 y utilizar diversas medidas, como algodón resistente a la arena y sellador, para resistir la erosión del viento y la arena.
Entorno de gran altitud/baja temperatura: A temperaturas de -40 °C, es necesario integrar tecnología de precalentamiento de celdas de batería, optimizar la atenuación de la capacidad de refrigeración del sistema de refrigeración líquida (el límite inferior de funcionamiento se extiende a -30 °C) y reforzar el aislamiento eléctrico para afrontar el riesgo de arco eléctrico causado por el aire enrarecido. Escenarios de adaptación del sistema eléctrico:
La regulación de frecuencia de la red eléctrica europea debe cumplir con la regulación dinámica de potencia (rango de 47,5 a 51,5 Hz) y ser compatible con los requisitos del mercado de servicios auxiliares. Los proyectos de integración de almacenamiento fotovoltaico en Norteamérica deben admitir una arquitectura de 1500 V CC y una conmutación rápida de carga y descarga (≤100 ms), además de superar las pruebas de propagación de fugas térmicas para garantizar la seguridad.
Escenarios de almacenamiento de energía industrial y comercial:
El diseño compacto utiliza tecnología de integración directa de celdas (aumento del aprovechamiento del espacio al 33 %), las soluciones modulares permiten una expansión flexible (15-921 kWh) e integran funciones inteligentes de operación y mantenimiento para reducir el coste de todo el ciclo de vida.
b. Estrategia empresarial optimizada, transformación de la entrega del producto al servicio de valor
Soluciones técnicas personalizadas: Dado el alto coste de transmisión en zonas aisladas, la configuración de un sistema de almacenamiento de energía a largo plazo de más de 4 horas puede reducir la inversión en actualizaciones de la red en un 30 %. El sistema de almacenamiento de energía de tipo red admite la compatibilidad con múltiples escenarios y mejora la estabilidad de la red. ·Servicio de ciclo de vida completo: Optimice la inversión inicial y los costos de operación y mantenimiento a través del modelo LCoS (costo nivelado de almacenamiento), la plataforma inteligente de operación y mantenimiento integra datos de precios de electricidad y pronósticos de carga, optimiza dinámicamente las estrategias de carga y descarga y aumenta los ingresos en más del 15%.
2- Rutas técnicas clave para la tolerancia climática
a. Diseño colaborativo de la estructura y la gestión térmica
·Tecnología de refrigeración líquida:
Refrigeración líquida de placa fría: Utilizando una placa fría de microcanales serpenteantes (ancho de canal ≤ 2 mm), con control de diferencia de temperatura ≤ 3 ℃, el coste de transformación es entre un 15 % y un 20 % superior al del sistema de refrigeración por aire y la vida útil de la batería aumenta un 30 %.
Refrigeración líquida por inmersión: Disipación directa del calor mediante refrigerante dieléctrico. La eficiencia de conducción térmica aumenta en más del 50 %, pero es necesario equilibrar el coste del refrigerante y la complejidad del mantenimiento. Se utiliza principalmente en entornos de alta gama.
·Optimización de la integración estructural:
El diseño integrado de la placa inferior con canal de flujo se combina con el proceso de soldadura por fricción y agitación, lo que permite alcanzar una resistencia de la soldadura del 95 % de la del material base, el rendimiento sísmico cumple con las normas IEC y reduce el peso de la carcasa en un 18 %.
b. Sistema de protección contra la erosión climática: revolución de materiales e innovación en la tecnología de sellado
·Selección de materiales:
La caja de aleación de aluminio alcanza un nivel de protección contra la corrosión C5 mediante anodizado, y la prueba de niebla salina alcanza 3000 h sin corrosión; el material compuesto de fibra de carbono reduce el peso en un 35 % y la resistencia a la presión del viento alcanza los 2,5 kPa.
·Tecnología de sellado:
La estructura de sellado dinámico utiliza caucho EPDM, una capa de espuma de poliuretano y sellador de silicona para una triple protección, y el proceso de soldadura láser logra una hermeticidad de 10⁻⁷ Pa·m³/s.
c. Estrategia de respuesta a climas extremos: defensa activa y regulación inteligente
·Adaptabilidad a altas y bajas temperaturas:
La capa de aislamiento compuesto (conductividad térmica ≤0,018 W/m·K) se combina con la película de calentamiento eléctrico para mantener la diferencia de temperatura entre el interior y el exterior de la caja por encima de 50 °C; la tecnología de autocalentamiento por pulsos reduce el consumo de energía en un 70 %. Diseño antiviento y antiarena: Sistema de ventilación de presión positiva (eficiencia de eliminación de polvo ≥95 %) y diseño de superficie con microranuras biónicas. La concentración de polvo se controla a ≤0,1 mg/m³ y el polvo superficial se reduce en un 60 %.
3-Desafíos y requisitos fundamentales del diseño de carcasas de baterías para sistemas de almacenamiento de energía (ESS)
a. Definición de adaptabilidad ambiental
Debe cumplir con indicadores multidimensionales como la resistencia mecánica (resistencia al impacto, resistencia a terremotos), la estabilidad química (resistencia a la niebla salina, resistencia a los rayos UV) y el rendimiento de la gestión térmica.
b. Requisitos de resistencia estructural
Las particiones internas y las nervaduras de refuerzo optimizan la distribución de tensiones, y la estructura portante equilibra la presión; los marcos de aleación de aluminio combinados con paneles compuestos logran ligereza (reducción del 31%) y alta rigidez.
c. Factores impulsores del mercado
Orientación política: La construcción de grandes bases eólicas y solares nacionales promueve altos estándares ambientales; la certificación obligatoria en mercados extranjeros (como la norma AS/NZS 4777.2 de Australia) acelera las actualizaciones tecnológicas.
Requisitos económicos: Los sistemas de refrigeración líquida reducen el LCoS y ofrecen ventajas significativas en escenarios de alta tasa de carga y descarga (1C).
4-Sistema de diseño de resistencia estructural multidimensional
a. Innovación de materiales y estructura compuesta
La aleación de aluminio de alto rendimiento (resistencia a la tracción ≥ 270 MPa) y el soporte de aleación de magnesio trabajan conjuntamente para reducir el peso; la estructura sándwich compuesta (panel de aluminio + núcleo de aluminio espumado) considera tanto la ligereza como la resistencia al impacto.
b. Arquitectura modular y escalable
Las interfaces estandarizadas facilitan la rápida expansión de los grupos de baterías, y los procesos de fabricación flexibles (soldadura por fricción y agitación/soldadura láser) mejoran la compatibilidad de la línea de producción y se adaptan a las necesidades de la instalación mixta de celdas de batería de múltiples tamaños.
El diseño de adaptabilidad ambiental de la carcasa de la batería ESS es el resultado de una profunda combinación de la iteración tecnológica y los requisitos del escenario. Es necesario lograr un avance en la fiabilidad mediante la optimización estructural multidimensional y la innovación tecnológica en protección climática. El desarrollo tecnológico futuro se centrará en el control dinámico inteligente de la temperatura (como las estrategias de gestión térmica basadas en IA), los procesos con materiales bajos en carbono (aplicación de materiales compuestos de origen biológico) y la certificación de estandarización global (que abarca condiciones climáticas multirregionales) para afrontar entornos extremos y los diversos desafíos del mercado. Al reforzar la resistencia estructural, el diseño ligero y la optimización del coste del ciclo de vida completo, los sistemas de almacenamiento de energía pueden respaldar eficazmente la aplicación a gran escala de nuevas energías y proporcionar garantías de infraestructura altamente adaptables para la transformación baja en carbono del sistema energético global.
Actualizaremos periódicamente la información y las tecnologías relacionadas con el diseño térmico y la reducción de peso. Gracias por su interés en Walmate.
El proceso de aplicación de los materiales principales de la carcasa de batería ess consiste esencialmente en lograr un equilibrio entre los requisitos de ligereza, la eficiencia de la gestión térmica y los costes del ciclo completo. Desde el acero hasta las aleaciones de aluminio y los materiales compuestos, cada iteración se acompaña de innovación en los procesos (como la tecnología de soldadura y el diseño modular) e integración funcional (refrigeración líquida, protección contra incendios y sellado).
1- Lógica de peso ligero
a. Selección y sustitución de materiales
· Etapa inicial (antes de 2020): Predominio del acero y las placas de acero galvanizado
Características del material: El acero (densidad 7,8 g/cm³) se ha popularizado debido a su bajo coste y tecnología avanzada, pero es pesado y se corroe con facilidad. Las placas de acero galvanizado (antiarena y antidesgaste clase 4) aún presentan riesgo de oxidación tras un uso prolongado y altos costes de mantenimiento.
Limitaciones de la aplicación: El peso de la carcasa supera el 40 %, la densidad energética del sistema es baja y la soldadura personalizada conlleva un largo ciclo de instalación, lo que dificulta satisfacer la demanda de almacenamiento de energía distribuida.
· Periodo de desarrollo (2020-2024): Aplicación diversificada de la aleación de aluminio y el acero inoxidable
Ganancia de la aleación de aluminio: La densidad (2,7 g/cm³) es un 65 % inferior a la del acero, y el coeficiente de conductividad térmica de 237 W/mK es adecuado para la tecnología de refrigeración líquida. El diseño integrado integra el canal de refrigeración líquida y la placa inferior mediante soldadura por fricción y agitación, lo que reduce la cantidad de conectores y mejora el sellado. La solución típica de estructura de doble capa (placa exterior de acero galvanizado resistente al viento y la arena + control de temperatura interior de aleación de aluminio y magnesio) logra un aumento del 12 % en la eficiencia del sistema.
Optimización del acero inoxidable: El acero inoxidable 316L es resistente a la corrosión por iones de cloruro durante más de 2000 horas y, combinado con sellos de silicona, ofrece una solución para entornos con alta humedad.
· Etapa madura (2024 a la fecha): Materiales compuestos e integración funcional
Materiales compuestos SMC: El refuerzo de fibra de vidrio (densidad 1,67 g/cm³) pesa solo el 21 % del acero, y el moldeo por compresión permite un diseño estructural con forma especial. La estructura compuesta tipo sándwich (SMC + aerogel) tiene un límite de resistencia al fuego de 2 horas y, simultáneamente, una reducción de peso del 30 %. Exploración de la fibra de carbono: Resistencia a la tracción de 300-1200 MPa, densidad de 1,5-2,0 g/cm³, limitada por el coste (5-8 veces superior al del acero), se utiliza principalmente para refuerzo local en aplicaciones de alta gama.
La clave del aligeramiento de materiales reside en la optimización de la relación densidad-resistencia. Consulte la comparación del rendimiento de los materiales en la tabla a continuación. Al sustituir materiales de alta densidad (como el acero) por aleaciones de aluminio o materiales compuestos, se puede reducir significativamente el peso, garantizando al mismo tiempo la resistencia (por ejemplo, compensando la pérdida de resistencia mediante optimización topológica), mejorando así la densidad energética y la eficiencia del transporte.

b. Tecnología de optimización estructural
La optimización estructural reconstruye la estructura mecánica de la caja mediante métodos de diseño innovadores, optimizando materiales y procesos, a la vez que mantiene la capacidad de carga. La tecnología de soldadura a medida de aleación de aluminio utiliza tecnología de soldadura avanzada para lograr una reducción significativa del espesor de pared, combinada con el diseño integrado del canal de flujo y el marco para reducir los nodos de conexión redundantes y el riesgo de fallos de sellado. La tecnología de soldadura fuerte por estampación utiliza tecnología de moldeo para crear una estructura curva integrada de pared delgada, lo que reduce considerablemente el uso de sujetadores tradicionales e integra tecnología de tratamiento de superficies para mejorar la resistencia a la corrosión, reduciendo eficazmente los costos de operación y mantenimiento a lo largo de todo el ciclo de vida. Ambas tecnologías mejoran sinérgicamente la eficiencia de la producción y la confiabilidad estructural al reducir los enlaces de procesamiento y la redundancia de materiales, lo que reduce significativamente el costo de almacenamiento de energía unitario y garantiza la estabilidad operativa a largo plazo del equipo en condiciones de trabajo complejas.

c. Innovación en el proceso de fabricación
Optimización del diseño estructural y mejora de la eficiencia:
Integración integrada: El canal de refrigeración líquida está integrado con la placa inferior de la carcasa, lo que reduce el número de conectores en un 30 % y mejora la eficiencia de sellado y disipación de calor.
Diseño modular: La interfaz estandarizada es compatible con múltiples materiales, aumenta la eficiencia de instalación en un 50 % y es adecuada para una rápida implementación en múltiples escenarios.
Tecnología avanzada que reduce costes y mejora la eficiencia:
Automatización de alta precisión: Corte láser + soldadura robotizada, aumento del 15 % en la tasa de utilización del material y reducción del 40 % en el ciclo de producción.
Simulación digital: CAE optimiza los parámetros del proceso, reduce el número de ensayos de molde en un 50 % y el rendimiento supera el 98 %.
2- Elementos fundamentales del control de costos de ciclo completo
a. Modelo de composición de costos
El costo de ciclo completo (CVC) incluye:
· Costo de inversión inicial (C_mv): adquisición de equipos (que representa más del 50%) y construcción.
· Costo de operación (C_ps): carga de electricidad, gestión de mano de obra, pérdida de energía (por ejemplo, el costo de carga aumenta un 33% cuando la eficiencia de conversión es del 75%).
· Costo de operación y mantenimiento (C_om): mantenimiento de equipos, reparación de fallas, reemplazo de repuestos (que representa el 20-30% del costo del ciclo de vida).
Expresión de la fórmula: CEss = α⋅EBESS + β⋅PBESS + Cps + Com CEss = α⋅EBESS + β⋅PBESS + Cps + Com
Entre ellos, la reducción de peso afecta directamente la inversión inicial al reducir la E (demanda de energía) y la P (demanda de potencia).

Figura 1. Costo del ciclo de vida de una central eléctrica de almacenamiento de energía
b. El impacto del peso ligero en el coste

3-Estrategias clave para equilibrar la ligereza y el rendimiento
a. Equilibrio entre resistencia y peso
Refuerzo local: Utilizar acero para reforzar las zonas de concentración de tensiones (como las uniones atornilladas) y utilizar materiales ligeros en otras zonas.
Diseño de estructura biónica: Por ejemplo, tubos de refrigeración líquida con forma de vena de hoja, que pueden reducir el peso y mejorar la eficiencia de disipación de calor.
b. Optimización del rendimiento de disipación de calor
Adaptación de la conductividad térmica del material: La aleación de aluminio (237 W/mK) es mejor que el acero (50 W/mK), lo que resulta adecuado para sistemas de refrigeración líquida.
Integración de la gestión térmica: Integrar la placa de refrigeración y la caja para reducir el peso de los componentes adicionales de disipación de calor.
c. Garantía de rendimiento de protección
Sellado multicapa: Se adopta una doble protección de sellado coloidal + compresión mecánica para cumplir con los estándares IP67.
Diseño ignífugo: La estructura de cabina tipo "sándwich" (capa resistente a altas temperaturas + capa ignífuga) alcanza un límite de resistencia al fuego de 2 horas.
La lógica subyacente del diseño ligero y el control de costos de las carcasas de baterías ESS es reducir el consumo de recursos durante todo el ciclo, garantizando al mismo tiempo el rendimiento mediante la sinergia tridimensional de sustitución de materiales, optimización de la estructura e innovación de procesos. Su esencia radica en un enfoque integral que mejora la densidad energética, optimiza la eficiencia de operación y mantenimiento, y recicla materiales, y es necesario encontrar el equilibrio óptimo entre viabilidad técnica y eficiencia económica.
Actualizaremos periódicamente la información y las tecnologías relacionadas con el diseño térmico y la reducción de peso. Gracias por su interés en Walmate.
La evolución de la seguridad en la industria del almacenamiento de energía es un cambio sistemático impulsado por la sinergia entre la iteración tecnológica y los estándares de seguridad. Desde la reconstrucción de las rutas de disipación térmica, la protección coordinada de materiales y estructuras hasta la gestión térmica integrada, este proceso refleja la lógica subyacente de la industria para la protección contra fugas térmicas: desde la defensa pasiva hasta la supresión activa, y desde una actualización de acoplamiento unidimensional hasta una multinivel.
1- El "triángulo imposible" de la tecnología de almacenamiento de energía y estrategias para resolver las contradicciones fundamentales
a. Las contradicciones del "triángulo imposible" de la tecnología de almacenamiento de energía se manifiestan principalmente en los controles y contrapesos mutuos de múltiples dimensiones:
El desarrollo de la tecnología de almacenamiento de energía se enfrenta a un complejo equilibrio entre densidad energética, seguridad y coste. Si bien los materiales de alta actividad pueden mejorar la densidad energética, también aumentan significativamente el riesgo de fugas térmicas; si bien el diseño de seguridad a nivel de sistema (como la tecnología de control de temperatura de refrigeración líquida) puede reducir los riesgos, a menudo conlleva una pérdida de densidad energética. Además, la introducción de sistemas de protección activa y tecnologías de seguridad intrínseca puede mejorar la seguridad, pero aumenta significativamente el coste de los componentes no relacionados con las baterías. Estas contradicciones revelan las múltiples limitaciones que deben resolverse en la evolución de la tecnología de almacenamiento de energía.
b. Estrategias para resolver las contradicciones fundamentales:
Innovación de materiales: La aplicación de nuevos materiales electrolíticos retrasa significativamente el tiempo de propagación de las fugas térmicas, teniendo en cuenta la alta densidad energética. Las baterías de iones de sodio mantienen una densidad energética razonable y reducen los costos gracias a la optimización de los materiales de los electrodos negativos. La introducción de materiales nanocompuestos aumenta considerablemente la capacidad teórica.
Optimización del sistema: La tecnología avanzada de refrigeración líquida mejora significativamente la eficiencia de disipación de calor mediante un control preciso de la temperatura, a la vez que reduce los costos de operación y mantenimiento. Las redes de baterías dinámicas y reconfigurables mejoran la disponibilidad del sistema mediante un rápido ajuste de la topología.
Control inteligente: El sistema de alerta temprana con inteligencia artificial ha mejorado considerablemente la precisión de la predicción de riesgos mediante la fusión de datos multidimensionales. El progreso de la tecnología de conversión de energía ha mejorado significativamente la eficiencia del sistema. La innovación en políticas y modelos de negocio ha acelerado la implementación de la tecnología. Por ejemplo, el modelo de almacenamiento de energía compartido ha reducido la presión de la inversión en un solo punto, y la utilización en cascada ha optimizado aún más el costo de todo el ciclo de vida.
2- Reglas de evolución
a. Innovación en la fusión de trayectorias técnicas
Alerta temprana inteligente basada en datos multifuente: La nueva generación de sistemas de monitoreo integra datos de sensores multidimensionales, como señales de gas, presión y acústicas, y combina modelos dinámicos de fallas con análisis de datos históricos para reducir significativamente la tasa de falsas alarmas y aumentar el tiempo de alerta.
Gestión térmica y diseño de enlace contra incendios: La tecnología de refrigeración líquida, combinada con un algoritmo de ajuste dinámico de temperatura para lograr un control preciso de la temperatura, el sistema de protección contra incendios y la gestión de baterías se integran a fondo para formar una estrategia de enlace multinivel que suprime eficazmente la propagación de fugas térmicas.
Optimización coordinada de materiales y estructuras: El revestimiento aislante resistente a altas temperaturas reemplaza los materiales ignífugos tradicionales, prolongando significativamente el tiempo de bloqueo de la propagación del calor; se introducen refuerzos anticolisión y canales direccionales de alivio de presión en el diseño estructural para mejorar la capacidad de resistencia al impacto mecánico.
b. Profundización gradual de los niveles de protección
Protección progresiva desde las celdas de la batería hasta los sistemas: La monitorización temprana de riesgos se logra mediante sensores integrados a nivel de celda de la batería. Se utilizan detectores compuestos y materiales de cambio de fase a nivel de módulo para suprimir la acumulación local de calor; se construye una plataforma de monitoreo colaborativo a nivel de sistema para lograr una protección completa durante todo el ciclo de vida.
De la respuesta pasiva a la defensa activa: El nuevo estándar promueve el desarrollo de tecnología de defensa activa. Por ejemplo, el sistema inteligente de gestión de baterías interrumpe la ruta de riesgo al inicio de la carga mediante análisis de impedancia dinámica, y la tecnología anticondensación activa elimina los riesgos ambientales.
Protección colaborativa multidimensional: El diseño colaborativo termo-eléctrico-mecánico refuerza la seguridad general del sistema; la protección contra incendios y el monitoreo colaborativo de operación y mantenimiento abarcan todos los eslabones de fabricación y transporte para reducir el riesgo de falsas alarmas.
3- Proceso de evolución
a. Iteración de la tecnología de disipación de calor
La tecnología de refrigeración líquida se ha generalizado: los sistemas de refrigeración líquida reducen significativamente la diferencia de temperatura entre los grupos de baterías gracias a una eficiente uniformidad de la temperatura, prolongan su vida útil y mejoran la seguridad. La tecnología de refrigeración líquida por inmersión supera aún más el límite de disipación de calor y admite escenarios de carga y descarga de alta velocidad.
La optimización estructural mejora la eficiencia de la disipación de calor: el diseño paralelo multicanal permite un flujo uniforme del refrigerante, y la integración de las funciones de aislamiento térmico y refrigeración bloquea la propagación del calor.
b. Innovación en materiales y estructuras
Sistema de materiales de alta seguridad: los diafragmas resistentes a altas temperaturas y los recubrimientos cerámicos retrasan significativamente la reacción en cadena de la fuga térmica; los materiales compuestos ligeros mejoran la resistencia estructural y la protección, a la vez que reducen el peso.
Innovación en celdas y módulos de batería: el nuevo diseño de celdas de batería reduce la circulación y prolonga su vida útil optimizando la estructura interna, y la tecnología de integración de módulos mejora el aprovechamiento del espacio y la eficiencia de la disipación de calor.
c. Integración de la gestión térmica
Diseño integrado a nivel de sistema: la solución integrada integra a fondo la gestión de baterías, la protección contra incendios y la gestión térmica, facilita una implementación flexible y se adapta a entornos extremos.
Inteligencia y control colaborativo: los modelos de inteligencia artificial predicen el estado de la batería en tiempo real y optimizan la distribución de energía, y los sistemas de protección contra incendios y la gestión térmica están conectados para lograr una respuesta rápida.
Gestión del ciclo de vida completo: la gestión de circuito cerrado desde el diseño hasta la retirada, combinada con la monitorización digital y la evaluación del estado en la nube, mejora significativamente la fiabilidad del sistema.
La innovación en seguridad de la tecnología de almacenamiento de energía no solo es resultado de la iteración tecnológica, sino también de la reconstrucción de la lógica subyacente del sistema energético. Mediante la profunda integración de materiales, estructuras e inteligencia, la industria está superando las múltiples limitaciones de la densidad energética, la seguridad y el coste, y construyendo una red de protección tridimensional que abarca desde microceldas hasta macrosistemas. La sinergia de la tecnología de refrigeración líquida y la alerta temprana dinámica, la complementariedad de los materiales resistentes a altas temperaturas y el diseño ligero, y la lógica de circuito cerrado de la gestión completa del ciclo de vida, perfilan conjuntamente la visión futura de los sistemas de almacenamiento de energía de alta seguridad y alta eficiencia. Con los avances en tecnologías de vanguardia, como los materiales cuánticos y las baterías de estado sólido, la industria del almacenamiento de energía avanzará hacia una nueva era de seguridad intrínseca y aplicación a gran escala, inyectando energía duradera a la transformación inteligente y baja en carbono del sistema energético global.
Actualizaremos periódicamente la información y las tecnologías relacionadas con el diseño térmico y la reducción de peso. Gracias por su interés en Walmate.
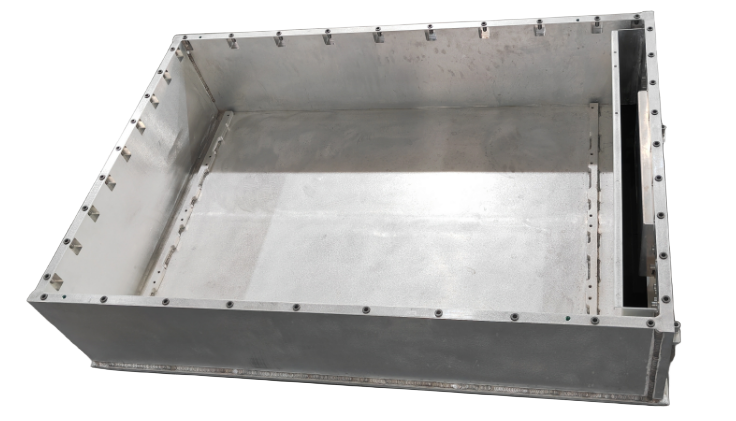
A medida que los sistemas de almacenamiento de energía evolucionan hacia una mayor capacidad y una mayor densidad energética, el diseño de compatibilidad y coincidencia de tamaños de las Carcasa de batería ESS se han convertido en cuestiones centrales para mejorar la eficiencia y la confiabilidad del sistema. Este artículo combina los últimos casos de diseño de ingeniería, tecnologías patentadas y tendencias de la industria para realizar un análisis desde tres dimensiones: utilización del espacio, compatibilidad modular y diseño de soporte y disposición de celdas de batería.
1- Optimización del uso del espacio
La mejora en la utilización del espacio de los sistemas integrados de almacenamiento de energía es esencialmente un proceso bidireccional entre la iteración tecnológica y los requisitos del escenario. Mediante la innovación colaborativa de tecnologías como celdas de baterías de gran capacidad, arquitectura modular e integración de refrigeración líquida, la industria está pasando del "apilamiento extensivo" a la "reutilización espacial extrema".
a. Aplicación de celdas de batería de gran capacidad: aumento de la densidad energética y la eficiencia
Resumen de ideas: La esencia de aplicar celdas de batería de gran capacidad es reducir los niveles estructurales internos del paquete de baterías y mejorar directamente la utilización del espacio desde las celdas de batería hasta el paquete de baterías. Los paquetes de baterías tradicionales adoptan un modo de integración de tres niveles de "celda de batería → módulo → paquete de batería", y la estructura del módulo (vigas transversales, vigas longitudinales, pernos, etc.) conduce a una baja utilización del espacio. Las celdas de batería de gran capacidad pueden omitir el nivel del módulo alargando o aumentando el volumen de la celda individual y usar tecnología CTP (Cell to Pack) para integrar las celdas de batería directamente en el paquete de baterías.
Núcleo técnico: Utilice celdas de batería ultra grandes de más de 600 Ah para reducir la cantidad de celdas de batería y puntos de conexión, y aumentar la capacidad de una sola celda.

b. Reutilización espacial y optimización de costes: del “apilamiento de componentes” a la “reutilización multidimensional”
Resumen de ideas: La reutilización espacial y la optimización de costos son dos caras de la misma moneda, y la lógica subyacente es romper los límites físicos y de costos de los sistemas tradicionales de almacenamiento de energía a través de la simplificación estructural, la integración funcional, la iteración de materiales y el diseño estandarizado.
El núcleo de la reutilización espacial es reducir los eslabones intermedios simplificando al extremo la jerarquía estructural. Por ejemplo: Diseño de caja de alto voltaje dos en uno: la tecnología patentada de Jiangsu Trina Energy Storage combina dos cajas de alto voltaje en una, compartiendo el total de relés positivos/negativos y conexiones eléctricas, reduciendo el 30% del espacio horizontal ocupado y reduciendo el costo de los componentes eléctricos en un 15%.
Reutilización entre dominios de módulos funcionales, integración de piezas estructurales y canales de disipación de calor, como la integración de la placa de enfriamiento de líquido con la placa inferior de la caja y compartir el espacio entre la tubería de enfriamiento de líquido y el soporte estructural, reduciendo el 15% de los componentes de disipación de calor independientes; El cuerpo de la celda de la batería como parte estructural: BYD Blade Battery proporciona resistencia de soporte a través de paredes laterales de celda de batería largas y delgadas, eliminando el marco del módulo y aumentando la utilización del espacio al 60%-80%.
Optimización profunda de la topología eléctrica, como la topología en cascada de alto voltaje, que reduce la cantidad de circuitos paralelos al aumentar la capacidad y el nivel de voltaje de las celdas individuales (como el almacenamiento de energía de cadena inteligente de Huawei), reduce el espacio físico de la pila de baterías en un 20% y acorta el tiempo de respuesta del sistema en un 50%. ; Diseño de relé compartido: la caja de alto voltaje dos en uno de Jiangsu Trina Energy Storage permite que dos líneas compartan el mismo relé, lo que reduce la cantidad de relés y la longitud del cable en un 50 % y mejora la eficiencia de la instalación en un 30 %.
2-Diseño de disposición y soporte de celdas de batería: equilibrio entre capacidad de carga, disipación de calor y resistencia a las vibraciones
La esencia de la disposición celular es un juego entre la utilización del espacio, la distribución del calor y la estabilidad mecánica. La forma física y la dirección de disposición de la célula afectan directamente la eficiencia de llenado del espacio:
a. Optimizar la disposición de las celdas de la batería
Diseño de celda de batería invertida: la válvula a prueba de explosiones de la celda de batería apunta hacia abajo para que el escape de fuga térmica y el espacio a prueba de bolas inferior se compartan, liberando el espacio de altura de la celda de batería y logrando una tasa de utilización del volumen.
Disposición de celdas en posición horizontal: optimiza la utilización del espacio en la dirección de la altura del paquete de baterías, aumenta la proporción de materiales activos y logra una utilización del volumen significativamente mayor que las celdas verticales.
Celdas de batería ultralargas y delgadas: la cantidad de celdas de batería por unidad de volumen se reduce a través del diseño de celdas de batería alargadas y delgadas, lo que mejora la eficiencia de agrupación.
b. Diseño de acoplamiento de disipación de calor y soporte de carga: tiene como objetivo lograr una doble optimización de la disipación de calor eficiente y la resistencia estructural a través de la innovación colaborativa de estructura, materiales y procesos.
Ruta de diseño estructural:
Estructura integrada, como diseño conforme de placa de enfriamiento de líquido y viga de soporte: incrustando el canal de enfriamiento de líquido en la viga de soporte de aleación de aluminio, reduciendo los componentes independientes y mejorando la utilización del espacio;
Disposición en capas y compartimentados, apilando el paquete de baterías, el sistema de refrigeración líquida y el BMS en capas para reducir la interferencia mutua entre el flujo de calor y el estrés mecánico;
Optimización mecánica biónica, como estructura de panal/corrugada, diseño de una capa de núcleo de panal o corrugada en el marco de soporte de aleación de aluminio (como la solución patentada de Mufeng.com), absorbiendo la energía de vibración a través de la deformación mientras se optimiza la ruta de disipación de calor.
Camino de innovación de materiales:
Conductividad térmica e integración de carga, como materiales de fibra compuesta de aleación de aluminio (conductividad térmica ≥ 200 W/m·K, resistencia +30%); materiales inteligentes, la capa de relleno de cambio de fase (PCM) absorbe el calor y lo libera lentamente, con una diferencia de temperatura de ±1,5 ℃; Amortiguación ligera: la capa de amortiguación de silicona elástica absorbe la vibración (amortiguación +40%).
Ruta de implementación del proceso:
Procesos de conformado de precisión, como el conformado por extrusión: se utilizan para fabricar vigas de aleación de aluminio refrigeradas por líquido con canales de flujo complejos;
Tecnología de tratamiento de superficies, como la generación de una capa de óxido cerámico en la superficie de la aleación de aluminio para mejorar la resistencia a la corrosión (prueba de niebla salina ≥ 1000 h) y mejorar la eficiencia de disipación de calor (la emisividad de la superficie aumentó en un 20%);
Proceso de ensamblaje inteligente y ajuste dinámico de precarga, como la integración de sensores de presión y actuadores eléctricos para ajustar la precarga del perno (5-20 kN) en tiempo real para evitar daños por sobrepresión en las celdas de la batería.
c. Diseño coordinado de la resistencia a la carga y a las vibraciones de la estructura de soporte: El sistema de soporte debe cumplir los requisitos duales de resistencia a la carga estática (peso de la celda de la batería + presión de apilamiento) y resistencia a las vibraciones dinámicas (impacto del transporte/terremoto).
3- Modularidad y compatibilidad: interfaces estandarizadas y arquitectura escalable
La esencia de utilizar una interfaz estandarizada para adaptarse a celdas de batería de múltiples tamaños es lograr una expansión flexible de las especificaciones de las celdas de batería en una plataforma unificada a través de la innovación colaborativa en la gestión mecánica, eléctrica y térmica. La tecnología actual ha pasado de la compatibilidad estática al ajuste dinámico, y evolucionará hacia la inteligencia, la ligereza y la integración entre escenarios en el futuro.
a. Innovación colaborativa de la estructura mecánica:
Estandarización de interfaz mecánica: definición de dimensiones uniformes de dispositivos de conexión.
Diseño de gabinetes/paquetes de baterías modulares: Los módulos escalables y los gabinetes de baterías se construyen a través de unidades de batería estandarizadas (como celdas de 280 Ah y 314 Ah) para admitir combinaciones flexibles con diferentes requisitos de capacidad.

Figura 1: Carcasa de batería ESS de 280 Ah
b. Ajuste dinámico del sistema eléctrico
Protocolos e interfaces de comunicación estandarizados, como compatibilidad BMS: formule un protocolo de comunicación BMS (sistema de gestión de batería) unificado para soportar una conexión perfecta con PCS y celdas de batería de diferentes fabricantes; Regulación dinámica de potencia, mediante control de inercia virtual y algoritmo de optimización de múltiples escalas de tiempo, para lograr un ajuste en tiempo real de la potencia activa/reactiva; y diseño adaptativo de adaptación de parámetros eléctricos.
c. Adaptación inteligente del sistema de gestión térmica
Soluciones de gestión térmica jerárquica, como el uso de espuma de alta resiliencia ignífuga, adhesivo conductor térmico y otros materiales a nivel de celda para equilibrar los requisitos de aislamiento y disipación de calor e inhibir la difusión del calor; el diseño integrado de la placa de enfriamiento líquido integrada a nivel de módulo y la capa de aislamiento térmico para mejorar el ciclo de vida; El nivel del sistema ajusta dinámicamente la capacidad de enfriamiento a través de compresores de frecuencia variable y múltiples ramas de refrigeración.
Monitoreo y predicción inteligente, fusión de múltiples sensores. Los sensores de temperatura se colocan en lugares clave, como polos de celdas de batería y superficies grandes, para lograr una adquisición de temperatura de alta precisión; La tecnología de gemelo digital optimiza las estrategias de disipación de calor en tiempo real a través del monitoreo en la nube y el mantenimiento predictivo.
4- Conclusión
La optimización del Carcasa de batería ESS ha pasado de ser una simple mejora estructural a una innovación colaborativa multidimensional:
La fusión de material, estructura y algoritmo, como la combinación de caja de fibra de carbono + tecnología CTP + algoritmo de diseño de IA, se convertirá en la corriente principal.
La modularización y la estandarización se están acelerando, y el diseño estandarizado con Pack como la unidad funcional más pequeña impulsará a la industria a reducir costos y aumentar la eficiencia.
La gestión térmica y la utilización del espacio están profundamente integradas, y las tecnologías de refrigeración líquida por inmersión y control dinámico de temperatura liberan aún más el potencial del espacio.
Actualizaremos periódicamente la información y las tecnologías relacionadas con el diseño térmico y la reducción de peso. Gracias por su interés en Walmate.
Con el crecimiento explosivo de la potencia informática de la IA y el aumento continuo de la densidad de energía del centro de datos, la tecnología de refrigeración por aire tradicional ya no puede satisfacer las necesidades de disipación de calor. La tecnología de refrigeración líquida se ha convertido en una necesidad debido a sus ventajas como la disipación eficiente del calor, el ahorro de energía y la reducción del consumo. En la tecnología de refrigeración líquida, la competencia entre la placa fría y la inmersión es particularmente feroz. Este artículo analizará las ventajas y desventajas de ambos desde las perspectivas de las características técnicas, los escenarios de aplicación, la rentabilidad y las tendencias futuras, y explorará sus futuras direcciones dominantes.
1- Comparación de características técnicas: el tipo de placa fría tiene una fuerte compatibilidad, el tipo de inmersión tiene una mayor eficiencia de disipación de calor
a. Refrigeración líquida por placa fría: una transición suave y "mejorada"
Fuerte compatibilidad: No se requieren grandes cambios en la estructura del servidor y es compatible con la infraestructura de los centros de datos refrigerados por aire existentes, con bajos costos de transformación y ciclos cortos.
Alta seguridad: el refrigerante no entra en contacto directo con los componentes electrónicos, por lo que el riesgo de fugas es bajo y el riesgo se puede reducir aún más mediante un diseño modular (como conectores de cambio rápido y tuberías redundantes).
Alta madurez: la tecnología de placa fría se ha utilizado ampliamente en escenarios como el centro de datos Qiandao Lake de Alibaba Cloud y los proyectos de cooperación de Intel, y representa el 90 % del mercado actual de refrigeración líquida.
Limitaciones: El tipo de placa fría solo puede cubrir algunos componentes de alta potencia (como CPU, GPU) y el calor restante aún necesita depender del enfriamiento por aire para ayudar en la disipación del calor. El valor PUE suele ser de 1,1-1,2, ligeramente superior al del tipo de inmersión.
b. Refrigeración líquida por inmersión: un enfoque innovador para la disipación eficiente del calor
La refrigeración líquida por inmersión sumerge completamente el servidor en un refrigerante aislante, logrando la disipación del calor de todos los componentes a través del contacto directo. Entre sus principales ventajas se incluyen:
Eficiencia energética extrema: la conductividad térmica del líquido es 20 a 30 veces mayor que la del aire, el PUE puede ser tan bajo como 1,05 y la eficiencia de disipación de calor mejora en más de 3 veces.
Ahorro de espacio: el volumen del sistema de enfriamiento es solo 1/3 del del enfriamiento por aire, y la densidad de potencia de un solo gabinete puede alcanzar más de 50 kW, lo que es adecuado para escenarios de alta densidad como la supercomputación de IA.
Silencioso y ecológico: no se requiere ventilador, el ruido se reduce en más del 90% y no hay contaminación por polvo, lo que prolonga la vida útil del equipo.
Desafíos: La inmersión requiere servidores personalizados, el costo del refrigerante representa hasta el 60% (como el líquido fluorado), la inversión inicial es alta y es necesario mejorar la compatibilidad ecológica.

2- Diferenciación de escenarios de aplicación: predomina el enfriamiento líquido de placa fría a mediano y corto plazo, se libera el potencial de enfriamiento líquido de inmersión a largo plazo
a. Refrigeración líquida de placa fría: una opción rentable para la renovación de IDC existentes y la construcción de nuevos IDC
Renovación de antiguos centros de datos: la refrigeración líquida de placa fría se puede adaptar rápidamente a la arquitectura refrigerada por aire existente, con un ciclo de renovación corto y costes controlables. Por ejemplo, la solución modular en la que colaboraron Intel y Bich reduce la dificultad de implementación mediante un diseño de placa fría estandarizado.
Escenarios informáticos de densidad media y alta: el enfriamiento líquido de placa fría ya admite entre 130 y 250 kW de potencia por gabinete (como las GPU de la serie B de NVIDIA), lo que satisface la mayoría de las necesidades de entrenamiento de IA.
b. Refrigeración líquida por inmersión: la solución definitiva para supercomputación y centros de datos ecológicos
Potencia informática de ultraalta densidad: la potencia del gabinete de los chips de próxima generación (como la serie Rubin de NVIDIA) superará los 1000 kW, y la refrigeración líquida por inmersión se convertirá en la única solución viable.
Necesidades de ahorro de energía ecológica: el PUE del enfriamiento líquido por inmersión es cercano a 1,05 y la eficiencia de recuperación de calor residual alcanza el 90 % (como la solución de Lenovo), lo que está en línea con la política objetivo de "carbono dual".
c. Situación actual del mercado
La refrigeración líquida de placa fría domina el mercado actual: en 2025, la refrigeración líquida de placa fría representará entre el 80 % y el 90 % del mercado de refrigeración líquida, y la refrigeración líquida por inmersión representará menos del 10 %. Además, se han formado interfaces estandarizadas (como el diseño de placa fría OCP de Intel) y las soluciones de fabricantes como Inspur y Sugon son altamente compatibles. El proyecto "East Data West Computing" de China requiere que el PUE de los centros de datos de nueva construcción sea ≤1,25, y el enfriamiento líquido de placa fría se convierte en la primera opción para la transición.
La refrigeración líquida por inmersión está lista para funcionar: la solución de inmersión de cambio de fase Sugon C8000 logra PUE 1.04 y el centro de datos "Kirin" de Alibaba Cloud verifica la viabilidad de la refrigeración líquida por inmersión monofásica. Los chips de alta potencia, como la GPU NVIDIA B200 (1000 W+), han obligado al uso de refrigeración líquida por inmersión, lo que ha aumentado la densidad de potencia de procesamiento entre un 30 % y un 50 %. La UE planea prohibir los líquidos fluorados en 2028, y se ha acelerado la investigación y el desarrollo de refrigerantes domésticos a base de hidrocarburos y aceite de silicona (como la serie “Kunlun” de Sinopec).
3-Opinión autorizada PK
Facción de refrigeración líquida de placa fría: El tipo de placa fría es el "rompehielos" para la popularización de la refrigeración líquida y seguirá representando el 80% del mercado incremental de refrigeración líquida en los próximos cinco años. El tipo de inmersión debe esperar a que el consumo de energía del chip supere el punto crítico.
Escuela de refrigeración líquida por inmersión: La inmersión por cambio de fase es la forma definitiva de refrigeración líquida, y el tipo de placa fría es solo una solución transitoria. Cuando el consumo de energía de un solo chip supere los 800 W, la inmersión se convertirá en la única opción.
Neutrales: La diferenciación de rutas técnicas refleja la estratificación de la demanda de potencia informática. La placa fría sirve a la “computación oriental” y la inmersión apoya a la “computación occidental”. El desarrollo paralelo de doble vía será el tema principal durante la próxima década.
4-Oportunidades y estrategias de la industria
Juego de costes y ecológico: la refrigeración líquida de placa fría tendrá la ventaja a corto plazo, mientras que la refrigeración líquida de inmersión necesita reducir costes para salir del punto muerto.
Refrigeración líquida de placa fría: optimizar los materiales (compuesto de cobre y aluminio), mejorar la precisión del procesamiento (proceso a prueba de fugas) y promover el diseño modular y estandarizado.
Refrigeración líquida por inmersión: desarrollar líquidos de refrigeración rentables (como líquido de inmersión monofásico), gabinetes compatibles y cooperar con fabricantes de chips para personalizar soluciones de refrigeración.
Reservas de tecnología: Explore placas frías de flujo bifásico y sistemas de monitoreo inteligente (como regulación de flujo dinámico con IA) para hacer frente a futuras demandas de alta potencia.
5- Conclusión
A corto plazo (2025-2027): el enfriamiento líquido de placa fría domina los escenarios generales y la tasa de penetración del enfriamiento líquido de inmersión aumenta al 15%-20%; A largo plazo (2030+): el enfriamiento líquido por inmersión con cambio de fase se vuelve común en el campo de alto poder computacional, y el enfriamiento líquido de placa fría se retira al mercado de densidad media y baja.
Los factores decisivos: el coste del refrigerante, la velocidad de aumento del consumo de energía del chip y las políticas internacionales de protección medioambiental.
Actualizaremos periódicamente la información y las tecnologías relacionadas con el diseño térmico y la reducción de peso. Gracias por su interés en Walmate.

Con el rápido desarrollo de los vehículos de nuevas energías y las industrias de almacenamiento de energía, la ligereza, la alta seguridad y la gestión térmica eficiente se han convertido en demandas fundamentales. Nuestra empresa está profundamente involucrada en el procesamiento de materiales de aleaciones de aluminio. Basándonos en una selección avanzada de materiales, procesos de conformado y tecnología de soldadura, nos centramos en la investigación, el desarrollo y la fabricación de bandejas para baterías, placas de refrigeración líquida, cajas de almacenamiento de energía y radiadores. La aleación de aluminio se ha convertido en la opción ideal para la ligereza y la gestión térmica de los equipos de nuevas energías gracias a su baja densidad (aprox. 2,7 g/cm³), alta resistencia, resistencia a la corrosión y excelente conductividad térmica (aprox. 150-220 W/m·K).
1- Selección de materiales de aleación de aluminio y consideraciones clave
Los diferentes productos presentan requisitos de rendimiento significativamente diferentes para las aleaciones de aluminio, y es necesario combinar resistencia, resistencia a la corrosión, soldabilidad y adaptabilidad al proceso para una selección integral de los materiales:
a. Bandeja para bateria
Grados comunes: 6061-T6, 6005A-T6, 6063-T6.
Criterios de selección:
·Debe cumplir con una resistencia a la tracción ≥ 240 MPa (como 6061-T6) para superar las pruebas de extrusión, caída e impacto de bola de la norma nacional;
·Altos requisitos de soldabilidad; se deben evitar las grietas térmicas (se prefiere la serie 6xxx reforzada con Mg/Si);
·La resistencia a la corrosión se mejora mediante anodizado o revestimiento de aluminio.

Figura 1 - Bandeja para bateria de aleación de aluminio
b. Caja de almacenamiento de energía
Marcas comunes: 5083, 6061-T6 (resistencia a la corrosión y a la vibración).
Fundamentos de selección:
·Resistencia a vibraciones e impactos; el límite elástico debe ser ≥200 MPa.
·Requisitos de tratamiento superficial rigurosos para evitar la corrosión electroquímica.
c. Placa de refrigeración líquida
Marcas comunes: 3003, 6061/6063, 6082.
Fundamentos de selección:
·Alta conductividad térmica y resistencia a la corrosión.
·El canal de refrigeración líquida requiere un moldeo complejo, y se prefiere la serie 6xxx con un excelente rendimiento de extrusión.
2- Diferencias en el rendimiento del proceso y dificultades de procesamiento
El procesamiento de aleaciones de aluminio debe adaptarse a sus propiedades físicas, especialmente en corte, CNC, soldadura y tratamiento de superficies:
a. Corte y procesamiento CNC
Dificultades:
· El procesamiento de orificios de alta precisión es propenso a rebabas o deformaciones (como protuberancias en el borde de los orificios escalonados) debido a la ductilidad del material.
· Las estructuras de paredes delgadas (como los canales de flujo de las placas de refrigeración líquida) requieren controlar las fuerzas de corte para evitar deformaciones.
Solución:
· Utilizar herramientas con recubrimiento de diamante para mejorar el filo y reducir la deformación por extrusión.
· Optimizar los parámetros de procesamiento (como alta velocidad y bajo avance) y cooperar con equipos CNC generales para lograr un procesamiento estable.
b. Proceso de soldadura
Principales desafíos:
· La película de óxido (punto de fusión de Al₂O₃ de 2050 °C) dificulta la fusión y facilita la formación de poros e inclusiones de escoria. Algunas aleaciones presentan una alta tendencia a la formación de grietas en caliente, por lo que es necesario controlar la energía de la línea y la composición del alambre de soldadura.
Procesos recomendados:
·Soldadura TIG (alimentación de CA): adecuada para placas delgadas, y la película de óxido se elimina mediante limpieza catódica;
·Soldadura MIG (alta corriente + gas mixto de helio): alta eficiencia de soldadura para placas gruesas y entrada de calor controlable.

Figura 2- Soldadura de la Bandeja para bateria
c. Tratamiento de la superficie
·Recubrimiento aislante resistente a la presión: Se aplica a la bandeja para bateria y al interior de Para la caja de la batería de almacenamiento de energía. Debe superar la prueba de presión (≥3000 V CC/1 min). El espesor del recubrimiento es de 20-50 μm para garantizar la seguridad del aislamiento en entornos de alta tensión.
·Recubrimiento aislante y deshumidificador: Para la caja de la batería de almacenamiento de energía, se utilizan materiales hidrófobos (como resina de fluorocarbono) para reducir el riesgo de condensación interna, y el valor de dina es ≥34 para garantizar la adhesión.
·Recubrimiento anticolisión: Se utiliza elastómero de poliuretano (dureza ≥80 Shore A) para la pared exterior de la bandeja de la batería, lo que mejora la resistencia al impacto en más de un 30 %.
·Anodizado: Tratamiento anticorrosivo convencional, con un error de espesor de película ≤3 μm, adecuado para estructuras complejas.
3- Inspección de verificación y adaptabilidad del equipo
Para cumplir con las normas de la industria de las nuevas energías (como GB/T31467.3 y UL2580), se requiere una verificación multidimensional y la adaptación del proceso:
a. Inspección de verificación
· Resistencia estructural: Verificar el rendimiento de la bandeja frente a cargas, extrusión e impacto de bola mediante simulación de elementos finitos (tensión máxima ≤ límite elástico del material);
· Prueba de sellado: El sistema de refrigeración líquida utiliza detección de fugas de helio (tasa de fuga ≤1×10⁻⁶ mbar·L/s) y una prueba de presión cíclica (0,5-1,5 MPa/5000 veces);
· Verificación del rendimiento del recubrimiento:
Prueba de tensión soportada del recubrimiento aislante (5000 V CC/60 s sin rotura);
El recubrimiento anticolisión supera la prueba de impacto de bola de acero de 1 kg a 1 m de altura y la prueba de niebla salina (1000 h sin desprendimiento).
b. Optimización de la adaptabilidad de equipos
· Transformación general de equipos CNC: Gracias al diseño de utillajes de alta precisión y a un algoritmo de compensación dinámica, la deformación de procesamiento de piezas de paredes delgadas puede ser ≤0,1 mm;
· Biblioteca de parámetros de soldadura: Establezca parámetros de soldadura estándar (como la corriente y la velocidad de alimentación del hilo) para diferentes grados de aleación de aluminio, reduciendo así el ciclo de depuración;
· Pulverización automatizada de recubrimiento: Mediante la pulverización robótica multieje, combinada con la tecnología de curado por infrarrojos, el error de uniformidad del recubrimiento es ≤5 %.
Conclusión
La amplia aplicación de aleaciones de aluminio en equipos de nuevas energías no solo es un logro de la ciencia de los materiales, sino también una manifestación de la innovación en procesos. Nuestra empresa continuará explorando nuevas aleaciones de aluminio de alta resistencia, resistentes a la corrosión y fáciles de procesar, y promoverá la mejora del rendimiento de productos como bandeja para bateria y placas de refrigeración líquida mediante la innovación de procesos, contribuyendo así a la industria hacia un futuro eficiente y ligero.
Actualizaremos periódicamente la información y las tecnologías relacionadas con el diseño térmico y la reducción de peso. Gracias por su interés en Walmate.
A medida que la densidad de potencia de los dispositivos electrónicos sigue aumentando, el diseño de la disipación de calor se ha convertido en un factor clave que afecta la fiabilidad y la vida útil del sistema. Como fabricante profesional con 19 años de experiencia en gestión térmica, combinamos casos típicos de ingeniería con experiencia en simulación de campo multifísica para analizar en profundidad los cinco principales malentendidos técnicos que los ingenieros suelen pasar por alto en escenarios de alta potencia y ofrecer soluciones que se ajustan a las prácticas de la industria.
Malentendido 1: Abuso de materiales de alta conductividad térmica, desviación en el cálculo de la resistencia térmica de la interfaz
Problema típico: Excesiva búsqueda de valores teóricos de materiales conductores térmicos, ignorando la realidad ingenieril de la resistencia térmica de contacto de la interfaz.
Análisis de caso: Un módulo de disipación de calor de radar láser automotriz utiliza un sustrato de cobre puro (conductividad térmica de 401 W/m·K), pero el espesor del recubrimiento del material de interfaz térmica (TIM) no se controla con precisión (diseño: 0,1 mm, fluctuación real: ±0,05 mm), y la resistencia térmica de contacto medida alcanza los 0,6 °C·cm²/W, lo que provoca que la temperatura de unión del FPGA supere el estándar en un 22 %. Tras el cambio a almohadillas térmicas preformadas (tolerancia ±0,02 mm, resistencia térmica <0,03 °C·cm²/W) y la combinación con el proceso de sinterización al vacío, la temperatura de la unión se reduce en 17 °C y el tiempo medio entre fallos (MTBF) aumenta a 100 000 horas.
Plan de optimización:
Selección de materiales: De acuerdo con la norma ASTM D5470, se mide la resistencia térmica del TIM, y se prefieren materiales de cambio de fase o elastómeros con relleno metálico.
Control del proceso: Utilizar equipos de dosificación automáticos (precisión ±3 %) para garantizar una tolerancia de espesor <10 % y evitar huecos de aire.
Malentendido 2: Desajuste en la organización del flujo de aire en el sistema de refrigeración, puntos calientes locales fuera de control
Problema típico: Apilar ciegamente el número de ventiladores, ignorando la adaptación de impedancia del canal de flujo y el efecto de separación de la capa límite.
Ejemplo de ingeniería: Un clúster de GPU de un centro de datos utiliza 4 ventiladores de 12038 (volumen de aire de 200 CFM), pero debido a un diseño incorrecto del ángulo de la guía de aire (curvatura de 90°), el volumen de aire efectivo real es solo el 65% del valor nominal y la diferencia de temperatura local alcanza los 40 °C. Tras la optimización con simulación CFD, la guía de aire se cambia a un canal de flujo de expansión gradual (ángulo de difusión <7°) y se adopta una disposición de aletas escalonadas (el gradiente de espaciado aumenta de 2 mm a 3,5 mm). La resistencia general al viento se reduce en un 30% y la diferencia de temperatura en los puntos calientes se controla dentro de los 8 °C. Estrategia principal:
Diseño del campo de flujo: Se realizan pruebas en túnel de viento según la norma ISO 5801 para optimizar la relación entre las áreas de entrada y salida (recomendado 1:1,2).
Control dinámico: Con base en la curva Q-H del ventilador PWM, el punto de impedancia del sistema se ajusta al rango de mayor eficiencia (normalmente entre el 60 % y el 80 % del volumen máximo de aire).
Malentendido 3: Un fallo en el diseño de protección ambiental acelera el envejecimiento del material.
Problema típico: Se centra únicamente en el rendimiento inicial de disipación de calor, ignorando los efectos del estrés ambiental a largo plazo, como la humedad, el calor, el polvo y la niebla salina.
Análisis de caso: Un convertidor de energía eólica marina utiliza un disipador de calor de aleación de aluminio 6061 (superficie anodizada). Tras funcionar en un entorno de niebla salina durante 6 meses, la capa de óxido se desprendió, lo que provocó un aumento del 50 % en la resistencia térmica de contacto y un aumento repentino de la tasa de fallos de los IGBT. Al cambiar a una aleación de aluminio 5052 (resistencia a la niebla salina >1000 h) y aplicar pintura de poliuretano de triple resistencia (espesor 50 μm, conforme a la norma IEC 60068-2-11), la tasa de fallos en campo a los 3 años se redujo en un 75 %. Puntos de diseño:
Tecnología de recubrimiento: Recubrimiento cerámico de Al₂O₃ por pulverización de plasma (conductividad térmica de 30 W/m·K, resistencia a temperaturas >800 °C) utilizado en entornos de alta temperatura.
Estructura de sellado: Nivel de protección IP69K (sello de silicona de doble paso + válvula de alivio de presión) para garantizar la ausencia total de polvo y vapor de agua.
Malentendido 4: Falta de modelado de la carga térmica transitoria y selección incorrecta de materiales de cambio de fase
Problema típico: La solución de disipación de calor diseñada mediante simulación de estado estacionario no puede gestionar pulsos de potencia de milisegundos.
Datos medidos: Un amplificador de potencia de estado sólido se somete a una carga de pulsos de 2 ms a 2000 W en una estación base 5G. El aumento de temperatura transitorio de la solución de sustrato de aluminio tradicional alcanza los 55 °C, mientras que el material de cambio de fase de microcápsula (compuesto de parafina/grafeno, calor latente de cambio de fase de 220 J/g), combinado con simulación térmica transitoria (longitud de paso transitorio ANSYS Icepak de 1 ms), se utiliza para controlar el aumento de temperatura hasta los 18 °C, cumpliendo así los requisitos de la prueba de impacto MIL-STD-810G.
Tecnología de gestión dinámica:
Empaquetado de cambio de fase: Se utiliza una estructura de panal para encapsular el material de cambio de fase (porosidad >70 %) para evitar fugas de líquido y mejorar la eficiencia de difusión del calor. Calibración del modelo: Las condiciones de contorno de la simulación se corrigen en función de la imagen térmica infrarroja (frecuencia de muestreo de 100 Hz) y el error es <±1,5 °C.
Malentendido 5: La evaluación del TCO es unilateral e ignora los costos ocultos de operación y mantenimiento.
Problema típico: Solo se compara el costo inicial del hardware, sin cuantificar las pérdidas por consumo de energía, mantenimiento y tiempo de inactividad.
Comparación de costos: Una fábrica de semiconductores utilizaba originalmente gabinetes refrigerados por aire (costo inicial de 500.000 yuanes), con una factura anual de electricidad de 1,2 millones de yuanes (PUE = 1,8). Tras la actualización a refrigeración líquida por inmersión bifásica (costo inicial de 1,8 millones de yuanes), la factura anual de electricidad se redujo a 450.000 yuanes (PUE = 1,05). Gracias a la reducción de la carga de aire acondicionado de la sala limpia, el ahorro anual total alcanzó los 900.000 yuanes, y la inversión adicional se puede recuperar en 2,1 años (TIR > 25%). Modelo de decisión:
Modelado refinado: Introducción de la simulación de Monte Carlo para cuantificar el impacto de la tasa de fallos de los equipos (distribución de Weibull) en el TCO.
Superposición de políticas: Combinada con mecanismos de impuestos al carbono (como el CBAM de la UE), las emisiones de carbono de los sistemas de refrigeración líquida a lo largo de su ciclo de vida se reducen en un 60 % y se obtiene un subsidio adicional del 15 %.
Conclusión: Actualización del paradigma de diseño térmico, de basado en la experiencia a basado en datos.
Proceso estandarizado: Introducir el estándar de pruebas térmicas JESD51-14 en la etapa de diseño conceptual para evitar repeticiones posteriores (el ciclo de proyecto de un módulo óptico determinado se acorta en un 30%).
Colaboración multidisciplinaria: Mediante el acoplamiento de COMSOL Multiphysics de la pérdida electromagnética (extracción HFSS) y el campo de deformación térmica, la eficiencia de disipación de calor de un componente TR de radar se mejora en un 40%.
Operación y mantenimiento inteligentes: Implementar sensores de temperatura de rejilla de fibra (precisión de ±0,1 °C) y plataformas de gemelos digitales para lograr la predicción de fallos (el tiempo de inactividad inesperado de un centro de supercomputación se reduce en un 90%).
Mediante un riguroso pensamiento de ingeniería y la verificación completa de datos, los ingenieros de diseño térmico pueden evitar con precisión los "asesinos invisibles" y sentar las bases para sistemas de alta fiabilidad. Como profesionales de la industria, nos comprometemos a proporcionar soluciones integrales, desde los materiales hasta los sistemas, y a abordar conjuntamente los desafíos de la gestión térmica con los clientes.
Actualizaremos periódicamente la información y las tecnologías relacionadas con el diseño térmico y la reducción de peso. Gracias por su interés en Walmate.
1- Requisitos especiales de tolerancia para piezas clave
En la fabricación de bandejas de baterías para vehículos eléctricos y carcasas de baterías de almacenamiento de energía con refrigeración líquida, el control de la tolerancia de las superficies de conexión clave y las interfaces afecta directamente el sellado, la eficiencia de disipación de calor y la precisión del ensamblaje.
a. Superficie de instalación de la placa de refrigeración líquida
La placa de refrigeración líquida es el componente principal del sistema de gestión térmica de la batería. La planitud de su superficie de instalación afecta directamente el sellado del canal de flujo del refrigerante. Si la planitud está fuera de la tolerancia, provocará una compresión desigual de la junta de silicona, lo que provocará fugas locales o un aumento de la resistencia térmica.
b. Desalineación de la soldadura
La bandeja de la batería suele utilizar una estructura de soldadura de aleación de aluminio. La desalineación de la soldadura provocará concentración de tensiones y reducirá la resistencia a la fatiga. Especialmente en entornos con altos requisitos de hermeticidad para las carcasas de baterías (como IP67), la desalineación debe controlarse estrictamente.
c. Orificio de posicionamiento del módulo de batería
El orificio de posicionamiento se utiliza para fijar con precisión el módulo de batería. Una tolerancia excesiva provocará desalineación del módulo, lo que provocará fallos en la conexión eléctrica o riesgos de vibración mecánica.
d. Posición del orificio del perno de fijación
El orificio del perno se utiliza para conectar la carcasa del paquete de baterías al chasis. Una desviación de la posición provocará tensiones de montaje e incluso la rotura del perno.
e. Rectitud del borde de la carcasa del paquete de baterías
La rectitud del borde de la carcasa del paquete de baterías afecta al montaje de las cubiertas superior e inferior y al nivel de protección IP, especialmente en carcasas soldadas por láser, donde el borde debe usarse como referencia para el seguimiento del cabezal láser.
2- El impacto de la tolerancia dimensional en la eficiencia de fabricación
El impacto de la tolerancia dimensional en la eficiencia de fabricación se refleja principalmente en el equilibrio entre el flujo de procesamiento, el control de costes y la calidad del producto. Un diseño con tolerancias razonables no solo garantiza la función del producto, sino que también optimiza el ritmo de producción. El impacto de un control razonable de la tolerancia dimensional en la eficiencia de fabricación se refleja principalmente en los siguientes aspectos:
a. Equilibrio entre la precisión del procesamiento y el coste de producción
· Si bien una tolerancia dimensional estricta puede mejorar la precisión del sellado y el montaje, se requieren equipos de procesamiento de alta precisión y procesos complejos, lo que aumenta significativamente la inversión en equipos y el tiempo de procesamiento.
· La búsqueda excesiva de la precisión puede aumentar los costes de procesamiento. Es necesario establecer tolerancias estrictas en las piezas funcionales clave y flexibilizarlas adecuadamente en áreas no críticas para reducir costes.
b. Control de la tasa de retrabajo y de desperdicio
· Un diseño con tolerancias razonables puede reducir el retrabajo causado por desviaciones dimensionales.
· La deformación por soldadura es el principal problema en la fabricación de bandejas de batería. El uso del proceso de soldadura en frío CMT puede optimizar la entrada de calor, reducir la deformación después de la soldadura y acortar el ciclo de retrabajo.
c. Producción modular y estandarizada
· Gracias a la estandarización de componentes, los requisitos de tolerancia se concentran en piezas reemplazables locales, lo que reduce la dificultad general del procesamiento.
· El diseño de tolerancia estandarizada también permite la compatibilidad multimodelo y reduce la necesidad de procesamiento personalizado.
3- Estándares de la industria y aplicaciones prácticas del control de planitud
Para las bandejas de baterías de vehículos de nuevas energías, los estándares de la industria tienen requisitos estrictos:
a. Estándar de planitud: La planitud de la superficie de instalación de la placa de refrigeración líquida debe ser ≤ 0,2 mm, la planitud de la placa de soporte inferior debe ser ≤ 0,5 mm/m² y el error de planitud del marco después de la soldadura debe ser ≤ 0,8 mm².
b. Optimización del proceso de fabricación: El fresado de precisión CNC, la soldadura en frío CMT y el tratamiento de envejecimiento por vibración (VSR), combinados con la detección en línea mediante interferómetro láser, reducen el riesgo de deformación.
c. Selección del material: Se recomienda utilizar aleaciones de aluminio de alta resistencia, como el 6061, con un límite elástico ≥ 1180 MPa, considerando tanto la ligereza como la estabilidad estructural.
4- Estrategia de ajuste de tolerancias basada en materiales y procesos
a. La innovación en materiales impulsa la reducción de peso
El uso de aleaciones de aluminio ligeras de alta resistencia (como el 6061) y materiales compuestos (matriz de aluminio reforzada con carburo de silicio), combinados con anodizado y recubrimiento aislante, permite lograr una reducción de peso del 30 % y mejorar la resistencia a la corrosión, adaptándose a los requisitos de disipación de calor de los sistemas de refrigeración líquida.
b. La colaboración en procesos mejora la precisión de fabricación
El moldeo por extrusión de una pieza + la soldadura por fricción y agitación (FSW) reduce el número de soldaduras, mientras que la soldadura en frío CMT y la soldadura láser controlan la deformación térmica.
c. Circuito cerrado de detección por simulación para garantizar la fiabilidad
La simulación CAE optimiza la disposición de las nervaduras de refuerzo, el escaneo láser y la tecnología de detección de fugas de helio permiten la monitorización completa del proceso. El diseño modular es compatible con una tolerancia de ±5 mm, lo que reduce costes y aumenta la eficiencia.
Actualizaremos periódicamente la información y las tecnologías relacionadas con el diseño térmico y la reducción de peso. Gracias por su interés en Walmate.

1- Características del proceso de soldadura de aleación de aluminio de la bandeja de batería/caja de almacenamiento de energía
En la fabricación de cajas de almacenamiento de energía refrigeradas por líquido, bandejas de batería y otros productos, los canales de refrigeración líquida y las estructuras multicavidad son características típicas de diseño complejo (como se muestra en la Figura 1). Dichas estructuras suelen incluir las siguientes características:

Figura 1: Diseño típico de una bandeja de batería
Entrelazado espacial tridimensional: los canales de flujo se distribuyen en forma de serpentín, con numerosos puntos de giro espaciales.
Conexión multinivel: la cavidad principal y la subcavidad están conectadas mediante tabiques de paredes delgadas (de 2 a 3 mm de espesor).
Características de miniaturización: sección transversal reducida del canal de flujo (el espesor mínimo de pared del canal de flujo del perfil de aluminio es de 1,2 mm) y difícil acceso para la soldadura.
2- Análisis de la dificultad de combinar múltiples tecnologías de soldadura en la fabricación de bandejas de baterías
En la práctica de la fabricación de bandejas de baterías, es necesario combinar múltiples tecnologías de soldadura, como la aplicación coordinada de la soldadura por fricción y agitación (FSW), la soldadura de transición de metal frío (CMT), la soldadura por fusión tradicional (TIG/MIG) y otras tecnologías. Esta combinación busca considerar la ligereza, la resistencia, el sellado y la eficiencia de producción, pero también enfrenta las siguientes dificultades principales:
a. El problema de la aportación de calor coordinada de múltiples procesos
Las diferentes tecnologías de soldadura (como la FSW y la soldadura láser) presentan grandes diferencias en la aportación de calor, lo que puede causar fácilmente alteraciones en el rendimiento del material y deformación térmica, y debe solucionarse optimizando la secuencia de soldadura y el ajuste de parámetros.
b. Compatibilidad de equipos y cuello de botella en la eficiencia
La conmutación de equipos es compleja y los requisitos de precisión en la sincronización de parámetros son elevados. Se requiere un diseño modular de estaciones de trabajo y máquinas de soldadura inteligentes para mejorar la eficiencia colaborativa y reducir el tiempo de ciclo.
c. Desafíos de equilibrar la resistencia del sellado y el costo
El riesgo de fugas en la intersección de múltiples soldaduras es alto (representa el 70 % de los defectos), por lo que se requiere un diseño de sellado redundante y optimización topológica.

3- Práctica de ingeniería: Coordinación del proceso de soldadura múltiple de la bandeja de batería y la caja PACK de refrigeración líquida para almacenamiento de energía
a. Planificación de la posición de las marcas de soldadura
· Optimización de la posición de soldadura: En la etapa de diseño del producto, se debe considerar cuidadosamente la racionalidad de la posición de soldadura para evitar la aparición de marcas de soldadura en piezas clave o áreas que afecten las funciones del producto. Por ejemplo, ajuste la separación entre el marco frontal y la boquilla de agua para evitar la interferencia de las marcas de soldadura; optimice la posición de soldadura de la boquilla de agua para reducir el impacto en el rendimiento del producto.
· Adaptación a la estructura del producto: La posición de soldadura debe ser coherente con la estructura del producto para garantizar que la soldadura pueda soportar diversas cargas y tensiones durante su uso. Por ejemplo, en el proyecto de la placa de refrigeración líquida, la estabilidad estructural y la fiabilidad del producto se mejoran mediante la planificación racional de la posición de soldadura.
· Fácil de operar y detectar: La posición de soldadura debe ser conveniente para que los operadores realicen las operaciones de soldadura y las posteriores inspecciones de calidad. Por ejemplo, evite soldar en lugares de difícil acceso o con poca visibilidad para mejorar la eficiencia y la calidad de la soldadura.
b. Control de la cicatriz de soldadura
· Tamaño de la cicatriz de soldadura: El tamaño de la cicatriz de soldadura debe controlarse estrictamente. Generalmente, la altura de la cicatriz debe estar entre 4 y 6 mm, y no debe sobrepasar el plano para garantizar la apariencia y la precisión del ensamblaje del producto. Por ejemplo, en el proyecto de la placa de refrigeración líquida, el tamaño de la cicatriz de soldadura se controló correctamente mediante el ajuste de los parámetros y el proceso de soldadura, evitando así su impacto en el rendimiento y la calidad del producto.
· Forma de la cicatriz de soldadura: La forma de la cicatriz de soldadura debe ser lo más regular posible para evitar una fusión excesiva o incompleta. Optimizando los parámetros de soldadura y las técnicas de operación, se puede mejorar eficazmente la forma de la cicatriz de soldadura y la calidad de la soldadura.
· Tratamiento de rectificado: Para las marcas de soldadura cóncavas producidas en la posición de soldadura por fricción, se utiliza un tratamiento de rectificado para garantizar una superficie lisa que cumpla con los requisitos de apariencia y rendimiento del producto.
c. Optimización de la secuencia de soldadura
· Soldadura por partición: Para productos grandes, el método de soldadura por partición permite controlar eficazmente la deformación general. Al dividir el producto en varias áreas y soldarlas secuencialmente, se reduce la concentración de calor durante el proceso de soldadura y el riesgo de deformación térmica.
· Corrección paso a paso: Durante el proceso de soldadura, se utiliza el método de corrección paso a paso para ajustar la deformación de la soldadura a tiempo. Mediante la medición y corrección continuas de la deformación del producto durante el proceso de soldadura, se garantiza la precisión dimensional y la forma del producto final para cumplir con los requisitos de diseño.
· Optimización de la trayectoria de soldadura: Planifique racionalmente la trayectoria de soldadura para evitar la repetición de soldaduras en la misma área y reducir el aporte de calor. Por ejemplo, en el proyecto de la placa de refrigeración líquida, se redujo el aporte de calor durante el proceso de soldadura y se mejoró la calidad de la soldadura mediante la optimización de la trayectoria de soldadura.
d. Control colaborativo de la deformación
La placa de refrigeración líquida sufre deformación térmica durante el proceso de soldadura, lo que resulta en una disminución de la precisión dimensional del producto. Medidas de optimización:
· Utilizar soldadura de partición y métodos de corrección gradual para controlar la deformación general.
· Optimizar los parámetros de soldadura, reducir la corriente y el voltaje, y reducir la entrada de calor.
· Utilizar accesorios para fijar el producto y reducir el movimiento y la deformación durante la soldadura.
· Utilizar un método de soldadura simétrica para distribuir uniformemente el calor.
Actualizaremos periódicamente la información y las tecnologías relacionadas con el diseño térmico y la reducción de peso. Gracias por su interés en Walmate.
La tecnología CTC (Cell-to-Chassis) ha atraído mucha atención debido a su capacidad para mejorar significativamente la autonomía y la eficiencia del espacio de los vehículos eléctricos. Sin embargo, aún existe controversia sobre si realmente puede reemplazar a la tecnología tradicional de baterías. El principal obstáculo en la fabricación —el proceso de soldadura de la bandeja de la batería— se ha convertido en la clave para determinar el futuro de esta tecnología: el complejo diseño estructural, la compatibilidad con múltiples materiales y los estrictos requisitos de gestión térmica han puesto a prueba la tecnología de soldadura tradicional. Desde la perspectiva de ingenieros de primera línea, combinando las tendencias del sector y las prácticas de ingeniería, este artículo analiza el potencial y las limitaciones de la tecnología CTC y explora cómo la tecnología de soldadura se ha convertido en la piedra angular de esta revolución tecnológica.
1- El "Ideal y la Realidad" de la Tecnología CTC
En teoría, la tecnología CTC puede reducir las piezas estructurales redundantes y mejorar la densidad energética al integrar la celda de la batería directamente en el chasis, pero la viabilidad de su aplicación a gran escala se enfrenta a desafíos realistas:
Radicalismo y cautela de las compañías automotrices: Tesla, BYD y otras empresas líderes han lanzado soluciones CTC, pero más fabricantes siguen esperando. Los datos de la industria muestran que, a febrero de 2025, los modelos CTC producidos en masa representan entre el 15 % y el 20 % de la producción mundial, y la tecnología tradicional CTP (Cell-to-Pack) sigue siendo la predominante.
El "costo" de una mayor duración de la batería: Si bien la CTC puede aumentar la densidad energética entre un 15 % y un 20 %, la complejidad de la estructura del chasis conlleva un aumento en los costos de fabricación del 30 % al 50 % (calculado por una consultora), y el equilibrio entre costo y beneficio aún no está claro.
Controversia económica sobre el mantenimiento: El diseño integrado ha disparado el costo del mantenimiento de la batería. Los datos de las compañías de seguros muestran que la tasa de reemplazo de baterías tras accidentes en los modelos CTC alcanza el 70%, muy superior al 25% de los modelos tradicionales.
Estas contradicciones hacen que el futuro de la tecnología CTC sea muy variable. Que el mercado supere el 20% depende de tres variables principales: el progreso de la producción en masa del Tesla Cybertruck; si la guerra de precios entre los fabricantes chinos obliga a CTC a reducir costes; y el grado de incumplimiento de las normativas europeas sobre la reparabilidad de las baterías. El nivel de tecnología de soldadura en la fabricación será clave para determinar si se puede superar la brecha entre el laboratorio y la producción en masa.
2-Tres barreras de vida o muerte en el proceso de soldadura
Para los fabricantes de bandejas de batería, la implementación de la tecnología CTC debe superar tres problemas fundamentales:
a. La competencia entre la precisión micrométrica y la eficiencia
Los procesos de soldadura tradicionales pueden tolerar errores de 0,5 mm, pero las bandejas CTC necesitan transportar más baterías, lo que aumenta el número de costuras en más del triple, y la mayoría de ellas se distribuyen en piezas curvas e irregulares. Las pruebas realizadas por un fabricante muestran que cuando el error de posicionamiento de la soldadura supera los 0,15 mm, el rendimiento del ensamblaje de celdas de batería disminuye drásticamente del 99 % al 82 %. Lo más complejo es que la mejora en la precisión suele ir acompañada de una disminución en la eficiencia: si bien la precisión de la soldadura láser es alta, el costo del equipo es más de 5 veces mayor que el de la soldadura tradicional.
b. La combinación de materiales
Para equilibrar la ligereza y la resistencia, las bandejas CTC suelen utilizar una estructura mixta de aleación de aluminio, fibra de carbono y acero especial. La diferencia en los coeficientes de expansión térmica de diferentes materiales puede ser de hasta 20 veces (como 23 μm/m·K en el aluminio frente a 0,8 μm/m·K en la fibra de carbono), lo que facilita la generación de tensión interna durante la soldadura y la aparición de grietas. Cuando una empresa intentó unir aluminio y fibra de carbono, la tasa de grietas de la soldadura alcanzó el 18 %, superando con creces el umbral aceptable del 3 % en la industria.
c. "Eliminador invisible" de la zona afectada por el calor
Las altas temperaturas de soldadura pueden dañar los materiales aislantes o los circuitos de los sensores que rodean la celda de la batería. Una empresa automovilística aumentó en una ocasión la tasa de autodescarga del módulo de la batería en un 50 % debido a un control inadecuado del calor de la soldadura. Los ingenieros deben controlar la fluctuación de la temperatura de soldadura en ±15 ℃ en 0,1 segundos; esto equivale a instalar un "freno de temperatura de alta precisión" en la pistola de soldadura.
3- La solución: No existe una solución milagrosa, solo innovación en sistemas
Ante estos desafíos, la industria está explorando tres caminos innovadores:
a. "Terapia cóctel" de combinación de procesos
Soldadura híbrida por arco láser: Al combinar la precisión de la soldadura láser con las ventajas de la penetración de la soldadura por arco, la velocidad de soldadura de las aleaciones de aluminio se incrementa en un 40 %;
Tecnología de transición de metal frío (CMT): Mediante un control preciso de la entrada de calor, la zona afectada por el calor se reduce en un 60 %;
Sistema de compensación inteligente robótico: Ajusta automáticamente la trayectoria de la pistola de soldadura basándose en datos de escaneo de soldadura en tiempo real y aumenta la tasa de calificación de la soldadura de superficies curvas complejas del 75 % al 95 %.
b. "Precompromiso" en el aspecto del material
Algunas empresas han comenzado a desarrollar conjuntamente materiales compuestos "fáciles de soldar" con proveedores de materiales. Por ejemplo, la sensibilidad a las grietas por soldadura de una aleación de aluminio modificada nacional (material de aleación de aluminio ajustado por medios físicos, químicos o de proceso) se ha reducido del nivel 7 al nivel 3 (según las normas ISO). Aunque sacrifica el 5% del efecto de ligereza, aumenta el rendimiento de la soldadura al 98%.
c. "Gemelo digital" en la dimensión de detección
Mediante la recopilación de todos los datos del proceso de soldadura (corriente, temperatura, velocidad, etc.), combinados con modelos de IA para predecir la probabilidad de defectos. Tras la implementación de esta tecnología en una fábrica, la tasa de detección en línea de defectos de soldadura aumentó del 80% al 97% y el coste de los desechos se redujo en un 45%.
4- Nueva propuesta de los ingenieros: Encontrar certeza en la incertidumbre
a. La controversia sobre la tecnología CTC es esencialmente un juego entre la "optimización del sistema" y los "límites locales":
Si la velocidad de avance del proceso de soldadura es inferior a las expectativas de reducción de costes de las empresas automotrices, la CTC podría convertirse en una tecnología de nicho;
Si los materiales, los procesos y las tecnologías de prueba logran avances de forma coordinada, se espera que marquen el comienzo de una nueva era en el diseño estructural de vehículos eléctricos.
b. Para los ingenieros, es necesario reconstruir las capacidades desde dos dimensiones:
Integración de conocimientos interdisciplinarios: comprender el umbral sensible de las propiedades electroquímicas al aporte de calor de soldadura;
Capacidad de respuesta ágil: Un estudio de caso de un proveedor europeo muestra que el equipo que puede completar la optimización de los parámetros de soldadura de nuevos materiales de aleación en una semana triplica la probabilidad de obtener pedidos.
La tecnología CTC se encuentra en la encrucijada de la "innovación disruptiva" y la "trampa de la producción en masa". Puede que no reemplace por completo la tecnología existente, pero está impulsando la evolución del proceso de soldadura hacia una mayor precisión, una mayor compatibilidad y un control más inteligente. En esta maratón tecnológica, el verdadero ganador quizá no sea la empresa automovilística pionera, sino el equipo de ingeniería que convierte las «soldaduras imposibles» en «interfaces estandarizadas» en la fabricación.
Actualizaremos periódicamente la información y las tecnologías relacionadas con el diseño térmico y la reducción de peso. Gracias por su interés en Walmate.
En el camino hacia la potencia de cálculo de IA a exaescala, el supernodo CloudMatrix 384 de Huawei y el clúster GB200 NVL72 de NVIDIA se han convertido en dos cumbres tecnológicas de renombre mundial. No solo representan diferentes capacidades de integración de hardware, sino que también revelan profundamente dos filosofías fundamentales para construir sistemas de supercomputación.
Uno ha sido comparado con una "fiebre alta persistente", que enfrenta el desafío extremo de disipar el calor generado de manera constante y hermética por 384 chips en funcionamiento estable. El otro ha sido descrito como un "ataque epiléptico intermitente", que necesita domar el flujo de calor pulsante e intenso generado cuando 72 GPU de primer nivel trabajan en sincronía. Estas dos "etiologías" diferentes finalmente apuntan a "prescripciones" radicalmente distintas —es decir, soluciones de disipación de calor— y nos muestran claramente dos filosofías centrales de ingeniería en confrontación: sistemas de ingeniería deterministas versus innovación ágil en ecosistemas. Para cada empresa en la cadena de suministro, comprender esta confrontación es clave para definir su papel futuro.
1- El Origen de las Diferencias Centrales: La "Etiología" Determina la "Prescripción"
Desde el punto de partida del diseño, Huawei y NVIDIA tomaron caminos diferentes, lo que dio forma directamente a sus características térmicas distintivas:
Tabla 1: Comparación de las Características de la Fuente de Calor entre las Dos Rutas Tecnológicas
Esta diferencia entre "fiebre alta persistente" y "ataque epiléptico intermitente" no es en absoluto casual. Refleja que Huawei, como retador, optó por centrarse en el rendimiento total del sistema, persiguiendo a cualquier costo el límite extremo de densidad de cálculo dentro de un solo chasis; mientras que NVIDIA, como líder, tiene la tarea de construir un ecosistema que pueda colaborar de manera eficiente y sea fácil de adoptar, al tiempo que garantiza la ventaja de rendimiento absoluto de cada chip individual.
2- La Materialización de la Filosofía de Ingeniería: Dos Rutas de Refrigeración Líquida
Las dos filosofías de diseño diferentes encuentran su expresión más concentrada en las soluciones clave de refrigeración líquida, dando forma a la pila tecnológica completa desde el chip hasta la sala de servidores.
a. Huawei: La Práctica de Refrigeración Líquida de la Ingeniería de Sistemas Determinista
Esta es una filosofía de diseño de arriba hacia abajo, nacida para un objetivo determinista a nivel de sistema. Su núcleo consiste en implementar la disipación de calor como una parte clave de la infraestructura a través de una realización de ingeniería global, integrada y de alta confiabilidad, no meramente como un componente complementario.
Figura 1: Supernodo Huawei Ascend 384
· Precisión a Nivel de Chip y Conexión Confiable: Para garantizar que el calor del chip se transfiera eficientemente a la placa fría, Huawei se centra en la optimización de ingeniería de los materiales de interfaz. Aunque la información pública muestra que tienen reservas de patentes avanzadas en este campo (como cargas de carburo de silicio de alta esfericidad), sus soluciones específicas de aplicación en el supernodo no son públicas. Lo que es seguro es que sus soluciones buscan inevitablemente una resistencia térmica de interfaz extremadamente baja y una confiabilidad a largo plazo, para enfrentar el desafío de la "fiebre alta persistente".
· Redundancia a Nivel de Sistema y Control Inteligente: Adopta diseños redundantes como el suministro de líquido en anillo y desarrolla su propio controlador de gestión térmica (TMU) que actúa como el "centro neurálgico" del sistema. Este controlador puede lograr un cambio de 0 segundos entre tuberías y utiliza IA para la predicción de fallas, garantizando la determinabilidad y confiabilidad del enlace de disipación de calor de una manera definida por software. Esto es una manifestación típica de su pensamiento de ingeniería de sistemas.
· Integración de Infraestructura ("Integración Frío-Eléctrica"): A nivel de chasis, integra físicamente y gestiona de manera unificada la unidad de distribución de refrigeración líquida y la unidad de distribución de energía de alto voltaje. Este diseño "frío-eléctrico integrado" es la respuesta de ingeniería definitiva para enfrentar la densidad de potencia ultra alta por chasis, simplificar el despliegue y mejorar la eficiencia energética (reduciendo el PUE), representando la materialización de su diseño determinista desde el concepto hasta la forma física.
b. NVIDIA: El Marco de Refrigeración Líquida de la Innovación Ágil en Ecosistemas
Esta es una filosofía de diseño centrada en la GPU, que capacita al ecosistema global mediante la definición de estándares abiertos. Su núcleo es proporcionar un "plan" verificado que reduzca el umbral de aplicación para toda la industria y permita un despliegue escalable, eficiente y flexible.
· Estandarización a Nivel de Chip y Diseño de Referencia (VRD): NVIDIA proporciona diseños de referencia detallados para las GPU (como la serie Blackwell), definiendo claramente las interfaces de rendimiento como las dimensiones físicas de la placa fría, el consumo energético de diseño térmico (TDP), el flujo y la caída de presión. Esto equivale a proporcionar una "respuesta estándar" a todos los fabricantes de disipación de calor, encapsulando la complejidad dentro de componentes estándar y garantizando la compatibilidad y una línea base de calidad para los componentes fundamentales.
Figura 2: Módulo de servidor NVIDIA y placa fría líquida de microcanales
· Colaboración a Nivel de Ecosistema y Certificación de Soluciones: Colabora en profundidad con principales fabricantes de gestión térmica e infraestructura como Vertiv y Boyd para desarrollar y certificar conjuntamente soluciones de refrigeración líquida a nivel de chasis. Por ejemplo, la solución de chasis "Tier 2 Ready" de Vertiv es un producto pre-validado desarrollado basándose en el plan de NVIDIA, permitiendo a los operadores de centros de datos adquirir clústeres de refrigeración líquida listos para usar rápidamente, como si compraran equipos estándar.
· Capacitación mediante Gemelos Digitales y Aceleración del Despliegue: A través de la plataforma NVIDIA Omniverse, proporciona herramientas de gemelo digital y simulación para sistemas de refrigeración líquida de centros de datos. Los clientes pueden diseñar, validar y optimizar soluciones de disipación de calor en un entorno virtual, reduciendo enormemente el costo y el riesgo de la validación física y logrando una mayor agilidad desde el diseño hasta el despliegue.
Para comprender más claramente estas dos rutas, comparamos sus diferencias centrales a continuación:
Tabla 2: Modelo Huawei vs. Modelo NVIDIA: Panorama de Diferencias Clave
3- La Ilustración Histórica y la Futura Fusión
Esta competencia entre las dos rutas no es un caso aislado en la historia de la tecnología. En esencia, es otra representación clásica de la innovación por integración de sistemas frente a la innovación por ecosistemas de plataforma. Huawei se asemeja a Apple en la era de Steve Jobs, buscando un control absoluto de la experiencia del producto desde el nivel superior hasta el más básico; mientras que NVIDIA se parece más al Android de Google actual, impulsando la prosperidad de todo un ecosistema mediante el establecimiento de estándares centrales (el sistema Android/la arquitectura GPU).
Para la industria, la tendencia futura no es que una ruta reemplace por completo a la otra, sino que es posible que surja un cierto grado de fusión:
· En proyectos nacionales o empresariales que buscan el rendimiento computacional extremo, el atractivo de la "ingeniería de sistemas determinista" sigue siendo fuerte.
· En el vasto mercado comercial de computación en la nube, la "innovación ágil en ecosistemas" continuará expandiéndose debido a sus ventajas de velocidad y costo.
· Las chispas de innovación pueden nacer en la zona de intersección: incorporar una personalización más profunda y una optimización colaborativa dentro de los estándares de ecosistemas abiertos.
4- Conclusión
Por lo tanto, la disputa en disipación de calor entre Huawei y NVIDIA es, en esencia, un enfrentamiento entre dos competencias centrales en la era de la IA: una busca lograr un rendimiento extremo y determinista a través de la integración profunda de la ingeniería de sistemas; la otra impulsa la innovación ágil y la rápida adopción masiva de la industria mediante la construcción de estándares abiertos y un ecosistema. Este enfrentamiento traza un camino claro para los participantes en la cadena de suministro: actuar como "fuerzas especiales", vinculándose profundamente para asaltar fortalezas específicas a nivel de sistema; o actuar como "ejército principal", integrándose en el ecosistema para explorar mercados en las vastas llanuras de los estándares. En última instancia, el resultado no solo depende de la tecnología en sí, sino también de la comprensión de la lógica de la evolución industrial y de una definición clara de la posición propia en el panorama futuro.
Actualizaremos periódicamente la información y las tecnologías relacionadas con el diseño térmico y la reducción de peso. Gracias por su interés en Walmate.
Cuando el "gran tamaño" de la celda se convierte en consenso, la "fortaleza" del Pack se transforma en un nuevo campo de batalla
La industria del almacenamiento de energía está entrando en una era de gran aumento de la capacidad de las celdas, y la transición de 280Ah a más de 500Ah ya es una realidad en curso. Mientras la industria se centra en el "tamaño" de las celdas, la "fortaleza" del Pack, es decir, su capacidad de soporte estructural mecánico y de gestión segura, se está convirtiendo en un nuevo foco competitivo. Independientemente de cómo evolucionen el sistema químico y la capacidad de las celdas, sus fuerzas de expansión, la energía de fuga térmica y las cargas mecánicas, en última instancia, deben ser soportadas por el chasis inferior del Pack, que constituye la base mecánica.
Este artículo explorará, desde la perspectiva del diseño estructural, cómo el chasis inferior del Pack puede satisfacer las diversas necesidades mecánicas y de gestión térmica en el contexto de la divergencia de las rutas tecnológicas de las celdas, y cómo construir capacidades de ingeniería adaptables de manera sostenible.
1- Análisis Mecánico de las Tres Principales Rutas Tecnológicas: El Trilema de Carga, Calor y Espacio
El aumento de la capacidad de las celdas cambia directamente las condiciones límite del diseño del sistema del Pack. Como el "esqueleto" y la "piel" del sistema, el chasis inferior necesita responder de nuevo a tres preguntas fundamentales:
a. Análisis Mecánico de la ruta de 587Ah (Alta Integración)
Demanda central: Lograr una densidad de energía ≥6 MWh dentro de un contenedor estándar de 20 pies, lo que impulsa diseños extremadamente compactos como "4 columnas y 8 clústeres comunes".
Desafíos para el chasis inferior:
· Optimización del soporte estructural: Con un aumento de la masa total y una reducción de los puntos de apoyo, el chasis necesita optimizar las rutas de transferencia de carga, equilibrando la rigidez global con la resistencia local en áreas críticas, para garantizar la estabilidad estructural durante el transporte y la operación.
· Integración estructural de la gestión térmica: El sistema de refrigeración líquida se integra profundamente con la placa base del chasis y las estructuras de soporte, actuando como núcleo de la gestión térmica y participando en el soporte estructural general. El diseño debe garantizar la confiabilidad y durabilidad del sellado del sistema de enfriamiento bajo cargas estructurales a largo plazo y ciclos térmicos.
Figura 1: Simulación del chasis inferior de un Pack de almacenamiento de energía.
· Coordinación precisa del espacio: El chasis debe reservar espacios adecuados dentro de un espacio limitado para la expansión de las celdas, el desplazamiento térmico de las conexiones eléctricas y las tuberías de protección contra incendios, logrando una coexistencia confiable de todos los subsistemas en un diseño compacto.
b. Análisis Térmico y Estructural Correspondiente de la Ruta de 684Ah (Capacidad Ultra Alta)
Demanda central: Minimizar el costo por Wh maximizando la capacidad de celda individual, pero generando efectos de concentración a nivel físico.
Desafíos para el chasis inferior:
· Efecto "focal" de la fuerza de expansión: La fuerza de expansión de una celda individual no tiene una relación lineal con su capacidad, sino que se acerca a un crecimiento exponencial. El marco interno del chasis requiere un sistema de "contención" más robusto y uniforme, para distribuir el estrés concentrado de expansión a través de todo el chasis y evitar deformaciones plásticas locales.
· Dilema de la "uniformidad" en la gestión térmica: Un cuerpo de mayor generación de calor requiere rutas de conducción térmica más eficientes. El material, el grosor de la placa base del chasis y el diseño de la interfaz de contacto con la parte inferior de la celda (como la tasa de compresión establecida para las almohadillas térmicas) se vuelven cruciales. En caso de fuga térmica, una mayor liberación de energía plantea mayores exigencias a la capacidad de dirección del flujo de los canales de alivio de presión y a la duración de la resistencia al fuego de los cortafuegos internos.
· Respuesta estructural a la concentración de peso: Celdas individuales más pesadas alteran los modos de vibración general del Pack. El chasis inferior requiere nuevas simulaciones de fatiga para evitar la resonancia a frecuencias específicas, lo que podría provocar el aflojamiento de conectores o el agrietamiento estructural.
c. Explicación de Adaptación de Fabricación de la Ruta de 392Ah (Transición Robusta)
Demanda central: Se centra en lograr un equilibrio entre rendimiento, costo y eficiencia de entrega, proporcionando al mercado soluciones completamente validadas.
Desafíos para el chasis inferior:
· Implementación estable de soluciones maduras: Basándose en sistemas de diseño y procesos validados, garantizar la consistencia del producto mediante un control estricto del proceso de fabricación, apoyando un ritmo de producción en masa rápido y estable.
· Sinergia profunda de la cadena de suministro: Apoyándose en un sistema de suministro maduro, mejorar continuamente la competitividad del costo integral del producto mediante la selección de materiales, la optimización de procesos y las compras a gran escala.
2- Mentalidad de Ingeniería para Enfrentar la Divergencia:
Ante múltiples rutas tecnológicas, los proveedores de chasis inferiores no pueden reconstruir su sistema tecnológico para cada una. La solución real radica en una respuesta precisa basada en plataformas: adaptarse eficientemente a diferentes necesidades mediante un diseño modular escalable.
a. Enfocarse en los Principios Físicos y Modos de Colaboración Comunes
La iteración de celdas sigue leyes físicas estables. Basándonos en parámetros clave, establecemos un proceso de evaluación colaborativa que, combinado con datos de materiales y estructuras, permite juzgar rápidamente la viabilidad de nuevas celdas, identificar riesgos de compatibilidad en etapas tempranas, ayudar a converger en una dirección de diseño y reducir iteraciones posteriores.
Figura 2: Chasis inferior de Pack de almacenamiento de 587Ah
b. Construir un Sistema Flexible de "Interfaz Estándar + Módulos Configurables"
Para satisfacer las demandas de personalización derivadas de la divergencia de rutas tecnológicas, hemos establecido un sistema de diseño claro con interfaces estandarizadas y módulos internos configurables:
· Interfaces externas unificadas: Los puntos de instalación y posicionamiento del chasis con el contenedor de almacenamiento, las interfaces de penetración eléctrica y los puntos de conexión del sistema de refrigeración siguen estrictamente las especificaciones comunes de la industria, garantizando compatibilidad a nivel de sistema y consistencia en el ensamblaje.
· Estructura interna configurable: Ofrecemos una serie de componentes de soporte interno y soluciones integradas de gestión térmica que pueden combinarse flexiblemente según el tamaño y la disposición de las celdas.
· Módulo integrado de gestión térmica: El módulo de gestión térmica emplea un diseño modular, centrado en optimizar el control del aumento de temperatura y la uniformidad térmica de las celdas, permitiendo adaptarse flexiblemente a las necesidades de gestión térmica de diferentes rutas tecnológicas.
c. Implementar Líneas de Producción Flexibles con un Enfoque de "Fabricación como Diseño"
Para adaptarnos a la diversidad de rutas tecnológicas, nuestro sistema de fabricación se organiza en torno a una plataforma base escalable y un ensamblaje modular:
· Fabricación de la plataforma base del chasis: Garantiza la precisión y consistencia de la estructura principal, proporcionando un soporte confiable para diferentes configuraciones.
· Unidades de ensamblaje modular: Permiten seleccionar y ensamblar de manera flexible los módulos de soporte interno y gestión térmica correspondientes, según el tamaño y disposición de las celdas. Con esta configuración, podemos realizar cambios eficientes en la producción de productos de diferentes rutas tecnológicas dentro de la misma línea, ayudando a los clientes a enfrentar los desafíos de cadena de suministro y entrega que surgen del desarrollo paralelo de múltiples rutas.
3- Redefinición del Valor del Chasis Inferior: De Soporte Pasivo a Capacitación Activa
El chasis inferior está evolucionando de un contenedor pasivo a un componente clave que capacita activamente al sistema, impactando directamente la seguridad, la densidad de energía y el costo de todo el ciclo de vida:
a. Estructura de Soporte de Seguridad: Proporciona canales estructurales confiables y una base de instalación para el alivio de presión a nivel del sistema y los cortafuegos, construyendo conjuntamente una protección de seguridad multinivel junto con el control de propagación térmica.
b. Soporte de Densidad de Energía: El diseño liviano y de alta resistencia reduce su propio peso y ocupación de espacio, dejando más margen de rendimiento para las celdas y el sistema de refrigeración.
c. Garantía de Confiabilidad a Largo Plazo: La integridad estructural y el diseño de durabilidad a la fatiga permiten que el sistema enfrente desafíos continuos como ciclos prolongados y vibraciones durante el transporte.
4- Conclusión: Construyendo un Puente entre una Cadena de Suministro Divergente y una Demanda Final Determinada
Con la evolución de la tecnología de celdas, los sistemas de almacenamiento de energía continúan persiguiendo seguridad, alta densidad y bajo costo. El chasis inferior debe proporcionar una base de soporte confiable y adaptable, respondiendo a diferentes rutas tecnológicas mediante modularidad y fabricación flexible. La competencia en la industria se está desplazando hacia la ingeniería a nivel de sistemas, y el chasis del Pack es un eslabón clave dentro de este proceso.
Actualizaremos periódicamente la información y las tecnologías relacionadas con el diseño térmico y la reducción de peso. Gracias por su interés en Walmate.
Durante décadas de desarrollo de centros de datos, la refrigeración por aire ha sido la opción predominante. Sin embargo, el lanzamiento de la serie GB200 de NVIDIA está rompiendo este equilibrio por completo. Cuando la densidad de computación alcanza nuevas alturas, los métodos de refrigeración tradicionales ya no pueden satisfacer la demanda. La tecnología de refrigeración líquida ha pasado oficialmente de un papel secundario a uno principal, convirtiéndose en una infraestructura clave para sustentar la potencia de cómputo de IA.
1- Cambio Fundamental en el Lado de la Demanda
a. La Densidad de Potencia Supera el Punto Crítico
Se estima que la densidad de potencia del gabinete GB200 NVL72 superará los 30 kW/gabinete, una cifra muy por encima del límite de disipación de 15-20 kW de la tecnología tradicional de refrigeración por aire. Esto significa:
· Elección inevitable de la ruta tecnológica: La refrigeración líquida pasa de "ser una opción a considerar" a ser "la única opción".
· Cambio cualitativo en el espacio de mercado: Cada despliegue de GB200 representa una demanda segura de refrigeración líquida.
· Aumento significativo del valor: El valor del sistema de refrigeración líquida para un solo gabinete alcanza el nivel de varios cientos de miles de RMB (decenas de miles de euros/dólares).
b. Actualización de los Requisitos de Fiabilidad
A medida que aumenta la densidad de potencia de cómputo por gabinete, el valor comercial que soporta también crece exponencialmente. La fiabilidad del sistema de refrigeración líquida está directamente relacionada con:
· Continuidad del negocio: Una sola falla en la refrigeración podría resultar en una pérdida de potencia de cómputo valorada en millones.
· Vida útil del sistema: Por cada aumento de 10°C en la temperatura, la vida útil de los componentes electrónicos se reduce a la mitad.
· Estabilidad del rendimiento: La eficiencia de la refrigeración afecta directamente la capacidad del chip para mantener un rendimiento máximo de forma sostenida.
2- Mejora Integral de los Requisitos Técnicos
a. Requerimiento Escalonado en Eficiencia de Refrigeración
El GB200 impone requisitos sin precedentes para el sistema de refrigeración:
· Duplicación del rendimiento de conducción de calor
· El coeficiente de conductividad térmica de la placa fría debe ser 3-5 veces mayor que el de las soluciones tradicionales
· La resistencia térmica de contacto debe reducirse en un orden de magnitud
Figura 1 - Placa fría líquida de microcanales
b. Control de Precisión del Flujo
· Se requiere lograr una precisión de control de flujo dentro de ±1%
· Debe admitir el ajuste dinámico del flujo para adaptarse a diferentes condiciones de carga
c. Uniformidad de la Temperatura
· La diferencia de temperatura en la superficie del chip debe controlarse dentro de los 5°C
· Evitar puntos calientes locales que afecten la estabilidad del sistema
3- Salto en la Complejidad de la Integración del Sistema
El sistema de refrigeración líquida ha evolucionado de un simple suministro de componentes a un complejo proyecto de ingeniería de sistemas:
a. Modo Tradicional:
· Suministro de placas frías estandarizadas
· Conexiones de tuberías simples
· Funciones básicas de monitoreo
b. Era del GB200:
· Diseño de arquitectura de refrigeración líquida a nivel de gabinete
· Sistema inteligente de distribución de flujo
· Monitoreo en tiempo real del estado de salud
· Capacidad de mantenimiento predictivo
Figura 2 - Gabinete NVIDIA GB200
4- Mejora Integral de las Barreras Competitivas
En el nuevo entorno del mercado, las empresas necesitan superar umbrales más altos:
a. Barreras Técnicas
Las empresas de refrigeración líquida deben superar las limitaciones de una sola disciplina y construir un sistema tecnológico integral multidisciplinario. La profunda integración de tecnologías como el diseño de microcanales, la ciencia de materiales y la mecánica de fluidos se convierte en un umbral básico, mientras que la capacidad de simulación térmica y optimización a nivel de chip pone a prueba la acumulación técnica profunda de la empresa. Esto ya no es una simple mejora de procesos, sino un proyecto de ingeniería sistemática que requiere inversión en I+D a largo plazo.
b. Barreras de Certificación
El sistema de certificación de la industria se está volviendo cada vez más estricto. Las empresas no solo deben pasar las rigurosas pruebas de confiabilidad establecidas por los fabricantes de servidores, sino también obtener la certificación técnica del fabricante original de chips. Este requisito de doble certificación no solo verifica el rendimiento técnico del producto, sino que también pone a prueba el sistema de calidad de la empresa y su capacidad de suministro estable y continua, convirtiéndose en un pase obligatorio para ingresar a la cadena de suministro central.
c. Barreras de Servicio
A medida que el sistema de refrigeración líquida se actualiza a un subsistema central, la capacidad de servicio se ha convertido en un elemento competitivo clave. Las empresas necesitan establecer una red de respuesta rápida con cobertura nacional y construir un sistema de operación y mantenimiento profesional 7x24 horas. Esta capacidad de servicio no solo requiere la puntualidad del soporte técnico, sino también una solución de servicio integral de principio a fin que incluya mantenimiento preventivo y manejo de emergencias, convirtiéndose verdaderamente en un socio confiable para el cliente.
Actualizaremos periódicamente la información y las tecnologías relacionadas con el diseño térmico y la reducción de peso. Gracias por su interés en Walmate.
En la historia de la evolución de la arquitectura computacional, algunos momentos no pasan desapercibidos. El lanzamiento del GB200 NVL72 de NVIDIA es uno de esos momentos: no es solo un nuevo producto, sino una reinvención fundamental del concepto de servidor.
Durante tres décadas, "servidor" ha significado una unidad de chasis estandarizada: en su interior, una placa base, CPU, memoria, discos duros y tarjetas de expansión, interconectados mediante interfaces estándar de la industria. Lo medimos en unidades "U", lo apilamos en bastidores y lo conectamos en red. Sin embargo, el GB200 NVL72 está desmantelando esta definición establecida desde su mismo núcleo.
Su esencia ya no es la de "un servidor", sino la de una "computadora" con la forma de un bastidor completo. Los componentes tradicionales del servidor se deconstruyen y luego, a una escala mayor, se reintegran en un todo computacional inseparable mediante NVLink-C2C, refrigeración líquida y gestión de energía a nivel de bastidor. Esto ya no es una simple actualización, sino un profundo cambio de paradigma.
1- ¿Qué es un "servidor"? La respuesta a esta pregunta está cambiando
Durante treinta años, hemos entendido un servidor como un chasis estandarizado: dentro hay una placa base, CPU, memoria, discos duros, tarjetas de expansión, todos los componentes siguen estándares de la industria, permitiendo su reemplazo y actualización arbitrarios.
Pero el cambio del GB200 es fundamental:
· El núcleo de computación ya no son CPU y GPU independientes, sino el superchip GB200: una unidad integral que integra profundamente CPU y GPU.
· La interconexión ya no depende de ranuras PCIe estándar, sino de una placa posterior NVLink personalizada.
· La refrigeración ya no es un accesorio opcional, sino un sistema integrado de refrigeración líquida.
· La unidad básica de despliegue ha pasado de ser el "chasis" al "bastidor".
Los diversos componentes del servidor tradicional son "desintegrados" y luego reintegrados a la escala mayor del bastidor. Esto no es una evolución, sino una reconstrucción.
Tabla 1- Reconfiguración de la arquitectura física: de "chasis" a "rack"
2- Los Tres Pilares de la "Arquitectura a Nivel de Bastidor"
El diseño tradicional de servidores implica equilibrar y comprometerse dentro de un chasis cerrado. Por el contrario, la arquitectura a nivel de bastidor representada por el GB200 plantea el diseño a alto nivel del enfriamiento, la interconexión, la alimentación y la gestión como un sistema completo en una dimensión completamente nueva. Esto ya no es apilar componentes, sino una integración profunda a nivel de sistema. Detrás de esto, depende de la innovación sinérgica de tres pilares centrales.
Pilar 1: De la "Interconexión en Red" al "Bus de Placa Posterior"
En los centros de datos tradicionales, los servidores son nodos independientes que se comunican a través de una red (como Ethernet). En el GB200 NVL72, el tejido NVLink dentro del bastidor ha reemplazado en función al bus de una placa base tradicional, convirtiéndose en el "esqueleto" que conecta todas las unidades de computación. Este cambio permite que los 72 GPU dentro del bastidor trabajen en concierto como un solo GPU gigante, optimizando el ancho de banda de comunicación y la latencia en varios órdenes de magnitud.
Pilar 2: El Enfriamiento se Actualiza de "Equipamiento de Soporte" a "Subsistema Central"
Cuando la densidad de computación avanza desde decenas de kilovatios por bastidor hacia cientos de kilovatios, las tecnologías de refrigeración por aire tradicionales ya no son una opción. La refrigeración líquida deja de ser un "equipamiento de soporte" opcional para convertirse en un subsistema central, a la par con la computación y la interconexión. Su diseño determina directamente el rendimiento y la estabilidad operativa de todo el sistema, siendo la clave para pasar de "utilizable" a "de alto rendimiento".
Pilar 3: La "Centralización y Reestructuración" de la Gestión y la Alimentación
El GB200 adopta una alimentación y gestión centralizadas a nivel de bastidor. Esto no solo busca mejorar la eficiencia de conversión de energía, sino que redefine el grado de acoplamiento del sistema. Trae consigo un cableado más simple y una vista de gestión unificada, pero también amplía el dominio de fallos de un solo servidor a todo el bastidor, imponiendo nuevos requisitos de paradigma para las operaciones y el mantenimiento.
3- Reconfiguración y Transferencia de la Cadena de Valor
La "arquitectura a nivel de bastidor" representada por el GB200 tiene una influencia que trasciende con creces la tecnología misma, delineando claramente una nueva curva de la cadena de valor de la industria. La distribución de valor tradicional se está rompiendo, mientras que nuevos puntos de alto valor se están formando silenciosamente en la integración a nivel de sistema y la sinergia entre hardware y software.
Fabricantes de Servidores: Transformación Estratégica de "Definidores" a "Integradores"
Los gigantes tradicionales de servidores, como Dell e HPE, se enfrentan a la migración de su valor central. Las capacidades sobre las que una vez sobrevivieron—diseño de placas base, optimización del sistema y producción estandarizada—están viendo disminuida su importancia en sistemas altamente personalizados e integrados de fábrica como el GB200.
Sin embargo, dentro de la crisis yace una nueva oportunidad estratégica:
· Valor Ascendente: El foco de la competencia se desplaza del diseño interno del servidor a la refrigeración líquida, la eficiencia energética y la distribución estructural a nivel de bastidor.
· Extensión del Valor: La competencia central se extiende desde la fabricación de hardware hasta los servicios profesionales de despliegue a gran escala, la gestión de operaciones multiplataforma y la capacidad de integración con los entornos de TI empresarial.
Esto significa que el papel de los fabricantes de servidores se está transformando de "definidores" de productos estándar a "integradores y habilitadores avanzados" de sistemas complejos.
"Adquisición Estratégica" de los Proveedores de Nube: Buscando el Equilibrio entre la Dependencia y la Autonomía
Para los proveedores de nube a hiperescala (Hyperscalers), el GB200 es a la vez una necesidad estratégica y una advertencia estratégica.
· Táctica a Corto Plazo: Como referente definitivo en potencia de cálculo, adquirir GB200 es una elección inevitable para satisfacer la demanda del mercado de capacidad de computación IA de primer nivel.
· Estrategia a Largo Plazo: Para prevenir riesgos de la cadena de suministro y el bloqueo tecnológico, el desarrollo propio de chips de IA (como TPU, Trainium, Inferentia) se ha convertido en una estrategia central para la autonomía futura.
El comportamiento de los proveedores de nube ejemplifica vívidamente la compleja ponderación entre eficiencia y autonomía, y entre el mercado a corto plazo y el control a largo plazo.
Evolución en la Toma de Decisiones del Usuario Final: De Evaluar "Componentes" a Considerar "Resultados"
Para los tomadores de decisiones técnicas del usuario final (CTO, VP de Tecnología), el paradigma de evaluación para las adquisiciones está experimentando un cambio fundamental.
Lista de Adquisición Tradicional:
· Número de núcleos y frecuencia de la CPU
· Modelo y cantidad de GPU
· Capacidad y velocidad de la memoria y el almacenamiento
Consideraciones Estratégicas Actuales:
· Métricas de Eficiencia: Rendimiento por vatio, tiempo total de entrenamiento del modelo.
· Costo Total de Propiedad: Costo integral que incluye hardware, energía, operaciones, mantenimiento y mano de obra.
· Agilidad del Negocio: Ciclo de tiempo desde el despliegue hasta la obtención de resultados.
Esta transición marca un cambio clave en la mentalidad de la adquisición de tecnología empresarial, pasando de ser un centro de costos a una inversión en productividad.
El GB200 ha redefinido la unidad de computación: del "servidor" al "bastidor". Esto no es solo una actualización de rendimiento, sino un cambio completo en el paradigma de la arquitectura. La búsqueda de la eficiencia ha superado el mero apilamiento de componentes, y la cadena de valor de la industria se está reconfigurando. En medio de este cambio, lo único cierto es: adáptate a él, o quedarás relegado.
Una nueva era de la computación ha comenzado.
Actualizaremos periódicamente la información y las tecnologías relacionadas con el diseño térmico y la reducción de peso. Gracias por su interés en Walmate.

Cuando su equipo tiene múltiples puntos calientes principales y estos son independientes, tienen diferentes consumos de energía o requieren enfriamiento aislado, las placas líquidas tradicionales de canal único se quedan cortas. La placa de agua con múltiples circuitos y tubos de cobre incrustados es la clave para resolver este problema.
1- ¿Por qué elegir múltiples circuitos? Tres escenarios que abordan los puntos críticos
a. Aislamiento de interferencia térmica para garantizar el rendimiento de las unidades centrales
Cuando dispositivos como IGBTs y diodos, o CPUs y GPUs, están densamente distribuidos, un único canal de flujo causa "interferencia" térmica mutua, obligando a los dispositivos de baja temperatura a operar a altas temperaturas. El diseño multicircuito actúa como un "sistema de aire acondicionado dedicado" para cada dispositivo, eliminando por completo la interferencia térmica. Garantiza que cada unidad funcione dentro de su rango de temperatura óptimo, mejorando así el rendimiento y la estabilidad general del sistema.
b. Logro de redundancia del sistema para crear una arquitectura de alta confiabilidad
En campos con requisitos de extrema confiabilidad (como servidores, estaciones base de comunicaciones), la falla de un único circuito de refrigeración implica la caída del sistema. El diseño multicircuito permite construir un sistema de refrigeración redundante "N+1". Si un circuito falla inesperadamente, los demás pueden seguir proporcionando capacidad de disipación de calor básica, ganando un tiempo valioso para el mantenimiento del sistema. Es la base para lograr un diseño de alta disponibilidad.
c. Adaptación a diseños de forma irregular y necesidades de disipación de calor diferenciadas
Frente a fuentes de calor distribuidas de manera irregular, un único canal de flujo dificulta lograr una disipación de calor uniforme. La solución multicircuito permite un "diseño a la medida". Puede personalizar flexiblemente la trayectoria de cada tubo de cobre según la forma y disposición real de las fuentes de calor, cubriendo con precisión cada punto caliente con la ruta de flujo óptima. Simultáneamente, se pueden asignar circuitos de alto flujo a dispositivos de alta potencia y circuitos de bajo flujo a dispositivos de baja potencia, logrando la asignación óptima de recursos de disipación de calor.
Figura 1: Placa de refrigeración líquida multicircuito con tubos de cobre incrustados
2- Esencia del Diseño y Fabricación: ¿Cómo Equilibrar Rendimiento y Confiabilidad en un Espacio Limitado?
En el diseño de circuitos múltiples, el espacio entre canales de flujo es un factor clave que determina el éxito o el fracaso.
a. Límite Térmico: Previniendo el "Cortocircuito Térmico"
Si el espacio entre canales de flujo adyacentes es demasiado pequeño, incluso si los canales son independientes, el calor se transferirá rápidamente a través de la placa base de aluminio intermedia, reduciendo significativamente la efectividad del aislamiento. Mediante simulación y pruebas, hemos establecido el principio de un espacio básico ≥ 1.5 veces el diámetro del tubo, garantizando así la independencia térmica.
b. Límite Estructural: Defendiendo la "Línea Vital de Resistencia a la Presión"
La placa base de aluminio entre los canales de flujo es el eslabón débil para soportar la presión interna. Un espacio demasiado estrecho provoca una resistencia insuficiente de las aletas, con riesgo de desgarro bajo impactos de presión. A través de simulaciones de estrés mecánico, nos aseguramos de que, en cualquier condición de operación, el estrés entre los canales de flujo esté muy por debajo del límite elástico del material, eliminando fundamentalmente el riesgo de "estallido de la placa".
Figura 2: Placa de refrigeración líquida con tubos de cobre incrustados
c. Límite del Proceso: Asegurando la "Fabricación de Precisión"
Un espacio estrecho representa un gran desafío para las herramientas de fresado de ranuras. Basándonos en una amplia experiencia de fabricación, relacionamos el espacio con el diámetro de la herramienta. Esto garantiza un mecanizado eficiente y, al mismo tiempo, produce paredes de ranura lisas y uniformes, sentando las bases para el posterior anidamiento firme del tubo de cobre y una unión de baja resistencia térmica.
3- Puntos Clave para la Implementación de Ingeniería
Un diseño multicircuito exitoso requiere atención a los siguientes aspectos clave:
a. Diseño Colaborativo
Se recomienda integrar el diseño térmico y mecánico desde la fase conceptual, considerando integralmente la distribución de los canales de flujo, la resistencia estructural y la capacidad de fabricación, para evitar cambios de diseño posteriores.
b. Control de Procesos
• Emplear fresado de ranuras CNC de alta precisión para garantizar las tolerancias del ancho de la ranura y la calidad superficial.
• Utilizar tecnología de doblado de tubos con mandril para asegurar la permeabilidad y la uniformidad del espesor de la pared después del curvado del tubo de cobre.
• Aplicar un proceso confiable de anidación y fijación para prevenir el desplazamiento del tubo de cobre bajo condiciones de vibración.
c. Verificación y Pruebas
Un sistema de pruebas integral debe incluir:
• Prueba de estanqueidad al 100%
• Pruebas de característica caudal-caída de presión
• Verificación del rendimiento de la resistencia térmica
•Prueba de presión de ruptura
En resumen, la placa de agua con múltiples circuitos y tubos de cobre incrustados es una herramienta poderosa para resolver problemas de disipación de calor con múltiples fuentes térmicas complejas. La clave del éxito reside en comprender profundamente su lógica de diseño y encontrar el punto de equilibrio óptimo entre rendimiento y confiabilidad.
Actualizaremos periódicamente la información y las tecnologías relacionadas con el diseño térmico y la reducción de peso. Gracias por su interés en Walmate.
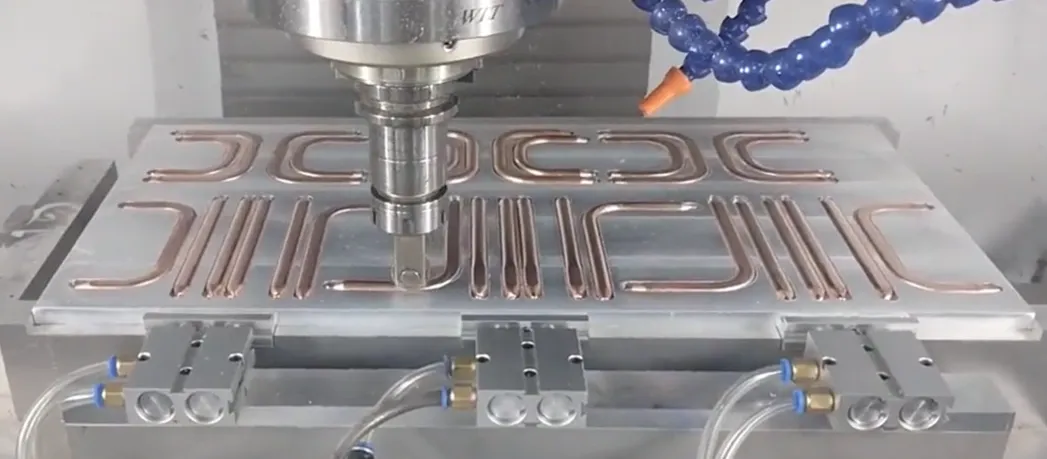
1-Pretratamiento del Tubo de Cobre (Doblado y Aplanado)
Objetivo: Dar forma a un tubo de cobre recto y redondo en una configuración plana que se ajuste perfectamente al diseño del canal de flujo.
a. Selección del Material: ¿Por qué Cobre Libre de Oxígeno?
El cobre libre de oxígeno (C1220), con una pureza del 99.9% y sin óxidos en los límites de grano, posee una ductilidad excepcional, similar a la masa. Esto permite doblarlo y aplanarlo sin que se agriete o generen microfisuras, garantizando la fiabilidad posterior.
b. Radio de Doblado: El Límite de Seguridad
El radio de doblado mínimo ≥ 1.5 veces el diámetro del tubo es una regla inquebrantable. Por debajo de este valor, la pared exterior del tubo se estira en exceso, adelgazándose e incluso pudiendo romperse. El uso de una dobladora con mandril es clave para evitar arrugas en el interior de la curva.
c. Aplanado: Una "Reducción" de Precisión
El aplanado no es simplemente aplastar el tubo, sino una deformación plástica controlada mediante matrices de precisión. La altura del canal después del aplanado no debe ser inferior al 30% del diámetro interno original. El objetivo principal es garantizar un espesor de pared uniforme tras el aplanado; no deben aparecer pliegues muertos locales o adelgazamientos excesivos, ya que estos puntos se convertirían en futuras fugas.
Figura 1: Doblado de tubo de calor
d. Decisión de Secuencia: ¿Doblar primero o aplanar primero?
Es imperativo "doblar primero, aplanar después". Doblar un tubo redondo es un proceso maduro y controlable. Si se aplanara primero, el tubo aplanado sería casi imposible de doblar con radios pequeños y alta calidad, además de que la pared interna del canal se deformaría severamente, incrementando drásticamente la resistencia al flujo.
2-Mecanizado de la Placa Base (Fresado de Ranuras de Precisión)
Objetivo: Mecanizar "pistas" dimensionalmente precisas en la placa base de aluminio para alojar el tubo de cobre incrustado.
Figura 2: Tubo de cobre incrustado
a. Diseño del Ancho de la Ranura: Ajuste por Interferencia
El ancho de la ranura debe diseñarse ligeramente menor que el ancho del tubo de cobre aplanado (normalmente 0.05-0.1 mm menos), creando un "ajuste por interferencia". Esto permite que la ranura "agarre" firmemente el tubo de cobre mediante fuerza de fricción, constituyendo la base para la fijación preliminar y la reducción de la resistencia térmica de contacto.
b. Control de la Profundidad de la Ranura: Sobredimensionado para el Mecanizado por Volado
La profundidad de la ranura determina la altura que el tubo de cobre sobresaldrá de la superficie de la placa base después de ser incrustado. Esta altura es el sobredimensionado para el posterior proceso de mecanizado por volado. La uniformidad en la profundidad de la ranura influye directamente en la uniformidad del espesor de pared residual final del tubo de cobre.
c. Herramienta y "Vibración de la Herramienta"
Al fresar ranuras estrechas y profundas, la relación longitud-diámetro de la fresa es grande, lo que facilita la "vibración" (o "trémor"), causando rugosidad en las paredes de la ranura y desviaciones dimensionales. Por lo tanto, el espacio entre canales de flujo no puede ser demasiado pequeño; es esencial reservar espacio para la resistencia y rigidez de la herramienta.
d. Limpieza: La Calidad Invisible
Después del fresado de las ranuras, las virutas de aluminio y los residuos de aceite deben eliminarse al 100%. Cualquier residuo formará una capa aislante entre el tubo de cobre y la placa base de aluminio, aumentando significativamente la resistencia térmica de contacto y degradando enormemente el rendimiento térmico.
3-Anidación y Fijación
Objetivo: Insertar con precisión el tubo de cobre conformado en la ranura de la placa base y formar una unión sólida y estable.
a. Ajuste por Interferencia: La Fuerza de Sujeción Principal
Mediante un diseño dimensional preciso y el uso de una fuerza externa aplicada por una prensa, el tubo de cobre es "comprimido" dentro de la ranura, que es ligeramente más estrecha. La fuerza de recuperación elástica del material mismo genera una enorme presión de contacto, que constituye la fuente principal de la fuerza de fijación.
Figura 3: Fijación del tubo de calor
b. Fijación Auxiliar: Prevención del "Efecto Balancín"
Si se confía únicamente en el ajuste por interferencia, los extremos del tubo de cobre podrían levantarse bajo estrés térmico. Se requiere fijación auxiliar: micro soldadura por puntos (alta resistencia, pero requiere control térmico) o epoxi de alta conductividad térmica (bajo estrés, pero con riesgo de envejecimiento).
c. El Enemigo de la Resistencia Térmica de Interfaz
El aire entre el tubo de cobre y la ranura de aluminio es un mal conductor del calor y es la fuente principal de la resistencia térmica de interfaz. El adhesivo de alta conductividad térmica o la soldadura pueden llenar los micro huecos, desplazando el aire y reduciendo significativamente la resistencia térmica.
d. Alerta sobre Corrosión Electroquímica
El aluminio y el cobre pueden formar una pila galvánica en presencia de un electrolito, donde el aluminio, actuando como ánodo, se corroe. Es imperativo garantizar la estanqueidad del sistema de refrigeración y utilizar agua desionizada o líquido refrigerante con inhibidores de corrosión, para cortar la ruta de corrosión a nivel del sistema.
4-Conformado de Superficie (Mecanizado por Volado vs. Incrustación Profunda)
Objetivo: Formar una superficie de disipación de calor final, con alta planicidad y baja resistencia térmica, lista para el montaje de chips.
a. Proceso de Mecanizado por Volado: El Rey del Rendimiento
Utiliza una herramienta ultra dura para cortar simultáneamente el cobre y el aluminio, creando una superficie perfecta y coplanar. Esto permite que la fuente de calor haga contacto directo y sobre un área grande con el tubo de cobre, que es altamente conductor, logrando la resistencia térmica más baja posible.
b. Proceso de Tubo Profundamente Incrustado: El Guardián de la Confiabilidad
El tubo de cobre redondo se incrusta y se rellena con epoxi de alta conductividad térmica. El tubo de cobre mantiene su forma circular, otorgando una mayor capacidad de resistencia a la presión. El material de relleno proporciona protección adicional y amortiguación de tensiones, resultando en una mayor confiabilidad, aunque con una resistencia térmica ligeramente superior a la del mecanizado por volado.
c. Espesor de Pared Final: La Línea Vital
El objetivo central de control en el proceso de mecanizado por volado es el espesor de pared residual final del tubo de cobre. Se debe lograr un equilibrio entre el rendimiento (pared delgada) y la confiabilidad/prevención de cortes (pared gruesa), típicamente controlado dentro del rango óptimo de 0.15-0.3 mm.
d. Planicidad: La Garantía del Contacto
Independientemente del proceso utilizado, la planicidad de la superficie de montaje (generalmente requerida < 0.1 mm) es un indicador obligatorio. Cualquier variación a nivel micrométrica debe rellenarse con pasta térmica; una planicidad deficiente provoca un aumento drástico de la resistencia térmica de contacto y el consiguiente fallo en la disipación del calor.
Actualizaremos periódicamente la información y las tecnologías relacionadas con el diseño térmico y la reducción de peso. Gracias por su interés en Walmate.

Para mejorar la autonomía y capacidad de los vehículos eléctricos, los Paquetes de Baterías de Potencia están transitando desde disposiciones de una sola capa hacia Estructuras de Apilamiento Multicapa. Este cambio mejora significativamente la Densidad Energética, pero también introduce desafíos estructurales completamente nuevos. Este artículo explorará tres aspectos: desafíos centrales, soluciones principales y direcciones tecnológicas futuras.
1-Desafíos centrales: Problemas mecánicos del apilamiento multicapa
Expandir los Paquetes de Baterías desde una sola capa hasta Múltiples Capas dista mucho de ser un simple apilamiento. Remodela el entorno mecánico interno y las Rutas de Carga externas, presentando cuatro desafíos centrales:
a.Aumento vertical de la Carga y riesgo de Fluencia del Material
・En las Estructuras Multicapa, el peso de las Celdas, Módulos y Componentes Estructurales se acumula capa por capa. La Carga de Compresión Estática soportada por la capa inferior es significativamente mayor que la de la capa superior.
・Este entorno de Alta Tensión sostenida plantea pruebas severas para el Rendimiento a Largo Plazo de los materiales, particularmente la Resistencia a la Fluencia (la lenta Deformación Plástica de los materiales bajo Tensión Constante a lo largo del tiempo).
・Si los Soportes Intercapas o los Componentes de Fijación de Celdas experimentan Fluencia, puede conducir a la Relajación de la Precarga, afectando la Vida Útil de las Celdas y la Estabilidad del Contacto en la Interfaz. Por lo tanto, es crucial identificar materiales que combinen propiedades de Ligereza con excelentes Características de Resistencia a la Fluencia.
b.Fuerza de ExpansiónEfecto de Acumulación y Estabilidad Estructural
・Las Baterías de Iones de Litio experimentan un "Efecto de Respiración" durante la Carga y Descarga debido a los Cambios de Volumen de los Materiales de los Electrodos, lo que lleva a la Expansión de las Celdas. En las Estructuras de Apilamiento Multicapa, las Fuerzas de Expansión se acumulan capa por capa, haciendo que los Módulos de la capa inferior soporten una presión enorme.
・Esta Tensión Cíclica puede desencadenar fácilmente Abultamiento de la Caja, Fallo de Sellado, Compresión de Componentes Estructurales, Cortocircuito de Celdas y una Degradación Acelerada del Rendimiento de la Batería. El control efectivo requiere Sensores Integrados para Monitoreo en Tiempo Real combinado con Simulación Digital para guiar el Diseño de Optimización Estructural.
c.Contradicción central entre Utilización del Espacio y Densidad Energética
・Abordar la Gravedad y las Fuerzas de Expansión requiere Estructuras Reforzadas (como agregar Vigas Transversales o engrosar Placas), pero esto ocupa un espacio valioso y aumenta el peso, conflicto con los objetivos centrales de mejorar la Densidad Energética Volumétrica y la Densidad Energética Gravimétrica.
・La solución reside en la Optimización Estructural y la aplicación de Materiales Eficientes, impulsando la transición de los Paquetes de Baterías hacia Diseños Híbridos Multimaterial.
d.Carga de ColisiónRuta de Transferencia y actualización de Redundancia de Seguridad
・La Mayor Altura de los Paquetes de Baterías intensifica las Cargas Mecánicas durante los Impactos Laterales o Impactos Inferiores; su Estructura Elevada amplifica el Efecto de Palanca, imponiendo mayores demandas en la Resistencia de los Puntos de Conexión y la Rigidez Propia del Paquete de Baterías.
・Es necesario emplear Materiales Resistentes a Impactos y Diseño Integrado para optimizar la Transferencia de Fuerza y la Absorción de Energía, garantizando la Seguridad de las Celdas bajo Condiciones Extremas, thereby promoviendo el desarrollo de la tecnología de Integración de Batería y Carrocería (CTC), haciendo que el Paquete de Baterías sea una parte integral de la Estructura de la Carrocería del Vehículo.
2- Análisis comparativo de soluciones estructurales principales
Para abordar estos desafíos, la industria ha explorado varias soluciones innovadoras:
a.Bandeja de Inyección en Una Pieza(One-piece Die-cast Tray)
・Ventajas: Alta Integración, reducción del Número de Piezas, mejora de la Rigidez General, Consistencia y Estanqueidad. El Proceso admite Geometrías Complejas, facilitando la integración de Enfriamiento, Nervaduras de Refuerzo y Puntos de Montaje. La Estructura Monolítica ayuda a gestionar Tensiones Complejas.
・Desafíos: La Inyección Integral de Marcos Multicapa impone demandas extremadamente altas en Equipos, Moldes y Procesos, lo que la hace costosa. La Reparación Posterior a Colisión es difícil o inviable. La Estructura Rígida Monolítica puede carecer de la Flexibilidad para gestionar Fuerzas de Expansión Diferenciales entre Capas.
b.Marco Modular Multinivel(Multi-level Frame Modular)
・Ventajas: Flexibilidad de Diseño y Fabricación, facilitando la Producción, Mantenimiento y Reemplazo. Naturalmente adecuado para Diseños Híbridos Multimaterial, permitiendo optimizar el Rendimiento y el Costo para diferentes Niveles. Aprovechando el concepto de "Laminación Cuasi-isotrópica" de los Materiales Compuestos para optimizar la Respuesta Mecánica General y dispersar la Tensión.
・Desafíos: Numerosos Componentes y Conectores, Ensamblaje Complejo, Tolerancias Acumuladas que afectan la Precisión y la Precarga. Numerosas Interfaces de Conexión (Pernos, Remaches) son Puntos de Falla Potenciales y aumentan el peso.
c.Estructura Sandwich de Material Híbrido(Hybrid Material Sandwich Structure)
・Ventajas: Excelente Eficiencia de Ligereza y extremadamente alta Rigidez Específica (Paneles de Alta Resistencia + Materiales de Núcleo Livianos como Espuma/Panal de Aluminio). Fuerte Resistencia a la Flexión, con los Materiales del Núcleo que ofrecen tanto Aislamiento Térmico como Características de Absorción de Energía, mejorando la Seguridad Térmica y la Seguridad en Colisiones. Se alinea con la tendencia de Integración Multifuncional.
・Desafíos: Proceso de Fabricación complejo y alto costo. La Resistencia de Unión de la Interfaz y la Durabilidad a Largo Plazo entre Paneles y Materiales del Núcleo son críticos. Los Materiales del Núcleo deben poseer una excelente Resistencia a la Compresión y Fluencia.
d.Estructura de Panal Biónica
・Ventajas: Teóricamente un Diseño Biónico ideal (imitando el HexagonalPanal) para lograr la Máxima Ligereza, Alta Rigidez y Resistencia a la Compresión. Proporciona Soporte Uniforme con una fuerte Capacidad de Absorción de Impacto.
・Desafíos: Fabricación extremadamente compleja y costosa, con una Dificultad de Integración significativa con Sistemas de Enfriamiento, etc. Actualmente se encuentra principalmente en la etapa de Investigación de Vanguardia, requiriendo más tiempo para la Aplicación Comercial a Gran Escala.
3- Direcciones clave de avance tecnológico
Los futuros avances clave para resolver los Problemas de Diseño del Apilamiento Multicapa radican en:
a.Material e Innovación de Procesos para el Equilibrio entre Ligereza y Rigidez
・Materiales: Optimización continua de CFRP, Aleaciones de Aluminio, Aleaciones de Magnesio; desarrollo de nuevos Polímeros Multifuncionales y Materiales Compuestos que combinen Baja Fluencia, Alto Aislamiento, Buena Conductividad Térmica y Facilidad de Procesamiento.
・Procesos: Desarrollo de Tecnologías de Conexión Avanzadas (Soldadura por Puntos por Resistencia, Soldadura Láser, Soldadura Ultrasónica) para lograr Conexiones Multimaterial confiables y ligeras.
b. Gestión Adaptativa de las Fuerzas de Expansión
Cambiando el enfoque de "Resistencia Rígida" a "Adaptación Flexible", creando Sistemas de Respuesta Dinámica para mantener las Celdas en el Entorno de Tensión Óptimo a lo largo de su Ciclo de Vida.
Figura 1:Soldadura láser robótica con carcasa para baterías
c.Conexión Intercapas y Revolución de Integración
・Tecnologías de Conexión: Evolución desde Conexiones Mecánicas con Pernos hacia Unión con Adhesivo Estructural y Soldadura Avanzada para una Distribución de Tensión más uniforme, Buena Estanqueidad y Resistencia a la Fatiga.
・Integración Final: CTC/CTB (Cell-to-Chassis/Body) es una dirección futura importante para la Integración de los Paquetes de Baterías. Al eliminar las Carcasas Independientes e integrar directamente las Celdas o Módulos en el Chasis, el Apilamiento Multicapa en sí mismo se convierte en un Componente Estructural de la Carrocería del Vehículo (como Vigas Transversales o Pisos), resolviendo fundamentalmente las Restricciones de Espacio y maximizando la Funcionalidad Estructural de la Batería. Lograr esta tecnología requiere Colaboración Profunda en múltiples campos, incluyendo Baterías, Estructuras, Gestión Térmica y Seguridad, representando la Forma Ultimate del concepto "Estructura como Función".
Figura 2:carcasa para baterías de vehículos eléctricos
El Apilamiento Multicapa es una elección inevitable para aumentar la Densidad Energética de las Baterías, pero también trae enormes desafíos en Estructura, Fuerzas de Expansión y Seguridad. La solución reside en la Innovación de Materiales, la Optimización Estructural Biónica y la Gestión Inteligente de las Fuerzas de Expansión. En última instancia, los Paquetes de Baterías se Integrarán Profundamente con las Carrocerías de los Vehículos, convirtiéndose en un "Chasis Energético" integrado.
Actualizaremos periódicamente la información y las tecnologías relacionadas con el diseño térmico y la reducción de peso. Gracias por su interés en Walmate.

Dos desafíos principales de los camiones eléctricos pesados: análisis en profundidad de la disposición de baterías y la tecnología de apilamiento
Cuando un camión eléctrico pesado completamente cargado circula por autopistas, el secreto de sus cientos de kilómetros de autonomía se encuentra dentro de su chasis y compartimiento de baterías. A medida que la ola de electrificación de camiones pesados barre la industria logística global, la disposición y la tecnología de apilamiento de los sistemas de baterías se han vuelto críticas para el éxito en el mercado.
Figura 1: Solución de refrigeración líquida para baterías de camiones eléctricos pesados
1-Disposición de baterías: ¿Cómo moldean tres soluciones los camiones eléctricos pesados?
a. Disposición trasera: Elección ágil para transporte de corta distancia
· Escenario: Operaciones de transporte corto en áreas cerradas como puertos, minas y acerías.
· Ventaja principal: Intercambio rápido de baterías (los tiempos específicos requieren validación), mejorando la utilización del vehículo.
· Limitaciones: Restricciones de capacidad de la batería (<350 kWh estándar de la industria), alto centro de gravedad que afecta la estabilidad.
· Compromiso espacial: Ocupa espacio de carga o cabina, reduciendo la capacidad de carga.
b. Disposición en chasis: Rey de la autonomía para transporte de larga distancia
· Avance de capacidad: La capacidad de la batería supera los 500 kWh (ej. soluciones reveladas de 513 kWh).
· Eficiencia espacial: Maximiza el espacio del chasis, evitando la invasión del espacio de carga.
· Seguridad: El diseño de centro de gravedad ultra bajo mejora la estabilidad a alta velocidad.
· Barreras técnicas: La integración del chasis exige mayor protección y gestión térmica.
c. Disposición inferior-lateral: Motor de eficiencia para redes de intercambio de baterías
· Innovación: El intercambio lateral de baterías aumenta la eficiencia operativa.
· Balance espacial: Preserva el espacio completo de carga, con autonomía entre disposiciones trasera y de chasis.
· Enfoque en seguridad: Requiere estructuras reforzadas de protección contra impactos laterales.
2-Tecnología de apilamiento: Soluciones eficientes de integración para paquetes de baterías de camiones
El apilamiento multicapa es clave para mejorar la densidad energética:
Figura 2: Caja de integración de refrigeración líquida apilada para camiones pesados
a. Apilamiento integrado sin marco:
· El apilamiento directo de celdas reduce componentes estructurales.
· Elimina módulos/marcos, permitiendo "Apilamiento Z sin costuras".
· Aumenta significativamente la densidad energética del sistema.
· Admite carga ultrarrápida (el rendimiento requiere validación).
b. Integración módulo-chasis (ej. MTB/CTC):
· Tecnología MTB: Los módulos se conectan directamente al bastidor, mejorando la utilización volumétrica.
· Batería Qilin(CTP 3.0): 72% de utilización volumétrica, densidad energética de 255 Wh/kg.
· Tecnología CTC: Las celdas se integran en la estructura del chasis, reduciendo el peso en un 10%.
c. Innovación en forma de celdas (ej. Batería Blade):
· Celdas planas estrechamente dispuestas, aumentando la utilización volumétrica (>50% según datos de BYD).
· Rompe los cuellos de botella de densidad energética de LFP.
3-Desafíos técnicos principales
Desafío 1: Seguridad estructural
· Condiciones extremas: Las colisiones con postes laterales amenazan las disposiciones laterales.
· Soluciones: Carcasas de aleación de aluminio de alta resistencia + amortiguadores; simulación de colisiones FEA; pruebas de impacto mecánico superiores a estándares nacionales.
Desafío 2: Gestión térmica
· Problema crítico: El control diferencial de temperatura dentro de los paquetes es vital.
· Innovaciones: Refrigeración líquida lateral (diferencial <3°C); tecnología de refrigeración directa por refrigerante; control dinámico MPC.
Desafío 3: Fatiga por vibración
· Riesgo oculto: La vibración vial causa daños estructurales.
· Estrategias: El apilamiento Z optimiza la distribución de tensiones; pruebas de vibración de espectro vial; materiales de alto amortiguamiento.
4-Tendencias actuales de desarrollo
· Las disposiciones en chasis dominan el transporte medio/largo recorrido: Se prefieren alta autonomía (>500 kWh) y bajo centro de gravedad.
· La integración CTC fusiona baterías con chasis, mejorando la utilización del espacio y la rigidez.
· La gestión térmica impulsada por IA permite un control preciso de temperatura (diferencial <5°C), extendiendo la vida útil de la batería.
· Las baterías semisólidas aceleran la comercialización, centrándose en seguridad y densidad energética.
Actualizaremos periódicamente la información y las tecnologías relacionadas con el diseño térmico y la reducción de peso. Gracias por su interés en Walmate

La ola de camiones eléctricos está transformando la industria global de logística y transporte, impulsando los objetivos de "doble carbono". Sin embargo, con la creciente demanda de autonomía extendida, los sistemas de baterías con capacidades unitarias que superan los 500kWh o incluso se acerquen a los 1000kWh se han vuelto comunes. Esto equivale a equipar vehículos con una "fortaleza energética" móvil, pero los riesgos potenciales de seguridad térmica también han alcanzado niveles sin precedentes. Cuando convergen los tres indicadores extremos de seguridad—"capacidad ultra grande", "propagación térmica ultra rápida" (<2 minutos) y "resistencia a colisiones ultra alta" (>1500kJ)—, la industria enfrenta una brecha tecnológica significativa. Este artículo analiza estos desafíos y explora soluciones sistemáticas para construir una línea de defensa de seguridad dedicada a camiones eléctricos pesados.
Figura 1: Solución de Apilamiento en Tres Capas Short-Blade
1-La Era de los 500kWh+: Oportunidades y Desafíos de Seguridad
a. El Salto en Capacidad se ha Vuelto la Norma
Para satisfacer las demandas de transporte pesado y de larga distancia, la capacidad de las baterías de camiones eléctricos ha aumentado rápidamente de 200-300kWh a más de 600kWh. Los líderes de la industria han presentado soluciones que van desde 500kWh y 600kWh hasta incluso 1000kWh, marcando el inicio oficial de la era de capacidad ultra grande.
b. La Madurez de la Tecnología de Baterías LFP (Fosfato de Hierro y Litio)
Las baterías LFP se han convertido en un impulsor clave debido a sus ventajas en seguridad y vida útil, convirtiéndolas en la opción principal para camiones pesados.
2-Los "Tres Grandes Desafíos" bajo Demandas Extremas de Seguridad
a. Control del Límite de Propagación Térmica (<2 Minutos)
·Objetivo Principal: Los diseños de seguridad deben retrasar o bloquear la propagación térmica para crear una ventana de tiempo para evacuación y rescate (ej., el requisito de alerta temprana de 5 minutos bajo el estándar chino GB 38031-2020).
·Realidad Cruda: En paquetes de baterías de alta densidad que superan los 500kWh, la energía masiva liberada por una sola celda durante un escape térmico puede desencadenar fácilmente una reacción en cadena catastrófica. Datos de pruebas muestran una propagación térmica extremadamente rápida: en algunos casos, toma solo 22 segundos para envolver todo el paquete, 5 segundos para encender módulos adyacentes y tan solo 44 segundos para propagarse entre módulos.
·Dificultad y Brecha Clave: ¿Cómo asegurar efectivamente que la propagación térmica entre módulos se controle por más de 2 minutos? Actualmente, ningún sistema comercial para camiones pesados ha declarado públicamente o verificado el cumplimiento de este requisito estricto.
b. Barrera de Resistencia a Colisiones (>1500kJ)
·Requisito Principal: La energía de colisión de un camión pesado completamente cargado supera con creces la de vehículos ligeros, fácilmente superando los 1500kJ. Como componente estructural del chasis, el paquete de baterías debe poseer una resistencia ultra alta para permanecer intacto post-colisión, evitando daños internos en las celdas que podrían llevar a un escape térmico.
·Realidad Cruda: Los estándares actuales nacionales e internacionales (ej., GB/T 31467.3-2015, UNECE R100) carecen de umbrales claros o suficientes para pruebas de energía de colisión en paquetes de baterías de camiones pesados. Los datos de certificación públicamente disponibles para sistemas que pasan pruebas de colisión de 1500kJ son extremadamente escasos. Aunque existen simulaciones de mayor energía (ej., 2500kJ), la validación completa del sistema sigue siendo un desafío significativo.
·Dificultad y Brecha Clave: La ausencia de estándares claros de protección contra colisiones de alta energía y soluciones completamente validadas.
c. Riesgos de Cadenas de Desastres Secundarios (Explosión de Carga y Parálisis Vial)
·Riesgo de Explosión de Carga: Las llamas de alta temperatura de un escape térmico de batería pueden encender fácilmente la carga (especialmente materiales peligrosos), formando una cadena de desastre: "escape térmico → incendio de carga → explosión".
·Riesgo de Parálisis Vial: Los incendios de baterías de litio son difíciles de extinguir (requieren grandes volúmenes de agua de enfriamiento continua) y propensos a reignición. Un camión pesado de varias toneladas incendiándose en una autopista o túnel complica los esfuerzos de rescate (corte de energía de alto voltaje, prevención de gases tóxicos) y toma tiempo extendido (hasta varias horas, con impactos potenciales que duran 24 horas), interrumpiendo gravemente el tráfico y causando repercusiones sociales significativas.
·Dificultad y Brecha Clave: La falta de estándares cuantitativos específicos para tiempos de despeje vial y sistemas eficientes de respuesta de emergencia.
3-Construyendo la Línea de Defensa: Diseño del Sistema de Alerta Temprana para Eventos Térmicos – Red de Protección de Cuatro Niveles
4-Soluciones de Soporte para Gestión Térmica: Potenciando el Sistema de Alerta Temprana
·Sistema de Enfriamiento Líquido: Placas de enfriamiento líquido integradas de alta eficiencia eliminan puntos calientes locales, manteniendo una diferencia de temperatura <3°C entre celdas.
·Diseño Modular: Estructuras de módulos independientes desmontables permiten reemplazo rápido de unidades defectuosas.
·Plataforma Inteligente de Monitoreo: Análisis en tiempo real basado en la nube del estado de salud de la batería con alertas automáticas enviadas a equipos de mantenimiento.
Actualizaremos periódicamente la información y las tecnologías relacionadas con el diseño térmico y la reducción de peso. Gracias por su interés en Walmate.

En el mercado de camiones pesados de nueva energía, la "acumulación de baterías" se ha convertido en un término clave: los modelos principales ahora superan los 370kWh de capacidad de batería, con modelos de 600kWh+ debutando con frecuencia. Esto no es solo un salto en las especificaciones técnicas, sino también la declaración de la industria de un asalto a gran escala al mercado de logística de larga distancia, al mejorar la autonomía por carga, abordar el punto crítico del usuario de la "ansiedad por la autonomía" y optimizar el Costo Total de Propiedad (TCO). Este artículo analizará la lógica comercial y los avances tecnológicos detrás de esta tendencia.
1-Lógica Comercial: ¿Por Qué Debemos "Acumular Baterías"?
a. Necesidad Impulsada por Escenarios
· Escenarios Cerrados (Corta Distancia, Alta Frecuencia): Puertos, minas y entornos similares dependen de modelos de intercambio de baterías (recarga en 3-5 minutos), donde baterías de 280kWh son suficientes.
· Logística de Larga Distancia (Transporte de Larga Distancia): Representa el 70% del volumen de carga, requiriendo una autonomía por carga de 500+ km. Las baterías de 600kWh+ sirven como la "puerta de entrada" a este mercado.
b. La Economía del TCO
Conclusión Clave: Cuando el kilometraje diario supera los 300 km, el TCO de los camiones pesados con intercambio de baterías comienza a superar al de los camiones diésel.
b. Innovación en Modelos: Resolviendo los Desafíos de Costos
· Battery-as-a-Service (BaaS): Los usuarios compran el "vehículo básico" con baterías arrendadas mensualmente (¥5,000–9,000), reduciendo los costos iniciales en un 30%.
· Servicios de Intercambio de Baterías: Tarifa de servicio de ¥0.2–0.5 por kWh, con costos energéticos totales de aproximadamente ¥2.73/km (cercano a camiones diésel a ¥2.8/km).
· Validación Comercial: Una estación de intercambio que atiende 50 vehículos/día puede reducir el período de recuperación a 5 años (TIR del 13.1%).
2-Avances Tecnológicos: ¿Cómo Equilibrar Autonomía y Peso?
a. Compromiso Espacial: Chasis por Espacio
· Para evitar que las baterías invadan el espacio de carga, la industria está optimizando su disposición. Por ejemplo, integrarlas en el chasis (reemplazando diseños tradicionales montados atrás) libera volumen de carga, baja el centro de gravedad y puede mejorar la eficiencia energética.
· Compensación: Menor altura libre al suelo y modularidad comprometida del chasis.
b. Compromiso en Ciencia de Materiales: Densidad Energética por Peso
· La clave para reducir peso está en mejorar la densidad energética de las baterías (más energía por unidad de peso). Mayor densidad permite baterías más livianas o mayor autonomía con el mismo peso.
· Innovación Central: Materiales para baterías (ej. cátodos de alto níquel, ánodos de silicio-carbono).
· Compensación: Mayor densidad energética suele implicar riesgos de seguridad, menor vida útil, mayores costos y capacidad reducida de carga rápida—requiriendo un difícil equilibrio de múltiples parámetros.
c. Compromiso en Modelo de Negocio: Red vs. Presión en Vehículo Individual
· El modelo de intercambio transfiere la carga de "autonomía infinita" de vehículos individuales a la red de estaciones. Al desplegar estaciones densas en rutas, los camiones solo necesitan carga suficiente para llegar a la siguiente estación, eliminando baterías sobredimensionadas.
· Resultado: Reduce demandas extremas de capacidad, haciendo las cargas de batería a bordo más "racionales".
d. Gestión de Valor Residual: La Principal Barrera para BaaS
Los bancos de baterías deben desarrollar capacidades de ciclo completo: monitoreo de Estado de Salud (SOH), reutilización en cascada y sistemas de reciclaje.
Figura 1: Envoltura de paquete de baterías para camiones pesados
3-Tendencias Futuras: De "Acumulación de Baterías" a "Carga Energética Eficiente"
a. Evolución Tecnológica: Baterías de estado sólido romperán barreras de densidad energética, reequilibrando peso y autonomía.
b. Infraestructura de Carga: Protocolos estandarizados de intercambio para camiones pesados y sinergia con la red (ej. recorte de picos) son críticos para escalar.
c. Competencia Multipath: Camiones pesados a hidrógeno mantienen potencial de sustitución en segmentos de larga distancia y cargas pesadas.
Estrategia por Fases, Evolución a Largo Plazo:
La "acumulación de baterías" es una elección inevitable para que los camiones eléctricos conquisten la logística de larga distancia, reflejando un balance dinámico entre necesidades comerciales y realidades técnicas. A medida que avanza la tecnología de baterías y maduran los modelos de negocio, la industria pasará de una "carrera de capacidad" a una "carrera de eficiencia". Actualmente, está impulsando a los camiones pesados de nueva energía de China a completar el salto crítico de "nicho" a "corriente principal".
Actualizaremos periódicamente la información y las tecnologías relacionadas con el diseño térmico y la reducción de peso. Gracias por su interés en Walmate.
Avance en Camiones Pesados de Nueva Energía con "Acumulación de Baterías": ¿Cómo las Baterías de Alta Capacidad de 600kWh Conquistan el Mercado de Logística de Larga Distancia?
En el mercado de camiones pesados de nueva energía, la "acumulación de baterías" se ha convertido en un término clave: los modelos principales ahora superan los 370kWh de capacidad de batería, con modelos de 600kWh+ debutando con frecuencia. Esto no es solo un salto en las especificaciones técnicas, sino también la declaración de la industria de un asalto a gran escala al mercado de logística de larga distancia, al mejorar la autonomía por carga, abordar el punto crítico del usuario de la "ansiedad por la autonomía" y optimizar el Costo Total de Propiedad (TCO). Este artículo analizará la lógica comercial y los avances tecnológicos detrás de esta tendencia.
1. Lógica Comercial: ¿Por Qué Debemos "Acumular Baterías"?
a. Necesidad Impulsada por Escenarios
· Escenarios Cerrados (Corta Distancia, Alta Frecuencia): Puertos, minas y entornos similares dependen de modelos de intercambio de baterías (recarga en 3-5 minutos), donde baterías de 280kWh son suficientes.
· Logística de Larga Distancia (Transporte de Larga Distancia): Representa el 70% del volumen de carga, requiriendo una autonomía por carga de 500+ km. Las baterías de 600kWh+ sirven como la "puerta de entrada" a este mercado.
b. La Economía del TCO
Conclusión Clave: Cuando el kilometraje diario supera los 300 km, el TCO de los camiones pesados con intercambio de baterías comienza a superar al de los camiones diésel.
b. Innovación en Modelos: Resolviendo los Desafíos de Costos
· Battery-as-a-Service (BaaS): Los usuarios compran el "vehículo básico" con baterías arrendadas mensualmente (¥5,000–9,000), reduciendo los costos iniciales en un 30%.
· Servicios de Intercambio de Baterías: Tarifa de servicio de ¥0.2–0.5 por kWh, con costos energéticos totales de aproximadamente ¥2.73/km (cercano a camiones diésel a ¥2.8/km).
· Validación Comercial: Una estación de intercambio que atiende 50 vehículos/día puede reducir el período de recuperación a 5 años (TIR del 13.1%).
2-Avances Tecnológicos: ¿Cómo Equilibrar Autonomía y Peso?
a. Compromiso Espacial: Chasis por Espacio
· Para evitar que las baterías invadan el espacio de carga, la industria está optimizando su disposición. Por ejemplo, integrarlas en el chasis (reemplazando diseños tradicionales montados atrás) libera volumen de carga, baja el centro de gravedad y puede mejorar la eficiencia energética.
· Compensación: Menor altura libre al suelo y modularidad comprometida del chasis.
b. Compromiso en Ciencia de Materiales: Densidad Energética por Peso
· La clave para reducir peso está en mejorar la densidad energética de las baterías (más energía por unidad de peso). Mayor densidad permite baterías más livianas o mayor autonomía con el mismo peso.
· Innovación Central: Materiales para baterías (ej. cátodos de alto níquel, ánodos de silicio-carbono).
· Compensación: Mayor densidad energética suele implicar riesgos de seguridad, menor vida útil, mayores costos y capacidad reducida de carga rápida—requiriendo un difícil equilibrio de múltiples parámetros.
c. Compromiso en Modelo de Negocio: Red vs. Presión en Vehículo Individual
· El modelo de intercambio transfiere la carga de "autonomía infinita" de vehículos individuales a la red de estaciones. Al desplegar estaciones densas en rutas, los camiones solo necesitan carga suficiente para llegar a la siguiente estación, eliminando baterías sobredimensionadas.
· Resultado: Reduce demandas extremas de capacidad, haciendo las cargas de batería a bordo más "racionales".
d. Gestión de Valor Residual: La Principal Barrera para BaaS
Los bancos de baterías deben desarrollar capacidades de ciclo completo: monitoreo de Estado de Salud (SOH), reutilización en cascada y sistemas de reciclaje.
Figura 1: Envoltura de paquete de baterías para camiones pesados
3-Tendencias Futuras: De "Acumulación de Baterías" a "Carga Energética Eficiente"
a. Evolución Tecnológica: Baterías de estado sólido romperán barreras de densidad energética, reequilibrando peso y autonomía.
b. Infraestructura de Carga: Protocolos estandarizados de intercambio para camiones pesados y sinergia con la red (ej. recorte de picos) son críticos para escalar.
c. Competencia Multipath: Camiones pesados a hidrógeno mantienen potencial de sustitución en segmentos de larga distancia y cargas pesadas.
Conclusión: Estrategia por Fases, Evolución a Largo Plazo
La "acumulación de baterías" es una elección inevitable para que los camiones eléctricos conquisten la logística de larga distancia, reflejando un balance dinámico entre necesidades comerciales y realidades técnicas. A medida que avanza la tecnología de baterías y maduran los modelos de negocio, la industria pasará de una "carrera de capacidad" a una "carrera de eficiencia". Actualmente, está impulsando a los camiones pesados de nueva energía de China a completar el salto crítico de "nicho" a "corriente principal".
Actualizaremos periódicamente la información y las tecnologías relacionadas con el diseño térmico y la reducción de peso. Gracias por su interés en Walmate.

Los camiones pesados (HDT), como fuerza central en la logística vial, han convertido la seguridad, confiabilidad y rentabilidad de sus sistemas de batería en un enfoque tecnológico clave. La bandeja de batería, como componente estructural crítico que soporta, protege y gestiona los módulos de batería, enfrenta ahora desafíos extremos sin precedentes.
Figura 1: Bandeja de batería para camiones pesados eléctricos
1-Desafíos Extremos para Bandejas de Batería de Camiones Pesados
a. Requisitos Rigurosos de Durabilidad Mecánica: Vibración, Impacto y Vida Útil de Millón de Kilómetros
Los camiones pesados están diseñados con una vida útil ≥1.5 millones de kilómetros, 10 veces mayor que la de vehículos de pasajeros. La bandeja de batería debe soportar continuamente tres tipos de cargas mecánicas extremas durante todo su ciclo de vida:
·Vibraciones aleatorias de alta frecuencia: Cuando están cargados y circulan por caminos no pavimentados, en construcción o irregulares, el chasis genera vibraciones aleatorias en un amplio rango de frecuencia (5 Hz–2 kHz). Estas vibraciones no solo prueban el límite de fatiga del marco principal de la bandeja, sino que también inducen microgrietas en zonas de concentración de esfuerzos como soldaduras, agujeros de pernos y bridas, convirtiéndose en puntos potenciales de falla.
·Impacto transitorio de alta aceleración (High-g): Los baches profundos, el frenado de emergencia o las caídas durante el manejo pueden generar aceleraciones de impacto que superan los 50 g en milisegundos. La bandeja debe absorber/disipar energía instantáneamente para prevenir el desplazamiento de celdas, cortocircuitos o la ruptura de la carcasa.
·Daño por fatiga acumulativa: Una vida útil de un millón de kilómetros implica cientos de millones de ciclos de vibración. Bajo esfuerzo alternante, las aleaciones de aluminio son propensas a la iniciación y propagación de grietas por fatiga, lo que eventualmente lleva a fracturas estructurales. La tarea central de diseño es retrasar la iniciación de grietas hasta después del retiro del vehículo mediante optimización topológica, refuerzos locales, integración de materiales híbridos y control de procesos.
b. Desafíos complejos de gestión térmica y ciclado térmico
Debido a su ultra alta capacidad (cientos de kWh) y carga/descarga de alta potencia, los paquetes de baterías para camiones pesados generan calor masivo. Además operan en ambientes desde árticos hasta tropicales, enfrentando diferenciales de temperatura extremos.
·Control de amplio rango térmico: La bandeja y el sistema de gestión térmica (TMS) deben mantener con precisión las temperaturas de las celdas dentro del rango óptimo de 25-40°C bajo temperaturas ambientales que varían de -40°C a +85°C, con variación de temperatura <5°C entre celdas individuales.
·Ciclado térmico bajo alto estrés: En pruebas de envejecimiento acelerado, el sistema debe soportar miles de ciclos de choque térmico -40°C ↔ +85°C (tasa de cambio: 5-15°C/min, tiempo de permanencia: 5-15 minutos). Este proceso causa repetida expansión/contracción térmica en interfaces de materiales (aleación de aluminio/sellador/componentes plásticos), planteando severos desafíos a la confiabilidad de uniones soldadas/pegadas en canales de enfriamiento integrados.
2-Soluciones de materiales principales y tecnologías de integración multifuncional
Para abordar estos desafíos, la industria ha desarrollado una hoja de ruta tecnológica basada en aleaciones de aluminio de alta resistencia, evolucionando hacia diseños multifuncionales altamente integrados.
a. Selección del material central: El dominio de las aleaciones de aluminio serie 6xxx
En competencia con acero, aleaciones de magnesio y compuestos, las aleaciones de aluminio serie 6xxx (Al-Mg-Si) se han convertido en el material principal para bandejas de batería de camiones pesados debido a su excelente rendimiento integral, técnicas de procesamiento maduras y alta rentabilidad.
Grados clave de aleación y propiedades:
·6061-T6: El grado más ampliamente usado, reconocido por su excepcional resistencia, buena soldabilidad y resistencia a la corrosión.
·6005A-T6 y 6063-T6: Opciones complementarias, que también ofrecen buena extrudabilidad, adecuadas para componentes con requisitos de resistencia ligeramente menores.
b. Cambio de paradigma en la filosofía de diseño: Gestión térmica y monitoreo de salud estructural
La filosofía de diseño de las bandejas de batería modernas para camiones pesados ha experimentado una transformación fundamental, evolucionando de una estructura puramente mecánica de "soporte de cargas" a una plataforma altamente integrada de "regulación térmica inteligente". Este cambio se manifiesta principalmente en dos direcciones tecnológicas clave:
·Gestión Térmica Integrada (Aplicación Madura)
Actualmente el enfoque más tecnológicamente maduro y ampliamente adoptado. Su concepto central implica integrar directamente la funcionalidad de enfriamiento en el diseño estructural de la bandeja para lograr una regulación térmica compacta y eficiente.
·Exploración del Monitoreo de Salud Estructural (SHM) (Etapa Temprana)
Esta tecnología emergente busca detectar preventivamente daños estructurales potenciales (ej. grietas, deformaciones) durante el servicio a largo plazo. Sin embargo, permanece en fase de validación e investigación de laboratorio, careciendo de casos de implementación comercial a gran escala o datos suficientes de confiabilidad operativa a largo plazo.
3-Análisis de los procesos centrales de fabricación
Los procesos de fabricación para bandejas de batería de camiones pesados determinan directamente su costo, rendimiento y eficiencia productiva. El enfoque predominante combina extrusión de aluminio y soldadura por fricción-agitación (FSW), balanceando óptimamente requerimientos de rendimiento con modelos de producción en lotes pequeños-medianos.
a. Extrusión de Aluminio
Este proceso conforma lingotes de aluminio en componentes estructurales alargados (ej. travesaños, vigas longitudinales) mediante matrices. Como tecnología fundamental para bandejas de batería, ofrece:
·Ventajas: Bajos costos de moldes, ciclos de desarrollo cortos y adaptabilidad para piezas grandes no estandarizadas en pequeños lotes.
·Limitaciones: Requiere corte, mecanizado y ensamblaje por soldadura multi-etapa, resultando en baja automatización, tiempos de ciclo más lentos y eficiencia inferior comparada con fundición integrada a presión.
b. Soldadura por Fricción-Agitación (FSW)
Tecnología de unión en estado sólido que genera calor mediante una herramienta rotativa para lograr soldaduras de aluminio de alta resistencia, siendo la elección óptima para uniones estructurales/herméticas:
·Rendimiento: La resistencia de la soldadura alcanza 80-90% del material base, sin defectos de porosidad/grietas. La mínima distorsión térmica asegura hermeticidad IP67+ y eco-amigabilidad.
·Restricción: Limitada a geometrías de soldadura planas o de curvatura simple.
Las bandejas de batería de aleación de aluminio para camiones pesados han trascendido su rol como estructuras ligeras de alta resistencia para convertirse en plataformas multifuncionales integradas. Sin embargo, la proliferación de funcionalidades introduce desafíos como fallas por acoplamiento multi-físico, complejidad de procesos y riesgos de confiabilidad. Los avances futuros dependerán de la co-innovación material-proceso-sistema, aprovechando interfaces adaptativas y tecnologías de gemelos digitales para permitir la evolución segura y sostenible de bandejas inteligentes.
Actualizaremos periódicamente la información y las tecnologías relacionadas con el diseño térmico y la reducción de peso. Gracias por su interés en Walmate.

Revolución de celdas grandes impulsada por reducción de costos y desafíos de refrigeración: La industria de almacenamiento de energía experimenta una profunda transformación impulsada por la "reducción de costos y mejora de eficiencia": la tecnología de celdas de gran formato avanza rápidamente. Las celdas 300Ah+ se están convirtiendo en estándar, mientras que las de 500Ah e incluso mayor capacidad aceleran su implementación. Esta evolución incrementa la densidad energética del sistema y reduce el costo por watt-hora, pero también plantea desafíos críticos: masa unitaria de las celdas se dispara, el peso total de módulos/packs se eleva drásticamente, multiplicando la carga sobre las estructuras de soporte inferior; mayores potencias térmicas y rutas internas de transferencia de calor más largas exigen máximos niveles de eficiencia y uniformidad en los sistemas de disipación. Las placas de enfriamiento líquido (PEL), núcleo de la gestión térmica del pack, enfrentan una presión inmediata de mejora.
El diseño tradicional de PEL de "lámina delgada superficial" resulta insostenible. Bajo restricciones de espacio limitado y estricto control de costos, las PEL deben trascender su función única de disipación y evolucionar hacia una triada funcional: integración estructural, eficiencia térmica extrema y ligereza del sistema. Este artículo analiza en profundidad esta ruta de diseño avanzado.
1-Integración Funcional-Estructural: La "Revolución Portante" de las Placas de Enfriamiento Líquido
Al aumentar sustancialmente la masa de las celdas, las cargas sobre el fondo del contenedor y las PEL se intensifican. Diseñar las PEL como elementos estructurales portantes es clave para resolver las contradicciones peso-costo-espacio.
a. Convertirse en el "Esqueleto" del Contenedor: Fondo Portante Integrado
Filosofía de diseño: La PEL deja de ser un componente adjunto al fondo del contenedor para convertirse en la principal estructura portante del mismo.
Ventaja clave: Reduce drásticamente el fondo tradicional y soportes de montaje, disminuyendo significativamente peso del sistema y costos de materiales, simplificando el ensamblaje.
Requisitos técnicos: Debe poseer rigidez y resistencia extremas a flexión, compresión e impactos.
b. "Estructura Reforzada Interna": Optimización Topológica y Refuerzos Estructurales
Diseño basado en mecánica: Emplear simulación CAE para optimización topológica, integrando nervaduras de refuerzo en zonas no críticas térmicamente (ej. espacios entre canales, bordes).
Uso eficiente de material: El diseño optimizado asegura la distribución del material en rutas críticas de tensión, eliminando material redundante para lograr ligereza manteniendo capacidad portante.
c. Plataforma Portante a Nivel de Módulo: Unificación de Componentes
PEL de gran tamaño y alta resistencia pueden actuar directamente como base de montaje y estructura portante para módulos. Las celdas o módulos se fijan directamente sobre ellas, eliminando marcos de soporte adicionales, simplificando la estructura y mejorando la tasa de utilización volumétrica.
2-Salto en Rendimiento Térmico: El Arte del Equilibrio entre Eficiencia y Uniformidad
El principal desafío de las celdas de gran formato radica en la dificultad para disipar calor en la zona central y controlar el gradiente térmico global. El diseño de placas de enfriamiento líquido (PEL) requiere innovación multidimensional en canales de flujo, interfaz y materiales.
a. Diseño de Canales: De "Tuberías Simples" a "Vasos Inteligentes"
Distribución precisa y turbulencia mejorada:Implementación de canales ramificados tipo árbol y estructuras compuestas (serpentín + columnas turbulizadoras/aletas) para incrementar flujo y turbulencia en zonas críticas centrales. Evita el efecto "enfriamiento rápido en bordes, lento en centro" causado por canales rectos de gran sección.
Sección variable y enfriamiento zonificado:Diseño de canales con sección gradualmente variable o circuitos zonificados independientes según generación térmica diferencial (ej. centro > bordes). Permite distribución precisa de carga térmica bajo demanda, controlando gradientes ≤ ±2°C.
Canales bioinspirados y topológicamente optimizados:Aplicación de CFD y optimización topológica para generar redes de canales "de crecimiento natural" de alta eficiencia y baja resistencia. Maximiza área de intercambio y eficiencia térmica, reduciendo pérdidas por bombeo.
b. Superación de la Resistencia Térmica de Interfaz: Maximizando el Contacto
Materiales de Interfaz Térmica (TIM) avanzados:Desarrollo de almohadillas/geles/materiales de cambio de fase (PCM) con alta conductividad (>5 W/m·K), baja resistencia térmica, estabilidad a largo plazo, aislamiento eléctrico, amortiguación y procesabilidad.
Ingeniería de microestructuras superficiales:Mecanizado de microcanales, arreglos de microprotuberancias o recubrimientos especiales en superficies de contacto. Aumenta área efectiva de contacto y aprovecha fuerzas capilares, reduciendo resistencia térmica de interfaz (30%-50%).
c. Mejora de Materiales: Conductividad Térmica y Resistencia Mecánica
Exploración de aleaciones de aluminio de mayor conductividad térmica (series 6xxx de alta conductividad, aleaciones específicas 7xxx) o materiales compuestos de matriz metálica (AMCs), mejorando la conductividad base sin comprometer resistencia estructural.
3-Optimización de Peso: La Batalla Gramo a Gramo
Cada gramo reducido implica menores costos y mayor eficiencia en transporte e instalación.
Estrategias de reducción de peso:
a. Reducción de espesor basada en simulación:Cálculo CAE preciso para minimizar espesores de pared (ej. 2.0mm → 1.5mm) cumpliendo requisitos de resistencia, rigidez y disipación.
b. Estructuras alveolares y aligeramiento seguro:Diseño de cavidades internas en nervaduras y perforaciones controladas en zonas no críticas.
c. Aleaciones de alta resistencia:Implementación de series 7xxx de aluminio para reducir espesores y peso manteniendo prestaciones.
4-Procesos de Fabricación: Soportando Diseños Avanzados
La "estructuralización" y complejidad de las PEL exigen procesos de fabricación mejorados.
Evolución de procesos principales:
Extrusión + Soldadura por Fricción-agitación (FSW):Ideal para grandes dimensiones y alta resistencia. Avances: desarrollo de perfiles complejos integrando canales/refuerzos; soldaduras FSW variables y ultralargas con hermeticidad garantizada.
Estampación + Soldadura fuerte:Flexibilidad en diseño de canales y potencial de aligeramiento. Avances: estampación precisa de canales profundos/complejos; mejora de rendimiento y confiabilidad en uniones soldadas de múltiples piezas; integración de refuerzos en piezas estampadas.
Fundición a alta presión (HPDC):Potencial para geometrías ultracomplejas altamente integradas (canales, refuerzos, conexiones). Retos: coste de moldes, rugosidad superficial interna, control de porosidad.
Procesos híbridos:Combinación innovadora de tecnologías para abordar diseños complejos.
5-Confiabilidad: Línea Vital del Diseño Integrado
Al convertirse en núcleo estructural, la confiabilidad de la PEL es crítica para la seguridad del pack.
Refuerzo de confiabilidad estructural-hidráulica:
a. Validación mecánica extrema:Pruebas de vibración, impacto, compresión y caída muy superiores a estándares, simulando condiciones límite.
b. Garantía de vida a fatiga:Simulación y ensayos exhaustivos de fatiga estructural y ciclos de presión, asegurando ausencia de fugas o fisuras bajo cargas cíclicas prolongadas.
c. Sellado redundante: Estrategias multicapa en interfaces críticas.
d. Control de calidad estricto: Inspección automatizada in-line para garantizar consistencia manufacturera.
La evolución de las PEL para almacenamiento de energía ejemplifica cómo la innovación impulsa la reducción de costos y mejora de eficiencia. Quien lidere la integración estructural-funcional dominará el mercado de almacenamiento billonario. Esta "revolución silenciosa del chasis" redefine el futuro de los sistemas de almacenamiento.
Actualizaremos periódicamente la información y las tecnologías relacionadas con el diseño térmico y la reducción de peso. Gracias por su interés en Walmate.
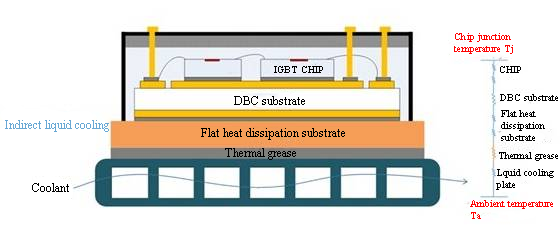
La esencia de la disipación de calor IGBT es el problema de la eficiencia de transferencia de calor bajo resistencias térmicas multicapa en serie, entre las cuales la resistencia térmica de la interfaz representa más del 60% y es el principal objeto de optimización.
Figura 1: Diagrama de resistencia térmica del IGBT
1- La raíz del problema: ¿Dónde se esconde la resistencia térmica?
La resistencia térmica del módulo IGBT es una estructura multicapa compleja que incluye múltiples capas de material y vías de conducción térmica. La resistencia térmica del módulo IGBT se compone principalmente de la resistencia térmica (Rth) del módulo IGBT, que a su vez está compuesta por la resistencia térmica de la caja de unión (Rth-Rjc) y la resistencia térmica de la caja-ambiente (Rth-Rca) en serie:
a. Resistencia térmica de la caja de unión (Rth-Rjc):
· La placa cerámica revestida de cobre es el principal cuello de botella: representa más del 75 % de la Rth-Rjc, debido a que su capa cerámica (como Al₂O₃) tiene baja conductividad térmica (15-35 W/m·K) y su espesor no puede ignorarse. Otros niveles representan el 25 % restante de la resistencia térmica del chip (conductividad térmica del silicio ≈ 150 W/m·K), la resistencia térmica de la capa de soldadura (los huecos causan resistencia térmica de la interfaz) y la resistencia térmica del sustrato de cobre (alta conductividad térmica, pero con un pequeño efecto de espesor). b. Resistencia térmica de la carcasa-ambiente (Rth-Rca):
· La resistencia térmica de contacto de la interfaz es dominante: La resistencia térmica de la grasa térmica/superficie de contacto entre el sustrato y el disipador de calor representa entre el 40 % y el 60 % de la resistencia térmica total, y representa más del 60 % en el diseño tradicional de disipación de calor de un solo lado.
· Influencia de la estructura de disipación de calor: Por ejemplo, en un disipador de calor refrigerado por aire, la resistencia térmica de contacto (Rjc), la resistencia térmica de conductividad térmica (Rch) y la resistencia térmica de intercambio de calor (Rha) representan el 65,9 %, el 5,9 % y el 28,2 % respectivamente (estructura de aletas convencional).
2- Vía para superar la resistencia térmica: Optimización coordinada de materiales y estructuras
a. Adelgazamiento del chip: reducción de la resistencia térmica interna
· Evolución tecnológica: Adelgazamiento de la oblea de PT de 200 μm a 70 μm para IGBT7, lo que reduce la resistencia térmica en un 60 %. El proceso de adelgazamiento (rectificado/CMP/grabado por plasma) puede liberar la tensión y mejorar la eficiencia de la difusión térmica.
· Mecanismo físico: El espesor se reduce de 350 μm a 110 μm, y la capacidad calorífica por unidad de área (Cth) se reduce de 786,5 J/℃·m² a 247,2 J/℃·m², acelerando la disipación térmica transitoria. Tras el adelgazamiento, se reduce la resistencia, se mejora el contacto óhmico y se reduce el riesgo de fallo causado por la tensión interna.
b. Innovación en la interfaz: la sinterización de plata sustituye a la grasa de silicona termoconductora
La mejora del material de la interfaz es fundamental para reducir la resistencia térmica de contacto:
Tabla 1: Comparación de la conductividad térmica entre la sinterización de plata y la grasa de silicona termoconductora
c. Mejora del sustrato: cerámica de alta conductividad térmica y diamante
Los materiales de sustrato están experimentando una evolución clave, pasando del Al₂O₃ al AlN y posteriormente al diamante. El objetivo principal es mejorar significativamente la conductividad térmica para satisfacer las necesidades de disipación de calor de los dispositivos electrónicos con mayor densidad de potencia.
· Avance del sustrato de AlN
La conductividad térmica puede alcanzar de 5 a 10 veces la del Al₂O₃. El coeficiente de expansión térmica (aproximadamente 4,5 ppm/K) es similar al del silicio (aproximadamente 2,6 ppm/K), lo que reduce eficazmente la tensión por desajuste térmico entre chips de silicio.
· Perspectivas de los sustratos de diamante: La conductividad térmica supera los 2000 W/(m·K) (80 veces la del Al₂O₃), y el coeficiente de expansión térmica es de 1,1 ppm/K, adaptándose perfectamente a los chips de silicio. La conductividad térmica de los materiales compuestos de diamante/aluminio alcanza los 613 W/(m·K) (2,6 veces la del aluminio puro) y la optimización de la interfaz mejora la resistencia de la unión.
Tabla 2: Comparación de las propiedades clave del material del sustrato
3- Desafíos para superar la resistencia térmica
a. Cuello de botella en la resistencia mecánica debido al adelgazamiento de la viruta
Reducir el espesor de 200 μm a 70 μm (IGBT7) puede reducir la resistencia térmica en un 60 %, pero un adelgazamiento adicional a 20 μm conlleva riesgo de fractura. Las virutas ultrafinas (<50 μm) son propensas a microfisuras debido a la discrepancia del coeficiente de expansión térmica (CET).
b. Desafío del sustrato de alta conductividad térmica
Tabla 3: Desafíos del sustrato de alta conductividad térmica
c. Fiabilidad de la interfaz: Desafío de acoplamiento multifísico
· Riesgo de desajuste del CTE de sinterización de plata: La capa de sinterización de plata (CTE = 18,4 ppm/K) difiere 4 veces del chip de SiC (CTE = 4,5 ppm/K), y el ciclo térmico es propenso a la delaminación.
· Control de la presión de contacto de la interfaz: Una presión de 0,1 a 0,5 MPa puede reducir la resistencia térmica en un 40 %, pero una presión superior a 1 MPa puede afectar la capa de plata.
Cuando la densidad de potencia de los IGBT alcanzó la era de los 10 kW/cm², el diseño de la disipación térmica pasó de ser una simple ingeniería auxiliar a un punto crítico para el sistema. La revolución del sustrato, del Al₂O₃ al diamante, la transición de la interfaz de la grasa de silicona a la sinterización de cobre y el adelgazamiento del chip, de 200 μm a 50 μm, constituyen esencialmente una batalla contra la segunda ley de la termodinámica. El diseño de la disipación térmica se acerca al límite físico, y la sinergia triangular de materiales, estructura y proceso será la clave para superar esta situación.
Actualizaremos periódicamente la información y las tecnologías relacionadas con el diseño térmico y la reducción de peso. Gracias por su interés en Walmate.
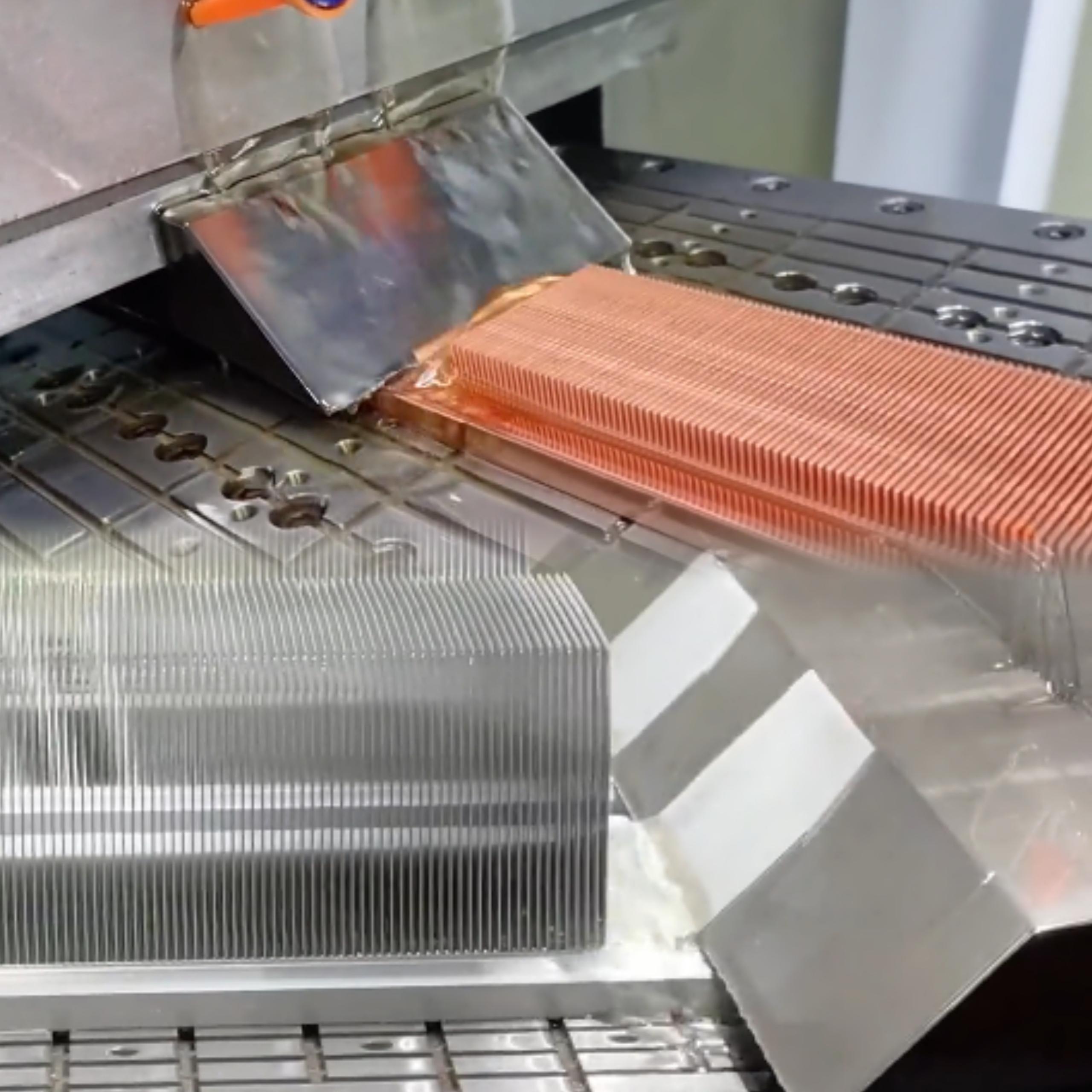
La sustitución del cobre por aluminio se ha convertido en una tendencia irreversible en el sector de los disipadores skived-fin. Los factores clave son el coste, la ligereza y la seguridad de los recursos, y la brecha de rendimiento se compensa mediante la innovación de procesos (tecnología de skiving, diseño de microcanales). En aplicaciones típicas, las soluciones de aluminio se han utilizado ampliamente en entornos de alta eficiencia, como centros de datos y vehículos de nueva energía. Sin embargo, la sustitución del cobre por aluminio no es una simple sustitución de material, sino un proyecto sistemático que requiere una optimización integral, desde la selección del material, el diseño estructural y el proceso de fabricación hasta los escenarios de aplicación, para lograr el mejor equilibrio entre coste y rendimiento. Este artículo analizará en profundidad los principales avances tecnológicos y las soluciones de aplicación en esta práctica de sustitución.
1-Aluminio vs. Cobre: Propiedades del material y retos de la sustitución
Para evaluar científicamente la viabilidad de la sustitución del cobre por aluminio, primero debemos comprender las diferencias en las propiedades físicas fundamentales de ambos metales en aplicaciones de disipación de calor:
Tabla 1: Comparación completa de las propiedades de los materiales de disipación de calor de aluminio y cobre
El rendimiento del disipador de calor depende no solo de la conductividad térmica del material, sino también de las características de capacidad térmica y el aprovechamiento de la superficie. La diferencia en las propiedades físicas entre el aluminio y el cobre determina el límite de viabilidad de la sustitución:
a. Relación dialéctica entre la conductividad térmica y la capacidad térmica
·Ventaja instantánea del cobre: alta conductividad térmica (385 W/m·K), difusión inicial del calor más rápida;
·Aumento del estado estacionario del aluminio: alta capacidad calorífica específica (900 J/kg·K, 2,3 veces la del cobre), aumento del 133 % en la capacidad de almacenamiento de calor por unidad de masa, baja densidad (2,7 g/cm³, 30 % del cobre), aumento del 40 % en el área de disipación de calor para el mismo volumen y equilibrio a largo plazo logrado mediante una mayor superficie durante la etapa de disipación de calor continua.
b. Adición de adaptación térmica
El coeficiente de expansión térmica del aluminio (23,1 × 10⁻⁶/K) es similar al del sustrato de PCB (13-18 × 10⁻⁶/K), lo que reduce el riesgo de fallo por tensión térmica.
Además, esta tendencia se debe a un cambio en la perspectiva del rendimiento: se acepta una reducción de la conductividad térmica local a cambio de un aligeramiento del sistema, la optimización de costes y una mayor sostenibilidad.
2-Avances clave en el proceso de fabricación
a. Avance en el sistema de materiales: optimización de la composición de la aleación y control de la dureza
· Problemas tradicionales: Los materiales de aluminio tradicionales (como el aluminio puro 1060) tienen baja dureza (24-38 HB) y son fáciles de biselar, pero el mecanizado posterior tiende a adherirse a la herramienta; la aleación de aluminio 6063 tiene alta dureza (34-42 HB), lo que favorece el procesamiento posterior, pero la altura de biselado es limitada (≤50 mm). Punto de inflexión: Mediante la optimización de la composición de la aleación (Si 0,25 %, Mg 0,41 %) y la innovación en los procesos de fundición y colada (homogeneización a 556 ℃ + extrusión a 430 ℃/temple a 490 ℃), la dureza de los materiales de aluminio se controla por etapas: se mantiene una dureza baja de 32-39 HB antes del biselado (para garantizar un procesamiento de aletas de 70 mm de altura) y se refuerza a 55-64 HB después del biselado (para solucionar el problema de adherencia a la herramienta durante el mecanizado).
Control de impurezas y equilibrio de la conductividad térmica: Con un control de alta pureza de Fe ≤ 0,11 % y Cu ≤ 0,02 % (base de aluminio al 99,70 %), se mantiene una alta conductividad térmica a la vez que se mejora la eficiencia del mecanizado, de modo que los radiadores de aluminio de aletas altas ofrecen un rendimiento de procesamiento y una resistencia de servicio superiores.
b. La diferencia esencial entre la dureza del material y la respuesta de corte: La principal ventaja del aluminio para lograr aletas ultrafinas reside en sus características de endurecimiento por acritud y los requisitos de fuerza de corte.
Análisis técnico:
·Las propiedades blandas del cobre conducen al proceso de biselado de la aleta: la extrusión de la herramienta provoca fácilmente la acumulación de material en la base de la aleta (formando un "efecto de curvatura").
La zona de la película delgada presenta una deformación plástica severa (alta tasa de inestabilidad cuando el espesor es <0,1 mm); el grado de endurecimiento por acritud es bajo y la estructura no puede reforzarse por deformación.
·Al biselar aleaciones de aluminio: el endurecimiento por acritud mejora significativamente la rigidez de la aleta (la resistencia de la aleación 6063 mejora tras el endurecimiento en frío); la baja fuerza de corte permite el uso de herramientas de hoja delgada más precisas; la pequeña recuperación elástica (aproximadamente 1/3 de la del cobre) garantiza la precisión geométrica de la aleta.
c. Avance en los límites estructurales y la optimización de costes.
El diseño de aletas ultrafinas busca, fundamentalmente, maximizar la relación superficie/volumen, y las propiedades físicas del aluminio son más adecuadas para este objetivo:
Tabla 2: Comparación de parámetros de disipadores skived-fin de aluminio y cobre
Se utilizan perfiles de aluminio de sección transversal simple (placa/ranura) para reemplazar moldes complejos, lo que reduce los costos de moldeo en un 60 %. La producción de lotes pequeños utiliza directamente aletas biseladas de placa (sin molde) para adaptarse a las necesidades personalizadas.
3-Esencia de la tendencia: La optimización del sistema reemplaza el egoísmo del material
El valor fundamental del disipadores skived-fin de aluminio reside en la optimización integral del sistema, en lugar de reemplazar un solo rendimiento de conductividad térmica:
·Ventajas técnicas: Lograr un avance sinérgico en la disipación de calor ligera y eficiente mediante una estructura de múltiples aletas, un proceso de aletas delgadas y el moldeo de una sola pieza;
·Ventajas de la integración ligera: En campos emergentes como las nuevas energías/5G, la ligereza y el costo se han convertido en indicadores más críticos que la conductividad térmica absoluta, y se han mejorado los beneficios derivados.
·Economía de ciclo completo: El costo inicial es solo el 45 % de la solución de cobre, y la reducción del consumo de energía del ventilador que aporta la ligereza permite una rápida recuperación de la inversión. ·Base de fabricación sustentable: Las características de la industria de suficiente capacidad de producción de aluminio y una tasa de recuperación >95% brindan garantía para la estabilidad de la cadena de suministro.
Actualizaremos periódicamente la información y las tecnologías relacionadas con el diseño térmico y la reducción de peso. Gracias por su interés en Walmate.

El salto en la densidad de potencia y la superación de los límites térmicos impulsan las cuatro revoluciones en la tecnología de refrigeración de inversores fotovoltaico. Desde la refrigeración por aire con aletas del puente H centralizado hasta el uso de tubos de calor en la topología NPC de tres niveles para controlar la fuente de calor; desde los multiniveles modulares para construir una línea de defensa de redundancia térmica con materiales de cambio de fase, hasta los interruptores suaves de SiC que utilizan refrigeración líquida por microcanales para superar la alta densidad de flujo térmico, cada iteración topológica reescribe el paradigma de la refrigeración. La esencia de esta evolución es el desafío definitivo de la electrónica de potencia a la segunda ley de la termodinámica bajo las restricciones triangulares de eficiencia, densidad de potencia y fiabilidad, y definirá las barreras competitivas de la próxima generación de sistemas de fusión de almacenamiento fotovoltaico.
1- Evolución del sistema inversor fotovoltaico
La evolución del sistema inversor fotovoltaico sigue una transición de cuatro etapas: adaptación de la disipación de calor → gestión térmica → sinergia térmica → sistema de reducción de entropía. Esto ha impulsado la forma de la centralización tipo gabinete a la integración inteligente a nivel de chip. La densidad de potencia continúa avanzando, al tiempo que la eficiencia y la penetración en el mercado se disparan.
a. La forma física del inversor fotovoltaico ha experimentado una transición de tres niveles:
Los primeros inversores centralizados eran de gran tamaño (>1 m³/MW) y pesaban más de una tonelada; la posterior solución de tipo cadena desmontó la unidad de potencia en módulos de 20-100 kW, y el volumen se redujo a 0,3 m³/MW; el diseño modular actual ha avanzado aún más hasta llegar a subunidades de 10 kW, la densidad de potencia ha superado los 50 kW/L y el peso se ha reducido a <15 kg/kW.
b. La adaptabilidad ambiental cambia de protección pasiva a adaptación activa:
· Nivel de protección: IP54 → IP66/C5-M anticorrosión (en entornos costeros/con niebla salina)
· Rango de temperatura: -25 ~ +60 °C → -40 ~ +85 °C (en entornos de frío extremo/desértico)
· Respuesta inteligente: El algoritmo de control dinámico de temperatura ajusta la potencia de disipación de calor en tiempo real para adaptarse a entornos con polvo y alta humedad.
c. La demanda de disipación de calor cambia cualitativamente con el aumento en la densidad de potencia:
La refrigeración por aire forzado temprana gestiona una densidad de flujo de calor <100 W/cm²; la tecnología de tubos de calor en la era de tres niveles resuelve el problema de la uniformidad de temperatura de múltiples fuentes de calor; la alta frecuencia de SiC promueve la popularización de la refrigeración líquida; la refrigeración por cambio de fase de microcanal se está convirtiendo en una solución estándar para >300 W/cm², y la proporción del sistema de disipación de calor se ha reducido del 30 % al 12 % del total de la máquina.
2- Evolución de la topología del sistema inversor fotovoltaico y la gestión térmica
La lógica subyacente de la evolución de la topología del sistema inversor fotovoltaico se basa en la relación "eficiencia-densidad de potencia-costo":
· Cambios en el mecanismo de pérdidas: de un predominio de pérdidas por conducción (puente H) → pérdida de conmutación en el núcleo (NPC) → pérdida de componentes magnéticos/condensador de alta frecuencia (MMC) → la pérdida de compatibilidad electromagnética bajo conmutación suave de SiC representa más del 60%, lo que desplaza el enfoque de la disipación de calor de la "temperatura media" a la "gestión de densidad de flujo térmico ultraalta";
· Transición de la densidad de potencia: El límite físico de los IGBT basados en silicio (20 kHz/3 kW/L) fue superado por los dispositivos de SiC (100 kHz/50 kW/L), lo que obligó a la solución de disipación de calor a cambiar de refrigeración por aire → tubo de calor → refrigeración líquida → refrigeración por cambio de fase de microcanales; Equilibrio dinámico de costos: La proporción del costo del sistema de disipación térmica disminuye gradualmente del puente H al SiC, pero el costo de disipación térmica de la potencia unitaria aumenta. Es necesario reconstruir el límite térmico mediante un diseño colaborativo de topología, empaquetamiento y disipación térmica para lograr una reducción del LCOE.
Tabla 1: Evolución de las topologías de inversores fotovoltaico y gestión térmica
Ante los desafíos de ingeniería que suponen el continuo aumento de la densidad de potencia y los continuos avances en la densidad de flujo térmico de los inversores fotovoltaicos, es necesario modernizar sistemáticamente las soluciones de disipación de calor:
· Evolución de la refrigeración por aire a la refrigeración líquida: para hacer frente a la alta densidad de flujo térmico de los nuevos chips, se reduce significativamente la temperatura del núcleo;
· Combinación de tecnología de tubos de calor y cambio de fase: suprime eficazmente el choque térmico de los sistemas modulares y prolonga la vida útil de los componentes clave;
· Diseño colaborativo y control de costes: optimiza la proporción del sistema de disipación de calor mediante una profunda integración de la gestión eléctrica y térmica.
Como socio en gestión térmica, Walmate se centra en la tecnología de refrigeración directa al chip y en la optimización de la resistencia térmica a nivel de sistema para ofrecer soluciones viables de disipación de calor para sistemas de almacenamiento fotovoltaico.
Actualizaremos periódicamente la información y las tecnologías relacionadas con el diseño térmico y la reducción de peso. Gracias por su interés en Walmate.

Este artículo intenta analizar la trayectoria de innovación en la tecnología de disipación de calor de sistemas HVDC en el contexto del auge de la computación con IA, centrándose en dos direcciones principales: la sinergia de la refrigeración líquida y la modernización de los materiales. El contenido se ha recopilado a partir de información pública del sector. Si hay alguna omisión, por favor, corríjala.
1- El auge de HVDC y la inevitabilidad de una mayor demanda de refrigeración
El crecimiento explosivo de la potencia de computación de IA ha incrementado significativamente la densidad de potencia de los centros de datos (un solo gabinete supera los 100 kW), impulsando la demanda de sistemas de suministro de energía de alta eficiencia. Los SAI tradicionales se enfrentan a retos de eficiencia y espacio, mientras que los sistemas HVDC se están convirtiendo rápidamente en la solución de suministro de energía principal para los centros de datos de IA gracias a su alta eficiencia, bajas pérdidas, tamaño compacto y alta fiabilidad. Esto impulsa directamente el rápido crecimiento del mercado de HVDC y el aumento de su penetración en los centros de datos de IA. Al mismo tiempo, la demanda de IA también impulsa el desarrollo de la tecnología HVDC a niveles de voltaje más altos (como sistemas de 750 V y 1000 V) para mejorar aún más la eficiencia y la capacidad de transporte de energía.
a. Explosión de la potencia de computación de IA y requisitos de eficiencia energética
Para cumplir con los altos estándares de eficiencia energética (como una PUE del centro de datos ≤1,5/≤1,3), la tecnología de refrigeración HVDC debe lograr:
· Un diseño de refrigeración eficiente, utilizando tecnología de refrigeración líquida para gestionar la alta densidad de potencia; Control preciso de los parámetros de refrigeración.
· Optimización de los medios de transferencia de calor, uso preferente de agua desionizada y selección de fluidos estables que evitan la separación de fases (como el PCD) en situaciones especiales.
· Se ha mejorado el rendimiento del radiador y se han utilizado materiales de alta conductividad térmica; el diseño especial del canal de flujo mejora la eficiencia del intercambio de calor.
· Control y monitorización dinámica de la temperatura, monitorización en tiempo real de las temperaturas de los puntos clave; equipado con equipos de diagnóstico para predecir fallos.
· Diseño de redundancia y fiabilidad, como: configuración redundante N+1 del sistema de refrigeración, red de tuberías de agua fría de doble circuito para evitar fallos puntuales.
· Capacidad de disipación de calor de emergencia: permite la disipación de calor en condiciones de trabajo extremas.
· Adaptabilidad ambiental: garantiza un funcionamiento estable a una temperatura ambiente de 15-35 °C y cuenta con ventilación a prueba de humedad.
b. Profundización en la aplicación de semiconductores de tercera generación (SiC/GaN)
El aumento de la potencia de procesamiento de IA ha impulsado la arquitectura de CC de alto voltaje de 800 V como una nueva tendencia en los centros de datos:
·SiC/GaN está reemplazando gradualmente a los dispositivos tradicionales basados en silicio gracias a su alta densidad de potencia, conmutación de alta frecuencia y bajas pérdidas.
·Mejora significativamente la eficiencia del sistema.
·Reduce los costos de material y mejora la confiabilidad.
c. Ventajas de la HVDC en eficiencia energética frente a la fuente de alimentación de CA y su impacto en la disipación de calor
Los requisitos de la arquitectura HVDC para sistemas de disipación de calor se reflejan principalmente en la alta densidad de potencia, métodos de refrigeración eficientes, diseño redundante, adaptabilidad ambiental, optimización de la eficiencia energética y rápida recuperación ante fallos. Estos requisitos determinan conjuntamente la complejidad y los desafíos de los sistemas HVDC en diseño y operación.
Tabla 1: Desglose de las causas fundamentales de las diferencias en las pérdidas de conversión de energía de HVDC frente a CA
2- Núcleo de innovación: Sinergia de refrigeración líquida y soluciones de actualización de materiales
a. Sistema de refrigeración líquida: Transición generacional del edge al mainstream
La penetración de la refrigeración líquida ha aumentado rápidamente, la potencia de procesamiento de la IA eleva el consumo de energía de la GPU a 1000 W, lo que obliga a la refrigeración por aire a transformarse, y los entornos edge deben adaptarse al rango de temperaturas extremas de -30 °C a 60 °C.
Tabla 2: Transición generacional de trayectorias tecnológicas
b. Mejora de materiales: un avance clave para afrontar los desafíos térmicos extremos
La mejora de materiales promueve avances en el rendimiento de la disipación térmica: se optimiza la gestión térmica de los tiristores mediante materiales de interfaz de alta conductividad térmica, se combinan sustratos cerámicos de nitruro de aluminio (conductividad térmica ≥ 180 W/mK) para mejorar la capacidad de disipación térmica de los dispositivos de SiC/GaN y se utiliza una estructura de refrigeración líquida compuesta para soportar una alta densidad de potencia. A nivel de sistema, se utilizan una arquitectura de refrigeración líquida redundante N+1, una estrategia de control de temperatura inteligente y un diseño de tubería con tensión de resistencia de 800 V para lograr una disipación térmica colaborativa segura y eficiente.
3- Desafíos y oportunidades técnicas en la cadena de suministro de la industria de refrigeración
a. Desafíos clave: Cuellos de botella en la estandarización y la compatibilidad
La falta de uniformidad en la interfaz de la placa fría a nivel de chip y la diferencia en la tensión de resistencia de la tubería a nivel de gabinete (500 V~800 V) provocan una compatibilidad deficiente y aumentan el coste de la transformación. Las rutas de la placa fría y la tecnología de inmersión están separadas, y la falta de normas de aislamiento del refrigerante agrava la fragmentación de la industria. Existen riesgos ocultos en la operación y el mantenimiento, como un mecanismo de detección de fugas insuficiente y normas en blanco para la atenuación del rendimiento del refrigerante. La causa principal reside en la división ecológica entre los tres grupos: proveedores de chips, servidores y soluciones de refrigeración líquida, lo que genera un dilema de "islandización" con responsabilidades poco claras.
b. Oportunidades de colaboración: Colaboración técnica y colaboración industrial
La capa de chip promueve la estandarización de las interfaces de placa fría, y la capa de sistema vincula la carga HVDC y el caudal de refrigeración mediante algoritmos de control de temperatura con IA. La capa industrial se basa en ODCC para establecer estándares de interfaz y refrigerante, y acorta el ciclo de implementación con máquinas modulares. Innova en la tecnología de regeneración de refrigerante y en los modelos de arrendamiento de equipos para reducir costes, y cubre los riesgos de fuga mediante mecanismos de seguro para lograr una colaboración tridimensional entre tecnología, industria y finanzas.
Actualmente, la tecnología de refrigeración HVDC aún enfrenta desafíos como la estandarización y la compatibilidad, pero la colaboración industrial ha mostrado avances significativos. Este artículo es solo una observación temporal, y esperamos debatir las direcciones de optimización con colegas del sector.
Actualizaremos periódicamente la información y las tecnologías relacionadas con el diseño térmico y la reducción de peso. Gracias por su interés en Walmate.
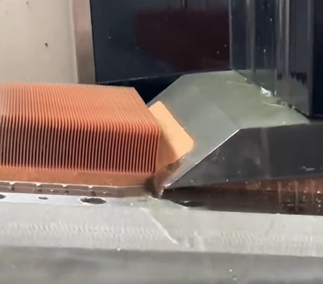
En la fabricación de disipadores de calor, la selección de materiales y la precisión del biselado de las aletas son clave para el éxito. Ante los exigentes requisitos de aletas ultrafinas y de alta densidad, el principal desafío es: ¿cómo equilibrar la conductividad térmica del material, el coste y la procesabilidad? ¿Cómo superar el límite del equipo, lograr una precisión estable a nivel micrométrico y garantizar la consistencia de la forma del diente y la eficiencia de disipación térmica? Esto determina directamente el rendimiento del producto, la competitividad en costes y el rendimiento de la producción en masa.
1- Problemas y desafíos principales del proceso
a. Esencia del proceso: El raspado por capas (desbaste → mecanizado fino) forma piezas de aleta de alta densidad.
El raspado por capas elimina rápidamente el exceso mediante el mecanizado de desbaste y garantiza la precisión de la forma de la aleta mediante el mecanizado fino. Sin embargo, presenta tres contradicciones principales:
· Control de la deformación térmica: El elevado calor de corte generado por el mecanizado de desbaste provoca una expansión local de las piezas de aleta de paredes delgadas. Esta deformación debe compensarse durante el mecanizado fino; de lo contrario, se producirán errores de elipticidad (como la separación desigual de las aletas de disipación de calor).
· Equilibrio de tensiones: La acumulación de tensiones residuales en el mecanizado por capas provoca la deformación de las piezas dentadas, especialmente de aluminio (alta conductividad térmica pero bajo límite elástico), lo que requiere reducir la fuerza de corte mediante la estrategia de "pequeña profundidad de corte y avance rápido".
· Transferencia de precisión: El material residual irregular que queda del mecanizado de desbaste aumenta la carga sobre la herramienta de mecanizado fino, lo que facilita la vibración y la tolerancia del espesor de la aleta.
b. Dos puntos críticos principales
· Selección del material del disipador: La selección del material del disipador debe equilibrar la conductividad térmica, la procesabilidad y el coste. Mediante la comparación del rendimiento y la toma de decisiones, junto con la modificación del material y el control de costes, se puede lograr una optimización sinérgica.
Tabla 1: Comparación cuantitativa de las propiedades del material y lógica de selección
· Precisión del equipo: La optimización de la precisión del equipo mejora la precisión del mecanizado y la vida útil de la herramienta al suprimir la deformación térmica de corte, el desgaste y los errores de la herramienta, utilizando herramientas innovadoras y compensación de errores de acoplamiento termomecánico.
Tabla 2: Cadena causal de defectos de precisión
2- Selección de materiales: clave para el rendimiento y el coste
a. Demanda de conductividad térmica dominante
· Escenario de alto flujo térmico (>100 W/cm²): Se prefiere el cobre (conductividad térmica de 380 W/m·K), ya que su capacidad de transporte de calor es un 30 % superior a la del aluminio.
Control de riesgos: Decapado para eliminar la capa de óxido (10 % HNO₃) + película de aceite de benzotriazol para prevenir la oxidación secundaria, lo que reduce el desgaste de la herramienta en un 40 %.
Escenario de flujo térmico medio y bajo (<80 W/cm²): Se prefiere el aluminio puro (conductividad térmica de 210 W/m·K), que satisface la mayoría de las necesidades de electrónica de consumo y cuesta solo el 30 % del cobre.
b. Optimización de las restricciones de costes
· Proyectos sensibles al coste, reducción del espesor del material (p. ej., sustrato de aluminio de 4 mm a 2 mm); reciclaje de residuos (tasa de recuperación de virutas de cobre >95 %); diseño compuesto local (el cobre se utiliza solo en la zona de contacto con la fuente de calor). Solución alternativa: diseño de aluminio puro + tubo de calor, con una conductividad térmica equivalente de 200–220 W/m·K.
c. Compromiso con la dificultad de procesamiento
Para requisitos de aletas elevados (>70 mm), elija aluminio puro. El límite de altura de aleta es de 120 mm y su resistencia a la flexión es mayor que la del cobre. Se requiere pretratamiento y recocido del aluminio (reduciendo la tensión residual) para reducir las fluctuaciones de dureza.
Para una forma de aleta de alta precisión (espesor de aleta <0,5 mm), elija aluminio de la serie 6. El AL6063 se endurece tras el procesamiento suave y el espesor de la aleta se puede controlar a 0,25 mm. Se recomienda evitar el procesamiento directo de materiales de cobre duro (dientes propensos a colapsar). Se requiere pretratamiento a baja temperatura.
3- Optimización de la precisión del equipo: clave para mejorar el rendimiento
La precisión del equipo es fundamental en el proceso de desbastado para lograr aletas de alta densidad y controlar la deformación y el desgaste.
Tabla 3: Mecanismo de impacto de las fuentes de error del equipo en el rendimiento
Ideas para optimizar la precisión de los equipos de skived:
· Mejora de la precisión fundamental: Sustitución de CNC, reemplazando la transmisión mecánica por un sistema CNC para eliminar el error de indexación; supresión de la deformación térmica, utilizando tecnología de corte por aire frío y combinando tecnología de compensación para controlar activamente la deformación térmica durante el procesamiento; refuerzo de la herramienta, aplicando un recubrimiento de CBN y optimizando la estructura geométrica para mejorar la capacidad antiastillamiento de la herramienta.
· Logros clave: La precisión de procesamiento del equipo alcanza ±0,003 mm (nivel micrométrico); permite el diseño de aletas extremas con un espesor de 0,3 mm y una altura de aleta de 120 mm; el rendimiento de producción ha alcanzado un aumento significativo del 65 % al 95 %.
En resumen, la adaptación precisa de los materiales y la precisión extrema de biselado son los principales obstáculos en la fabricación de radiadores. Los materiales optimizados garantizan la base del rendimiento, mientras que los equipos de precisión micrométrica (transmisión CNC, supresión de la deformación térmica y herramientas duraderas) son la única manera de lograr un alto rendimiento y permitir el diseño de aletas con formas extremas. Solo optimizando continuamente estos dos núcleos e implementando de forma proactiva tecnologías avanzadas de control de precisión podremos consolidar la posición de liderazgo en el mercado del procesamiento de radiadores.
Actualizaremos periódicamente la información y las tecnologías relacionadas con el diseño térmico y la reducción de peso. Gracias por su interés en Walmate.
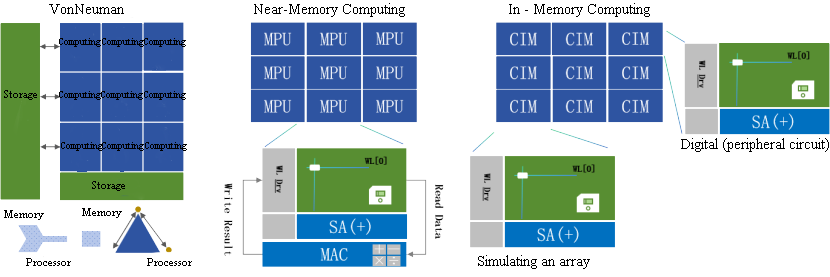
La creciente potencia de cálculo de los servidores de IA se enfrenta a restricciones térmicas: la densidad de potencia de los chips supera los 1000 W/cm² (como NVIDIA H100), la de los gabinetes aumenta de 2,4 kW a 120 kW, y la solución tradicional de refrigeración por aire alcanza el límite físico de 8-10 kW. La lógica subyacente de esta crisis de disipación térmica se debe al dilema del efecto cuántico en la arquitectura de los chips (la tasa de fuga se dispara por debajo de los 3 nm), el desequilibrio en el consumo energético de la gestión de datos (que representa más del 90 % del consumo energético del sistema) y la demanda exponencial de entrenamiento de modelos de gran tamaño (GPT-4 consume 32,4 TWh de electricidad para un solo entrenamiento). Ante las fuertes restricciones políticas (el PUE de China ≤ 1,25) y la presión de la eficiencia energética, la tecnología de refrigeración líquida ha pasado de ser un experimento marginal a ser una tecnología generalizada y se ha convertido en la clave para liberar el potencial de la IA.
1- La lógica subyacente de los requisitos de refrigeración de los servidores de IA
a. Arquitectura de chips y revolución del consumo energético
La densidad de potencia de cálculo (potencia de cálculo por unidad de área o por unidad de consumo energético) y el consumo energético de los chips de IA son los indicadores clave para medir su rendimiento. A continuación, se presenta un análisis de tres casos típicos de chips:
A medida que la potencia de procesamiento continúa mejorando, el rendimiento del chip no se puede alcanzar su máximo potencial debido a las limitaciones físicas de la disipación de calor y la eficiencia energética. Este fenómeno de "muro de consumo energético" se debe a:
· Retraso en la disipación de calor: la tasa de crecimiento de la densidad de potencia del chip (>1000 W/cm²) supera con creces la velocidad de iteración de la tecnología de disipación de calor, y las soluciones tradicionales alcanzan límites físicos.
· Estructura de consumo energético desequilibrada. A nivel físico, el efecto túnel cuántico por debajo de 3 nm debilita la mejora de la eficiencia energética, y el apilamiento 3D provoca una fuerte caída de la eficiencia de disipación de calor de entre un 30 % y un 50 %. A nivel arquitectónico, el consumo energético de la gestión de datos representa más del 90 %, y la tasa de crecimiento de la potencia de procesamiento (750 veces/2 años) y el ancho de banda de la memoria (1,4 veces/2 años) están gravemente desequilibrados. A nivel de aplicación, la gran explosión de parámetros del modelo (como el entrenamiento GPT-4 consume 32,4 TWh) y la carga dinámica (el consumo de energía instantáneo supera el TDP en un 200 %) aumentan la presión de disipación de calor.
Figura 1: La integración del almacenamiento y la computación
b. Transición de la densidad de potencia del gabinete
La densidad de potencia del gabinete está experimentando una revolución, pasando de la computación general a la ultradensidad impulsada por IA, y el paradigma se ha reconstruido de la "adaptación de la sala de equipos" a la "sala de definición de equipos". La demanda de potencia de computación de IA ha obligado a la infraestructura a actualizarse a pasos agigantados. · Transición exponencial: la densidad media global aumentó de 2,4 kW/gabinete a 9,5 kW/gabinete (TCAC ≈12 %) entre 2011 y 2024. El centro de computación inteligente de IA ha impulsado la densidad hasta superar los 120 kW/gabinete (como NVIDIA GB200 NVL72), pudiendo alcanzar el nivel de MW en 2030.
· El impulso del núcleo, el aumento del consumo energético de los chips de IA (tarjeta única H100: 700 W → tarjeta única GB200: 1200 W) y la demanda de entrenamiento de modelos de gran tamaño (el entrenamiento único GPT-4 consume 32,4 TWh) generan un "efecto de doble hélice", que obliga a la densidad del gabinete a adaptarse al aumento de la potencia de computación. Avance tecnológico: el límite de refrigeración por aire (8-10 kW) se sustituye por refrigeración líquida. Los sistemas de placa fría (20-50 kW) e inmersión (50-120 kW) admiten alta densidad. El sistema de alimentación se ha actualizado a corriente continua de alta tensión (HVDC), con una eficiencia superior al 98 %. La tasa de utilización del espacio se ha incrementado en un 40 % (se ha eliminado el conducto de aire). La refrigeración líquida reduce la PUE a 1,08.
c. Impulsado por políticas y eficiencia energética.
· Proyecto "East Data West Computing" de China: requisitos obligatorios para los nodos centrales orientales: PUE ≤ 1,25 y occidental ≤ 1,2, lo que impulsa la popularización de la tecnología de refrigeración líquida. Tomando como ejemplo el centro de Mongolia Interior, el uso de refrigeración líquida por inmersión puede reducir la PUE a 1,08, ahorrando más de 20 millones de kWh de electricidad al año. Regulaciones globales sobre emisiones de carbono: La directiva CSRD de la UE exige que los centros de datos divulguen su huella de carbono durante todo su ciclo de vida, y la Ley de Responsabilidad de Datos Empresariales Climáticos de California incluye las emisiones de alcance 3 en la divulgación obligatoria. La tecnología de refrigeración líquida se ha convertido en la clave para el cumplimiento normativo gracias a la reducción de emisiones indirectas (como las fugas de refrigerante).
Beneficios económicos: La refrigeración líquida ahorra entre un 30 % y un 50 % de energía de refrigeración en comparación con la refrigeración por aire. Sumado a la diferencia entre los precios de la electricidad en horas punta y valle, el periodo de amortización de la inversión puede acortarse a entre 3 y 5 años.
2- Evolución de la tecnología de disipación de calor y diferenciación de rutas técnicas
a. Tecnología de refrigeración líquida: del borde a la corriente principal
La transición de la refrigeración líquida de un experimento de borde a una base de disipación de calor supone un reequilibrio entre la densidad de potencia de computación y la eficiencia energética, y una reconstrucción de la cadena de valor del centro de datos.
· Proceso de evolución, etapa de marginalización (décadas de 1960-2010), uso exclusivo para la industria de supercomputación/militar (como Cray-2), limitado por la corrosividad de los materiales y su alto coste; período de avance (décadas de 2010-2020), la densidad térmica de la GPU superó los 500 W/cm² (NVIDIA P100) y la política (PUE de China ≤ 1,25) impulsó su uso comercial, y el coste de la transformación de la placa fría se redujo a 1,2 veces el de la refrigeración por aire. General (casi 2-3 años), la densidad de potencia del gabinete de IA superó los 120 kW (como NVIDIA NVL72), el TCO de la refrigeración líquida fue un 12,2 % menor que el de la refrigeración por aire y el periodo de recuperación de la inversión se redujo a 3-5 años.
· Lógica evolutiva y técnica: de la "refrigeración por aire para adaptarse a los chips" a la "disipación de calor definida por el chip", la refrigeración líquida se convierte en la palanca clave para liberar potencia de cómputo; lógica industrial: se forma un ciclo positivo de "estándares impulsados por políticas → los estándares reducen costes → los costes impulsan la popularización"; lógica ecológica: se reconstruye la cadena de valor del centro de datos, convirtiendo el sistema de refrigeración de un "centro de costes" a un "activo de eficiencia energética".
· Diferenciación de rutas técnicas: la diferenciación de la tecnología de refrigeración líquida se deriva de la interacción entre la eficiencia de disipación de calor y el coste de transformación. El tipo de placa fría prioriza la compatibilidad, equilibra costes y riesgos mediante la transformación local y se adapta a escenarios de densidad media. El tipo de inmersión busca el límite físico de disipación de calor y supera la barrera de densidad térmica mediante la reconstrucción del sistema, pero enfrenta desafíos en cuanto a materiales, operación y mantenimiento. El tipo de rociado explora el control preciso de la temperatura a nivel de chip, allanando el camino para escenarios sensibles como la computación óptica. La esencia de la diferenciación de la tecnología de refrigeración líquida es el resultado del equilibrio imposible: "eficiencia de disipación de calor-costo de transformación-complejidad de operación y mantenimiento". El tipo de placa fría gana en equilibrio, el tipo de inmersión busca el límite físico y el tipo de rociado busca un control preciso de la temperatura. Los tres juntos promueven la refrigeración líquida de una "opción técnica" a una "base de potencia computacional".
b. La tecnología de refrigeración a nivel de chip presenta avances multidimensionales
La tecnología de refrigeración a nivel de chip está experimentando una trinidad de innovaciones en "materiales-estructura-control". A corto plazo, está dominado por la microfluídica 3D y la refrigeración líquida por placa fría (que admite una TDP de kilovatios), y a largo plazo, se basa en la refrigeración cuántica y la sinergia fototérmica para superar los límites físicos. Su desarrollo determina directamente la eficiencia de la liberación de potencia de computación de IA y la evolución de la eficiencia energética de los centros de datos.
· Materiales: el diamante/grafeno se acerca al límite físico de conductividad térmica, y los materiales de cambio de fase resuelven el choque térmico transitorio.
· Estructura, microfluídica y placas frías cambian de la "fijación externa" a la "incrustación en chip", con trayectorias de disipación de calor más cortas y mayor eficiencia.
· Control: los chips de refrigeración activa de estado sólido superan las limitaciones de volumen, y la regulación dinámica de IA logra la "sinergia entre calor y computación".
· Tendencia principal: la integración de los tres promueve la evolución de la disipación de calor de la "conducción pasiva de calor" al "control activo de temperatura a nivel de chip", lo que satisface los requisitos de TDP de kilovatios de chips individuales.
La evolución de la tecnología de disipación de calor ha pasado de ser una innovación puntual a una reconstrucción del sistema: la refrigeración líquida por placa fría lidera la transformación de los inventarios existentes con compatibilidad, la inmersión rompe el límite físico de disipación de calor y la tecnología de pulverización a nivel de chip explora el control preciso de la temperatura. Las tres tecnologías juntas construyen un sistema de disipación de calor por capas. A medida que la disipación de calor cuántica y la tecnología de sinergia fototérmica se comercialicen, en el futuro admitirán una potencia de computación ultradensa de nivel MW en un solo gabinete. Este proceso no solo supone una revolución en el paradigma de la disipación de calor, sino que también impulsa a los centros de datos de ser consumidores de energía a activos energéticamente eficientes. Se estima que la refrigeración líquida completa puede ayudar a los centros de datos globales a reducir las emisiones de carbono en 450 millones de toneladas para 2030. La disipación de calor está pasando de ser un factor de costos a ser la base fundamental de la economía de la potencia de computación de la IA.
Actualizaremos periódicamente la información y las tecnologías relacionadas con el diseño térmico y la reducción de peso. Gracias por su interés en Walmate.
Al ver un disipador de calor tan preciso como los dientes de un peine en un dispositivo electrónico, quizá no piense que su rendimiento máximo se determinó mucho antes de que la cuchilla tocara el metal. ¿Por qué los grandes fabricantes están dispuestos a invertir tanto dinero en el pretratamiento de materiales? Porque este paso puede mejorar directamente el disipador: cortar aluminio ahorra un 20 % de esfuerzo, los disipadores de cobre pueden usarse durante 3 años más, e incluso disipadores de 12 cm de altura pueden cortarse de una sola vez. Este artículo presenta cómo "masajear y aflojar los huesos" del metal mediante métodos científicos, para que el metal duro pueda transformarse obedientemente en un disipador de calor perfecto.
1-¿Por qué el pretratamiento es el "motor invisible" del Disipador de calor con aletas biseladas?
a. Desafíos de fabricación de disipadores térmicos de alta precisión
· Concentración de tensión residual: La tensión residual del proceso de laminado o fundición de las materias primas se libera durante el biselado, provocando la deformación del sustrato.
· Ablandamiento del material: El aluminio, el cobre y otros materiales se ablandan localmente debido al aumento de temperatura (aluminio 40-60 °C, cobre 80-120 °C) durante el proceso de corte, lo que provoca el colapso del diente o el aumento de las rebabas.
· Oxidación superficial: El cobre se oxida fácilmente en el aire para formar una capa de CuO (alta dureza y fragilidad), lo que agrava el desgaste de la herramienta y acorta su vida útil.
b. Pretratamiento: el puente clave entre las materias primas metálicas y las láminas de precisión
· Optimización del rendimiento del material mediante recocido de recristalización de aluminio y cobre, respectivamente, elimina la tensión residual generada durante el proceso de laminación y mejora significativamente la uniformidad de la dureza del material.
· Control del estado de la superficie: mediante limpieza química para eliminar la capa de óxido de la superficie del material. Por ejemplo, el cobre se puede decapar con HNO₃ al 10 %, lo que reduce la rugosidad superficial a 0,4 μm tras el tratamiento, reduciendo eficazmente la adherencia de la herramienta. También se puede optar por el tratamiento de pasivación del aluminio, como el anodizado para formar una película de Al₂O₃ de 5-10 μm de espesor, lo que previene la oxidación secundaria durante el procesamiento.
c. ¿Cómo mejora la tecnología de pretratamiento la eficiencia del procesamiento?
· Acortamiento del ciclo de procesamiento: la resistencia al corte del material se reduce tras el pretratamiento, lo que permite una mayor velocidad de avance.
· Reducción de la tasa de retrabajo: La preliberación de tensiones mejora considerablemente la tasa de pasada de planitud del sustrato, eliminando el proceso de corrección secundaria.
2- Fundamentos de la tecnología de pretratamiento: la integración de la ciencia y la tecnología de los materiales
El núcleo de la tecnología de pretratamiento reside en personalizar la lógica del proceso en función de las propiedades del material para resolver las contradicciones inherentes a los materiales de alta conductividad térmica, como el aluminio y el cobre, en el desbastado de engranajes.
a. Las propiedades del material determinan la lógica del pretratamiento.
Pretratamiento de materiales de aluminio: El recocido a 300–350 °C × 2 h puede eliminar la tensión de laminación y mejorar la uniformidad de la dureza en un 40 %; el tratamiento superficial puede seleccionarse mediante anodizado para generar una película de Al₂O₃ de 5–10 μm o pasivación química (tratamiento con cromato) para inhibir la oxidación durante el procesamiento.
Pretratamiento de materiales de cobre: El recocido a 500–600 °C × 1 h puede ablandar el material, reducir la dureza de 80 HB a 45 HB y la fuerza de corte en un 30 %; el decapado utiliza una solución de HNO₃ al 10 % para eliminar la capa de óxido. Cuando el espesor de CuO supera 1 μm, la tasa de desgaste de la herramienta aumenta en un 50 %.
b. Contradicción fundamental: Paradoja del procesamiento de materiales de alta conductividad térmica
Punto de contradicción: La alta conductividad térmica (como 380 W/m·K para el cobre) es la principal ventaja del disipador de calor. La alta conductividad térmica provoca que el calor de corte se transfiera rápidamente a la herramienta, acelerando el desgaste (la vida útil de la herramienta en el procesamiento del cobre es solo un tercio de la del aluminio).
Esquema de pretratamiento: equilibrio entre la conductividad térmica y la maquinabilidad, como el pretratamiento a baja temperatura de los materiales de cobre para reducir el aumento de la temperatura de corte o el diseño de materiales con gradientes; gestión de la capa de óxido, como la conservación de la densa película de Al₂O₃ de los materiales de aluminio para reducir la fricción; y el recubrimiento de los materiales de cobre con una película de aceite de benzotriazol después del decapado para bloquear la oxidación secundaria.
3-Métodos de pretratamiento clave
a. Pretratamiento mecánico: allanando el camino para el procesamiento
Limpieza de superficies (chorro de arena/pulido), eliminación de capas de óxido, manchas de aceite y rebabas, mejora de la rugosidad superficial (valor Ra), mejora de la adhesión del recubrimiento o posterior efecto de decapado.
b. Pretratamiento químico: activación de la actividad superficial del material
Mediante la limpieza física (descontaminación), la modificación química (formación de una película de conversión) y la mejora del rendimiento superficial, la superficie del material se transforma de un estado inerte a un estado altamente activo. La clave reside en equilibrar la rugosidad superficial, la densidad de grupos funcionales químicos y la resistencia a la corrosión, proporcionando así un sustrato ideal para procesos posteriores.
c. Tratamiento térmico: remodelación de la microestructura del material
Mediante el control preciso de los procesos de calentamiento, aislamiento y enfriamiento del material, la microestructura se reorganiza y optimiza. La clave reside en el uso de mecanismos de activación térmica para impulsar la difusión atómica, el cambio de fase y la reorganización de defectos, dotando así al material de nuevas características de rendimiento.
d. Control de composición: gestión integral del proceso, desde la fundición hasta el moldeo.
El control de composición es la tecnología clave en la fabricación de materiales. Mediante la selección de materias primas, el control preciso de la fundición y la optimización de los parámetros de moldeo, junto con la detección digital, se logra un control preciso de las fluctuaciones y un mejor rendimiento.
4-Aluminio vs. Cobre: Estrategias de pretratamiento diferenciadas
Debido a las diferencias significativas en las propiedades físicas y químicas del aluminio y el cobre, es necesario diseñar estrategias de pretratamiento específicas para resolver sus respectivos problemas de procesamiento.
5-¿Cómo se convierte el pretratamiento en un amplificador de eficiencia?
a. Colaboración con el proceso de biselado
· Reducción del desgaste de la herramienta: Tras el pretratamiento, se reduce el óxido duro residual en la superficie, se prolonga la vida útil de la herramienta de biselado y se reduce la tasa de astillado de las piezas de aletas de alta densidad.
· Mejora de la precisión del procesamiento: El pretratamiento con chorro de arena elimina la tensión interna del material, reduce el error de altura de diente de ±0,5 mm a ±0,1 mm y cumple con los requisitos de dientes de alta densidad (altura de diente/espesor del sustrato ≥10).
b. Colaboración con el tratamiento de superficies
· Mejora de la adhesión del recubrimiento: Tras el pretratamiento de pasivación, la tasa de aprobación de la prueba de adhesión del recubrimiento puede mejorar significativamente.
· Reducción de la resistencia térmica de contacto: El pretratamiento forma una estructura microporosa uniforme, que reduce la resistencia térmica de la interfaz de soldadura del radiador y el tubo de calor entre un 15 % y un 20 %.
c. Colaboración con el procesamiento CNC de superficies
· Reducción de defectos secundarios en el procesamiento: Tras la limpieza química para eliminar manchas de aceite, la tasa de rebabas del aluminio fresado CNC se reduce en un 60% y los defectos de roscado y deslizamiento se reducen en un 50%.
d. Efecto del pretratamiento en la eficiencia de la producción
· Mayor rendimiento: Al optimizar los procesos de pretratamiento químico y mecánico, se ha mejorado significativamente el rendimiento del Disipador de calor con aletas biseladas y el procesamiento CNC, garantizando la calidad del producto.
· Ciclo de procesamiento más corto: Tras el pretratamiento, el procesamiento del aluminio no requiere desbarbado por separado, lo que reduce considerablemente el tiempo de procesamiento de una sola pieza. La velocidad de procesamiento de la línea de arenado automatizada aumenta y la eficiencia de la producción mejora significativamente.
· Reducción del consumo y los costes energéticos: Se utiliza pretratamiento mecánico en lugar de decapado químico, lo que reduce el consumo energético del proceso. Tras el pretratamiento, se reduce la dureza del material, la pérdida de molde y el coste de producción.
Actualizaremos periódicamente la información y las tecnologías relacionadas con el diseño térmico y la reducción de peso. Gracias por su interés en Walmate.
A medida que se acelera la transformación de la estructura energética global, el papel de los sistemas de almacenamiento de energía en la regulación de la frecuencia de la energía, el nuevo consumo energético y otros escenarios cobra cada vez mayor relevancia. Como elemento clave, el diseño de la carcasa de batería ESS para la adaptación ambiental debe considerar la tolerancia a condiciones climáticas extremas, la resistencia estructural y la fiabilidad a largo plazo. Partiendo de los requisitos del escenario, este artículo define las vías técnicas clave para la adaptación climática, analiza los desafíos de diseño y las direcciones de innovación, y proporciona una referencia para el desarrollo de carcasas de batería ESS de alta adaptabilidad ambiental.
1- Diferenciación de escenarios del mercado de almacenamiento de energía y tendencias de gestión refinadas
a. Mapa de diferenciación de escenarios: articulación de características regionales y requisitos técnicos
El mercado de almacenamiento de energía presenta una diferenciación regional significativa, y las soluciones técnicas deben adaptarse a las condiciones climáticas, las características de la red eléctrica y los escenarios de aplicación:
· Escenarios climáticos extremos:
Entorno desértico de alta temperatura: La carcasa debe soportar temperaturas superiores a 50 °C (el efecto de isla de calor dentro del contenedor puede alcanzar los 53,3 °C), contar con la certificación de nivel de protección IP55/IP67 y utilizar diversas medidas, como algodón resistente a la arena y sellador, para resistir la erosión del viento y la arena.
Entorno de gran altitud/baja temperatura: A temperaturas de -40 °C, es necesario integrar tecnología de precalentamiento de celdas de batería, optimizar la atenuación de la capacidad de refrigeración del sistema de refrigeración líquida (el límite inferior de funcionamiento se extiende a -30 °C) y reforzar el aislamiento eléctrico para afrontar el riesgo de arco eléctrico causado por el aire enrarecido. Escenarios de adaptación del sistema eléctrico:
La regulación de frecuencia de la red eléctrica europea debe cumplir con la regulación dinámica de potencia (rango de 47,5 a 51,5 Hz) y ser compatible con los requisitos del mercado de servicios auxiliares. Los proyectos de integración de almacenamiento fotovoltaico en Norteamérica deben admitir una arquitectura de 1500 V CC y una conmutación rápida de carga y descarga (≤100 ms), además de superar las pruebas de propagación de fugas térmicas para garantizar la seguridad.
Escenarios de almacenamiento de energía industrial y comercial:
El diseño compacto utiliza tecnología de integración directa de celdas (aumento del aprovechamiento del espacio al 33 %), las soluciones modulares permiten una expansión flexible (15-921 kWh) e integran funciones inteligentes de operación y mantenimiento para reducir el coste de todo el ciclo de vida.
b. Estrategia empresarial optimizada, transformación de la entrega del producto al servicio de valor
Soluciones técnicas personalizadas: Dado el alto coste de transmisión en zonas aisladas, la configuración de un sistema de almacenamiento de energía a largo plazo de más de 4 horas puede reducir la inversión en actualizaciones de la red en un 30 %. El sistema de almacenamiento de energía de tipo red admite la compatibilidad con múltiples escenarios y mejora la estabilidad de la red. ·Servicio de ciclo de vida completo: Optimice la inversión inicial y los costos de operación y mantenimiento a través del modelo LCoS (costo nivelado de almacenamiento), la plataforma inteligente de operación y mantenimiento integra datos de precios de electricidad y pronósticos de carga, optimiza dinámicamente las estrategias de carga y descarga y aumenta los ingresos en más del 15%.
2- Rutas técnicas clave para la tolerancia climática
a. Diseño colaborativo de la estructura y la gestión térmica
·Tecnología de refrigeración líquida:
Refrigeración líquida de placa fría: Utilizando una placa fría de microcanales serpenteantes (ancho de canal ≤ 2 mm), con control de diferencia de temperatura ≤ 3 ℃, el coste de transformación es entre un 15 % y un 20 % superior al del sistema de refrigeración por aire y la vida útil de la batería aumenta un 30 %.
Refrigeración líquida por inmersión: Disipación directa del calor mediante refrigerante dieléctrico. La eficiencia de conducción térmica aumenta en más del 50 %, pero es necesario equilibrar el coste del refrigerante y la complejidad del mantenimiento. Se utiliza principalmente en entornos de alta gama.
·Optimización de la integración estructural:
El diseño integrado de la placa inferior con canal de flujo se combina con el proceso de soldadura por fricción y agitación, lo que permite alcanzar una resistencia de la soldadura del 95 % de la del material base, el rendimiento sísmico cumple con las normas IEC y reduce el peso de la carcasa en un 18 %.
b. Sistema de protección contra la erosión climática: revolución de materiales e innovación en la tecnología de sellado
·Selección de materiales:
La caja de aleación de aluminio alcanza un nivel de protección contra la corrosión C5 mediante anodizado, y la prueba de niebla salina alcanza 3000 h sin corrosión; el material compuesto de fibra de carbono reduce el peso en un 35 % y la resistencia a la presión del viento alcanza los 2,5 kPa.
·Tecnología de sellado:
La estructura de sellado dinámico utiliza caucho EPDM, una capa de espuma de poliuretano y sellador de silicona para una triple protección, y el proceso de soldadura láser logra una hermeticidad de 10⁻⁷ Pa·m³/s.
c. Estrategia de respuesta a climas extremos: defensa activa y regulación inteligente
·Adaptabilidad a altas y bajas temperaturas:
La capa de aislamiento compuesto (conductividad térmica ≤0,018 W/m·K) se combina con la película de calentamiento eléctrico para mantener la diferencia de temperatura entre el interior y el exterior de la caja por encima de 50 °C; la tecnología de autocalentamiento por pulsos reduce el consumo de energía en un 70 %. Diseño antiviento y antiarena: Sistema de ventilación de presión positiva (eficiencia de eliminación de polvo ≥95 %) y diseño de superficie con microranuras biónicas. La concentración de polvo se controla a ≤0,1 mg/m³ y el polvo superficial se reduce en un 60 %.
3-Desafíos y requisitos fundamentales del diseño de carcasas de baterías para sistemas de almacenamiento de energía (ESS)
a. Definición de adaptabilidad ambiental
Debe cumplir con indicadores multidimensionales como la resistencia mecánica (resistencia al impacto, resistencia a terremotos), la estabilidad química (resistencia a la niebla salina, resistencia a los rayos UV) y el rendimiento de la gestión térmica.
b. Requisitos de resistencia estructural
Las particiones internas y las nervaduras de refuerzo optimizan la distribución de tensiones, y la estructura portante equilibra la presión; los marcos de aleación de aluminio combinados con paneles compuestos logran ligereza (reducción del 31%) y alta rigidez.
c. Factores impulsores del mercado
Orientación política: La construcción de grandes bases eólicas y solares nacionales promueve altos estándares ambientales; la certificación obligatoria en mercados extranjeros (como la norma AS/NZS 4777.2 de Australia) acelera las actualizaciones tecnológicas.
Requisitos económicos: Los sistemas de refrigeración líquida reducen el LCoS y ofrecen ventajas significativas en escenarios de alta tasa de carga y descarga (1C).
4-Sistema de diseño de resistencia estructural multidimensional
a. Innovación de materiales y estructura compuesta
La aleación de aluminio de alto rendimiento (resistencia a la tracción ≥ 270 MPa) y el soporte de aleación de magnesio trabajan conjuntamente para reducir el peso; la estructura sándwich compuesta (panel de aluminio + núcleo de aluminio espumado) considera tanto la ligereza como la resistencia al impacto.
b. Arquitectura modular y escalable
Las interfaces estandarizadas facilitan la rápida expansión de los grupos de baterías, y los procesos de fabricación flexibles (soldadura por fricción y agitación/soldadura láser) mejoran la compatibilidad de la línea de producción y se adaptan a las necesidades de la instalación mixta de celdas de batería de múltiples tamaños.
El diseño de adaptabilidad ambiental de la carcasa de la batería ESS es el resultado de una profunda combinación de la iteración tecnológica y los requisitos del escenario. Es necesario lograr un avance en la fiabilidad mediante la optimización estructural multidimensional y la innovación tecnológica en protección climática. El desarrollo tecnológico futuro se centrará en el control dinámico inteligente de la temperatura (como las estrategias de gestión térmica basadas en IA), los procesos con materiales bajos en carbono (aplicación de materiales compuestos de origen biológico) y la certificación de estandarización global (que abarca condiciones climáticas multirregionales) para afrontar entornos extremos y los diversos desafíos del mercado. Al reforzar la resistencia estructural, el diseño ligero y la optimización del coste del ciclo de vida completo, los sistemas de almacenamiento de energía pueden respaldar eficazmente la aplicación a gran escala de nuevas energías y proporcionar garantías de infraestructura altamente adaptables para la transformación baja en carbono del sistema energético global.
Actualizaremos periódicamente la información y las tecnologías relacionadas con el diseño térmico y la reducción de peso. Gracias por su interés en Walmate.
El proceso de aplicación de los materiales principales de la carcasa de batería ess consiste esencialmente en lograr un equilibrio entre los requisitos de ligereza, la eficiencia de la gestión térmica y los costes del ciclo completo. Desde el acero hasta las aleaciones de aluminio y los materiales compuestos, cada iteración se acompaña de innovación en los procesos (como la tecnología de soldadura y el diseño modular) e integración funcional (refrigeración líquida, protección contra incendios y sellado).
1- Lógica de peso ligero
a. Selección y sustitución de materiales
· Etapa inicial (antes de 2020): Predominio del acero y las placas de acero galvanizado
Características del material: El acero (densidad 7,8 g/cm³) se ha popularizado debido a su bajo coste y tecnología avanzada, pero es pesado y se corroe con facilidad. Las placas de acero galvanizado (antiarena y antidesgaste clase 4) aún presentan riesgo de oxidación tras un uso prolongado y altos costes de mantenimiento.
Limitaciones de la aplicación: El peso de la carcasa supera el 40 %, la densidad energética del sistema es baja y la soldadura personalizada conlleva un largo ciclo de instalación, lo que dificulta satisfacer la demanda de almacenamiento de energía distribuida.
· Periodo de desarrollo (2020-2024): Aplicación diversificada de la aleación de aluminio y el acero inoxidable
Ganancia de la aleación de aluminio: La densidad (2,7 g/cm³) es un 65 % inferior a la del acero, y el coeficiente de conductividad térmica de 237 W/mK es adecuado para la tecnología de refrigeración líquida. El diseño integrado integra el canal de refrigeración líquida y la placa inferior mediante soldadura por fricción y agitación, lo que reduce la cantidad de conectores y mejora el sellado. La solución típica de estructura de doble capa (placa exterior de acero galvanizado resistente al viento y la arena + control de temperatura interior de aleación de aluminio y magnesio) logra un aumento del 12 % en la eficiencia del sistema.
Optimización del acero inoxidable: El acero inoxidable 316L es resistente a la corrosión por iones de cloruro durante más de 2000 horas y, combinado con sellos de silicona, ofrece una solución para entornos con alta humedad.
· Etapa madura (2024 a la fecha): Materiales compuestos e integración funcional
Materiales compuestos SMC: El refuerzo de fibra de vidrio (densidad 1,67 g/cm³) pesa solo el 21 % del acero, y el moldeo por compresión permite un diseño estructural con forma especial. La estructura compuesta tipo sándwich (SMC + aerogel) tiene un límite de resistencia al fuego de 2 horas y, simultáneamente, una reducción de peso del 30 %. Exploración de la fibra de carbono: Resistencia a la tracción de 300-1200 MPa, densidad de 1,5-2,0 g/cm³, limitada por el coste (5-8 veces superior al del acero), se utiliza principalmente para refuerzo local en aplicaciones de alta gama.
La clave del aligeramiento de materiales reside en la optimización de la relación densidad-resistencia. Consulte la comparación del rendimiento de los materiales en la tabla a continuación. Al sustituir materiales de alta densidad (como el acero) por aleaciones de aluminio o materiales compuestos, se puede reducir significativamente el peso, garantizando al mismo tiempo la resistencia (por ejemplo, compensando la pérdida de resistencia mediante optimización topológica), mejorando así la densidad energética y la eficiencia del transporte.
b. Tecnología de optimización estructural
La optimización estructural reconstruye la estructura mecánica de la caja mediante métodos de diseño innovadores, optimizando materiales y procesos, a la vez que mantiene la capacidad de carga. La tecnología de soldadura a medida de aleación de aluminio utiliza tecnología de soldadura avanzada para lograr una reducción significativa del espesor de pared, combinada con el diseño integrado del canal de flujo y el marco para reducir los nodos de conexión redundantes y el riesgo de fallos de sellado. La tecnología de soldadura fuerte por estampación utiliza tecnología de moldeo para crear una estructura curva integrada de pared delgada, lo que reduce considerablemente el uso de sujetadores tradicionales e integra tecnología de tratamiento de superficies para mejorar la resistencia a la corrosión, reduciendo eficazmente los costos de operación y mantenimiento a lo largo de todo el ciclo de vida. Ambas tecnologías mejoran sinérgicamente la eficiencia de la producción y la confiabilidad estructural al reducir los enlaces de procesamiento y la redundancia de materiales, lo que reduce significativamente el costo de almacenamiento de energía unitario y garantiza la estabilidad operativa a largo plazo del equipo en condiciones de trabajo complejas.
c. Innovación en el proceso de fabricación
Optimización del diseño estructural y mejora de la eficiencia:
Integración integrada: El canal de refrigeración líquida está integrado con la placa inferior de la carcasa, lo que reduce el número de conectores en un 30 % y mejora la eficiencia de sellado y disipación de calor.
Diseño modular: La interfaz estandarizada es compatible con múltiples materiales, aumenta la eficiencia de instalación en un 50 % y es adecuada para una rápida implementación en múltiples escenarios.
Tecnología avanzada que reduce costes y mejora la eficiencia:
Automatización de alta precisión: Corte láser + soldadura robotizada, aumento del 15 % en la tasa de utilización del material y reducción del 40 % en el ciclo de producción.
Simulación digital: CAE optimiza los parámetros del proceso, reduce el número de ensayos de molde en un 50 % y el rendimiento supera el 98 %.
2- Elementos fundamentales del control de costos de ciclo completo
a. Modelo de composición de costos
El costo de ciclo completo (CVC) incluye:
· Costo de inversión inicial (C_mv): adquisición de equipos (que representa más del 50%) y construcción.
· Costo de operación (C_ps): carga de electricidad, gestión de mano de obra, pérdida de energía (por ejemplo, el costo de carga aumenta un 33% cuando la eficiencia de conversión es del 75%).
· Costo de operación y mantenimiento (C_om): mantenimiento de equipos, reparación de fallas, reemplazo de repuestos (que representa el 20-30% del costo del ciclo de vida).
Expresión de la fórmula: CEss = α⋅EBESS + β⋅PBESS + Cps + Com CEss = α⋅EBESS + β⋅PBESS + Cps + Com
Entre ellos, la reducción de peso afecta directamente la inversión inicial al reducir la E (demanda de energía) y la P (demanda de potencia).
Figura 1. Costo del ciclo de vida de una central eléctrica de almacenamiento de energía
b. El impacto del peso ligero en el coste
3-Estrategias clave para equilibrar la ligereza y el rendimiento
a. Equilibrio entre resistencia y peso
Refuerzo local: Utilizar acero para reforzar las zonas de concentración de tensiones (como las uniones atornilladas) y utilizar materiales ligeros en otras zonas.
Diseño de estructura biónica: Por ejemplo, tubos de refrigeración líquida con forma de vena de hoja, que pueden reducir el peso y mejorar la eficiencia de disipación de calor.
b. Optimización del rendimiento de disipación de calor
Adaptación de la conductividad térmica del material: La aleación de aluminio (237 W/mK) es mejor que el acero (50 W/mK), lo que resulta adecuado para sistemas de refrigeración líquida.
Integración de la gestión térmica: Integrar la placa de refrigeración y la caja para reducir el peso de los componentes adicionales de disipación de calor.
c. Garantía de rendimiento de protección
Sellado multicapa: Se adopta una doble protección de sellado coloidal + compresión mecánica para cumplir con los estándares IP67.
Diseño ignífugo: La estructura de cabina tipo "sándwich" (capa resistente a altas temperaturas + capa ignífuga) alcanza un límite de resistencia al fuego de 2 horas.
La lógica subyacente del diseño ligero y el control de costos de las carcasas de baterías ESS es reducir el consumo de recursos durante todo el ciclo, garantizando al mismo tiempo el rendimiento mediante la sinergia tridimensional de sustitución de materiales, optimización de la estructura e innovación de procesos. Su esencia radica en un enfoque integral que mejora la densidad energética, optimiza la eficiencia de operación y mantenimiento, y recicla materiales, y es necesario encontrar el equilibrio óptimo entre viabilidad técnica y eficiencia económica.
Actualizaremos periódicamente la información y las tecnologías relacionadas con el diseño térmico y la reducción de peso. Gracias por su interés en Walmate.
La evolución de la seguridad en la industria del almacenamiento de energía es un cambio sistemático impulsado por la sinergia entre la iteración tecnológica y los estándares de seguridad. Desde la reconstrucción de las rutas de disipación térmica, la protección coordinada de materiales y estructuras hasta la gestión térmica integrada, este proceso refleja la lógica subyacente de la industria para la protección contra fugas térmicas: desde la defensa pasiva hasta la supresión activa, y desde una actualización de acoplamiento unidimensional hasta una multinivel.
1- El "triángulo imposible" de la tecnología de almacenamiento de energía y estrategias para resolver las contradicciones fundamentales
a. Las contradicciones del "triángulo imposible" de la tecnología de almacenamiento de energía se manifiestan principalmente en los controles y contrapesos mutuos de múltiples dimensiones:
El desarrollo de la tecnología de almacenamiento de energía se enfrenta a un complejo equilibrio entre densidad energética, seguridad y coste. Si bien los materiales de alta actividad pueden mejorar la densidad energética, también aumentan significativamente el riesgo de fugas térmicas; si bien el diseño de seguridad a nivel de sistema (como la tecnología de control de temperatura de refrigeración líquida) puede reducir los riesgos, a menudo conlleva una pérdida de densidad energética. Además, la introducción de sistemas de protección activa y tecnologías de seguridad intrínseca puede mejorar la seguridad, pero aumenta significativamente el coste de los componentes no relacionados con las baterías. Estas contradicciones revelan las múltiples limitaciones que deben resolverse en la evolución de la tecnología de almacenamiento de energía.
b. Estrategias para resolver las contradicciones fundamentales:
Innovación de materiales: La aplicación de nuevos materiales electrolíticos retrasa significativamente el tiempo de propagación de las fugas térmicas, teniendo en cuenta la alta densidad energética. Las baterías de iones de sodio mantienen una densidad energética razonable y reducen los costos gracias a la optimización de los materiales de los electrodos negativos. La introducción de materiales nanocompuestos aumenta considerablemente la capacidad teórica.
Optimización del sistema: La tecnología avanzada de refrigeración líquida mejora significativamente la eficiencia de disipación de calor mediante un control preciso de la temperatura, a la vez que reduce los costos de operación y mantenimiento. Las redes de baterías dinámicas y reconfigurables mejoran la disponibilidad del sistema mediante un rápido ajuste de la topología.
Control inteligente: El sistema de alerta temprana con inteligencia artificial ha mejorado considerablemente la precisión de la predicción de riesgos mediante la fusión de datos multidimensionales. El progreso de la tecnología de conversión de energía ha mejorado significativamente la eficiencia del sistema. La innovación en políticas y modelos de negocio ha acelerado la implementación de la tecnología. Por ejemplo, el modelo de almacenamiento de energía compartido ha reducido la presión de la inversión en un solo punto, y la utilización en cascada ha optimizado aún más el costo de todo el ciclo de vida.
2- Reglas de evolución
a. Innovación en la fusión de trayectorias técnicas
Alerta temprana inteligente basada en datos multifuente: La nueva generación de sistemas de monitoreo integra datos de sensores multidimensionales, como señales de gas, presión y acústicas, y combina modelos dinámicos de fallas con análisis de datos históricos para reducir significativamente la tasa de falsas alarmas y aumentar el tiempo de alerta.
Gestión térmica y diseño de enlace contra incendios: La tecnología de refrigeración líquida, combinada con un algoritmo de ajuste dinámico de temperatura para lograr un control preciso de la temperatura, el sistema de protección contra incendios y la gestión de baterías se integran a fondo para formar una estrategia de enlace multinivel que suprime eficazmente la propagación de fugas térmicas.
Optimización coordinada de materiales y estructuras: El revestimiento aislante resistente a altas temperaturas reemplaza los materiales ignífugos tradicionales, prolongando significativamente el tiempo de bloqueo de la propagación del calor; se introducen refuerzos anticolisión y canales direccionales de alivio de presión en el diseño estructural para mejorar la capacidad de resistencia al impacto mecánico.
b. Profundización gradual de los niveles de protección
Protección progresiva desde las celdas de la batería hasta los sistemas: La monitorización temprana de riesgos se logra mediante sensores integrados a nivel de celda de la batería. Se utilizan detectores compuestos y materiales de cambio de fase a nivel de módulo para suprimir la acumulación local de calor; se construye una plataforma de monitoreo colaborativo a nivel de sistema para lograr una protección completa durante todo el ciclo de vida.
De la respuesta pasiva a la defensa activa: El nuevo estándar promueve el desarrollo de tecnología de defensa activa. Por ejemplo, el sistema inteligente de gestión de baterías interrumpe la ruta de riesgo al inicio de la carga mediante análisis de impedancia dinámica, y la tecnología anticondensación activa elimina los riesgos ambientales.
Protección colaborativa multidimensional: El diseño colaborativo termo-eléctrico-mecánico refuerza la seguridad general del sistema; la protección contra incendios y el monitoreo colaborativo de operación y mantenimiento abarcan todos los eslabones de fabricación y transporte para reducir el riesgo de falsas alarmas.
3- Proceso de evolución
a. Iteración de la tecnología de disipación de calor
La tecnología de refrigeración líquida se ha generalizado: los sistemas de refrigeración líquida reducen significativamente la diferencia de temperatura entre los grupos de baterías gracias a una eficiente uniformidad de la temperatura, prolongan su vida útil y mejoran la seguridad. La tecnología de refrigeración líquida por inmersión supera aún más el límite de disipación de calor y admite escenarios de carga y descarga de alta velocidad.
La optimización estructural mejora la eficiencia de la disipación de calor: el diseño paralelo multicanal permite un flujo uniforme del refrigerante, y la integración de las funciones de aislamiento térmico y refrigeración bloquea la propagación del calor.
b. Innovación en materiales y estructuras
Sistema de materiales de alta seguridad: los diafragmas resistentes a altas temperaturas y los recubrimientos cerámicos retrasan significativamente la reacción en cadena de la fuga térmica; los materiales compuestos ligeros mejoran la resistencia estructural y la protección, a la vez que reducen el peso.
Innovación en celdas y módulos de batería: el nuevo diseño de celdas de batería reduce la circulación y prolonga su vida útil optimizando la estructura interna, y la tecnología de integración de módulos mejora el aprovechamiento del espacio y la eficiencia de la disipación de calor.
c. Integración de la gestión térmica
Diseño integrado a nivel de sistema: la solución integrada integra a fondo la gestión de baterías, la protección contra incendios y la gestión térmica, facilita una implementación flexible y se adapta a entornos extremos.
Inteligencia y control colaborativo: los modelos de inteligencia artificial predicen el estado de la batería en tiempo real y optimizan la distribución de energía, y los sistemas de protección contra incendios y la gestión térmica están conectados para lograr una respuesta rápida.
Gestión del ciclo de vida completo: la gestión de circuito cerrado desde el diseño hasta la retirada, combinada con la monitorización digital y la evaluación del estado en la nube, mejora significativamente la fiabilidad del sistema.
La innovación en seguridad de la tecnología de almacenamiento de energía no solo es resultado de la iteración tecnológica, sino también de la reconstrucción de la lógica subyacente del sistema energético. Mediante la profunda integración de materiales, estructuras e inteligencia, la industria está superando las múltiples limitaciones de la densidad energética, la seguridad y el coste, y construyendo una red de protección tridimensional que abarca desde microceldas hasta macrosistemas. La sinergia de la tecnología de refrigeración líquida y la alerta temprana dinámica, la complementariedad de los materiales resistentes a altas temperaturas y el diseño ligero, y la lógica de circuito cerrado de la gestión completa del ciclo de vida, perfilan conjuntamente la visión futura de los sistemas de almacenamiento de energía de alta seguridad y alta eficiencia. Con los avances en tecnologías de vanguardia, como los materiales cuánticos y las baterías de estado sólido, la industria del almacenamiento de energía avanzará hacia una nueva era de seguridad intrínseca y aplicación a gran escala, inyectando energía duradera a la transformación inteligente y baja en carbono del sistema energético global.
Actualizaremos periódicamente la información y las tecnologías relacionadas con el diseño térmico y la reducción de peso. Gracias por su interés en Walmate.
A medida que los sistemas de almacenamiento de energía evolucionan hacia una mayor capacidad y una mayor densidad energética, el diseño de compatibilidad y coincidencia de tamaños de las Carcasa de batería ESS se han convertido en cuestiones centrales para mejorar la eficiencia y la confiabilidad del sistema. Este artículo combina los últimos casos de diseño de ingeniería, tecnologías patentadas y tendencias de la industria para realizar un análisis desde tres dimensiones: utilización del espacio, compatibilidad modular y diseño de soporte y disposición de celdas de batería.
1- Optimización del uso del espacio
La mejora en la utilización del espacio de los sistemas integrados de almacenamiento de energía es esencialmente un proceso bidireccional entre la iteración tecnológica y los requisitos del escenario. Mediante la innovación colaborativa de tecnologías como celdas de baterías de gran capacidad, arquitectura modular e integración de refrigeración líquida, la industria está pasando del "apilamiento extensivo" a la "reutilización espacial extrema".
a. Aplicación de celdas de batería de gran capacidad: aumento de la densidad energética y la eficiencia
Resumen de ideas: La esencia de aplicar celdas de batería de gran capacidad es reducir los niveles estructurales internos del paquete de baterías y mejorar directamente la utilización del espacio desde las celdas de batería hasta el paquete de baterías. Los paquetes de baterías tradicionales adoptan un modo de integración de tres niveles de "celda de batería → módulo → paquete de batería", y la estructura del módulo (vigas transversales, vigas longitudinales, pernos, etc.) conduce a una baja utilización del espacio. Las celdas de batería de gran capacidad pueden omitir el nivel del módulo alargando o aumentando el volumen de la celda individual y usar tecnología CTP (Cell to Pack) para integrar las celdas de batería directamente en el paquete de baterías.
Núcleo técnico: Utilice celdas de batería ultra grandes de más de 600 Ah para reducir la cantidad de celdas de batería y puntos de conexión, y aumentar la capacidad de una sola celda.
b. Reutilización espacial y optimización de costes: del “apilamiento de componentes” a la “reutilización multidimensional”
Resumen de ideas: La reutilización espacial y la optimización de costos son dos caras de la misma moneda, y la lógica subyacente es romper los límites físicos y de costos de los sistemas tradicionales de almacenamiento de energía a través de la simplificación estructural, la integración funcional, la iteración de materiales y el diseño estandarizado.
El núcleo de la reutilización espacial es reducir los eslabones intermedios simplificando al extremo la jerarquía estructural. Por ejemplo: Diseño de caja de alto voltaje dos en uno: la tecnología patentada de Jiangsu Trina Energy Storage combina dos cajas de alto voltaje en una, compartiendo el total de relés positivos/negativos y conexiones eléctricas, reduciendo el 30% del espacio horizontal ocupado y reduciendo el costo de los componentes eléctricos en un 15%.
Reutilización entre dominios de módulos funcionales, integración de piezas estructurales y canales de disipación de calor, como la integración de la placa de enfriamiento de líquido con la placa inferior de la caja y compartir el espacio entre la tubería de enfriamiento de líquido y el soporte estructural, reduciendo el 15% de los componentes de disipación de calor independientes; El cuerpo de la celda de la batería como parte estructural: BYD Blade Battery proporciona resistencia de soporte a través de paredes laterales de celda de batería largas y delgadas, eliminando el marco del módulo y aumentando la utilización del espacio al 60%-80%.
Optimización profunda de la topología eléctrica, como la topología en cascada de alto voltaje, que reduce la cantidad de circuitos paralelos al aumentar la capacidad y el nivel de voltaje de las celdas individuales (como el almacenamiento de energía de cadena inteligente de Huawei), reduce el espacio físico de la pila de baterías en un 20% y acorta el tiempo de respuesta del sistema en un 50%. ; Diseño de relé compartido: la caja de alto voltaje dos en uno de Jiangsu Trina Energy Storage permite que dos líneas compartan el mismo relé, lo que reduce la cantidad de relés y la longitud del cable en un 50 % y mejora la eficiencia de la instalación en un 30 %.
2-Diseño de disposición y soporte de celdas de batería: equilibrio entre capacidad de carga, disipación de calor y resistencia a las vibraciones
La esencia de la disposición celular es un juego entre la utilización del espacio, la distribución del calor y la estabilidad mecánica. La forma física y la dirección de disposición de la célula afectan directamente la eficiencia de llenado del espacio:
a. Optimizar la disposición de las celdas de la batería
Diseño de celda de batería invertida: la válvula a prueba de explosiones de la celda de batería apunta hacia abajo para que el escape de fuga térmica y el espacio a prueba de bolas inferior se compartan, liberando el espacio de altura de la celda de batería y logrando una tasa de utilización del volumen.
Disposición de celdas en posición horizontal: optimiza la utilización del espacio en la dirección de la altura del paquete de baterías, aumenta la proporción de materiales activos y logra una utilización del volumen significativamente mayor que las celdas verticales.
Celdas de batería ultralargas y delgadas: la cantidad de celdas de batería por unidad de volumen se reduce a través del diseño de celdas de batería alargadas y delgadas, lo que mejora la eficiencia de agrupación.
b. Diseño de acoplamiento de disipación de calor y soporte de carga: tiene como objetivo lograr una doble optimización de la disipación de calor eficiente y la resistencia estructural a través de la innovación colaborativa de estructura, materiales y procesos.
Ruta de diseño estructural:
Estructura integrada, como diseño conforme de placa de enfriamiento de líquido y viga de soporte: incrustando el canal de enfriamiento de líquido en la viga de soporte de aleación de aluminio, reduciendo los componentes independientes y mejorando la utilización del espacio;
Disposición en capas y compartimentados, apilando el paquete de baterías, el sistema de refrigeración líquida y el BMS en capas para reducir la interferencia mutua entre el flujo de calor y el estrés mecánico;
Optimización mecánica biónica, como estructura de panal/corrugada, diseño de una capa de núcleo de panal o corrugada en el marco de soporte de aleación de aluminio (como la solución patentada de Mufeng.com), absorbiendo la energía de vibración a través de la deformación mientras se optimiza la ruta de disipación de calor.
Camino de innovación de materiales:
Conductividad térmica e integración de carga, como materiales de fibra compuesta de aleación de aluminio (conductividad térmica ≥ 200 W/m·K, resistencia +30%); materiales inteligentes, la capa de relleno de cambio de fase (PCM) absorbe el calor y lo libera lentamente, con una diferencia de temperatura de ±1,5 ℃; Amortiguación ligera: la capa de amortiguación de silicona elástica absorbe la vibración (amortiguación +40%).
Ruta de implementación del proceso:
Procesos de conformado de precisión, como el conformado por extrusión: se utilizan para fabricar vigas de aleación de aluminio refrigeradas por líquido con canales de flujo complejos;
Tecnología de tratamiento de superficies, como la generación de una capa de óxido cerámico en la superficie de la aleación de aluminio para mejorar la resistencia a la corrosión (prueba de niebla salina ≥ 1000 h) y mejorar la eficiencia de disipación de calor (la emisividad de la superficie aumentó en un 20%);
Proceso de ensamblaje inteligente y ajuste dinámico de precarga, como la integración de sensores de presión y actuadores eléctricos para ajustar la precarga del perno (5-20 kN) en tiempo real para evitar daños por sobrepresión en las celdas de la batería.
c. Diseño coordinado de la resistencia a la carga y a las vibraciones de la estructura de soporte: El sistema de soporte debe cumplir los requisitos duales de resistencia a la carga estática (peso de la celda de la batería + presión de apilamiento) y resistencia a las vibraciones dinámicas (impacto del transporte/terremoto).
3- Modularidad y compatibilidad: interfaces estandarizadas y arquitectura escalable
La esencia de utilizar una interfaz estandarizada para adaptarse a celdas de batería de múltiples tamaños es lograr una expansión flexible de las especificaciones de las celdas de batería en una plataforma unificada a través de la innovación colaborativa en la gestión mecánica, eléctrica y térmica. La tecnología actual ha pasado de la compatibilidad estática al ajuste dinámico, y evolucionará hacia la inteligencia, la ligereza y la integración entre escenarios en el futuro.
a. Innovación colaborativa de la estructura mecánica:
Estandarización de interfaz mecánica: definición de dimensiones uniformes de dispositivos de conexión.
Diseño de gabinetes/paquetes de baterías modulares: Los módulos escalables y los gabinetes de baterías se construyen a través de unidades de batería estandarizadas (como celdas de 280 Ah y 314 Ah) para admitir combinaciones flexibles con diferentes requisitos de capacidad.
Figura 1: Carcasa de batería ESS de 280 Ah
b. Ajuste dinámico del sistema eléctrico
Protocolos e interfaces de comunicación estandarizados, como compatibilidad BMS: formule un protocolo de comunicación BMS (sistema de gestión de batería) unificado para soportar una conexión perfecta con PCS y celdas de batería de diferentes fabricantes; Regulación dinámica de potencia, mediante control de inercia virtual y algoritmo de optimización de múltiples escalas de tiempo, para lograr un ajuste en tiempo real de la potencia activa/reactiva; y diseño adaptativo de adaptación de parámetros eléctricos.
c. Adaptación inteligente del sistema de gestión térmica
Soluciones de gestión térmica jerárquica, como el uso de espuma de alta resiliencia ignífuga, adhesivo conductor térmico y otros materiales a nivel de celda para equilibrar los requisitos de aislamiento y disipación de calor e inhibir la difusión del calor; el diseño integrado de la placa de enfriamiento líquido integrada a nivel de módulo y la capa de aislamiento térmico para mejorar el ciclo de vida; El nivel del sistema ajusta dinámicamente la capacidad de enfriamiento a través de compresores de frecuencia variable y múltiples ramas de refrigeración.
Monitoreo y predicción inteligente, fusión de múltiples sensores. Los sensores de temperatura se colocan en lugares clave, como polos de celdas de batería y superficies grandes, para lograr una adquisición de temperatura de alta precisión; La tecnología de gemelo digital optimiza las estrategias de disipación de calor en tiempo real a través del monitoreo en la nube y el mantenimiento predictivo.
4- Conclusión
La optimización del Carcasa de batería ESS ha pasado de ser una simple mejora estructural a una innovación colaborativa multidimensional:
La fusión de material, estructura y algoritmo, como la combinación de caja de fibra de carbono + tecnología CTP + algoritmo de diseño de IA, se convertirá en la corriente principal.
La modularización y la estandarización se están acelerando, y el diseño estandarizado con Pack como la unidad funcional más pequeña impulsará a la industria a reducir costos y aumentar la eficiencia.
La gestión térmica y la utilización del espacio están profundamente integradas, y las tecnologías de refrigeración líquida por inmersión y control dinámico de temperatura liberan aún más el potencial del espacio.
Actualizaremos periódicamente la información y las tecnologías relacionadas con el diseño térmico y la reducción de peso. Gracias por su interés en Walmate.
Con el crecimiento explosivo de la potencia informática de la IA y el aumento continuo de la densidad de energía del centro de datos, la tecnología de refrigeración por aire tradicional ya no puede satisfacer las necesidades de disipación de calor. La tecnología de refrigeración líquida se ha convertido en una necesidad debido a sus ventajas como la disipación eficiente del calor, el ahorro de energía y la reducción del consumo. En la tecnología de refrigeración líquida, la competencia entre la placa fría y la inmersión es particularmente feroz. Este artículo analizará las ventajas y desventajas de ambos desde las perspectivas de las características técnicas, los escenarios de aplicación, la rentabilidad y las tendencias futuras, y explorará sus futuras direcciones dominantes.
1- Comparación de características técnicas: el tipo de placa fría tiene una fuerte compatibilidad, el tipo de inmersión tiene una mayor eficiencia de disipación de calor
a. Refrigeración líquida por placa fría: una transición suave y "mejorada"
Fuerte compatibilidad: No se requieren grandes cambios en la estructura del servidor y es compatible con la infraestructura de los centros de datos refrigerados por aire existentes, con bajos costos de transformación y ciclos cortos.
Alta seguridad: el refrigerante no entra en contacto directo con los componentes electrónicos, por lo que el riesgo de fugas es bajo y el riesgo se puede reducir aún más mediante un diseño modular (como conectores de cambio rápido y tuberías redundantes).
Alta madurez: la tecnología de placa fría se ha utilizado ampliamente en escenarios como el centro de datos Qiandao Lake de Alibaba Cloud y los proyectos de cooperación de Intel, y representa el 90 % del mercado actual de refrigeración líquida.
Limitaciones: El tipo de placa fría solo puede cubrir algunos componentes de alta potencia (como CPU, GPU) y el calor restante aún necesita depender del enfriamiento por aire para ayudar en la disipación del calor. El valor PUE suele ser de 1,1-1,2, ligeramente superior al del tipo de inmersión.
b. Refrigeración líquida por inmersión: un enfoque innovador para la disipación eficiente del calor
La refrigeración líquida por inmersión sumerge completamente el servidor en un refrigerante aislante, logrando la disipación del calor de todos los componentes a través del contacto directo. Entre sus principales ventajas se incluyen:
Eficiencia energética extrema: la conductividad térmica del líquido es 20 a 30 veces mayor que la del aire, el PUE puede ser tan bajo como 1,05 y la eficiencia de disipación de calor mejora en más de 3 veces.
Ahorro de espacio: el volumen del sistema de enfriamiento es solo 1/3 del del enfriamiento por aire, y la densidad de potencia de un solo gabinete puede alcanzar más de 50 kW, lo que es adecuado para escenarios de alta densidad como la supercomputación de IA.
Silencioso y ecológico: no se requiere ventilador, el ruido se reduce en más del 90% y no hay contaminación por polvo, lo que prolonga la vida útil del equipo.
Desafíos: La inmersión requiere servidores personalizados, el costo del refrigerante representa hasta el 60% (como el líquido fluorado), la inversión inicial es alta y es necesario mejorar la compatibilidad ecológica.
2- Diferenciación de escenarios de aplicación: predomina el enfriamiento líquido de placa fría a mediano y corto plazo, se libera el potencial de enfriamiento líquido de inmersión a largo plazo
a. Refrigeración líquida de placa fría: una opción rentable para la renovación de IDC existentes y la construcción de nuevos IDC
Renovación de antiguos centros de datos: la refrigeración líquida de placa fría se puede adaptar rápidamente a la arquitectura refrigerada por aire existente, con un ciclo de renovación corto y costes controlables. Por ejemplo, la solución modular en la que colaboraron Intel y Bich reduce la dificultad de implementación mediante un diseño de placa fría estandarizado.
Escenarios informáticos de densidad media y alta: el enfriamiento líquido de placa fría ya admite entre 130 y 250 kW de potencia por gabinete (como las GPU de la serie B de NVIDIA), lo que satisface la mayoría de las necesidades de entrenamiento de IA.
b. Refrigeración líquida por inmersión: la solución definitiva para supercomputación y centros de datos ecológicos
Potencia informática de ultraalta densidad: la potencia del gabinete de los chips de próxima generación (como la serie Rubin de NVIDIA) superará los 1000 kW, y la refrigeración líquida por inmersión se convertirá en la única solución viable.
Necesidades de ahorro de energía ecológica: el PUE del enfriamiento líquido por inmersión es cercano a 1,05 y la eficiencia de recuperación de calor residual alcanza el 90 % (como la solución de Lenovo), lo que está en línea con la política objetivo de "carbono dual".
c. Situación actual del mercado
La refrigeración líquida de placa fría domina el mercado actual: en 2025, la refrigeración líquida de placa fría representará entre el 80 % y el 90 % del mercado de refrigeración líquida, y la refrigeración líquida por inmersión representará menos del 10 %. Además, se han formado interfaces estandarizadas (como el diseño de placa fría OCP de Intel) y las soluciones de fabricantes como Inspur y Sugon son altamente compatibles. El proyecto "East Data West Computing" de China requiere que el PUE de los centros de datos de nueva construcción sea ≤1,25, y el enfriamiento líquido de placa fría se convierte en la primera opción para la transición.
La refrigeración líquida por inmersión está lista para funcionar: la solución de inmersión de cambio de fase Sugon C8000 logra PUE 1.04 y el centro de datos "Kirin" de Alibaba Cloud verifica la viabilidad de la refrigeración líquida por inmersión monofásica. Los chips de alta potencia, como la GPU NVIDIA B200 (1000 W+), han obligado al uso de refrigeración líquida por inmersión, lo que ha aumentado la densidad de potencia de procesamiento entre un 30 % y un 50 %. La UE planea prohibir los líquidos fluorados en 2028, y se ha acelerado la investigación y el desarrollo de refrigerantes domésticos a base de hidrocarburos y aceite de silicona (como la serie “Kunlun” de Sinopec).
3-Opinión autorizada PK
Facción de refrigeración líquida de placa fría: El tipo de placa fría es el "rompehielos" para la popularización de la refrigeración líquida y seguirá representando el 80% del mercado incremental de refrigeración líquida en los próximos cinco años. El tipo de inmersión debe esperar a que el consumo de energía del chip supere el punto crítico.
Escuela de refrigeración líquida por inmersión: La inmersión por cambio de fase es la forma definitiva de refrigeración líquida, y el tipo de placa fría es solo una solución transitoria. Cuando el consumo de energía de un solo chip supere los 800 W, la inmersión se convertirá en la única opción.
Neutrales: La diferenciación de rutas técnicas refleja la estratificación de la demanda de potencia informática. La placa fría sirve a la “computación oriental” y la inmersión apoya a la “computación occidental”. El desarrollo paralelo de doble vía será el tema principal durante la próxima década.
4-Oportunidades y estrategias de la industria
Juego de costes y ecológico: la refrigeración líquida de placa fría tendrá la ventaja a corto plazo, mientras que la refrigeración líquida de inmersión necesita reducir costes para salir del punto muerto.
Refrigeración líquida de placa fría: optimizar los materiales (compuesto de cobre y aluminio), mejorar la precisión del procesamiento (proceso a prueba de fugas) y promover el diseño modular y estandarizado.
Refrigeración líquida por inmersión: desarrollar líquidos de refrigeración rentables (como líquido de inmersión monofásico), gabinetes compatibles y cooperar con fabricantes de chips para personalizar soluciones de refrigeración.
Reservas de tecnología: Explore placas frías de flujo bifásico y sistemas de monitoreo inteligente (como regulación de flujo dinámico con IA) para hacer frente a futuras demandas de alta potencia.
5- Conclusión
A corto plazo (2025-2027): el enfriamiento líquido de placa fría domina los escenarios generales y la tasa de penetración del enfriamiento líquido de inmersión aumenta al 15%-20%; A largo plazo (2030+): el enfriamiento líquido por inmersión con cambio de fase se vuelve común en el campo de alto poder computacional, y el enfriamiento líquido de placa fría se retira al mercado de densidad media y baja.
Los factores decisivos: el coste del refrigerante, la velocidad de aumento del consumo de energía del chip y las políticas internacionales de protección medioambiental.
Actualizaremos periódicamente la información y las tecnologías relacionadas con el diseño térmico y la reducción de peso. Gracias por su interés en Walmate.

Con el rápido desarrollo de los vehículos de nuevas energías y las industrias de almacenamiento de energía, la ligereza, la alta seguridad y la gestión térmica eficiente se han convertido en demandas fundamentales. Nuestra empresa está profundamente involucrada en el procesamiento de materiales de aleaciones de aluminio. Basándonos en una selección avanzada de materiales, procesos de conformado y tecnología de soldadura, nos centramos en la investigación, el desarrollo y la fabricación de bandejas para baterías, placas de refrigeración líquida, cajas de almacenamiento de energía y radiadores. La aleación de aluminio se ha convertido en la opción ideal para la ligereza y la gestión térmica de los equipos de nuevas energías gracias a su baja densidad (aprox. 2,7 g/cm³), alta resistencia, resistencia a la corrosión y excelente conductividad térmica (aprox. 150-220 W/m·K).
1- Selección de materiales de aleación de aluminio y consideraciones clave
Los diferentes productos presentan requisitos de rendimiento significativamente diferentes para las aleaciones de aluminio, y es necesario combinar resistencia, resistencia a la corrosión, soldabilidad y adaptabilidad al proceso para una selección integral de los materiales:
a. Bandeja para bateria
Grados comunes: 6061-T6, 6005A-T6, 6063-T6.
Criterios de selección:
·Debe cumplir con una resistencia a la tracción ≥ 240 MPa (como 6061-T6) para superar las pruebas de extrusión, caída e impacto de bola de la norma nacional;
·Altos requisitos de soldabilidad; se deben evitar las grietas térmicas (se prefiere la serie 6xxx reforzada con Mg/Si);
·La resistencia a la corrosión se mejora mediante anodizado o revestimiento de aluminio.
Figura 1 - Bandeja para bateria de aleación de aluminio
b. Caja de almacenamiento de energía
Marcas comunes: 5083, 6061-T6 (resistencia a la corrosión y a la vibración).
Fundamentos de selección:
·Resistencia a vibraciones e impactos; el límite elástico debe ser ≥200 MPa.
·Requisitos de tratamiento superficial rigurosos para evitar la corrosión electroquímica.
c. Placa de refrigeración líquida
Marcas comunes: 3003, 6061/6063, 6082.
Fundamentos de selección:
·Alta conductividad térmica y resistencia a la corrosión.
·El canal de refrigeración líquida requiere un moldeo complejo, y se prefiere la serie 6xxx con un excelente rendimiento de extrusión.
2- Diferencias en el rendimiento del proceso y dificultades de procesamiento
El procesamiento de aleaciones de aluminio debe adaptarse a sus propiedades físicas, especialmente en corte, CNC, soldadura y tratamiento de superficies:
a. Corte y procesamiento CNC
Dificultades:
· El procesamiento de orificios de alta precisión es propenso a rebabas o deformaciones (como protuberancias en el borde de los orificios escalonados) debido a la ductilidad del material.
· Las estructuras de paredes delgadas (como los canales de flujo de las placas de refrigeración líquida) requieren controlar las fuerzas de corte para evitar deformaciones.
Solución:
· Utilizar herramientas con recubrimiento de diamante para mejorar el filo y reducir la deformación por extrusión.
· Optimizar los parámetros de procesamiento (como alta velocidad y bajo avance) y cooperar con equipos CNC generales para lograr un procesamiento estable.
b. Proceso de soldadura
Principales desafíos:
· La película de óxido (punto de fusión de Al₂O₃ de 2050 °C) dificulta la fusión y facilita la formación de poros e inclusiones de escoria. Algunas aleaciones presentan una alta tendencia a la formación de grietas en caliente, por lo que es necesario controlar la energía de la línea y la composición del alambre de soldadura.
Procesos recomendados:
·Soldadura TIG (alimentación de CA): adecuada para placas delgadas, y la película de óxido se elimina mediante limpieza catódica;
·Soldadura MIG (alta corriente + gas mixto de helio): alta eficiencia de soldadura para placas gruesas y entrada de calor controlable.
Figura 2- Soldadura de la Bandeja para bateria
c. Tratamiento de la superficie
·Recubrimiento aislante resistente a la presión: Se aplica a la bandeja para bateria y al interior de Para la caja de la batería de almacenamiento de energía. Debe superar la prueba de presión (≥3000 V CC/1 min). El espesor del recubrimiento es de 20-50 μm para garantizar la seguridad del aislamiento en entornos de alta tensión.
·Recubrimiento aislante y deshumidificador: Para la caja de la batería de almacenamiento de energía, se utilizan materiales hidrófobos (como resina de fluorocarbono) para reducir el riesgo de condensación interna, y el valor de dina es ≥34 para garantizar la adhesión.
·Recubrimiento anticolisión: Se utiliza elastómero de poliuretano (dureza ≥80 Shore A) para la pared exterior de la bandeja de la batería, lo que mejora la resistencia al impacto en más de un 30 %.
·Anodizado: Tratamiento anticorrosivo convencional, con un error de espesor de película ≤3 μm, adecuado para estructuras complejas.
3- Inspección de verificación y adaptabilidad del equipo
Para cumplir con las normas de la industria de las nuevas energías (como GB/T31467.3 y UL2580), se requiere una verificación multidimensional y la adaptación del proceso:
a. Inspección de verificación
· Resistencia estructural: Verificar el rendimiento de la bandeja frente a cargas, extrusión e impacto de bola mediante simulación de elementos finitos (tensión máxima ≤ límite elástico del material);
· Prueba de sellado: El sistema de refrigeración líquida utiliza detección de fugas de helio (tasa de fuga ≤1×10⁻⁶ mbar·L/s) y una prueba de presión cíclica (0,5-1,5 MPa/5000 veces);
· Verificación del rendimiento del recubrimiento:
Prueba de tensión soportada del recubrimiento aislante (5000 V CC/60 s sin rotura);
El recubrimiento anticolisión supera la prueba de impacto de bola de acero de 1 kg a 1 m de altura y la prueba de niebla salina (1000 h sin desprendimiento).
b. Optimización de la adaptabilidad de equipos
· Transformación general de equipos CNC: Gracias al diseño de utillajes de alta precisión y a un algoritmo de compensación dinámica, la deformación de procesamiento de piezas de paredes delgadas puede ser ≤0,1 mm;
· Biblioteca de parámetros de soldadura: Establezca parámetros de soldadura estándar (como la corriente y la velocidad de alimentación del hilo) para diferentes grados de aleación de aluminio, reduciendo así el ciclo de depuración;
· Pulverización automatizada de recubrimiento: Mediante la pulverización robótica multieje, combinada con la tecnología de curado por infrarrojos, el error de uniformidad del recubrimiento es ≤5 %.
Conclusión
La amplia aplicación de aleaciones de aluminio en equipos de nuevas energías no solo es un logro de la ciencia de los materiales, sino también una manifestación de la innovación en procesos. Nuestra empresa continuará explorando nuevas aleaciones de aluminio de alta resistencia, resistentes a la corrosión y fáciles de procesar, y promoverá la mejora del rendimiento de productos como bandeja para bateria y placas de refrigeración líquida mediante la innovación de procesos, contribuyendo así a la industria hacia un futuro eficiente y ligero.
Actualizaremos periódicamente la información y las tecnologías relacionadas con el diseño térmico y la reducción de peso. Gracias por su interés en Walmate.
A medida que la densidad de potencia de los dispositivos electrónicos sigue aumentando, el diseño de la disipación de calor se ha convertido en un factor clave que afecta la fiabilidad y la vida útil del sistema. Como fabricante profesional con 19 años de experiencia en gestión térmica, combinamos casos típicos de ingeniería con experiencia en simulación de campo multifísica para analizar en profundidad los cinco principales malentendidos técnicos que los ingenieros suelen pasar por alto en escenarios de alta potencia y ofrecer soluciones que se ajustan a las prácticas de la industria.
Malentendido 1: Abuso de materiales de alta conductividad térmica, desviación en el cálculo de la resistencia térmica de la interfaz
Problema típico: Excesiva búsqueda de valores teóricos de materiales conductores térmicos, ignorando la realidad ingenieril de la resistencia térmica de contacto de la interfaz.
Análisis de caso: Un módulo de disipación de calor de radar láser automotriz utiliza un sustrato de cobre puro (conductividad térmica de 401 W/m·K), pero el espesor del recubrimiento del material de interfaz térmica (TIM) no se controla con precisión (diseño: 0,1 mm, fluctuación real: ±0,05 mm), y la resistencia térmica de contacto medida alcanza los 0,6 °C·cm²/W, lo que provoca que la temperatura de unión del FPGA supere el estándar en un 22 %. Tras el cambio a almohadillas térmicas preformadas (tolerancia ±0,02 mm, resistencia térmica <0,03 °C·cm²/W) y la combinación con el proceso de sinterización al vacío, la temperatura de la unión se reduce en 17 °C y el tiempo medio entre fallos (MTBF) aumenta a 100 000 horas.
Plan de optimización:
Selección de materiales: De acuerdo con la norma ASTM D5470, se mide la resistencia térmica del TIM, y se prefieren materiales de cambio de fase o elastómeros con relleno metálico.
Control del proceso: Utilizar equipos de dosificación automáticos (precisión ±3 %) para garantizar una tolerancia de espesor <10 % y evitar huecos de aire.
Malentendido 2: Desajuste en la organización del flujo de aire en el sistema de refrigeración, puntos calientes locales fuera de control
Problema típico: Apilar ciegamente el número de ventiladores, ignorando la adaptación de impedancia del canal de flujo y el efecto de separación de la capa límite.
Ejemplo de ingeniería: Un clúster de GPU de un centro de datos utiliza 4 ventiladores de 12038 (volumen de aire de 200 CFM), pero debido a un diseño incorrecto del ángulo de la guía de aire (curvatura de 90°), el volumen de aire efectivo real es solo el 65% del valor nominal y la diferencia de temperatura local alcanza los 40 °C. Tras la optimización con simulación CFD, la guía de aire se cambia a un canal de flujo de expansión gradual (ángulo de difusión <7°) y se adopta una disposición de aletas escalonadas (el gradiente de espaciado aumenta de 2 mm a 3,5 mm). La resistencia general al viento se reduce en un 30% y la diferencia de temperatura en los puntos calientes se controla dentro de los 8 °C. Estrategia principal:
Diseño del campo de flujo: Se realizan pruebas en túnel de viento según la norma ISO 5801 para optimizar la relación entre las áreas de entrada y salida (recomendado 1:1,2).
Control dinámico: Con base en la curva Q-H del ventilador PWM, el punto de impedancia del sistema se ajusta al rango de mayor eficiencia (normalmente entre el 60 % y el 80 % del volumen máximo de aire).
Malentendido 3: Un fallo en el diseño de protección ambiental acelera el envejecimiento del material.
Problema típico: Se centra únicamente en el rendimiento inicial de disipación de calor, ignorando los efectos del estrés ambiental a largo plazo, como la humedad, el calor, el polvo y la niebla salina.
Análisis de caso: Un convertidor de energía eólica marina utiliza un disipador de calor de aleación de aluminio 6061 (superficie anodizada). Tras funcionar en un entorno de niebla salina durante 6 meses, la capa de óxido se desprendió, lo que provocó un aumento del 50 % en la resistencia térmica de contacto y un aumento repentino de la tasa de fallos de los IGBT. Al cambiar a una aleación de aluminio 5052 (resistencia a la niebla salina >1000 h) y aplicar pintura de poliuretano de triple resistencia (espesor 50 μm, conforme a la norma IEC 60068-2-11), la tasa de fallos en campo a los 3 años se redujo en un 75 %. Puntos de diseño:
Tecnología de recubrimiento: Recubrimiento cerámico de Al₂O₃ por pulverización de plasma (conductividad térmica de 30 W/m·K, resistencia a temperaturas >800 °C) utilizado en entornos de alta temperatura.
Estructura de sellado: Nivel de protección IP69K (sello de silicona de doble paso + válvula de alivio de presión) para garantizar la ausencia total de polvo y vapor de agua.
Malentendido 4: Falta de modelado de la carga térmica transitoria y selección incorrecta de materiales de cambio de fase
Problema típico: La solución de disipación de calor diseñada mediante simulación de estado estacionario no puede gestionar pulsos de potencia de milisegundos.
Datos medidos: Un amplificador de potencia de estado sólido se somete a una carga de pulsos de 2 ms a 2000 W en una estación base 5G. El aumento de temperatura transitorio de la solución de sustrato de aluminio tradicional alcanza los 55 °C, mientras que el material de cambio de fase de microcápsula (compuesto de parafina/grafeno, calor latente de cambio de fase de 220 J/g), combinado con simulación térmica transitoria (longitud de paso transitorio ANSYS Icepak de 1 ms), se utiliza para controlar el aumento de temperatura hasta los 18 °C, cumpliendo así los requisitos de la prueba de impacto MIL-STD-810G.
Tecnología de gestión dinámica:
Empaquetado de cambio de fase: Se utiliza una estructura de panal para encapsular el material de cambio de fase (porosidad >70 %) para evitar fugas de líquido y mejorar la eficiencia de difusión del calor. Calibración del modelo: Las condiciones de contorno de la simulación se corrigen en función de la imagen térmica infrarroja (frecuencia de muestreo de 100 Hz) y el error es <±1,5 °C.
Malentendido 5: La evaluación del TCO es unilateral e ignora los costos ocultos de operación y mantenimiento.
Problema típico: Solo se compara el costo inicial del hardware, sin cuantificar las pérdidas por consumo de energía, mantenimiento y tiempo de inactividad.
Comparación de costos: Una fábrica de semiconductores utilizaba originalmente gabinetes refrigerados por aire (costo inicial de 500.000 yuanes), con una factura anual de electricidad de 1,2 millones de yuanes (PUE = 1,8). Tras la actualización a refrigeración líquida por inmersión bifásica (costo inicial de 1,8 millones de yuanes), la factura anual de electricidad se redujo a 450.000 yuanes (PUE = 1,05). Gracias a la reducción de la carga de aire acondicionado de la sala limpia, el ahorro anual total alcanzó los 900.000 yuanes, y la inversión adicional se puede recuperar en 2,1 años (TIR > 25%). Modelo de decisión:
Modelado refinado: Introducción de la simulación de Monte Carlo para cuantificar el impacto de la tasa de fallos de los equipos (distribución de Weibull) en el TCO.
Superposición de políticas: Combinada con mecanismos de impuestos al carbono (como el CBAM de la UE), las emisiones de carbono de los sistemas de refrigeración líquida a lo largo de su ciclo de vida se reducen en un 60 % y se obtiene un subsidio adicional del 15 %.
Conclusión: Actualización del paradigma de diseño térmico, de basado en la experiencia a basado en datos.
Proceso estandarizado: Introducir el estándar de pruebas térmicas JESD51-14 en la etapa de diseño conceptual para evitar repeticiones posteriores (el ciclo de proyecto de un módulo óptico determinado se acorta en un 30%).
Colaboración multidisciplinaria: Mediante el acoplamiento de COMSOL Multiphysics de la pérdida electromagnética (extracción HFSS) y el campo de deformación térmica, la eficiencia de disipación de calor de un componente TR de radar se mejora en un 40%.
Operación y mantenimiento inteligentes: Implementar sensores de temperatura de rejilla de fibra (precisión de ±0,1 °C) y plataformas de gemelos digitales para lograr la predicción de fallos (el tiempo de inactividad inesperado de un centro de supercomputación se reduce en un 90%).
Mediante un riguroso pensamiento de ingeniería y la verificación completa de datos, los ingenieros de diseño térmico pueden evitar con precisión los "asesinos invisibles" y sentar las bases para sistemas de alta fiabilidad. Como profesionales de la industria, nos comprometemos a proporcionar soluciones integrales, desde los materiales hasta los sistemas, y a abordar conjuntamente los desafíos de la gestión térmica con los clientes.
Actualizaremos periódicamente la información y las tecnologías relacionadas con el diseño térmico y la reducción de peso. Gracias por su interés en Walmate.
1- Requisitos especiales de tolerancia para piezas clave
En la fabricación de bandejas de baterías para vehículos eléctricos y carcasas de baterías de almacenamiento de energía con refrigeración líquida, el control de la tolerancia de las superficies de conexión clave y las interfaces afecta directamente el sellado, la eficiencia de disipación de calor y la precisión del ensamblaje.
a. Superficie de instalación de la placa de refrigeración líquida
La placa de refrigeración líquida es el componente principal del sistema de gestión térmica de la batería. La planitud de su superficie de instalación afecta directamente el sellado del canal de flujo del refrigerante. Si la planitud está fuera de la tolerancia, provocará una compresión desigual de la junta de silicona, lo que provocará fugas locales o un aumento de la resistencia térmica.
b. Desalineación de la soldadura
La bandeja de la batería suele utilizar una estructura de soldadura de aleación de aluminio. La desalineación de la soldadura provocará concentración de tensiones y reducirá la resistencia a la fatiga. Especialmente en entornos con altos requisitos de hermeticidad para las carcasas de baterías (como IP67), la desalineación debe controlarse estrictamente.
c. Orificio de posicionamiento del módulo de batería
El orificio de posicionamiento se utiliza para fijar con precisión el módulo de batería. Una tolerancia excesiva provocará desalineación del módulo, lo que provocará fallos en la conexión eléctrica o riesgos de vibración mecánica.
d. Posición del orificio del perno de fijación
El orificio del perno se utiliza para conectar la carcasa del paquete de baterías al chasis. Una desviación de la posición provocará tensiones de montaje e incluso la rotura del perno.
e. Rectitud del borde de la carcasa del paquete de baterías
La rectitud del borde de la carcasa del paquete de baterías afecta al montaje de las cubiertas superior e inferior y al nivel de protección IP, especialmente en carcasas soldadas por láser, donde el borde debe usarse como referencia para el seguimiento del cabezal láser.
2- El impacto de la tolerancia dimensional en la eficiencia de fabricación
El impacto de la tolerancia dimensional en la eficiencia de fabricación se refleja principalmente en el equilibrio entre el flujo de procesamiento, el control de costes y la calidad del producto. Un diseño con tolerancias razonables no solo garantiza la función del producto, sino que también optimiza el ritmo de producción. El impacto de un control razonable de la tolerancia dimensional en la eficiencia de fabricación se refleja principalmente en los siguientes aspectos:
a. Equilibrio entre la precisión del procesamiento y el coste de producción
· Si bien una tolerancia dimensional estricta puede mejorar la precisión del sellado y el montaje, se requieren equipos de procesamiento de alta precisión y procesos complejos, lo que aumenta significativamente la inversión en equipos y el tiempo de procesamiento.
· La búsqueda excesiva de la precisión puede aumentar los costes de procesamiento. Es necesario establecer tolerancias estrictas en las piezas funcionales clave y flexibilizarlas adecuadamente en áreas no críticas para reducir costes.
b. Control de la tasa de retrabajo y de desperdicio
· Un diseño con tolerancias razonables puede reducir el retrabajo causado por desviaciones dimensionales.
· La deformación por soldadura es el principal problema en la fabricación de bandejas de batería. El uso del proceso de soldadura en frío CMT puede optimizar la entrada de calor, reducir la deformación después de la soldadura y acortar el ciclo de retrabajo.
c. Producción modular y estandarizada
· Gracias a la estandarización de componentes, los requisitos de tolerancia se concentran en piezas reemplazables locales, lo que reduce la dificultad general del procesamiento.
· El diseño de tolerancia estandarizada también permite la compatibilidad multimodelo y reduce la necesidad de procesamiento personalizado.
3- Estándares de la industria y aplicaciones prácticas del control de planitud
Para las bandejas de baterías de vehículos de nuevas energías, los estándares de la industria tienen requisitos estrictos:
a. Estándar de planitud: La planitud de la superficie de instalación de la placa de refrigeración líquida debe ser ≤ 0,2 mm, la planitud de la placa de soporte inferior debe ser ≤ 0,5 mm/m² y el error de planitud del marco después de la soldadura debe ser ≤ 0,8 mm².
b. Optimización del proceso de fabricación: El fresado de precisión CNC, la soldadura en frío CMT y el tratamiento de envejecimiento por vibración (VSR), combinados con la detección en línea mediante interferómetro láser, reducen el riesgo de deformación.
c. Selección del material: Se recomienda utilizar aleaciones de aluminio de alta resistencia, como el 6061, con un límite elástico ≥ 1180 MPa, considerando tanto la ligereza como la estabilidad estructural.
4- Estrategia de ajuste de tolerancias basada en materiales y procesos
a. La innovación en materiales impulsa la reducción de peso
El uso de aleaciones de aluminio ligeras de alta resistencia (como el 6061) y materiales compuestos (matriz de aluminio reforzada con carburo de silicio), combinados con anodizado y recubrimiento aislante, permite lograr una reducción de peso del 30 % y mejorar la resistencia a la corrosión, adaptándose a los requisitos de disipación de calor de los sistemas de refrigeración líquida.
b. La colaboración en procesos mejora la precisión de fabricación
El moldeo por extrusión de una pieza + la soldadura por fricción y agitación (FSW) reduce el número de soldaduras, mientras que la soldadura en frío CMT y la soldadura láser controlan la deformación térmica.
c. Circuito cerrado de detección por simulación para garantizar la fiabilidad
La simulación CAE optimiza la disposición de las nervaduras de refuerzo, el escaneo láser y la tecnología de detección de fugas de helio permiten la monitorización completa del proceso. El diseño modular es compatible con una tolerancia de ±5 mm, lo que reduce costes y aumenta la eficiencia.
Actualizaremos periódicamente la información y las tecnologías relacionadas con el diseño térmico y la reducción de peso. Gracias por su interés en Walmate.

1- Características del proceso de soldadura de aleación de aluminio de la bandeja de batería/caja de almacenamiento de energía
En la fabricación de cajas de almacenamiento de energía refrigeradas por líquido, bandejas de batería y otros productos, los canales de refrigeración líquida y las estructuras multicavidad son características típicas de diseño complejo (como se muestra en la Figura 1). Dichas estructuras suelen incluir las siguientes características:
Figura 1: Diseño típico de una bandeja de batería
Entrelazado espacial tridimensional: los canales de flujo se distribuyen en forma de serpentín, con numerosos puntos de giro espaciales.
Conexión multinivel: la cavidad principal y la subcavidad están conectadas mediante tabiques de paredes delgadas (de 2 a 3 mm de espesor).
Características de miniaturización: sección transversal reducida del canal de flujo (el espesor mínimo de pared del canal de flujo del perfil de aluminio es de 1,2 mm) y difícil acceso para la soldadura.
2- Análisis de la dificultad de combinar múltiples tecnologías de soldadura en la fabricación de bandejas de baterías
En la práctica de la fabricación de bandejas de baterías, es necesario combinar múltiples tecnologías de soldadura, como la aplicación coordinada de la soldadura por fricción y agitación (FSW), la soldadura de transición de metal frío (CMT), la soldadura por fusión tradicional (TIG/MIG) y otras tecnologías. Esta combinación busca considerar la ligereza, la resistencia, el sellado y la eficiencia de producción, pero también enfrenta las siguientes dificultades principales:
a. El problema de la aportación de calor coordinada de múltiples procesos
Las diferentes tecnologías de soldadura (como la FSW y la soldadura láser) presentan grandes diferencias en la aportación de calor, lo que puede causar fácilmente alteraciones en el rendimiento del material y deformación térmica, y debe solucionarse optimizando la secuencia de soldadura y el ajuste de parámetros.
b. Compatibilidad de equipos y cuello de botella en la eficiencia
La conmutación de equipos es compleja y los requisitos de precisión en la sincronización de parámetros son elevados. Se requiere un diseño modular de estaciones de trabajo y máquinas de soldadura inteligentes para mejorar la eficiencia colaborativa y reducir el tiempo de ciclo.
c. Desafíos de equilibrar la resistencia del sellado y el costo
El riesgo de fugas en la intersección de múltiples soldaduras es alto (representa el 70 % de los defectos), por lo que se requiere un diseño de sellado redundante y optimización topológica.
3- Práctica de ingeniería: Coordinación del proceso de soldadura múltiple de la bandeja de batería y la caja PACK de refrigeración líquida para almacenamiento de energía
a. Planificación de la posición de las marcas de soldadura
· Optimización de la posición de soldadura: En la etapa de diseño del producto, se debe considerar cuidadosamente la racionalidad de la posición de soldadura para evitar la aparición de marcas de soldadura en piezas clave o áreas que afecten las funciones del producto. Por ejemplo, ajuste la separación entre el marco frontal y la boquilla de agua para evitar la interferencia de las marcas de soldadura; optimice la posición de soldadura de la boquilla de agua para reducir el impacto en el rendimiento del producto.
· Adaptación a la estructura del producto: La posición de soldadura debe ser coherente con la estructura del producto para garantizar que la soldadura pueda soportar diversas cargas y tensiones durante su uso. Por ejemplo, en el proyecto de la placa de refrigeración líquida, la estabilidad estructural y la fiabilidad del producto se mejoran mediante la planificación racional de la posición de soldadura.
· Fácil de operar y detectar: La posición de soldadura debe ser conveniente para que los operadores realicen las operaciones de soldadura y las posteriores inspecciones de calidad. Por ejemplo, evite soldar en lugares de difícil acceso o con poca visibilidad para mejorar la eficiencia y la calidad de la soldadura.
b. Control de la cicatriz de soldadura
· Tamaño de la cicatriz de soldadura: El tamaño de la cicatriz de soldadura debe controlarse estrictamente. Generalmente, la altura de la cicatriz debe estar entre 4 y 6 mm, y no debe sobrepasar el plano para garantizar la apariencia y la precisión del ensamblaje del producto. Por ejemplo, en el proyecto de la placa de refrigeración líquida, el tamaño de la cicatriz de soldadura se controló correctamente mediante el ajuste de los parámetros y el proceso de soldadura, evitando así su impacto en el rendimiento y la calidad del producto.
· Forma de la cicatriz de soldadura: La forma de la cicatriz de soldadura debe ser lo más regular posible para evitar una fusión excesiva o incompleta. Optimizando los parámetros de soldadura y las técnicas de operación, se puede mejorar eficazmente la forma de la cicatriz de soldadura y la calidad de la soldadura.
· Tratamiento de rectificado: Para las marcas de soldadura cóncavas producidas en la posición de soldadura por fricción, se utiliza un tratamiento de rectificado para garantizar una superficie lisa que cumpla con los requisitos de apariencia y rendimiento del producto.
c. Optimización de la secuencia de soldadura
· Soldadura por partición: Para productos grandes, el método de soldadura por partición permite controlar eficazmente la deformación general. Al dividir el producto en varias áreas y soldarlas secuencialmente, se reduce la concentración de calor durante el proceso de soldadura y el riesgo de deformación térmica.
· Corrección paso a paso: Durante el proceso de soldadura, se utiliza el método de corrección paso a paso para ajustar la deformación de la soldadura a tiempo. Mediante la medición y corrección continuas de la deformación del producto durante el proceso de soldadura, se garantiza la precisión dimensional y la forma del producto final para cumplir con los requisitos de diseño.
· Optimización de la trayectoria de soldadura: Planifique racionalmente la trayectoria de soldadura para evitar la repetición de soldaduras en la misma área y reducir el aporte de calor. Por ejemplo, en el proyecto de la placa de refrigeración líquida, se redujo el aporte de calor durante el proceso de soldadura y se mejoró la calidad de la soldadura mediante la optimización de la trayectoria de soldadura.
d. Control colaborativo de la deformación
La placa de refrigeración líquida sufre deformación térmica durante el proceso de soldadura, lo que resulta en una disminución de la precisión dimensional del producto. Medidas de optimización:
· Utilizar soldadura de partición y métodos de corrección gradual para controlar la deformación general.
· Optimizar los parámetros de soldadura, reducir la corriente y el voltaje, y reducir la entrada de calor.
· Utilizar accesorios para fijar el producto y reducir el movimiento y la deformación durante la soldadura.
· Utilizar un método de soldadura simétrica para distribuir uniformemente el calor.
Actualizaremos periódicamente la información y las tecnologías relacionadas con el diseño térmico y la reducción de peso. Gracias por su interés en Walmate.
La tecnología CTC (Cell-to-Chassis) ha atraído mucha atención debido a su capacidad para mejorar significativamente la autonomía y la eficiencia del espacio de los vehículos eléctricos. Sin embargo, aún existe controversia sobre si realmente puede reemplazar a la tecnología tradicional de baterías. El principal obstáculo en la fabricación —el proceso de soldadura de la bandeja de la batería— se ha convertido en la clave para determinar el futuro de esta tecnología: el complejo diseño estructural, la compatibilidad con múltiples materiales y los estrictos requisitos de gestión térmica han puesto a prueba la tecnología de soldadura tradicional. Desde la perspectiva de ingenieros de primera línea, combinando las tendencias del sector y las prácticas de ingeniería, este artículo analiza el potencial y las limitaciones de la tecnología CTC y explora cómo la tecnología de soldadura se ha convertido en la piedra angular de esta revolución tecnológica.
1- El "Ideal y la Realidad" de la Tecnología CTC
En teoría, la tecnología CTC puede reducir las piezas estructurales redundantes y mejorar la densidad energética al integrar la celda de la batería directamente en el chasis, pero la viabilidad de su aplicación a gran escala se enfrenta a desafíos realistas:
Radicalismo y cautela de las compañías automotrices: Tesla, BYD y otras empresas líderes han lanzado soluciones CTC, pero más fabricantes siguen esperando. Los datos de la industria muestran que, a febrero de 2025, los modelos CTC producidos en masa representan entre el 15 % y el 20 % de la producción mundial, y la tecnología tradicional CTP (Cell-to-Pack) sigue siendo la predominante.
El "costo" de una mayor duración de la batería: Si bien la CTC puede aumentar la densidad energética entre un 15 % y un 20 %, la complejidad de la estructura del chasis conlleva un aumento en los costos de fabricación del 30 % al 50 % (calculado por una consultora), y el equilibrio entre costo y beneficio aún no está claro.
Controversia económica sobre el mantenimiento: El diseño integrado ha disparado el costo del mantenimiento de la batería. Los datos de las compañías de seguros muestran que la tasa de reemplazo de baterías tras accidentes en los modelos CTC alcanza el 70%, muy superior al 25% de los modelos tradicionales.
Estas contradicciones hacen que el futuro de la tecnología CTC sea muy variable. Que el mercado supere el 20% depende de tres variables principales: el progreso de la producción en masa del Tesla Cybertruck; si la guerra de precios entre los fabricantes chinos obliga a CTC a reducir costes; y el grado de incumplimiento de las normativas europeas sobre la reparabilidad de las baterías. El nivel de tecnología de soldadura en la fabricación será clave para determinar si se puede superar la brecha entre el laboratorio y la producción en masa.
2-Tres barreras de vida o muerte en el proceso de soldadura
Para los fabricantes de bandejas de batería, la implementación de la tecnología CTC debe superar tres problemas fundamentales:
a. La competencia entre la precisión micrométrica y la eficiencia
Los procesos de soldadura tradicionales pueden tolerar errores de 0,5 mm, pero las bandejas CTC necesitan transportar más baterías, lo que aumenta el número de costuras en más del triple, y la mayoría de ellas se distribuyen en piezas curvas e irregulares. Las pruebas realizadas por un fabricante muestran que cuando el error de posicionamiento de la soldadura supera los 0,15 mm, el rendimiento del ensamblaje de celdas de batería disminuye drásticamente del 99 % al 82 %. Lo más complejo es que la mejora en la precisión suele ir acompañada de una disminución en la eficiencia: si bien la precisión de la soldadura láser es alta, el costo del equipo es más de 5 veces mayor que el de la soldadura tradicional.
b. La combinación de materiales
Para equilibrar la ligereza y la resistencia, las bandejas CTC suelen utilizar una estructura mixta de aleación de aluminio, fibra de carbono y acero especial. La diferencia en los coeficientes de expansión térmica de diferentes materiales puede ser de hasta 20 veces (como 23 μm/m·K en el aluminio frente a 0,8 μm/m·K en la fibra de carbono), lo que facilita la generación de tensión interna durante la soldadura y la aparición de grietas. Cuando una empresa intentó unir aluminio y fibra de carbono, la tasa de grietas de la soldadura alcanzó el 18 %, superando con creces el umbral aceptable del 3 % en la industria.
c. "Eliminador invisible" de la zona afectada por el calor
Las altas temperaturas de soldadura pueden dañar los materiales aislantes o los circuitos de los sensores que rodean la celda de la batería. Una empresa automovilística aumentó en una ocasión la tasa de autodescarga del módulo de la batería en un 50 % debido a un control inadecuado del calor de la soldadura. Los ingenieros deben controlar la fluctuación de la temperatura de soldadura en ±15 ℃ en 0,1 segundos; esto equivale a instalar un "freno de temperatura de alta precisión" en la pistola de soldadura.
3- La solución: No existe una solución milagrosa, solo innovación en sistemas
Ante estos desafíos, la industria está explorando tres caminos innovadores:
a. "Terapia cóctel" de combinación de procesos
Soldadura híbrida por arco láser: Al combinar la precisión de la soldadura láser con las ventajas de la penetración de la soldadura por arco, la velocidad de soldadura de las aleaciones de aluminio se incrementa en un 40 %;
Tecnología de transición de metal frío (CMT): Mediante un control preciso de la entrada de calor, la zona afectada por el calor se reduce en un 60 %;
Sistema de compensación inteligente robótico: Ajusta automáticamente la trayectoria de la pistola de soldadura basándose en datos de escaneo de soldadura en tiempo real y aumenta la tasa de calificación de la soldadura de superficies curvas complejas del 75 % al 95 %.
b. "Precompromiso" en el aspecto del material
Algunas empresas han comenzado a desarrollar conjuntamente materiales compuestos "fáciles de soldar" con proveedores de materiales. Por ejemplo, la sensibilidad a las grietas por soldadura de una aleación de aluminio modificada nacional (material de aleación de aluminio ajustado por medios físicos, químicos o de proceso) se ha reducido del nivel 7 al nivel 3 (según las normas ISO). Aunque sacrifica el 5% del efecto de ligereza, aumenta el rendimiento de la soldadura al 98%.
c. "Gemelo digital" en la dimensión de detección
Mediante la recopilación de todos los datos del proceso de soldadura (corriente, temperatura, velocidad, etc.), combinados con modelos de IA para predecir la probabilidad de defectos. Tras la implementación de esta tecnología en una fábrica, la tasa de detección en línea de defectos de soldadura aumentó del 80% al 97% y el coste de los desechos se redujo en un 45%.
4- Nueva propuesta de los ingenieros: Encontrar certeza en la incertidumbre
a. La controversia sobre la tecnología CTC es esencialmente un juego entre la "optimización del sistema" y los "límites locales":
Si la velocidad de avance del proceso de soldadura es inferior a las expectativas de reducción de costes de las empresas automotrices, la CTC podría convertirse en una tecnología de nicho;
Si los materiales, los procesos y las tecnologías de prueba logran avances de forma coordinada, se espera que marquen el comienzo de una nueva era en el diseño estructural de vehículos eléctricos.
b. Para los ingenieros, es necesario reconstruir las capacidades desde dos dimensiones:
Integración de conocimientos interdisciplinarios: comprender el umbral sensible de las propiedades electroquímicas al aporte de calor de soldadura;
Capacidad de respuesta ágil: Un estudio de caso de un proveedor europeo muestra que el equipo que puede completar la optimización de los parámetros de soldadura de nuevos materiales de aleación en una semana triplica la probabilidad de obtener pedidos.
La tecnología CTC se encuentra en la encrucijada de la "innovación disruptiva" y la "trampa de la producción en masa". Puede que no reemplace por completo la tecnología existente, pero está impulsando la evolución del proceso de soldadura hacia una mayor precisión, una mayor compatibilidad y un control más inteligente. En esta maratón tecnológica, el verdadero ganador quizá no sea la empresa automovilística pionera, sino el equipo de ingeniería que convierte las «soldaduras imposibles» en «interfaces estandarizadas» en la fabricación.
Actualizaremos periódicamente la información y las tecnologías relacionadas con el diseño térmico y la reducción de peso. Gracias por su interés en Walmate.
En el camino hacia la potencia de cálculo de IA a exaescala, el supernodo CloudMatrix 384 de Huawei y el clúster GB200 NVL72 de NVIDIA se han convertido en dos cumbres tecnológicas de renombre mundial. No solo representan diferentes capacidades de integración de hardware, sino que también revelan profundamente dos filosofías fundamentales para construir sistemas de supercomputación.
Uno ha sido comparado con una "fiebre alta persistente", que enfrenta el desafío extremo de disipar el calor generado de manera constante y hermética por 384 chips en funcionamiento estable. El otro ha sido descrito como un "ataque epiléptico intermitente", que necesita domar el flujo de calor pulsante e intenso generado cuando 72 GPU de primer nivel trabajan en sincronía. Estas dos "etiologías" diferentes finalmente apuntan a "prescripciones" radicalmente distintas —es decir, soluciones de disipación de calor— y nos muestran claramente dos filosofías centrales de ingeniería en confrontación: sistemas de ingeniería deterministas versus innovación ágil en ecosistemas. Para cada empresa en la cadena de suministro, comprender esta confrontación es clave para definir su papel futuro.
1- El Origen de las Diferencias Centrales: La "Etiología" Determina la "Prescripción"
Desde el punto de partida del diseño, Huawei y NVIDIA tomaron caminos diferentes, lo que dio forma directamente a sus características térmicas distintivas:
Tabla 1: Comparación de las Características de la Fuente de Calor entre las Dos Rutas Tecnológicas
Esta diferencia entre "fiebre alta persistente" y "ataque epiléptico intermitente" no es en absoluto casual. Refleja que Huawei, como retador, optó por centrarse en el rendimiento total del sistema, persiguiendo a cualquier costo el límite extremo de densidad de cálculo dentro de un solo chasis; mientras que NVIDIA, como líder, tiene la tarea de construir un ecosistema que pueda colaborar de manera eficiente y sea fácil de adoptar, al tiempo que garantiza la ventaja de rendimiento absoluto de cada chip individual.
2- La Materialización de la Filosofía de Ingeniería: Dos Rutas de Refrigeración Líquida
Las dos filosofías de diseño diferentes encuentran su expresión más concentrada en las soluciones clave de refrigeración líquida, dando forma a la pila tecnológica completa desde el chip hasta la sala de servidores.
a. Huawei: La Práctica de Refrigeración Líquida de la Ingeniería de Sistemas Determinista
Esta es una filosofía de diseño de arriba hacia abajo, nacida para un objetivo determinista a nivel de sistema. Su núcleo consiste en implementar la disipación de calor como una parte clave de la infraestructura a través de una realización de ingeniería global, integrada y de alta confiabilidad, no meramente como un componente complementario.
Figura 1: Supernodo Huawei Ascend 384
· Precisión a Nivel de Chip y Conexión Confiable: Para garantizar que el calor del chip se transfiera eficientemente a la placa fría, Huawei se centra en la optimización de ingeniería de los materiales de interfaz. Aunque la información pública muestra que tienen reservas de patentes avanzadas en este campo (como cargas de carburo de silicio de alta esfericidad), sus soluciones específicas de aplicación en el supernodo no son públicas. Lo que es seguro es que sus soluciones buscan inevitablemente una resistencia térmica de interfaz extremadamente baja y una confiabilidad a largo plazo, para enfrentar el desafío de la "fiebre alta persistente".
· Redundancia a Nivel de Sistema y Control Inteligente: Adopta diseños redundantes como el suministro de líquido en anillo y desarrolla su propio controlador de gestión térmica (TMU) que actúa como el "centro neurálgico" del sistema. Este controlador puede lograr un cambio de 0 segundos entre tuberías y utiliza IA para la predicción de fallas, garantizando la determinabilidad y confiabilidad del enlace de disipación de calor de una manera definida por software. Esto es una manifestación típica de su pensamiento de ingeniería de sistemas.
· Integración de Infraestructura ("Integración Frío-Eléctrica"): A nivel de chasis, integra físicamente y gestiona de manera unificada la unidad de distribución de refrigeración líquida y la unidad de distribución de energía de alto voltaje. Este diseño "frío-eléctrico integrado" es la respuesta de ingeniería definitiva para enfrentar la densidad de potencia ultra alta por chasis, simplificar el despliegue y mejorar la eficiencia energética (reduciendo el PUE), representando la materialización de su diseño determinista desde el concepto hasta la forma física.
b. NVIDIA: El Marco de Refrigeración Líquida de la Innovación Ágil en Ecosistemas
Esta es una filosofía de diseño centrada en la GPU, que capacita al ecosistema global mediante la definición de estándares abiertos. Su núcleo es proporcionar un "plan" verificado que reduzca el umbral de aplicación para toda la industria y permita un despliegue escalable, eficiente y flexible.
· Estandarización a Nivel de Chip y Diseño de Referencia (VRD): NVIDIA proporciona diseños de referencia detallados para las GPU (como la serie Blackwell), definiendo claramente las interfaces de rendimiento como las dimensiones físicas de la placa fría, el consumo energético de diseño térmico (TDP), el flujo y la caída de presión. Esto equivale a proporcionar una "respuesta estándar" a todos los fabricantes de disipación de calor, encapsulando la complejidad dentro de componentes estándar y garantizando la compatibilidad y una línea base de calidad para los componentes fundamentales.
Figura 2: Módulo de servidor NVIDIA y placa fría líquida de microcanales
· Colaboración a Nivel de Ecosistema y Certificación de Soluciones: Colabora en profundidad con principales fabricantes de gestión térmica e infraestructura como Vertiv y Boyd para desarrollar y certificar conjuntamente soluciones de refrigeración líquida a nivel de chasis. Por ejemplo, la solución de chasis "Tier 2 Ready" de Vertiv es un producto pre-validado desarrollado basándose en el plan de NVIDIA, permitiendo a los operadores de centros de datos adquirir clústeres de refrigeración líquida listos para usar rápidamente, como si compraran equipos estándar.
· Capacitación mediante Gemelos Digitales y Aceleración del Despliegue: A través de la plataforma NVIDIA Omniverse, proporciona herramientas de gemelo digital y simulación para sistemas de refrigeración líquida de centros de datos. Los clientes pueden diseñar, validar y optimizar soluciones de disipación de calor en un entorno virtual, reduciendo enormemente el costo y el riesgo de la validación física y logrando una mayor agilidad desde el diseño hasta el despliegue.
Para comprender más claramente estas dos rutas, comparamos sus diferencias centrales a continuación:
Tabla 2: Modelo Huawei vs. Modelo NVIDIA: Panorama de Diferencias Clave
3- La Ilustración Histórica y la Futura Fusión
Esta competencia entre las dos rutas no es un caso aislado en la historia de la tecnología. En esencia, es otra representación clásica de la innovación por integración de sistemas frente a la innovación por ecosistemas de plataforma. Huawei se asemeja a Apple en la era de Steve Jobs, buscando un control absoluto de la experiencia del producto desde el nivel superior hasta el más básico; mientras que NVIDIA se parece más al Android de Google actual, impulsando la prosperidad de todo un ecosistema mediante el establecimiento de estándares centrales (el sistema Android/la arquitectura GPU).
Para la industria, la tendencia futura no es que una ruta reemplace por completo a la otra, sino que es posible que surja un cierto grado de fusión:
· En proyectos nacionales o empresariales que buscan el rendimiento computacional extremo, el atractivo de la "ingeniería de sistemas determinista" sigue siendo fuerte.
· En el vasto mercado comercial de computación en la nube, la "innovación ágil en ecosistemas" continuará expandiéndose debido a sus ventajas de velocidad y costo.
· Las chispas de innovación pueden nacer en la zona de intersección: incorporar una personalización más profunda y una optimización colaborativa dentro de los estándares de ecosistemas abiertos.
4- Conclusión
Por lo tanto, la disputa en disipación de calor entre Huawei y NVIDIA es, en esencia, un enfrentamiento entre dos competencias centrales en la era de la IA: una busca lograr un rendimiento extremo y determinista a través de la integración profunda de la ingeniería de sistemas; la otra impulsa la innovación ágil y la rápida adopción masiva de la industria mediante la construcción de estándares abiertos y un ecosistema. Este enfrentamiento traza un camino claro para los participantes en la cadena de suministro: actuar como "fuerzas especiales", vinculándose profundamente para asaltar fortalezas específicas a nivel de sistema; o actuar como "ejército principal", integrándose en el ecosistema para explorar mercados en las vastas llanuras de los estándares. En última instancia, el resultado no solo depende de la tecnología en sí, sino también de la comprensión de la lógica de la evolución industrial y de una definición clara de la posición propia en el panorama futuro.
Actualizaremos periódicamente la información y las tecnologías relacionadas con el diseño térmico y la reducción de peso. Gracias por su interés en Walmate.
Cuando el "gran tamaño" de la celda se convierte en consenso, la "fortaleza" del Pack se transforma en un nuevo campo de batalla
La industria del almacenamiento de energía está entrando en una era de gran aumento de la capacidad de las celdas, y la transición de 280Ah a más de 500Ah ya es una realidad en curso. Mientras la industria se centra en el "tamaño" de las celdas, la "fortaleza" del Pack, es decir, su capacidad de soporte estructural mecánico y de gestión segura, se está convirtiendo en un nuevo foco competitivo. Independientemente de cómo evolucionen el sistema químico y la capacidad de las celdas, sus fuerzas de expansión, la energía de fuga térmica y las cargas mecánicas, en última instancia, deben ser soportadas por el chasis inferior del Pack, que constituye la base mecánica.
Este artículo explorará, desde la perspectiva del diseño estructural, cómo el chasis inferior del Pack puede satisfacer las diversas necesidades mecánicas y de gestión térmica en el contexto de la divergencia de las rutas tecnológicas de las celdas, y cómo construir capacidades de ingeniería adaptables de manera sostenible.
1- Análisis Mecánico de las Tres Principales Rutas Tecnológicas: El Trilema de Carga, Calor y Espacio
El aumento de la capacidad de las celdas cambia directamente las condiciones límite del diseño del sistema del Pack. Como el "esqueleto" y la "piel" del sistema, el chasis inferior necesita responder de nuevo a tres preguntas fundamentales:
a. Análisis Mecánico de la ruta de 587Ah (Alta Integración)
Demanda central: Lograr una densidad de energía ≥6 MWh dentro de un contenedor estándar de 20 pies, lo que impulsa diseños extremadamente compactos como "4 columnas y 8 clústeres comunes".
Desafíos para el chasis inferior:
· Optimización del soporte estructural: Con un aumento de la masa total y una reducción de los puntos de apoyo, el chasis necesita optimizar las rutas de transferencia de carga, equilibrando la rigidez global con la resistencia local en áreas críticas, para garantizar la estabilidad estructural durante el transporte y la operación.
· Integración estructural de la gestión térmica: El sistema de refrigeración líquida se integra profundamente con la placa base del chasis y las estructuras de soporte, actuando como núcleo de la gestión térmica y participando en el soporte estructural general. El diseño debe garantizar la confiabilidad y durabilidad del sellado del sistema de enfriamiento bajo cargas estructurales a largo plazo y ciclos térmicos.
Figura 1: Simulación del chasis inferior de un Pack de almacenamiento de energía.
· Coordinación precisa del espacio: El chasis debe reservar espacios adecuados dentro de un espacio limitado para la expansión de las celdas, el desplazamiento térmico de las conexiones eléctricas y las tuberías de protección contra incendios, logrando una coexistencia confiable de todos los subsistemas en un diseño compacto.
b. Análisis Térmico y Estructural Correspondiente de la Ruta de 684Ah (Capacidad Ultra Alta)
Demanda central: Minimizar el costo por Wh maximizando la capacidad de celda individual, pero generando efectos de concentración a nivel físico.
Desafíos para el chasis inferior:
· Efecto "focal" de la fuerza de expansión: La fuerza de expansión de una celda individual no tiene una relación lineal con su capacidad, sino que se acerca a un crecimiento exponencial. El marco interno del chasis requiere un sistema de "contención" más robusto y uniforme, para distribuir el estrés concentrado de expansión a través de todo el chasis y evitar deformaciones plásticas locales.
· Dilema de la "uniformidad" en la gestión térmica: Un cuerpo de mayor generación de calor requiere rutas de conducción térmica más eficientes. El material, el grosor de la placa base del chasis y el diseño de la interfaz de contacto con la parte inferior de la celda (como la tasa de compresión establecida para las almohadillas térmicas) se vuelven cruciales. En caso de fuga térmica, una mayor liberación de energía plantea mayores exigencias a la capacidad de dirección del flujo de los canales de alivio de presión y a la duración de la resistencia al fuego de los cortafuegos internos.
· Respuesta estructural a la concentración de peso: Celdas individuales más pesadas alteran los modos de vibración general del Pack. El chasis inferior requiere nuevas simulaciones de fatiga para evitar la resonancia a frecuencias específicas, lo que podría provocar el aflojamiento de conectores o el agrietamiento estructural.
c. Explicación de Adaptación de Fabricación de la Ruta de 392Ah (Transición Robusta)
Demanda central: Se centra en lograr un equilibrio entre rendimiento, costo y eficiencia de entrega, proporcionando al mercado soluciones completamente validadas.
Desafíos para el chasis inferior:
· Implementación estable de soluciones maduras: Basándose en sistemas de diseño y procesos validados, garantizar la consistencia del producto mediante un control estricto del proceso de fabricación, apoyando un ritmo de producción en masa rápido y estable.
· Sinergia profunda de la cadena de suministro: Apoyándose en un sistema de suministro maduro, mejorar continuamente la competitividad del costo integral del producto mediante la selección de materiales, la optimización de procesos y las compras a gran escala.
2- Mentalidad de Ingeniería para Enfrentar la Divergencia:
Ante múltiples rutas tecnológicas, los proveedores de chasis inferiores no pueden reconstruir su sistema tecnológico para cada una. La solución real radica en una respuesta precisa basada en plataformas: adaptarse eficientemente a diferentes necesidades mediante un diseño modular escalable.
a. Enfocarse en los Principios Físicos y Modos de Colaboración Comunes
La iteración de celdas sigue leyes físicas estables. Basándonos en parámetros clave, establecemos un proceso de evaluación colaborativa que, combinado con datos de materiales y estructuras, permite juzgar rápidamente la viabilidad de nuevas celdas, identificar riesgos de compatibilidad en etapas tempranas, ayudar a converger en una dirección de diseño y reducir iteraciones posteriores.
Figura 2: Chasis inferior de Pack de almacenamiento de 587Ah
b. Construir un Sistema Flexible de "Interfaz Estándar + Módulos Configurables"
Para satisfacer las demandas de personalización derivadas de la divergencia de rutas tecnológicas, hemos establecido un sistema de diseño claro con interfaces estandarizadas y módulos internos configurables:
· Interfaces externas unificadas: Los puntos de instalación y posicionamiento del chasis con el contenedor de almacenamiento, las interfaces de penetración eléctrica y los puntos de conexión del sistema de refrigeración siguen estrictamente las especificaciones comunes de la industria, garantizando compatibilidad a nivel de sistema y consistencia en el ensamblaje.
· Estructura interna configurable: Ofrecemos una serie de componentes de soporte interno y soluciones integradas de gestión térmica que pueden combinarse flexiblemente según el tamaño y la disposición de las celdas.
· Módulo integrado de gestión térmica: El módulo de gestión térmica emplea un diseño modular, centrado en optimizar el control del aumento de temperatura y la uniformidad térmica de las celdas, permitiendo adaptarse flexiblemente a las necesidades de gestión térmica de diferentes rutas tecnológicas.
c. Implementar Líneas de Producción Flexibles con un Enfoque de "Fabricación como Diseño"
Para adaptarnos a la diversidad de rutas tecnológicas, nuestro sistema de fabricación se organiza en torno a una plataforma base escalable y un ensamblaje modular:
· Fabricación de la plataforma base del chasis: Garantiza la precisión y consistencia de la estructura principal, proporcionando un soporte confiable para diferentes configuraciones.
· Unidades de ensamblaje modular: Permiten seleccionar y ensamblar de manera flexible los módulos de soporte interno y gestión térmica correspondientes, según el tamaño y disposición de las celdas. Con esta configuración, podemos realizar cambios eficientes en la producción de productos de diferentes rutas tecnológicas dentro de la misma línea, ayudando a los clientes a enfrentar los desafíos de cadena de suministro y entrega que surgen del desarrollo paralelo de múltiples rutas.
3- Redefinición del Valor del Chasis Inferior: De Soporte Pasivo a Capacitación Activa
El chasis inferior está evolucionando de un contenedor pasivo a un componente clave que capacita activamente al sistema, impactando directamente la seguridad, la densidad de energía y el costo de todo el ciclo de vida:
a. Estructura de Soporte de Seguridad: Proporciona canales estructurales confiables y una base de instalación para el alivio de presión a nivel del sistema y los cortafuegos, construyendo conjuntamente una protección de seguridad multinivel junto con el control de propagación térmica.
b. Soporte de Densidad de Energía: El diseño liviano y de alta resistencia reduce su propio peso y ocupación de espacio, dejando más margen de rendimiento para las celdas y el sistema de refrigeración.
c. Garantía de Confiabilidad a Largo Plazo: La integridad estructural y el diseño de durabilidad a la fatiga permiten que el sistema enfrente desafíos continuos como ciclos prolongados y vibraciones durante el transporte.
4- Conclusión: Construyendo un Puente entre una Cadena de Suministro Divergente y una Demanda Final Determinada
Con la evolución de la tecnología de celdas, los sistemas de almacenamiento de energía continúan persiguiendo seguridad, alta densidad y bajo costo. El chasis inferior debe proporcionar una base de soporte confiable y adaptable, respondiendo a diferentes rutas tecnológicas mediante modularidad y fabricación flexible. La competencia en la industria se está desplazando hacia la ingeniería a nivel de sistemas, y el chasis del Pack es un eslabón clave dentro de este proceso.
Actualizaremos periódicamente la información y las tecnologías relacionadas con el diseño térmico y la reducción de peso. Gracias por su interés en Walmate.
Durante décadas de desarrollo de centros de datos, la refrigeración por aire ha sido la opción predominante. Sin embargo, el lanzamiento de la serie GB200 de NVIDIA está rompiendo este equilibrio por completo. Cuando la densidad de computación alcanza nuevas alturas, los métodos de refrigeración tradicionales ya no pueden satisfacer la demanda. La tecnología de refrigeración líquida ha pasado oficialmente de un papel secundario a uno principal, convirtiéndose en una infraestructura clave para sustentar la potencia de cómputo de IA.
1- Cambio Fundamental en el Lado de la Demanda
a. La Densidad de Potencia Supera el Punto Crítico
Se estima que la densidad de potencia del gabinete GB200 NVL72 superará los 30 kW/gabinete, una cifra muy por encima del límite de disipación de 15-20 kW de la tecnología tradicional de refrigeración por aire. Esto significa:
· Elección inevitable de la ruta tecnológica: La refrigeración líquida pasa de "ser una opción a considerar" a ser "la única opción".
· Cambio cualitativo en el espacio de mercado: Cada despliegue de GB200 representa una demanda segura de refrigeración líquida.
· Aumento significativo del valor: El valor del sistema de refrigeración líquida para un solo gabinete alcanza el nivel de varios cientos de miles de RMB (decenas de miles de euros/dólares).
b. Actualización de los Requisitos de Fiabilidad
A medida que aumenta la densidad de potencia de cómputo por gabinete, el valor comercial que soporta también crece exponencialmente. La fiabilidad del sistema de refrigeración líquida está directamente relacionada con:
· Continuidad del negocio: Una sola falla en la refrigeración podría resultar en una pérdida de potencia de cómputo valorada en millones.
· Vida útil del sistema: Por cada aumento de 10°C en la temperatura, la vida útil de los componentes electrónicos se reduce a la mitad.
· Estabilidad del rendimiento: La eficiencia de la refrigeración afecta directamente la capacidad del chip para mantener un rendimiento máximo de forma sostenida.
2- Mejora Integral de los Requisitos Técnicos
a. Requerimiento Escalonado en Eficiencia de Refrigeración
El GB200 impone requisitos sin precedentes para el sistema de refrigeración:
· Duplicación del rendimiento de conducción de calor
· El coeficiente de conductividad térmica de la placa fría debe ser 3-5 veces mayor que el de las soluciones tradicionales
· La resistencia térmica de contacto debe reducirse en un orden de magnitud
Figura 1 - Placa fría líquida de microcanales
b. Control de Precisión del Flujo
· Se requiere lograr una precisión de control de flujo dentro de ±1%
· Debe admitir el ajuste dinámico del flujo para adaptarse a diferentes condiciones de carga
c. Uniformidad de la Temperatura
· La diferencia de temperatura en la superficie del chip debe controlarse dentro de los 5°C
· Evitar puntos calientes locales que afecten la estabilidad del sistema
3- Salto en la Complejidad de la Integración del Sistema
El sistema de refrigeración líquida ha evolucionado de un simple suministro de componentes a un complejo proyecto de ingeniería de sistemas:
a. Modo Tradicional:
· Suministro de placas frías estandarizadas
· Conexiones de tuberías simples
· Funciones básicas de monitoreo
b. Era del GB200:
· Diseño de arquitectura de refrigeración líquida a nivel de gabinete
· Sistema inteligente de distribución de flujo
· Monitoreo en tiempo real del estado de salud
· Capacidad de mantenimiento predictivo
Figura 2 - Gabinete NVIDIA GB200
4- Mejora Integral de las Barreras Competitivas
En el nuevo entorno del mercado, las empresas necesitan superar umbrales más altos:
a. Barreras Técnicas
Las empresas de refrigeración líquida deben superar las limitaciones de una sola disciplina y construir un sistema tecnológico integral multidisciplinario. La profunda integración de tecnologías como el diseño de microcanales, la ciencia de materiales y la mecánica de fluidos se convierte en un umbral básico, mientras que la capacidad de simulación térmica y optimización a nivel de chip pone a prueba la acumulación técnica profunda de la empresa. Esto ya no es una simple mejora de procesos, sino un proyecto de ingeniería sistemática que requiere inversión en I+D a largo plazo.
b. Barreras de Certificación
El sistema de certificación de la industria se está volviendo cada vez más estricto. Las empresas no solo deben pasar las rigurosas pruebas de confiabilidad establecidas por los fabricantes de servidores, sino también obtener la certificación técnica del fabricante original de chips. Este requisito de doble certificación no solo verifica el rendimiento técnico del producto, sino que también pone a prueba el sistema de calidad de la empresa y su capacidad de suministro estable y continua, convirtiéndose en un pase obligatorio para ingresar a la cadena de suministro central.
c. Barreras de Servicio
A medida que el sistema de refrigeración líquida se actualiza a un subsistema central, la capacidad de servicio se ha convertido en un elemento competitivo clave. Las empresas necesitan establecer una red de respuesta rápida con cobertura nacional y construir un sistema de operación y mantenimiento profesional 7x24 horas. Esta capacidad de servicio no solo requiere la puntualidad del soporte técnico, sino también una solución de servicio integral de principio a fin que incluya mantenimiento preventivo y manejo de emergencias, convirtiéndose verdaderamente en un socio confiable para el cliente.
Actualizaremos periódicamente la información y las tecnologías relacionadas con el diseño térmico y la reducción de peso. Gracias por su interés en Walmate.
En la historia de la evolución de la arquitectura computacional, algunos momentos no pasan desapercibidos. El lanzamiento del GB200 NVL72 de NVIDIA es uno de esos momentos: no es solo un nuevo producto, sino una reinvención fundamental del concepto de servidor.
Durante tres décadas, "servidor" ha significado una unidad de chasis estandarizada: en su interior, una placa base, CPU, memoria, discos duros y tarjetas de expansión, interconectados mediante interfaces estándar de la industria. Lo medimos en unidades "U", lo apilamos en bastidores y lo conectamos en red. Sin embargo, el GB200 NVL72 está desmantelando esta definición establecida desde su mismo núcleo.
Su esencia ya no es la de "un servidor", sino la de una "computadora" con la forma de un bastidor completo. Los componentes tradicionales del servidor se deconstruyen y luego, a una escala mayor, se reintegran en un todo computacional inseparable mediante NVLink-C2C, refrigeración líquida y gestión de energía a nivel de bastidor. Esto ya no es una simple actualización, sino un profundo cambio de paradigma.
1- ¿Qué es un "servidor"? La respuesta a esta pregunta está cambiando
Durante treinta años, hemos entendido un servidor como un chasis estandarizado: dentro hay una placa base, CPU, memoria, discos duros, tarjetas de expansión, todos los componentes siguen estándares de la industria, permitiendo su reemplazo y actualización arbitrarios.
Pero el cambio del GB200 es fundamental:
· El núcleo de computación ya no son CPU y GPU independientes, sino el superchip GB200: una unidad integral que integra profundamente CPU y GPU.
· La interconexión ya no depende de ranuras PCIe estándar, sino de una placa posterior NVLink personalizada.
· La refrigeración ya no es un accesorio opcional, sino un sistema integrado de refrigeración líquida.
· La unidad básica de despliegue ha pasado de ser el "chasis" al "bastidor".
Los diversos componentes del servidor tradicional son "desintegrados" y luego reintegrados a la escala mayor del bastidor. Esto no es una evolución, sino una reconstrucción.
Tabla 1- Reconfiguración de la arquitectura física: de "chasis" a "rack"
2- Los Tres Pilares de la "Arquitectura a Nivel de Bastidor"
El diseño tradicional de servidores implica equilibrar y comprometerse dentro de un chasis cerrado. Por el contrario, la arquitectura a nivel de bastidor representada por el GB200 plantea el diseño a alto nivel del enfriamiento, la interconexión, la alimentación y la gestión como un sistema completo en una dimensión completamente nueva. Esto ya no es apilar componentes, sino una integración profunda a nivel de sistema. Detrás de esto, depende de la innovación sinérgica de tres pilares centrales.
Pilar 1: De la "Interconexión en Red" al "Bus de Placa Posterior"
En los centros de datos tradicionales, los servidores son nodos independientes que se comunican a través de una red (como Ethernet). En el GB200 NVL72, el tejido NVLink dentro del bastidor ha reemplazado en función al bus de una placa base tradicional, convirtiéndose en el "esqueleto" que conecta todas las unidades de computación. Este cambio permite que los 72 GPU dentro del bastidor trabajen en concierto como un solo GPU gigante, optimizando el ancho de banda de comunicación y la latencia en varios órdenes de magnitud.
Pilar 2: El Enfriamiento se Actualiza de "Equipamiento de Soporte" a "Subsistema Central"
Cuando la densidad de computación avanza desde decenas de kilovatios por bastidor hacia cientos de kilovatios, las tecnologías de refrigeración por aire tradicionales ya no son una opción. La refrigeración líquida deja de ser un "equipamiento de soporte" opcional para convertirse en un subsistema central, a la par con la computación y la interconexión. Su diseño determina directamente el rendimiento y la estabilidad operativa de todo el sistema, siendo la clave para pasar de "utilizable" a "de alto rendimiento".
Pilar 3: La "Centralización y Reestructuración" de la Gestión y la Alimentación
El GB200 adopta una alimentación y gestión centralizadas a nivel de bastidor. Esto no solo busca mejorar la eficiencia de conversión de energía, sino que redefine el grado de acoplamiento del sistema. Trae consigo un cableado más simple y una vista de gestión unificada, pero también amplía el dominio de fallos de un solo servidor a todo el bastidor, imponiendo nuevos requisitos de paradigma para las operaciones y el mantenimiento.
3- Reconfiguración y Transferencia de la Cadena de Valor
La "arquitectura a nivel de bastidor" representada por el GB200 tiene una influencia que trasciende con creces la tecnología misma, delineando claramente una nueva curva de la cadena de valor de la industria. La distribución de valor tradicional se está rompiendo, mientras que nuevos puntos de alto valor se están formando silenciosamente en la integración a nivel de sistema y la sinergia entre hardware y software.
Fabricantes de Servidores: Transformación Estratégica de "Definidores" a "Integradores"
Los gigantes tradicionales de servidores, como Dell e HPE, se enfrentan a la migración de su valor central. Las capacidades sobre las que una vez sobrevivieron—diseño de placas base, optimización del sistema y producción estandarizada—están viendo disminuida su importancia en sistemas altamente personalizados e integrados de fábrica como el GB200.
Sin embargo, dentro de la crisis yace una nueva oportunidad estratégica:
· Valor Ascendente: El foco de la competencia se desplaza del diseño interno del servidor a la refrigeración líquida, la eficiencia energética y la distribución estructural a nivel de bastidor.
· Extensión del Valor: La competencia central se extiende desde la fabricación de hardware hasta los servicios profesionales de despliegue a gran escala, la gestión de operaciones multiplataforma y la capacidad de integración con los entornos de TI empresarial.
Esto significa que el papel de los fabricantes de servidores se está transformando de "definidores" de productos estándar a "integradores y habilitadores avanzados" de sistemas complejos.
"Adquisición Estratégica" de los Proveedores de Nube: Buscando el Equilibrio entre la Dependencia y la Autonomía
Para los proveedores de nube a hiperescala (Hyperscalers), el GB200 es a la vez una necesidad estratégica y una advertencia estratégica.
· Táctica a Corto Plazo: Como referente definitivo en potencia de cálculo, adquirir GB200 es una elección inevitable para satisfacer la demanda del mercado de capacidad de computación IA de primer nivel.
· Estrategia a Largo Plazo: Para prevenir riesgos de la cadena de suministro y el bloqueo tecnológico, el desarrollo propio de chips de IA (como TPU, Trainium, Inferentia) se ha convertido en una estrategia central para la autonomía futura.
El comportamiento de los proveedores de nube ejemplifica vívidamente la compleja ponderación entre eficiencia y autonomía, y entre el mercado a corto plazo y el control a largo plazo.
Evolución en la Toma de Decisiones del Usuario Final: De Evaluar "Componentes" a Considerar "Resultados"
Para los tomadores de decisiones técnicas del usuario final (CTO, VP de Tecnología), el paradigma de evaluación para las adquisiciones está experimentando un cambio fundamental.
Lista de Adquisición Tradicional:
· Número de núcleos y frecuencia de la CPU
· Modelo y cantidad de GPU
· Capacidad y velocidad de la memoria y el almacenamiento
Consideraciones Estratégicas Actuales:
· Métricas de Eficiencia: Rendimiento por vatio, tiempo total de entrenamiento del modelo.
· Costo Total de Propiedad: Costo integral que incluye hardware, energía, operaciones, mantenimiento y mano de obra.
· Agilidad del Negocio: Ciclo de tiempo desde el despliegue hasta la obtención de resultados.
Esta transición marca un cambio clave en la mentalidad de la adquisición de tecnología empresarial, pasando de ser un centro de costos a una inversión en productividad.
El GB200 ha redefinido la unidad de computación: del "servidor" al "bastidor". Esto no es solo una actualización de rendimiento, sino un cambio completo en el paradigma de la arquitectura. La búsqueda de la eficiencia ha superado el mero apilamiento de componentes, y la cadena de valor de la industria se está reconfigurando. En medio de este cambio, lo único cierto es: adáptate a él, o quedarás relegado.
Una nueva era de la computación ha comenzado.
Actualizaremos periódicamente la información y las tecnologías relacionadas con el diseño térmico y la reducción de peso. Gracias por su interés en Walmate.
Cuando su equipo tiene múltiples puntos calientes principales y estos son independientes, tienen diferentes consumos de energía o requieren enfriamiento aislado, las placas líquidas tradicionales de canal único se quedan cortas. La placa de agua con múltiples circuitos y tubos de cobre incrustados es la clave para resolver este problema.
1- ¿Por qué elegir múltiples circuitos? Tres escenarios que abordan los puntos críticos
a. Aislamiento de interferencia térmica para garantizar el rendimiento de las unidades centrales
Cuando dispositivos como IGBTs y diodos, o CPUs y GPUs, están densamente distribuidos, un único canal de flujo causa "interferencia" térmica mutua, obligando a los dispositivos de baja temperatura a operar a altas temperaturas. El diseño multicircuito actúa como un "sistema de aire acondicionado dedicado" para cada dispositivo, eliminando por completo la interferencia térmica. Garantiza que cada unidad funcione dentro de su rango de temperatura óptimo, mejorando así el rendimiento y la estabilidad general del sistema.
b. Logro de redundancia del sistema para crear una arquitectura de alta confiabilidad
En campos con requisitos de extrema confiabilidad (como servidores, estaciones base de comunicaciones), la falla de un único circuito de refrigeración implica la caída del sistema. El diseño multicircuito permite construir un sistema de refrigeración redundante "N+1". Si un circuito falla inesperadamente, los demás pueden seguir proporcionando capacidad de disipación de calor básica, ganando un tiempo valioso para el mantenimiento del sistema. Es la base para lograr un diseño de alta disponibilidad.
c. Adaptación a diseños de forma irregular y necesidades de disipación de calor diferenciadas
Frente a fuentes de calor distribuidas de manera irregular, un único canal de flujo dificulta lograr una disipación de calor uniforme. La solución multicircuito permite un "diseño a la medida". Puede personalizar flexiblemente la trayectoria de cada tubo de cobre según la forma y disposición real de las fuentes de calor, cubriendo con precisión cada punto caliente con la ruta de flujo óptima. Simultáneamente, se pueden asignar circuitos de alto flujo a dispositivos de alta potencia y circuitos de bajo flujo a dispositivos de baja potencia, logrando la asignación óptima de recursos de disipación de calor.
Figura 1: Placa de refrigeración líquida multicircuito con tubos de cobre incrustados
2- Esencia del Diseño y Fabricación: ¿Cómo Equilibrar Rendimiento y Confiabilidad en un Espacio Limitado?
En el diseño de circuitos múltiples, el espacio entre canales de flujo es un factor clave que determina el éxito o el fracaso.
a. Límite Térmico: Previniendo el "Cortocircuito Térmico"
Si el espacio entre canales de flujo adyacentes es demasiado pequeño, incluso si los canales son independientes, el calor se transferirá rápidamente a través de la placa base de aluminio intermedia, reduciendo significativamente la efectividad del aislamiento. Mediante simulación y pruebas, hemos establecido el principio de un espacio básico ≥ 1.5 veces el diámetro del tubo, garantizando así la independencia térmica.
b. Límite Estructural: Defendiendo la "Línea Vital de Resistencia a la Presión"
La placa base de aluminio entre los canales de flujo es el eslabón débil para soportar la presión interna. Un espacio demasiado estrecho provoca una resistencia insuficiente de las aletas, con riesgo de desgarro bajo impactos de presión. A través de simulaciones de estrés mecánico, nos aseguramos de que, en cualquier condición de operación, el estrés entre los canales de flujo esté muy por debajo del límite elástico del material, eliminando fundamentalmente el riesgo de "estallido de la placa".
Figura 2: Placa de refrigeración líquida con tubos de cobre incrustados
c. Límite del Proceso: Asegurando la "Fabricación de Precisión"
Un espacio estrecho representa un gran desafío para las herramientas de fresado de ranuras. Basándonos en una amplia experiencia de fabricación, relacionamos el espacio con el diámetro de la herramienta. Esto garantiza un mecanizado eficiente y, al mismo tiempo, produce paredes de ranura lisas y uniformes, sentando las bases para el posterior anidamiento firme del tubo de cobre y una unión de baja resistencia térmica.
3- Puntos Clave para la Implementación de Ingeniería
Un diseño multicircuito exitoso requiere atención a los siguientes aspectos clave:
a. Diseño Colaborativo
Se recomienda integrar el diseño térmico y mecánico desde la fase conceptual, considerando integralmente la distribución de los canales de flujo, la resistencia estructural y la capacidad de fabricación, para evitar cambios de diseño posteriores.
b. Control de Procesos
• Emplear fresado de ranuras CNC de alta precisión para garantizar las tolerancias del ancho de la ranura y la calidad superficial.
• Utilizar tecnología de doblado de tubos con mandril para asegurar la permeabilidad y la uniformidad del espesor de la pared después del curvado del tubo de cobre.
• Aplicar un proceso confiable de anidación y fijación para prevenir el desplazamiento del tubo de cobre bajo condiciones de vibración.
c. Verificación y Pruebas
Un sistema de pruebas integral debe incluir:
• Prueba de estanqueidad al 100%
• Pruebas de característica caudal-caída de presión
• Verificación del rendimiento de la resistencia térmica
•Prueba de presión de ruptura
En resumen, la placa de agua con múltiples circuitos y tubos de cobre incrustados es una herramienta poderosa para resolver problemas de disipación de calor con múltiples fuentes térmicas complejas. La clave del éxito reside en comprender profundamente su lógica de diseño y encontrar el punto de equilibrio óptimo entre rendimiento y confiabilidad.
Actualizaremos periódicamente la información y las tecnologías relacionadas con el diseño térmico y la reducción de peso. Gracias por su interés en Walmate.
1-Pretratamiento del Tubo de Cobre (Doblado y Aplanado)
Objetivo: Dar forma a un tubo de cobre recto y redondo en una configuración plana que se ajuste perfectamente al diseño del canal de flujo.
a. Selección del Material: ¿Por qué Cobre Libre de Oxígeno?
El cobre libre de oxígeno (C1220), con una pureza del 99.9% y sin óxidos en los límites de grano, posee una ductilidad excepcional, similar a la masa. Esto permite doblarlo y aplanarlo sin que se agriete o generen microfisuras, garantizando la fiabilidad posterior.
b. Radio de Doblado: El Límite de Seguridad
El radio de doblado mínimo ≥ 1.5 veces el diámetro del tubo es una regla inquebrantable. Por debajo de este valor, la pared exterior del tubo se estira en exceso, adelgazándose e incluso pudiendo romperse. El uso de una dobladora con mandril es clave para evitar arrugas en el interior de la curva.
c. Aplanado: Una "Reducción" de Precisión
El aplanado no es simplemente aplastar el tubo, sino una deformación plástica controlada mediante matrices de precisión. La altura del canal después del aplanado no debe ser inferior al 30% del diámetro interno original. El objetivo principal es garantizar un espesor de pared uniforme tras el aplanado; no deben aparecer pliegues muertos locales o adelgazamientos excesivos, ya que estos puntos se convertirían en futuras fugas.
Figura 1: Doblado de tubo de calor
d. Decisión de Secuencia: ¿Doblar primero o aplanar primero?
Es imperativo "doblar primero, aplanar después". Doblar un tubo redondo es un proceso maduro y controlable. Si se aplanara primero, el tubo aplanado sería casi imposible de doblar con radios pequeños y alta calidad, además de que la pared interna del canal se deformaría severamente, incrementando drásticamente la resistencia al flujo.
2-Mecanizado de la Placa Base (Fresado de Ranuras de Precisión)
Objetivo: Mecanizar "pistas" dimensionalmente precisas en la placa base de aluminio para alojar el tubo de cobre incrustado.
Figura 2: Tubo de cobre incrustado
a. Diseño del Ancho de la Ranura: Ajuste por Interferencia
El ancho de la ranura debe diseñarse ligeramente menor que el ancho del tubo de cobre aplanado (normalmente 0.05-0.1 mm menos), creando un "ajuste por interferencia". Esto permite que la ranura "agarre" firmemente el tubo de cobre mediante fuerza de fricción, constituyendo la base para la fijación preliminar y la reducción de la resistencia térmica de contacto.
b. Control de la Profundidad de la Ranura: Sobredimensionado para el Mecanizado por Volado
La profundidad de la ranura determina la altura que el tubo de cobre sobresaldrá de la superficie de la placa base después de ser incrustado. Esta altura es el sobredimensionado para el posterior proceso de mecanizado por volado. La uniformidad en la profundidad de la ranura influye directamente en la uniformidad del espesor de pared residual final del tubo de cobre.
c. Herramienta y "Vibración de la Herramienta"
Al fresar ranuras estrechas y profundas, la relación longitud-diámetro de la fresa es grande, lo que facilita la "vibración" (o "trémor"), causando rugosidad en las paredes de la ranura y desviaciones dimensionales. Por lo tanto, el espacio entre canales de flujo no puede ser demasiado pequeño; es esencial reservar espacio para la resistencia y rigidez de la herramienta.
d. Limpieza: La Calidad Invisible
Después del fresado de las ranuras, las virutas de aluminio y los residuos de aceite deben eliminarse al 100%. Cualquier residuo formará una capa aislante entre el tubo de cobre y la placa base de aluminio, aumentando significativamente la resistencia térmica de contacto y degradando enormemente el rendimiento térmico.
3-Anidación y Fijación
Objetivo: Insertar con precisión el tubo de cobre conformado en la ranura de la placa base y formar una unión sólida y estable.
a. Ajuste por Interferencia: La Fuerza de Sujeción Principal
Mediante un diseño dimensional preciso y el uso de una fuerza externa aplicada por una prensa, el tubo de cobre es "comprimido" dentro de la ranura, que es ligeramente más estrecha. La fuerza de recuperación elástica del material mismo genera una enorme presión de contacto, que constituye la fuente principal de la fuerza de fijación.
Figura 3: Fijación del tubo de calor
b. Fijación Auxiliar: Prevención del "Efecto Balancín"
Si se confía únicamente en el ajuste por interferencia, los extremos del tubo de cobre podrían levantarse bajo estrés térmico. Se requiere fijación auxiliar: micro soldadura por puntos (alta resistencia, pero requiere control térmico) o epoxi de alta conductividad térmica (bajo estrés, pero con riesgo de envejecimiento).
c. El Enemigo de la Resistencia Térmica de Interfaz
El aire entre el tubo de cobre y la ranura de aluminio es un mal conductor del calor y es la fuente principal de la resistencia térmica de interfaz. El adhesivo de alta conductividad térmica o la soldadura pueden llenar los micro huecos, desplazando el aire y reduciendo significativamente la resistencia térmica.
d. Alerta sobre Corrosión Electroquímica
El aluminio y el cobre pueden formar una pila galvánica en presencia de un electrolito, donde el aluminio, actuando como ánodo, se corroe. Es imperativo garantizar la estanqueidad del sistema de refrigeración y utilizar agua desionizada o líquido refrigerante con inhibidores de corrosión, para cortar la ruta de corrosión a nivel del sistema.
4-Conformado de Superficie (Mecanizado por Volado vs. Incrustación Profunda)
Objetivo: Formar una superficie de disipación de calor final, con alta planicidad y baja resistencia térmica, lista para el montaje de chips.
a. Proceso de Mecanizado por Volado: El Rey del Rendimiento
Utiliza una herramienta ultra dura para cortar simultáneamente el cobre y el aluminio, creando una superficie perfecta y coplanar. Esto permite que la fuente de calor haga contacto directo y sobre un área grande con el tubo de cobre, que es altamente conductor, logrando la resistencia térmica más baja posible.
b. Proceso de Tubo Profundamente Incrustado: El Guardián de la Confiabilidad
El tubo de cobre redondo se incrusta y se rellena con epoxi de alta conductividad térmica. El tubo de cobre mantiene su forma circular, otorgando una mayor capacidad de resistencia a la presión. El material de relleno proporciona protección adicional y amortiguación de tensiones, resultando en una mayor confiabilidad, aunque con una resistencia térmica ligeramente superior a la del mecanizado por volado.
c. Espesor de Pared Final: La Línea Vital
El objetivo central de control en el proceso de mecanizado por volado es el espesor de pared residual final del tubo de cobre. Se debe lograr un equilibrio entre el rendimiento (pared delgada) y la confiabilidad/prevención de cortes (pared gruesa), típicamente controlado dentro del rango óptimo de 0.15-0.3 mm.
d. Planicidad: La Garantía del Contacto
Independientemente del proceso utilizado, la planicidad de la superficie de montaje (generalmente requerida < 0.1 mm) es un indicador obligatorio. Cualquier variación a nivel micrométrica debe rellenarse con pasta térmica; una planicidad deficiente provoca un aumento drástico de la resistencia térmica de contacto y el consiguiente fallo en la disipación del calor.
Actualizaremos periódicamente la información y las tecnologías relacionadas con el diseño térmico y la reducción de peso. Gracias por su interés en Walmate.
Para mejorar la autonomía y capacidad de los vehículos eléctricos, los Paquetes de Baterías de Potencia están transitando desde disposiciones de una sola capa hacia Estructuras de Apilamiento Multicapa. Este cambio mejora significativamente la Densidad Energética, pero también introduce desafíos estructurales completamente nuevos. Este artículo explorará tres aspectos: desafíos centrales, soluciones principales y direcciones tecnológicas futuras.
1-Desafíos centrales: Problemas mecánicos del apilamiento multicapa
Expandir los Paquetes de Baterías desde una sola capa hasta Múltiples Capas dista mucho de ser un simple apilamiento. Remodela el entorno mecánico interno y las Rutas de Carga externas, presentando cuatro desafíos centrales:
a.Aumento vertical de la Carga y riesgo de Fluencia del Material
・En las Estructuras Multicapa, el peso de las Celdas, Módulos y Componentes Estructurales se acumula capa por capa. La Carga de Compresión Estática soportada por la capa inferior es significativamente mayor que la de la capa superior.
・Este entorno de Alta Tensión sostenida plantea pruebas severas para el Rendimiento a Largo Plazo de los materiales, particularmente la Resistencia a la Fluencia (la lenta Deformación Plástica de los materiales bajo Tensión Constante a lo largo del tiempo).
・Si los Soportes Intercapas o los Componentes de Fijación de Celdas experimentan Fluencia, puede conducir a la Relajación de la Precarga, afectando la Vida Útil de las Celdas y la Estabilidad del Contacto en la Interfaz. Por lo tanto, es crucial identificar materiales que combinen propiedades de Ligereza con excelentes Características de Resistencia a la Fluencia.
b.Fuerza de ExpansiónEfecto de Acumulación y Estabilidad Estructural
・Las Baterías de Iones de Litio experimentan un "Efecto de Respiración" durante la Carga y Descarga debido a los Cambios de Volumen de los Materiales de los Electrodos, lo que lleva a la Expansión de las Celdas. En las Estructuras de Apilamiento Multicapa, las Fuerzas de Expansión se acumulan capa por capa, haciendo que los Módulos de la capa inferior soporten una presión enorme.
・Esta Tensión Cíclica puede desencadenar fácilmente Abultamiento de la Caja, Fallo de Sellado, Compresión de Componentes Estructurales, Cortocircuito de Celdas y una Degradación Acelerada del Rendimiento de la Batería. El control efectivo requiere Sensores Integrados para Monitoreo en Tiempo Real combinado con Simulación Digital para guiar el Diseño de Optimización Estructural.
c.Contradicción central entre Utilización del Espacio y Densidad Energética
・Abordar la Gravedad y las Fuerzas de Expansión requiere Estructuras Reforzadas (como agregar Vigas Transversales o engrosar Placas), pero esto ocupa un espacio valioso y aumenta el peso, conflicto con los objetivos centrales de mejorar la Densidad Energética Volumétrica y la Densidad Energética Gravimétrica.
・La solución reside en la Optimización Estructural y la aplicación de Materiales Eficientes, impulsando la transición de los Paquetes de Baterías hacia Diseños Híbridos Multimaterial.
d.Carga de ColisiónRuta de Transferencia y actualización de Redundancia de Seguridad
・La Mayor Altura de los Paquetes de Baterías intensifica las Cargas Mecánicas durante los Impactos Laterales o Impactos Inferiores; su Estructura Elevada amplifica el Efecto de Palanca, imponiendo mayores demandas en la Resistencia de los Puntos de Conexión y la Rigidez Propia del Paquete de Baterías.
・Es necesario emplear Materiales Resistentes a Impactos y Diseño Integrado para optimizar la Transferencia de Fuerza y la Absorción de Energía, garantizando la Seguridad de las Celdas bajo Condiciones Extremas, thereby promoviendo el desarrollo de la tecnología de Integración de Batería y Carrocería (CTC), haciendo que el Paquete de Baterías sea una parte integral de la Estructura de la Carrocería del Vehículo.
2- Análisis comparativo de soluciones estructurales principales
Para abordar estos desafíos, la industria ha explorado varias soluciones innovadoras:
a.Bandeja de Inyección en Una Pieza(One-piece Die-cast Tray)
・Ventajas: Alta Integración, reducción del Número de Piezas, mejora de la Rigidez General, Consistencia y Estanqueidad. El Proceso admite Geometrías Complejas, facilitando la integración de Enfriamiento, Nervaduras de Refuerzo y Puntos de Montaje. La Estructura Monolítica ayuda a gestionar Tensiones Complejas.
・Desafíos: La Inyección Integral de Marcos Multicapa impone demandas extremadamente altas en Equipos, Moldes y Procesos, lo que la hace costosa. La Reparación Posterior a Colisión es difícil o inviable. La Estructura Rígida Monolítica puede carecer de la Flexibilidad para gestionar Fuerzas de Expansión Diferenciales entre Capas.
b.Marco Modular Multinivel(Multi-level Frame Modular)
・Ventajas: Flexibilidad de Diseño y Fabricación, facilitando la Producción, Mantenimiento y Reemplazo. Naturalmente adecuado para Diseños Híbridos Multimaterial, permitiendo optimizar el Rendimiento y el Costo para diferentes Niveles. Aprovechando el concepto de "Laminación Cuasi-isotrópica" de los Materiales Compuestos para optimizar la Respuesta Mecánica General y dispersar la Tensión.
・Desafíos: Numerosos Componentes y Conectores, Ensamblaje Complejo, Tolerancias Acumuladas que afectan la Precisión y la Precarga. Numerosas Interfaces de Conexión (Pernos, Remaches) son Puntos de Falla Potenciales y aumentan el peso.
c.Estructura Sandwich de Material Híbrido(Hybrid Material Sandwich Structure)
・Ventajas: Excelente Eficiencia de Ligereza y extremadamente alta Rigidez Específica (Paneles de Alta Resistencia + Materiales de Núcleo Livianos como Espuma/Panal de Aluminio). Fuerte Resistencia a la Flexión, con los Materiales del Núcleo que ofrecen tanto Aislamiento Térmico como Características de Absorción de Energía, mejorando la Seguridad Térmica y la Seguridad en Colisiones. Se alinea con la tendencia de Integración Multifuncional.
・Desafíos: Proceso de Fabricación complejo y alto costo. La Resistencia de Unión de la Interfaz y la Durabilidad a Largo Plazo entre Paneles y Materiales del Núcleo son críticos. Los Materiales del Núcleo deben poseer una excelente Resistencia a la Compresión y Fluencia.
d.Estructura de Panal Biónica
・Ventajas: Teóricamente un Diseño Biónico ideal (imitando el HexagonalPanal) para lograr la Máxima Ligereza, Alta Rigidez y Resistencia a la Compresión. Proporciona Soporte Uniforme con una fuerte Capacidad de Absorción de Impacto.
・Desafíos: Fabricación extremadamente compleja y costosa, con una Dificultad de Integración significativa con Sistemas de Enfriamiento, etc. Actualmente se encuentra principalmente en la etapa de Investigación de Vanguardia, requiriendo más tiempo para la Aplicación Comercial a Gran Escala.
3- Direcciones clave de avance tecnológico
Los futuros avances clave para resolver los Problemas de Diseño del Apilamiento Multicapa radican en:
a.Material e Innovación de Procesos para el Equilibrio entre Ligereza y Rigidez
・Materiales: Optimización continua de CFRP, Aleaciones de Aluminio, Aleaciones de Magnesio; desarrollo de nuevos Polímeros Multifuncionales y Materiales Compuestos que combinen Baja Fluencia, Alto Aislamiento, Buena Conductividad Térmica y Facilidad de Procesamiento.
・Procesos: Desarrollo de Tecnologías de Conexión Avanzadas (Soldadura por Puntos por Resistencia, Soldadura Láser, Soldadura Ultrasónica) para lograr Conexiones Multimaterial confiables y ligeras.
b. Gestión Adaptativa de las Fuerzas de Expansión
Cambiando el enfoque de "Resistencia Rígida" a "Adaptación Flexible", creando Sistemas de Respuesta Dinámica para mantener las Celdas en el Entorno de Tensión Óptimo a lo largo de su Ciclo de Vida.
Figura 1:Soldadura láser robótica con carcasa para baterías
c.Conexión Intercapas y Revolución de Integración
・Tecnologías de Conexión: Evolución desde Conexiones Mecánicas con Pernos hacia Unión con Adhesivo Estructural y Soldadura Avanzada para una Distribución de Tensión más uniforme, Buena Estanqueidad y Resistencia a la Fatiga.
・Integración Final: CTC/CTB (Cell-to-Chassis/Body) es una dirección futura importante para la Integración de los Paquetes de Baterías. Al eliminar las Carcasas Independientes e integrar directamente las Celdas o Módulos en el Chasis, el Apilamiento Multicapa en sí mismo se convierte en un Componente Estructural de la Carrocería del Vehículo (como Vigas Transversales o Pisos), resolviendo fundamentalmente las Restricciones de Espacio y maximizando la Funcionalidad Estructural de la Batería. Lograr esta tecnología requiere Colaboración Profunda en múltiples campos, incluyendo Baterías, Estructuras, Gestión Térmica y Seguridad, representando la Forma Ultimate del concepto "Estructura como Función".
Figura 2:carcasa para baterías de vehículos eléctricos
El Apilamiento Multicapa es una elección inevitable para aumentar la Densidad Energética de las Baterías, pero también trae enormes desafíos en Estructura, Fuerzas de Expansión y Seguridad. La solución reside en la Innovación de Materiales, la Optimización Estructural Biónica y la Gestión Inteligente de las Fuerzas de Expansión. En última instancia, los Paquetes de Baterías se Integrarán Profundamente con las Carrocerías de los Vehículos, convirtiéndose en un "Chasis Energético" integrado.
Actualizaremos periódicamente la información y las tecnologías relacionadas con el diseño térmico y la reducción de peso. Gracias por su interés en Walmate.
Dos desafíos principales de los camiones eléctricos pesados: análisis en profundidad de la disposición de baterías y la tecnología de apilamiento
Cuando un camión eléctrico pesado completamente cargado circula por autopistas, el secreto de sus cientos de kilómetros de autonomía se encuentra dentro de su chasis y compartimiento de baterías. A medida que la ola de electrificación de camiones pesados barre la industria logística global, la disposición y la tecnología de apilamiento de los sistemas de baterías se han vuelto críticas para el éxito en el mercado.
Figura 1: Solución de refrigeración líquida para baterías de camiones eléctricos pesados
1-Disposición de baterías: ¿Cómo moldean tres soluciones los camiones eléctricos pesados?
a. Disposición trasera: Elección ágil para transporte de corta distancia
· Escenario: Operaciones de transporte corto en áreas cerradas como puertos, minas y acerías.
· Ventaja principal: Intercambio rápido de baterías (los tiempos específicos requieren validación), mejorando la utilización del vehículo.
· Limitaciones: Restricciones de capacidad de la batería (<350 kWh estándar de la industria), alto centro de gravedad que afecta la estabilidad.
· Compromiso espacial: Ocupa espacio de carga o cabina, reduciendo la capacidad de carga.
b. Disposición en chasis: Rey de la autonomía para transporte de larga distancia
· Avance de capacidad: La capacidad de la batería supera los 500 kWh (ej. soluciones reveladas de 513 kWh).
· Eficiencia espacial: Maximiza el espacio del chasis, evitando la invasión del espacio de carga.
· Seguridad: El diseño de centro de gravedad ultra bajo mejora la estabilidad a alta velocidad.
· Barreras técnicas: La integración del chasis exige mayor protección y gestión térmica.
c. Disposición inferior-lateral: Motor de eficiencia para redes de intercambio de baterías
· Innovación: El intercambio lateral de baterías aumenta la eficiencia operativa.
· Balance espacial: Preserva el espacio completo de carga, con autonomía entre disposiciones trasera y de chasis.
· Enfoque en seguridad: Requiere estructuras reforzadas de protección contra impactos laterales.
2-Tecnología de apilamiento: Soluciones eficientes de integración para paquetes de baterías de camiones
El apilamiento multicapa es clave para mejorar la densidad energética:
Figura 2: Caja de integración de refrigeración líquida apilada para camiones pesados
a. Apilamiento integrado sin marco:
· El apilamiento directo de celdas reduce componentes estructurales.
· Elimina módulos/marcos, permitiendo "Apilamiento Z sin costuras".
· Aumenta significativamente la densidad energética del sistema.
· Admite carga ultrarrápida (el rendimiento requiere validación).
b. Integración módulo-chasis (ej. MTB/CTC):
· Tecnología MTB: Los módulos se conectan directamente al bastidor, mejorando la utilización volumétrica.
· Batería Qilin(CTP 3.0): 72% de utilización volumétrica, densidad energética de 255 Wh/kg.
· Tecnología CTC: Las celdas se integran en la estructura del chasis, reduciendo el peso en un 10%.
c. Innovación en forma de celdas (ej. Batería Blade):
· Celdas planas estrechamente dispuestas, aumentando la utilización volumétrica (>50% según datos de BYD).
· Rompe los cuellos de botella de densidad energética de LFP.
3-Desafíos técnicos principales
Desafío 1: Seguridad estructural
· Condiciones extremas: Las colisiones con postes laterales amenazan las disposiciones laterales.
· Soluciones: Carcasas de aleación de aluminio de alta resistencia + amortiguadores; simulación de colisiones FEA; pruebas de impacto mecánico superiores a estándares nacionales.
Desafío 2: Gestión térmica
· Problema crítico: El control diferencial de temperatura dentro de los paquetes es vital.
· Innovaciones: Refrigeración líquida lateral (diferencial <3°C); tecnología de refrigeración directa por refrigerante; control dinámico MPC.
Desafío 3: Fatiga por vibración
· Riesgo oculto: La vibración vial causa daños estructurales.
· Estrategias: El apilamiento Z optimiza la distribución de tensiones; pruebas de vibración de espectro vial; materiales de alto amortiguamiento.
4-Tendencias actuales de desarrollo
· Las disposiciones en chasis dominan el transporte medio/largo recorrido: Se prefieren alta autonomía (>500 kWh) y bajo centro de gravedad.
· La integración CTC fusiona baterías con chasis, mejorando la utilización del espacio y la rigidez.
· La gestión térmica impulsada por IA permite un control preciso de temperatura (diferencial <5°C), extendiendo la vida útil de la batería.
· Las baterías semisólidas aceleran la comercialización, centrándose en seguridad y densidad energética.
Actualizaremos periódicamente la información y las tecnologías relacionadas con el diseño térmico y la reducción de peso. Gracias por su interés en Walmate
La ola de camiones eléctricos está transformando la industria global de logística y transporte, impulsando los objetivos de "doble carbono". Sin embargo, con la creciente demanda de autonomía extendida, los sistemas de baterías con capacidades unitarias que superan los 500kWh o incluso se acerquen a los 1000kWh se han vuelto comunes. Esto equivale a equipar vehículos con una "fortaleza energética" móvil, pero los riesgos potenciales de seguridad térmica también han alcanzado niveles sin precedentes. Cuando convergen los tres indicadores extremos de seguridad—"capacidad ultra grande", "propagación térmica ultra rápida" (<2 minutos) y "resistencia a colisiones ultra alta" (>1500kJ)—, la industria enfrenta una brecha tecnológica significativa. Este artículo analiza estos desafíos y explora soluciones sistemáticas para construir una línea de defensa de seguridad dedicada a camiones eléctricos pesados.
Figura 1: Solución de Apilamiento en Tres Capas Short-Blade
1-La Era de los 500kWh+: Oportunidades y Desafíos de Seguridad
a. El Salto en Capacidad se ha Vuelto la Norma
Para satisfacer las demandas de transporte pesado y de larga distancia, la capacidad de las baterías de camiones eléctricos ha aumentado rápidamente de 200-300kWh a más de 600kWh. Los líderes de la industria han presentado soluciones que van desde 500kWh y 600kWh hasta incluso 1000kWh, marcando el inicio oficial de la era de capacidad ultra grande.
b. La Madurez de la Tecnología de Baterías LFP (Fosfato de Hierro y Litio)
Las baterías LFP se han convertido en un impulsor clave debido a sus ventajas en seguridad y vida útil, convirtiéndolas en la opción principal para camiones pesados.
2-Los "Tres Grandes Desafíos" bajo Demandas Extremas de Seguridad
a. Control del Límite de Propagación Térmica (<2 Minutos)
·Objetivo Principal: Los diseños de seguridad deben retrasar o bloquear la propagación térmica para crear una ventana de tiempo para evacuación y rescate (ej., el requisito de alerta temprana de 5 minutos bajo el estándar chino GB 38031-2020).
·Realidad Cruda: En paquetes de baterías de alta densidad que superan los 500kWh, la energía masiva liberada por una sola celda durante un escape térmico puede desencadenar fácilmente una reacción en cadena catastrófica. Datos de pruebas muestran una propagación térmica extremadamente rápida: en algunos casos, toma solo 22 segundos para envolver todo el paquete, 5 segundos para encender módulos adyacentes y tan solo 44 segundos para propagarse entre módulos.
·Dificultad y Brecha Clave: ¿Cómo asegurar efectivamente que la propagación térmica entre módulos se controle por más de 2 minutos? Actualmente, ningún sistema comercial para camiones pesados ha declarado públicamente o verificado el cumplimiento de este requisito estricto.
b. Barrera de Resistencia a Colisiones (>1500kJ)
·Requisito Principal: La energía de colisión de un camión pesado completamente cargado supera con creces la de vehículos ligeros, fácilmente superando los 1500kJ. Como componente estructural del chasis, el paquete de baterías debe poseer una resistencia ultra alta para permanecer intacto post-colisión, evitando daños internos en las celdas que podrían llevar a un escape térmico.
·Realidad Cruda: Los estándares actuales nacionales e internacionales (ej., GB/T 31467.3-2015, UNECE R100) carecen de umbrales claros o suficientes para pruebas de energía de colisión en paquetes de baterías de camiones pesados. Los datos de certificación públicamente disponibles para sistemas que pasan pruebas de colisión de 1500kJ son extremadamente escasos. Aunque existen simulaciones de mayor energía (ej., 2500kJ), la validación completa del sistema sigue siendo un desafío significativo.
·Dificultad y Brecha Clave: La ausencia de estándares claros de protección contra colisiones de alta energía y soluciones completamente validadas.
c. Riesgos de Cadenas de Desastres Secundarios (Explosión de Carga y Parálisis Vial)
·Riesgo de Explosión de Carga: Las llamas de alta temperatura de un escape térmico de batería pueden encender fácilmente la carga (especialmente materiales peligrosos), formando una cadena de desastre: "escape térmico → incendio de carga → explosión".
·Riesgo de Parálisis Vial: Los incendios de baterías de litio son difíciles de extinguir (requieren grandes volúmenes de agua de enfriamiento continua) y propensos a reignición. Un camión pesado de varias toneladas incendiándose en una autopista o túnel complica los esfuerzos de rescate (corte de energía de alto voltaje, prevención de gases tóxicos) y toma tiempo extendido (hasta varias horas, con impactos potenciales que duran 24 horas), interrumpiendo gravemente el tráfico y causando repercusiones sociales significativas.
·Dificultad y Brecha Clave: La falta de estándares cuantitativos específicos para tiempos de despeje vial y sistemas eficientes de respuesta de emergencia.
3-Construyendo la Línea de Defensa: Diseño del Sistema de Alerta Temprana para Eventos Térmicos – Red de Protección de Cuatro Niveles
4-Soluciones de Soporte para Gestión Térmica: Potenciando el Sistema de Alerta Temprana
·Sistema de Enfriamiento Líquido: Placas de enfriamiento líquido integradas de alta eficiencia eliminan puntos calientes locales, manteniendo una diferencia de temperatura <3°C entre celdas.
·Diseño Modular: Estructuras de módulos independientes desmontables permiten reemplazo rápido de unidades defectuosas.
·Plataforma Inteligente de Monitoreo: Análisis en tiempo real basado en la nube del estado de salud de la batería con alertas automáticas enviadas a equipos de mantenimiento.
Actualizaremos periódicamente la información y las tecnologías relacionadas con el diseño térmico y la reducción de peso. Gracias por su interés en Walmate.
En el mercado de camiones pesados de nueva energía, la "acumulación de baterías" se ha convertido en un término clave: los modelos principales ahora superan los 370kWh de capacidad de batería, con modelos de 600kWh+ debutando con frecuencia. Esto no es solo un salto en las especificaciones técnicas, sino también la declaración de la industria de un asalto a gran escala al mercado de logística de larga distancia, al mejorar la autonomía por carga, abordar el punto crítico del usuario de la "ansiedad por la autonomía" y optimizar el Costo Total de Propiedad (TCO). Este artículo analizará la lógica comercial y los avances tecnológicos detrás de esta tendencia.
1-Lógica Comercial: ¿Por Qué Debemos "Acumular Baterías"?
a. Necesidad Impulsada por Escenarios
· Escenarios Cerrados (Corta Distancia, Alta Frecuencia): Puertos, minas y entornos similares dependen de modelos de intercambio de baterías (recarga en 3-5 minutos), donde baterías de 280kWh son suficientes.
· Logística de Larga Distancia (Transporte de Larga Distancia): Representa el 70% del volumen de carga, requiriendo una autonomía por carga de 500+ km. Las baterías de 600kWh+ sirven como la "puerta de entrada" a este mercado.
b. La Economía del TCO
Conclusión Clave: Cuando el kilometraje diario supera los 300 km, el TCO de los camiones pesados con intercambio de baterías comienza a superar al de los camiones diésel.
b. Innovación en Modelos: Resolviendo los Desafíos de Costos
· Battery-as-a-Service (BaaS): Los usuarios compran el "vehículo básico" con baterías arrendadas mensualmente (¥5,000–9,000), reduciendo los costos iniciales en un 30%.
· Servicios de Intercambio de Baterías: Tarifa de servicio de ¥0.2–0.5 por kWh, con costos energéticos totales de aproximadamente ¥2.73/km (cercano a camiones diésel a ¥2.8/km).
· Validación Comercial: Una estación de intercambio que atiende 50 vehículos/día puede reducir el período de recuperación a 5 años (TIR del 13.1%).
2-Avances Tecnológicos: ¿Cómo Equilibrar Autonomía y Peso?
a. Compromiso Espacial: Chasis por Espacio
· Para evitar que las baterías invadan el espacio de carga, la industria está optimizando su disposición. Por ejemplo, integrarlas en el chasis (reemplazando diseños tradicionales montados atrás) libera volumen de carga, baja el centro de gravedad y puede mejorar la eficiencia energética.
· Compensación: Menor altura libre al suelo y modularidad comprometida del chasis.
b. Compromiso en Ciencia de Materiales: Densidad Energética por Peso
· La clave para reducir peso está en mejorar la densidad energética de las baterías (más energía por unidad de peso). Mayor densidad permite baterías más livianas o mayor autonomía con el mismo peso.
· Innovación Central: Materiales para baterías (ej. cátodos de alto níquel, ánodos de silicio-carbono).
· Compensación: Mayor densidad energética suele implicar riesgos de seguridad, menor vida útil, mayores costos y capacidad reducida de carga rápida—requiriendo un difícil equilibrio de múltiples parámetros.
c. Compromiso en Modelo de Negocio: Red vs. Presión en Vehículo Individual
· El modelo de intercambio transfiere la carga de "autonomía infinita" de vehículos individuales a la red de estaciones. Al desplegar estaciones densas en rutas, los camiones solo necesitan carga suficiente para llegar a la siguiente estación, eliminando baterías sobredimensionadas.
· Resultado: Reduce demandas extremas de capacidad, haciendo las cargas de batería a bordo más "racionales".
d. Gestión de Valor Residual: La Principal Barrera para BaaS
Los bancos de baterías deben desarrollar capacidades de ciclo completo: monitoreo de Estado de Salud (SOH), reutilización en cascada y sistemas de reciclaje.
Figura 1: Envoltura de paquete de baterías para camiones pesados
3-Tendencias Futuras: De "Acumulación de Baterías" a "Carga Energética Eficiente"
a. Evolución Tecnológica: Baterías de estado sólido romperán barreras de densidad energética, reequilibrando peso y autonomía.
b. Infraestructura de Carga: Protocolos estandarizados de intercambio para camiones pesados y sinergia con la red (ej. recorte de picos) son críticos para escalar.
c. Competencia Multipath: Camiones pesados a hidrógeno mantienen potencial de sustitución en segmentos de larga distancia y cargas pesadas.
Estrategia por Fases, Evolución a Largo Plazo:
La "acumulación de baterías" es una elección inevitable para que los camiones eléctricos conquisten la logística de larga distancia, reflejando un balance dinámico entre necesidades comerciales y realidades técnicas. A medida que avanza la tecnología de baterías y maduran los modelos de negocio, la industria pasará de una "carrera de capacidad" a una "carrera de eficiencia". Actualmente, está impulsando a los camiones pesados de nueva energía de China a completar el salto crítico de "nicho" a "corriente principal".
Actualizaremos periódicamente la información y las tecnologías relacionadas con el diseño térmico y la reducción de peso. Gracias por su interés en Walmate.
Avance en Camiones Pesados de Nueva Energía con "Acumulación de Baterías": ¿Cómo las Baterías de Alta Capacidad de 600kWh Conquistan el Mercado de Logística de Larga Distancia?
En el mercado de camiones pesados de nueva energía, la "acumulación de baterías" se ha convertido en un término clave: los modelos principales ahora superan los 370kWh de capacidad de batería, con modelos de 600kWh+ debutando con frecuencia. Esto no es solo un salto en las especificaciones técnicas, sino también la declaración de la industria de un asalto a gran escala al mercado de logística de larga distancia, al mejorar la autonomía por carga, abordar el punto crítico del usuario de la "ansiedad por la autonomía" y optimizar el Costo Total de Propiedad (TCO). Este artículo analizará la lógica comercial y los avances tecnológicos detrás de esta tendencia.
1. Lógica Comercial: ¿Por Qué Debemos "Acumular Baterías"?
a. Necesidad Impulsada por Escenarios
· Escenarios Cerrados (Corta Distancia, Alta Frecuencia): Puertos, minas y entornos similares dependen de modelos de intercambio de baterías (recarga en 3-5 minutos), donde baterías de 280kWh son suficientes.
· Logística de Larga Distancia (Transporte de Larga Distancia): Representa el 70% del volumen de carga, requiriendo una autonomía por carga de 500+ km. Las baterías de 600kWh+ sirven como la "puerta de entrada" a este mercado.
b. La Economía del TCO
Conclusión Clave: Cuando el kilometraje diario supera los 300 km, el TCO de los camiones pesados con intercambio de baterías comienza a superar al de los camiones diésel.
b. Innovación en Modelos: Resolviendo los Desafíos de Costos
· Battery-as-a-Service (BaaS): Los usuarios compran el "vehículo básico" con baterías arrendadas mensualmente (¥5,000–9,000), reduciendo los costos iniciales en un 30%.
· Servicios de Intercambio de Baterías: Tarifa de servicio de ¥0.2–0.5 por kWh, con costos energéticos totales de aproximadamente ¥2.73/km (cercano a camiones diésel a ¥2.8/km).
· Validación Comercial: Una estación de intercambio que atiende 50 vehículos/día puede reducir el período de recuperación a 5 años (TIR del 13.1%).
2-Avances Tecnológicos: ¿Cómo Equilibrar Autonomía y Peso?
a. Compromiso Espacial: Chasis por Espacio
· Para evitar que las baterías invadan el espacio de carga, la industria está optimizando su disposición. Por ejemplo, integrarlas en el chasis (reemplazando diseños tradicionales montados atrás) libera volumen de carga, baja el centro de gravedad y puede mejorar la eficiencia energética.
· Compensación: Menor altura libre al suelo y modularidad comprometida del chasis.
b. Compromiso en Ciencia de Materiales: Densidad Energética por Peso
· La clave para reducir peso está en mejorar la densidad energética de las baterías (más energía por unidad de peso). Mayor densidad permite baterías más livianas o mayor autonomía con el mismo peso.
· Innovación Central: Materiales para baterías (ej. cátodos de alto níquel, ánodos de silicio-carbono).
· Compensación: Mayor densidad energética suele implicar riesgos de seguridad, menor vida útil, mayores costos y capacidad reducida de carga rápida—requiriendo un difícil equilibrio de múltiples parámetros.
c. Compromiso en Modelo de Negocio: Red vs. Presión en Vehículo Individual
· El modelo de intercambio transfiere la carga de "autonomía infinita" de vehículos individuales a la red de estaciones. Al desplegar estaciones densas en rutas, los camiones solo necesitan carga suficiente para llegar a la siguiente estación, eliminando baterías sobredimensionadas.
· Resultado: Reduce demandas extremas de capacidad, haciendo las cargas de batería a bordo más "racionales".
d. Gestión de Valor Residual: La Principal Barrera para BaaS
Los bancos de baterías deben desarrollar capacidades de ciclo completo: monitoreo de Estado de Salud (SOH), reutilización en cascada y sistemas de reciclaje.
Figura 1: Envoltura de paquete de baterías para camiones pesados
3-Tendencias Futuras: De "Acumulación de Baterías" a "Carga Energética Eficiente"
a. Evolución Tecnológica: Baterías de estado sólido romperán barreras de densidad energética, reequilibrando peso y autonomía.
b. Infraestructura de Carga: Protocolos estandarizados de intercambio para camiones pesados y sinergia con la red (ej. recorte de picos) son críticos para escalar.
c. Competencia Multipath: Camiones pesados a hidrógeno mantienen potencial de sustitución en segmentos de larga distancia y cargas pesadas.
Conclusión: Estrategia por Fases, Evolución a Largo Plazo
La "acumulación de baterías" es una elección inevitable para que los camiones eléctricos conquisten la logística de larga distancia, reflejando un balance dinámico entre necesidades comerciales y realidades técnicas. A medida que avanza la tecnología de baterías y maduran los modelos de negocio, la industria pasará de una "carrera de capacidad" a una "carrera de eficiencia". Actualmente, está impulsando a los camiones pesados de nueva energía de China a completar el salto crítico de "nicho" a "corriente principal".
Actualizaremos periódicamente la información y las tecnologías relacionadas con el diseño térmico y la reducción de peso. Gracias por su interés en Walmate.
Los camiones pesados (HDT), como fuerza central en la logística vial, han convertido la seguridad, confiabilidad y rentabilidad de sus sistemas de batería en un enfoque tecnológico clave. La bandeja de batería, como componente estructural crítico que soporta, protege y gestiona los módulos de batería, enfrenta ahora desafíos extremos sin precedentes.
Figura 1: Bandeja de batería para camiones pesados eléctricos
1-Desafíos Extremos para Bandejas de Batería de Camiones Pesados
a. Requisitos Rigurosos de Durabilidad Mecánica: Vibración, Impacto y Vida Útil de Millón de Kilómetros
Los camiones pesados están diseñados con una vida útil ≥1.5 millones de kilómetros, 10 veces mayor que la de vehículos de pasajeros. La bandeja de batería debe soportar continuamente tres tipos de cargas mecánicas extremas durante todo su ciclo de vida:
·Vibraciones aleatorias de alta frecuencia: Cuando están cargados y circulan por caminos no pavimentados, en construcción o irregulares, el chasis genera vibraciones aleatorias en un amplio rango de frecuencia (5 Hz–2 kHz). Estas vibraciones no solo prueban el límite de fatiga del marco principal de la bandeja, sino que también inducen microgrietas en zonas de concentración de esfuerzos como soldaduras, agujeros de pernos y bridas, convirtiéndose en puntos potenciales de falla.
·Impacto transitorio de alta aceleración (High-g): Los baches profundos, el frenado de emergencia o las caídas durante el manejo pueden generar aceleraciones de impacto que superan los 50 g en milisegundos. La bandeja debe absorber/disipar energía instantáneamente para prevenir el desplazamiento de celdas, cortocircuitos o la ruptura de la carcasa.
·Daño por fatiga acumulativa: Una vida útil de un millón de kilómetros implica cientos de millones de ciclos de vibración. Bajo esfuerzo alternante, las aleaciones de aluminio son propensas a la iniciación y propagación de grietas por fatiga, lo que eventualmente lleva a fracturas estructurales. La tarea central de diseño es retrasar la iniciación de grietas hasta después del retiro del vehículo mediante optimización topológica, refuerzos locales, integración de materiales híbridos y control de procesos.
b. Desafíos complejos de gestión térmica y ciclado térmico
Debido a su ultra alta capacidad (cientos de kWh) y carga/descarga de alta potencia, los paquetes de baterías para camiones pesados generan calor masivo. Además operan en ambientes desde árticos hasta tropicales, enfrentando diferenciales de temperatura extremos.
·Control de amplio rango térmico: La bandeja y el sistema de gestión térmica (TMS) deben mantener con precisión las temperaturas de las celdas dentro del rango óptimo de 25-40°C bajo temperaturas ambientales que varían de -40°C a +85°C, con variación de temperatura <5°C entre celdas individuales.
·Ciclado térmico bajo alto estrés: En pruebas de envejecimiento acelerado, el sistema debe soportar miles de ciclos de choque térmico -40°C ↔ +85°C (tasa de cambio: 5-15°C/min, tiempo de permanencia: 5-15 minutos). Este proceso causa repetida expansión/contracción térmica en interfaces de materiales (aleación de aluminio/sellador/componentes plásticos), planteando severos desafíos a la confiabilidad de uniones soldadas/pegadas en canales de enfriamiento integrados.
2-Soluciones de materiales principales y tecnologías de integración multifuncional
Para abordar estos desafíos, la industria ha desarrollado una hoja de ruta tecnológica basada en aleaciones de aluminio de alta resistencia, evolucionando hacia diseños multifuncionales altamente integrados.
a. Selección del material central: El dominio de las aleaciones de aluminio serie 6xxx
En competencia con acero, aleaciones de magnesio y compuestos, las aleaciones de aluminio serie 6xxx (Al-Mg-Si) se han convertido en el material principal para bandejas de batería de camiones pesados debido a su excelente rendimiento integral, técnicas de procesamiento maduras y alta rentabilidad.
Grados clave de aleación y propiedades:
·6061-T6: El grado más ampliamente usado, reconocido por su excepcional resistencia, buena soldabilidad y resistencia a la corrosión.
·6005A-T6 y 6063-T6: Opciones complementarias, que también ofrecen buena extrudabilidad, adecuadas para componentes con requisitos de resistencia ligeramente menores.
b. Cambio de paradigma en la filosofía de diseño: Gestión térmica y monitoreo de salud estructural
La filosofía de diseño de las bandejas de batería modernas para camiones pesados ha experimentado una transformación fundamental, evolucionando de una estructura puramente mecánica de "soporte de cargas" a una plataforma altamente integrada de "regulación térmica inteligente". Este cambio se manifiesta principalmente en dos direcciones tecnológicas clave:
·Gestión Térmica Integrada (Aplicación Madura)
Actualmente el enfoque más tecnológicamente maduro y ampliamente adoptado. Su concepto central implica integrar directamente la funcionalidad de enfriamiento en el diseño estructural de la bandeja para lograr una regulación térmica compacta y eficiente.
·Exploración del Monitoreo de Salud Estructural (SHM) (Etapa Temprana)
Esta tecnología emergente busca detectar preventivamente daños estructurales potenciales (ej. grietas, deformaciones) durante el servicio a largo plazo. Sin embargo, permanece en fase de validación e investigación de laboratorio, careciendo de casos de implementación comercial a gran escala o datos suficientes de confiabilidad operativa a largo plazo.
3-Análisis de los procesos centrales de fabricación
Los procesos de fabricación para bandejas de batería de camiones pesados determinan directamente su costo, rendimiento y eficiencia productiva. El enfoque predominante combina extrusión de aluminio y soldadura por fricción-agitación (FSW), balanceando óptimamente requerimientos de rendimiento con modelos de producción en lotes pequeños-medianos.
a. Extrusión de Aluminio
Este proceso conforma lingotes de aluminio en componentes estructurales alargados (ej. travesaños, vigas longitudinales) mediante matrices. Como tecnología fundamental para bandejas de batería, ofrece:
·Ventajas: Bajos costos de moldes, ciclos de desarrollo cortos y adaptabilidad para piezas grandes no estandarizadas en pequeños lotes.
·Limitaciones: Requiere corte, mecanizado y ensamblaje por soldadura multi-etapa, resultando en baja automatización, tiempos de ciclo más lentos y eficiencia inferior comparada con fundición integrada a presión.
b. Soldadura por Fricción-Agitación (FSW)
Tecnología de unión en estado sólido que genera calor mediante una herramienta rotativa para lograr soldaduras de aluminio de alta resistencia, siendo la elección óptima para uniones estructurales/herméticas:
·Rendimiento: La resistencia de la soldadura alcanza 80-90% del material base, sin defectos de porosidad/grietas. La mínima distorsión térmica asegura hermeticidad IP67+ y eco-amigabilidad.
·Restricción: Limitada a geometrías de soldadura planas o de curvatura simple.
Las bandejas de batería de aleación de aluminio para camiones pesados han trascendido su rol como estructuras ligeras de alta resistencia para convertirse en plataformas multifuncionales integradas. Sin embargo, la proliferación de funcionalidades introduce desafíos como fallas por acoplamiento multi-físico, complejidad de procesos y riesgos de confiabilidad. Los avances futuros dependerán de la co-innovación material-proceso-sistema, aprovechando interfaces adaptativas y tecnologías de gemelos digitales para permitir la evolución segura y sostenible de bandejas inteligentes.
Actualizaremos periódicamente la información y las tecnologías relacionadas con el diseño térmico y la reducción de peso. Gracias por su interés en Walmate.
Revolución de celdas grandes impulsada por reducción de costos y desafíos de refrigeración: La industria de almacenamiento de energía experimenta una profunda transformación impulsada por la "reducción de costos y mejora de eficiencia": la tecnología de celdas de gran formato avanza rápidamente. Las celdas 300Ah+ se están convirtiendo en estándar, mientras que las de 500Ah e incluso mayor capacidad aceleran su implementación. Esta evolución incrementa la densidad energética del sistema y reduce el costo por watt-hora, pero también plantea desafíos críticos: masa unitaria de las celdas se dispara, el peso total de módulos/packs se eleva drásticamente, multiplicando la carga sobre las estructuras de soporte inferior; mayores potencias térmicas y rutas internas de transferencia de calor más largas exigen máximos niveles de eficiencia y uniformidad en los sistemas de disipación. Las placas de enfriamiento líquido (PEL), núcleo de la gestión térmica del pack, enfrentan una presión inmediata de mejora.
El diseño tradicional de PEL de "lámina delgada superficial" resulta insostenible. Bajo restricciones de espacio limitado y estricto control de costos, las PEL deben trascender su función única de disipación y evolucionar hacia una triada funcional: integración estructural, eficiencia térmica extrema y ligereza del sistema. Este artículo analiza en profundidad esta ruta de diseño avanzado.
1-Integración Funcional-Estructural: La "Revolución Portante" de las Placas de Enfriamiento Líquido
Al aumentar sustancialmente la masa de las celdas, las cargas sobre el fondo del contenedor y las PEL se intensifican. Diseñar las PEL como elementos estructurales portantes es clave para resolver las contradicciones peso-costo-espacio.
a. Convertirse en el "Esqueleto" del Contenedor: Fondo Portante Integrado
Filosofía de diseño: La PEL deja de ser un componente adjunto al fondo del contenedor para convertirse en la principal estructura portante del mismo.
Ventaja clave: Reduce drásticamente el fondo tradicional y soportes de montaje, disminuyendo significativamente peso del sistema y costos de materiales, simplificando el ensamblaje.
Requisitos técnicos: Debe poseer rigidez y resistencia extremas a flexión, compresión e impactos.
b. "Estructura Reforzada Interna": Optimización Topológica y Refuerzos Estructurales
Diseño basado en mecánica: Emplear simulación CAE para optimización topológica, integrando nervaduras de refuerzo en zonas no críticas térmicamente (ej. espacios entre canales, bordes).
Uso eficiente de material: El diseño optimizado asegura la distribución del material en rutas críticas de tensión, eliminando material redundante para lograr ligereza manteniendo capacidad portante.
c. Plataforma Portante a Nivel de Módulo: Unificación de Componentes
PEL de gran tamaño y alta resistencia pueden actuar directamente como base de montaje y estructura portante para módulos. Las celdas o módulos se fijan directamente sobre ellas, eliminando marcos de soporte adicionales, simplificando la estructura y mejorando la tasa de utilización volumétrica.
2-Salto en Rendimiento Térmico: El Arte del Equilibrio entre Eficiencia y Uniformidad
El principal desafío de las celdas de gran formato radica en la dificultad para disipar calor en la zona central y controlar el gradiente térmico global. El diseño de placas de enfriamiento líquido (PEL) requiere innovación multidimensional en canales de flujo, interfaz y materiales.
a. Diseño de Canales: De "Tuberías Simples" a "Vasos Inteligentes"
Distribución precisa y turbulencia mejorada:Implementación de canales ramificados tipo árbol y estructuras compuestas (serpentín + columnas turbulizadoras/aletas) para incrementar flujo y turbulencia en zonas críticas centrales. Evita el efecto "enfriamiento rápido en bordes, lento en centro" causado por canales rectos de gran sección.
Sección variable y enfriamiento zonificado:Diseño de canales con sección gradualmente variable o circuitos zonificados independientes según generación térmica diferencial (ej. centro > bordes). Permite distribución precisa de carga térmica bajo demanda, controlando gradientes ≤ ±2°C.
Canales bioinspirados y topológicamente optimizados:Aplicación de CFD y optimización topológica para generar redes de canales "de crecimiento natural" de alta eficiencia y baja resistencia. Maximiza área de intercambio y eficiencia térmica, reduciendo pérdidas por bombeo.
b. Superación de la Resistencia Térmica de Interfaz: Maximizando el Contacto
Materiales de Interfaz Térmica (TIM) avanzados:Desarrollo de almohadillas/geles/materiales de cambio de fase (PCM) con alta conductividad (>5 W/m·K), baja resistencia térmica, estabilidad a largo plazo, aislamiento eléctrico, amortiguación y procesabilidad.
Ingeniería de microestructuras superficiales:Mecanizado de microcanales, arreglos de microprotuberancias o recubrimientos especiales en superficies de contacto. Aumenta área efectiva de contacto y aprovecha fuerzas capilares, reduciendo resistencia térmica de interfaz (30%-50%).
c. Mejora de Materiales: Conductividad Térmica y Resistencia Mecánica
Exploración de aleaciones de aluminio de mayor conductividad térmica (series 6xxx de alta conductividad, aleaciones específicas 7xxx) o materiales compuestos de matriz metálica (AMCs), mejorando la conductividad base sin comprometer resistencia estructural.
3-Optimización de Peso: La Batalla Gramo a Gramo
Cada gramo reducido implica menores costos y mayor eficiencia en transporte e instalación.
Estrategias de reducción de peso:
a. Reducción de espesor basada en simulación:Cálculo CAE preciso para minimizar espesores de pared (ej. 2.0mm → 1.5mm) cumpliendo requisitos de resistencia, rigidez y disipación.
b. Estructuras alveolares y aligeramiento seguro:Diseño de cavidades internas en nervaduras y perforaciones controladas en zonas no críticas.
c. Aleaciones de alta resistencia:Implementación de series 7xxx de aluminio para reducir espesores y peso manteniendo prestaciones.
4-Procesos de Fabricación: Soportando Diseños Avanzados
La "estructuralización" y complejidad de las PEL exigen procesos de fabricación mejorados.
Evolución de procesos principales:
Extrusión + Soldadura por Fricción-agitación (FSW):Ideal para grandes dimensiones y alta resistencia. Avances: desarrollo de perfiles complejos integrando canales/refuerzos; soldaduras FSW variables y ultralargas con hermeticidad garantizada.
Estampación + Soldadura fuerte:Flexibilidad en diseño de canales y potencial de aligeramiento. Avances: estampación precisa de canales profundos/complejos; mejora de rendimiento y confiabilidad en uniones soldadas de múltiples piezas; integración de refuerzos en piezas estampadas.
Fundición a alta presión (HPDC):Potencial para geometrías ultracomplejas altamente integradas (canales, refuerzos, conexiones). Retos: coste de moldes, rugosidad superficial interna, control de porosidad.
Procesos híbridos:Combinación innovadora de tecnologías para abordar diseños complejos.
5-Confiabilidad: Línea Vital del Diseño Integrado
Al convertirse en núcleo estructural, la confiabilidad de la PEL es crítica para la seguridad del pack.
Refuerzo de confiabilidad estructural-hidráulica:
a. Validación mecánica extrema:Pruebas de vibración, impacto, compresión y caída muy superiores a estándares, simulando condiciones límite.
b. Garantía de vida a fatiga:Simulación y ensayos exhaustivos de fatiga estructural y ciclos de presión, asegurando ausencia de fugas o fisuras bajo cargas cíclicas prolongadas.
c. Sellado redundante: Estrategias multicapa en interfaces críticas.
d. Control de calidad estricto: Inspección automatizada in-line para garantizar consistencia manufacturera.
La evolución de las PEL para almacenamiento de energía ejemplifica cómo la innovación impulsa la reducción de costos y mejora de eficiencia. Quien lidere la integración estructural-funcional dominará el mercado de almacenamiento billonario. Esta "revolución silenciosa del chasis" redefine el futuro de los sistemas de almacenamiento.
Actualizaremos periódicamente la información y las tecnologías relacionadas con el diseño térmico y la reducción de peso. Gracias por su interés en Walmate.
La esencia de la disipación de calor IGBT es el problema de la eficiencia de transferencia de calor bajo resistencias térmicas multicapa en serie, entre las cuales la resistencia térmica de la interfaz representa más del 60% y es el principal objeto de optimización.
Figura 1: Diagrama de resistencia térmica del IGBT
1- La raíz del problema: ¿Dónde se esconde la resistencia térmica?
La resistencia térmica del módulo IGBT es una estructura multicapa compleja que incluye múltiples capas de material y vías de conducción térmica. La resistencia térmica del módulo IGBT se compone principalmente de la resistencia térmica (Rth) del módulo IGBT, que a su vez está compuesta por la resistencia térmica de la caja de unión (Rth-Rjc) y la resistencia térmica de la caja-ambiente (Rth-Rca) en serie:
a. Resistencia térmica de la caja de unión (Rth-Rjc):
· La placa cerámica revestida de cobre es el principal cuello de botella: representa más del 75 % de la Rth-Rjc, debido a que su capa cerámica (como Al₂O₃) tiene baja conductividad térmica (15-35 W/m·K) y su espesor no puede ignorarse. Otros niveles representan el 25 % restante de la resistencia térmica del chip (conductividad térmica del silicio ≈ 150 W/m·K), la resistencia térmica de la capa de soldadura (los huecos causan resistencia térmica de la interfaz) y la resistencia térmica del sustrato de cobre (alta conductividad térmica, pero con un pequeño efecto de espesor). b. Resistencia térmica de la carcasa-ambiente (Rth-Rca):
· La resistencia térmica de contacto de la interfaz es dominante: La resistencia térmica de la grasa térmica/superficie de contacto entre el sustrato y el disipador de calor representa entre el 40 % y el 60 % de la resistencia térmica total, y representa más del 60 % en el diseño tradicional de disipación de calor de un solo lado.
· Influencia de la estructura de disipación de calor: Por ejemplo, en un disipador de calor refrigerado por aire, la resistencia térmica de contacto (Rjc), la resistencia térmica de conductividad térmica (Rch) y la resistencia térmica de intercambio de calor (Rha) representan el 65,9 %, el 5,9 % y el 28,2 % respectivamente (estructura de aletas convencional).
2- Vía para superar la resistencia térmica: Optimización coordinada de materiales y estructuras
a. Adelgazamiento del chip: reducción de la resistencia térmica interna
· Evolución tecnológica: Adelgazamiento de la oblea de PT de 200 μm a 70 μm para IGBT7, lo que reduce la resistencia térmica en un 60 %. El proceso de adelgazamiento (rectificado/CMP/grabado por plasma) puede liberar la tensión y mejorar la eficiencia de la difusión térmica.
· Mecanismo físico: El espesor se reduce de 350 μm a 110 μm, y la capacidad calorífica por unidad de área (Cth) se reduce de 786,5 J/℃·m² a 247,2 J/℃·m², acelerando la disipación térmica transitoria. Tras el adelgazamiento, se reduce la resistencia, se mejora el contacto óhmico y se reduce el riesgo de fallo causado por la tensión interna.
b. Innovación en la interfaz: la sinterización de plata sustituye a la grasa de silicona termoconductora
La mejora del material de la interfaz es fundamental para reducir la resistencia térmica de contacto:
Tabla 1: Comparación de la conductividad térmica entre la sinterización de plata y la grasa de silicona termoconductora
c. Mejora del sustrato: cerámica de alta conductividad térmica y diamante
Los materiales de sustrato están experimentando una evolución clave, pasando del Al₂O₃ al AlN y posteriormente al diamante. El objetivo principal es mejorar significativamente la conductividad térmica para satisfacer las necesidades de disipación de calor de los dispositivos electrónicos con mayor densidad de potencia.
· Avance del sustrato de AlN
La conductividad térmica puede alcanzar de 5 a 10 veces la del Al₂O₃. El coeficiente de expansión térmica (aproximadamente 4,5 ppm/K) es similar al del silicio (aproximadamente 2,6 ppm/K), lo que reduce eficazmente la tensión por desajuste térmico entre chips de silicio.
· Perspectivas de los sustratos de diamante: La conductividad térmica supera los 2000 W/(m·K) (80 veces la del Al₂O₃), y el coeficiente de expansión térmica es de 1,1 ppm/K, adaptándose perfectamente a los chips de silicio. La conductividad térmica de los materiales compuestos de diamante/aluminio alcanza los 613 W/(m·K) (2,6 veces la del aluminio puro) y la optimización de la interfaz mejora la resistencia de la unión.
Tabla 2: Comparación de las propiedades clave del material del sustrato
3- Desafíos para superar la resistencia térmica
a. Cuello de botella en la resistencia mecánica debido al adelgazamiento de la viruta
Reducir el espesor de 200 μm a 70 μm (IGBT7) puede reducir la resistencia térmica en un 60 %, pero un adelgazamiento adicional a 20 μm conlleva riesgo de fractura. Las virutas ultrafinas (<50 μm) son propensas a microfisuras debido a la discrepancia del coeficiente de expansión térmica (CET).
b. Desafío del sustrato de alta conductividad térmica
Tabla 3: Desafíos del sustrato de alta conductividad térmica
c. Fiabilidad de la interfaz: Desafío de acoplamiento multifísico
· Riesgo de desajuste del CTE de sinterización de plata: La capa de sinterización de plata (CTE = 18,4 ppm/K) difiere 4 veces del chip de SiC (CTE = 4,5 ppm/K), y el ciclo térmico es propenso a la delaminación.
· Control de la presión de contacto de la interfaz: Una presión de 0,1 a 0,5 MPa puede reducir la resistencia térmica en un 40 %, pero una presión superior a 1 MPa puede afectar la capa de plata.
Cuando la densidad de potencia de los IGBT alcanzó la era de los 10 kW/cm², el diseño de la disipación térmica pasó de ser una simple ingeniería auxiliar a un punto crítico para el sistema. La revolución del sustrato, del Al₂O₃ al diamante, la transición de la interfaz de la grasa de silicona a la sinterización de cobre y el adelgazamiento del chip, de 200 μm a 50 μm, constituyen esencialmente una batalla contra la segunda ley de la termodinámica. El diseño de la disipación térmica se acerca al límite físico, y la sinergia triangular de materiales, estructura y proceso será la clave para superar esta situación.
Actualizaremos periódicamente la información y las tecnologías relacionadas con el diseño térmico y la reducción de peso. Gracias por su interés en Walmate.
La sustitución del cobre por aluminio se ha convertido en una tendencia irreversible en el sector de los disipadores skived-fin. Los factores clave son el coste, la ligereza y la seguridad de los recursos, y la brecha de rendimiento se compensa mediante la innovación de procesos (tecnología de skiving, diseño de microcanales). En aplicaciones típicas, las soluciones de aluminio se han utilizado ampliamente en entornos de alta eficiencia, como centros de datos y vehículos de nueva energía. Sin embargo, la sustitución del cobre por aluminio no es una simple sustitución de material, sino un proyecto sistemático que requiere una optimización integral, desde la selección del material, el diseño estructural y el proceso de fabricación hasta los escenarios de aplicación, para lograr el mejor equilibrio entre coste y rendimiento. Este artículo analizará en profundidad los principales avances tecnológicos y las soluciones de aplicación en esta práctica de sustitución.
1-Aluminio vs. Cobre: Propiedades del material y retos de la sustitución
Para evaluar científicamente la viabilidad de la sustitución del cobre por aluminio, primero debemos comprender las diferencias en las propiedades físicas fundamentales de ambos metales en aplicaciones de disipación de calor:
Tabla 1: Comparación completa de las propiedades de los materiales de disipación de calor de aluminio y cobre
El rendimiento del disipador de calor depende no solo de la conductividad térmica del material, sino también de las características de capacidad térmica y el aprovechamiento de la superficie. La diferencia en las propiedades físicas entre el aluminio y el cobre determina el límite de viabilidad de la sustitución:
a. Relación dialéctica entre la conductividad térmica y la capacidad térmica
·Ventaja instantánea del cobre: alta conductividad térmica (385 W/m·K), difusión inicial del calor más rápida;
·Aumento del estado estacionario del aluminio: alta capacidad calorífica específica (900 J/kg·K, 2,3 veces la del cobre), aumento del 133 % en la capacidad de almacenamiento de calor por unidad de masa, baja densidad (2,7 g/cm³, 30 % del cobre), aumento del 40 % en el área de disipación de calor para el mismo volumen y equilibrio a largo plazo logrado mediante una mayor superficie durante la etapa de disipación de calor continua.
b. Adición de adaptación térmica
El coeficiente de expansión térmica del aluminio (23,1 × 10⁻⁶/K) es similar al del sustrato de PCB (13-18 × 10⁻⁶/K), lo que reduce el riesgo de fallo por tensión térmica.
Además, esta tendencia se debe a un cambio en la perspectiva del rendimiento: se acepta una reducción de la conductividad térmica local a cambio de un aligeramiento del sistema, la optimización de costes y una mayor sostenibilidad.
2-Avances clave en el proceso de fabricación
a. Avance en el sistema de materiales: optimización de la composición de la aleación y control de la dureza
· Problemas tradicionales: Los materiales de aluminio tradicionales (como el aluminio puro 1060) tienen baja dureza (24-38 HB) y son fáciles de biselar, pero el mecanizado posterior tiende a adherirse a la herramienta; la aleación de aluminio 6063 tiene alta dureza (34-42 HB), lo que favorece el procesamiento posterior, pero la altura de biselado es limitada (≤50 mm). Punto de inflexión: Mediante la optimización de la composición de la aleación (Si 0,25 %, Mg 0,41 %) y la innovación en los procesos de fundición y colada (homogeneización a 556 ℃ + extrusión a 430 ℃/temple a 490 ℃), la dureza de los materiales de aluminio se controla por etapas: se mantiene una dureza baja de 32-39 HB antes del biselado (para garantizar un procesamiento de aletas de 70 mm de altura) y se refuerza a 55-64 HB después del biselado (para solucionar el problema de adherencia a la herramienta durante el mecanizado).
Control de impurezas y equilibrio de la conductividad térmica: Con un control de alta pureza de Fe ≤ 0,11 % y Cu ≤ 0,02 % (base de aluminio al 99,70 %), se mantiene una alta conductividad térmica a la vez que se mejora la eficiencia del mecanizado, de modo que los radiadores de aluminio de aletas altas ofrecen un rendimiento de procesamiento y una resistencia de servicio superiores.
b. La diferencia esencial entre la dureza del material y la respuesta de corte: La principal ventaja del aluminio para lograr aletas ultrafinas reside en sus características de endurecimiento por acritud y los requisitos de fuerza de corte.
Análisis técnico:
·Las propiedades blandas del cobre conducen al proceso de biselado de la aleta: la extrusión de la herramienta provoca fácilmente la acumulación de material en la base de la aleta (formando un "efecto de curvatura").
La zona de la película delgada presenta una deformación plástica severa (alta tasa de inestabilidad cuando el espesor es <0,1 mm); el grado de endurecimiento por acritud es bajo y la estructura no puede reforzarse por deformación.
·Al biselar aleaciones de aluminio: el endurecimiento por acritud mejora significativamente la rigidez de la aleta (la resistencia de la aleación 6063 mejora tras el endurecimiento en frío); la baja fuerza de corte permite el uso de herramientas de hoja delgada más precisas; la pequeña recuperación elástica (aproximadamente 1/3 de la del cobre) garantiza la precisión geométrica de la aleta.
c. Avance en los límites estructurales y la optimización de costes.
El diseño de aletas ultrafinas busca, fundamentalmente, maximizar la relación superficie/volumen, y las propiedades físicas del aluminio son más adecuadas para este objetivo:
Tabla 2: Comparación de parámetros de disipadores skived-fin de aluminio y cobre
Se utilizan perfiles de aluminio de sección transversal simple (placa/ranura) para reemplazar moldes complejos, lo que reduce los costos de moldeo en un 60 %. La producción de lotes pequeños utiliza directamente aletas biseladas de placa (sin molde) para adaptarse a las necesidades personalizadas.
3-Esencia de la tendencia: La optimización del sistema reemplaza el egoísmo del material
El valor fundamental del disipadores skived-fin de aluminio reside en la optimización integral del sistema, en lugar de reemplazar un solo rendimiento de conductividad térmica:
·Ventajas técnicas: Lograr un avance sinérgico en la disipación de calor ligera y eficiente mediante una estructura de múltiples aletas, un proceso de aletas delgadas y el moldeo de una sola pieza;
·Ventajas de la integración ligera: En campos emergentes como las nuevas energías/5G, la ligereza y el costo se han convertido en indicadores más críticos que la conductividad térmica absoluta, y se han mejorado los beneficios derivados.
·Economía de ciclo completo: El costo inicial es solo el 45 % de la solución de cobre, y la reducción del consumo de energía del ventilador que aporta la ligereza permite una rápida recuperación de la inversión. ·Base de fabricación sustentable: Las características de la industria de suficiente capacidad de producción de aluminio y una tasa de recuperación >95% brindan garantía para la estabilidad de la cadena de suministro.
Actualizaremos periódicamente la información y las tecnologías relacionadas con el diseño térmico y la reducción de peso. Gracias por su interés en Walmate.
El salto en la densidad de potencia y la superación de los límites térmicos impulsan las cuatro revoluciones en la tecnología de refrigeración de inversores fotovoltaico. Desde la refrigeración por aire con aletas del puente H centralizado hasta el uso de tubos de calor en la topología NPC de tres niveles para controlar la fuente de calor; desde los multiniveles modulares para construir una línea de defensa de redundancia térmica con materiales de cambio de fase, hasta los interruptores suaves de SiC que utilizan refrigeración líquida por microcanales para superar la alta densidad de flujo térmico, cada iteración topológica reescribe el paradigma de la refrigeración. La esencia de esta evolución es el desafío definitivo de la electrónica de potencia a la segunda ley de la termodinámica bajo las restricciones triangulares de eficiencia, densidad de potencia y fiabilidad, y definirá las barreras competitivas de la próxima generación de sistemas de fusión de almacenamiento fotovoltaico.
1- Evolución del sistema inversor fotovoltaico
La evolución del sistema inversor fotovoltaico sigue una transición de cuatro etapas: adaptación de la disipación de calor → gestión térmica → sinergia térmica → sistema de reducción de entropía. Esto ha impulsado la forma de la centralización tipo gabinete a la integración inteligente a nivel de chip. La densidad de potencia continúa avanzando, al tiempo que la eficiencia y la penetración en el mercado se disparan.
a. La forma física del inversor fotovoltaico ha experimentado una transición de tres niveles:
Los primeros inversores centralizados eran de gran tamaño (>1 m³/MW) y pesaban más de una tonelada; la posterior solución de tipo cadena desmontó la unidad de potencia en módulos de 20-100 kW, y el volumen se redujo a 0,3 m³/MW; el diseño modular actual ha avanzado aún más hasta llegar a subunidades de 10 kW, la densidad de potencia ha superado los 50 kW/L y el peso se ha reducido a <15 kg/kW.
b. La adaptabilidad ambiental cambia de protección pasiva a adaptación activa:
· Nivel de protección: IP54 → IP66/C5-M anticorrosión (en entornos costeros/con niebla salina)
· Rango de temperatura: -25 ~ +60 °C → -40 ~ +85 °C (en entornos de frío extremo/desértico)
· Respuesta inteligente: El algoritmo de control dinámico de temperatura ajusta la potencia de disipación de calor en tiempo real para adaptarse a entornos con polvo y alta humedad.
c. La demanda de disipación de calor cambia cualitativamente con el aumento en la densidad de potencia:
La refrigeración por aire forzado temprana gestiona una densidad de flujo de calor <100 W/cm²; la tecnología de tubos de calor en la era de tres niveles resuelve el problema de la uniformidad de temperatura de múltiples fuentes de calor; la alta frecuencia de SiC promueve la popularización de la refrigeración líquida; la refrigeración por cambio de fase de microcanal se está convirtiendo en una solución estándar para >300 W/cm², y la proporción del sistema de disipación de calor se ha reducido del 30 % al 12 % del total de la máquina.
2- Evolución de la topología del sistema inversor fotovoltaico y la gestión térmica
La lógica subyacente de la evolución de la topología del sistema inversor fotovoltaico se basa en la relación "eficiencia-densidad de potencia-costo":
· Cambios en el mecanismo de pérdidas: de un predominio de pérdidas por conducción (puente H) → pérdida de conmutación en el núcleo (NPC) → pérdida de componentes magnéticos/condensador de alta frecuencia (MMC) → la pérdida de compatibilidad electromagnética bajo conmutación suave de SiC representa más del 60%, lo que desplaza el enfoque de la disipación de calor de la "temperatura media" a la "gestión de densidad de flujo térmico ultraalta";
· Transición de la densidad de potencia: El límite físico de los IGBT basados en silicio (20 kHz/3 kW/L) fue superado por los dispositivos de SiC (100 kHz/50 kW/L), lo que obligó a la solución de disipación de calor a cambiar de refrigeración por aire → tubo de calor → refrigeración líquida → refrigeración por cambio de fase de microcanales; Equilibrio dinámico de costos: La proporción del costo del sistema de disipación térmica disminuye gradualmente del puente H al SiC, pero el costo de disipación térmica de la potencia unitaria aumenta. Es necesario reconstruir el límite térmico mediante un diseño colaborativo de topología, empaquetamiento y disipación térmica para lograr una reducción del LCOE.
Tabla 1: Evolución de las topologías de inversores fotovoltaico y gestión térmica
Ante los desafíos de ingeniería que suponen el continuo aumento de la densidad de potencia y los continuos avances en la densidad de flujo térmico de los inversores fotovoltaicos, es necesario modernizar sistemáticamente las soluciones de disipación de calor:
· Evolución de la refrigeración por aire a la refrigeración líquida: para hacer frente a la alta densidad de flujo térmico de los nuevos chips, se reduce significativamente la temperatura del núcleo;
· Combinación de tecnología de tubos de calor y cambio de fase: suprime eficazmente el choque térmico de los sistemas modulares y prolonga la vida útil de los componentes clave;
· Diseño colaborativo y control de costes: optimiza la proporción del sistema de disipación de calor mediante una profunda integración de la gestión eléctrica y térmica.
Como socio en gestión térmica, Walmate se centra en la tecnología de refrigeración directa al chip y en la optimización de la resistencia térmica a nivel de sistema para ofrecer soluciones viables de disipación de calor para sistemas de almacenamiento fotovoltaico.
Actualizaremos periódicamente la información y las tecnologías relacionadas con el diseño térmico y la reducción de peso. Gracias por su interés en Walmate.
Este artículo intenta analizar la trayectoria de innovación en la tecnología de disipación de calor de sistemas HVDC en el contexto del auge de la computación con IA, centrándose en dos direcciones principales: la sinergia de la refrigeración líquida y la modernización de los materiales. El contenido se ha recopilado a partir de información pública del sector. Si hay alguna omisión, por favor, corríjala.
1- El auge de HVDC y la inevitabilidad de una mayor demanda de refrigeración
El crecimiento explosivo de la potencia de computación de IA ha incrementado significativamente la densidad de potencia de los centros de datos (un solo gabinete supera los 100 kW), impulsando la demanda de sistemas de suministro de energía de alta eficiencia. Los SAI tradicionales se enfrentan a retos de eficiencia y espacio, mientras que los sistemas HVDC se están convirtiendo rápidamente en la solución de suministro de energía principal para los centros de datos de IA gracias a su alta eficiencia, bajas pérdidas, tamaño compacto y alta fiabilidad. Esto impulsa directamente el rápido crecimiento del mercado de HVDC y el aumento de su penetración en los centros de datos de IA. Al mismo tiempo, la demanda de IA también impulsa el desarrollo de la tecnología HVDC a niveles de voltaje más altos (como sistemas de 750 V y 1000 V) para mejorar aún más la eficiencia y la capacidad de transporte de energía.
a. Explosión de la potencia de computación de IA y requisitos de eficiencia energética
Para cumplir con los altos estándares de eficiencia energética (como una PUE del centro de datos ≤1,5/≤1,3), la tecnología de refrigeración HVDC debe lograr:
· Un diseño de refrigeración eficiente, utilizando tecnología de refrigeración líquida para gestionar la alta densidad de potencia; Control preciso de los parámetros de refrigeración.
· Optimización de los medios de transferencia de calor, uso preferente de agua desionizada y selección de fluidos estables que evitan la separación de fases (como el PCD) en situaciones especiales.
· Se ha mejorado el rendimiento del radiador y se han utilizado materiales de alta conductividad térmica; el diseño especial del canal de flujo mejora la eficiencia del intercambio de calor.
· Control y monitorización dinámica de la temperatura, monitorización en tiempo real de las temperaturas de los puntos clave; equipado con equipos de diagnóstico para predecir fallos.
· Diseño de redundancia y fiabilidad, como: configuración redundante N+1 del sistema de refrigeración, red de tuberías de agua fría de doble circuito para evitar fallos puntuales.
· Capacidad de disipación de calor de emergencia: permite la disipación de calor en condiciones de trabajo extremas.
· Adaptabilidad ambiental: garantiza un funcionamiento estable a una temperatura ambiente de 15-35 °C y cuenta con ventilación a prueba de humedad.
b. Profundización en la aplicación de semiconductores de tercera generación (SiC/GaN)
El aumento de la potencia de procesamiento de IA ha impulsado la arquitectura de CC de alto voltaje de 800 V como una nueva tendencia en los centros de datos:
·SiC/GaN está reemplazando gradualmente a los dispositivos tradicionales basados en silicio gracias a su alta densidad de potencia, conmutación de alta frecuencia y bajas pérdidas.
·Mejora significativamente la eficiencia del sistema.
·Reduce los costos de material y mejora la confiabilidad.
c. Ventajas de la HVDC en eficiencia energética frente a la fuente de alimentación de CA y su impacto en la disipación de calor
Los requisitos de la arquitectura HVDC para sistemas de disipación de calor se reflejan principalmente en la alta densidad de potencia, métodos de refrigeración eficientes, diseño redundante, adaptabilidad ambiental, optimización de la eficiencia energética y rápida recuperación ante fallos. Estos requisitos determinan conjuntamente la complejidad y los desafíos de los sistemas HVDC en diseño y operación.
Tabla 1: Desglose de las causas fundamentales de las diferencias en las pérdidas de conversión de energía de HVDC frente a CA
2- Núcleo de innovación: Sinergia de refrigeración líquida y soluciones de actualización de materiales
a. Sistema de refrigeración líquida: Transición generacional del edge al mainstream
La penetración de la refrigeración líquida ha aumentado rápidamente, la potencia de procesamiento de la IA eleva el consumo de energía de la GPU a 1000 W, lo que obliga a la refrigeración por aire a transformarse, y los entornos edge deben adaptarse al rango de temperaturas extremas de -30 °C a 60 °C.
Tabla 2: Transición generacional de trayectorias tecnológicas
b. Mejora de materiales: un avance clave para afrontar los desafíos térmicos extremos
La mejora de materiales promueve avances en el rendimiento de la disipación térmica: se optimiza la gestión térmica de los tiristores mediante materiales de interfaz de alta conductividad térmica, se combinan sustratos cerámicos de nitruro de aluminio (conductividad térmica ≥ 180 W/mK) para mejorar la capacidad de disipación térmica de los dispositivos de SiC/GaN y se utiliza una estructura de refrigeración líquida compuesta para soportar una alta densidad de potencia. A nivel de sistema, se utilizan una arquitectura de refrigeración líquida redundante N+1, una estrategia de control de temperatura inteligente y un diseño de tubería con tensión de resistencia de 800 V para lograr una disipación térmica colaborativa segura y eficiente.
3- Desafíos y oportunidades técnicas en la cadena de suministro de la industria de refrigeración
a. Desafíos clave: Cuellos de botella en la estandarización y la compatibilidad
La falta de uniformidad en la interfaz de la placa fría a nivel de chip y la diferencia en la tensión de resistencia de la tubería a nivel de gabinete (500 V~800 V) provocan una compatibilidad deficiente y aumentan el coste de la transformación. Las rutas de la placa fría y la tecnología de inmersión están separadas, y la falta de normas de aislamiento del refrigerante agrava la fragmentación de la industria. Existen riesgos ocultos en la operación y el mantenimiento, como un mecanismo de detección de fugas insuficiente y normas en blanco para la atenuación del rendimiento del refrigerante. La causa principal reside en la división ecológica entre los tres grupos: proveedores de chips, servidores y soluciones de refrigeración líquida, lo que genera un dilema de "islandización" con responsabilidades poco claras.
b. Oportunidades de colaboración: Colaboración técnica y colaboración industrial
La capa de chip promueve la estandarización de las interfaces de placa fría, y la capa de sistema vincula la carga HVDC y el caudal de refrigeración mediante algoritmos de control de temperatura con IA. La capa industrial se basa en ODCC para establecer estándares de interfaz y refrigerante, y acorta el ciclo de implementación con máquinas modulares. Innova en la tecnología de regeneración de refrigerante y en los modelos de arrendamiento de equipos para reducir costes, y cubre los riesgos de fuga mediante mecanismos de seguro para lograr una colaboración tridimensional entre tecnología, industria y finanzas.
Actualmente, la tecnología de refrigeración HVDC aún enfrenta desafíos como la estandarización y la compatibilidad, pero la colaboración industrial ha mostrado avances significativos. Este artículo es solo una observación temporal, y esperamos debatir las direcciones de optimización con colegas del sector.
Actualizaremos periódicamente la información y las tecnologías relacionadas con el diseño térmico y la reducción de peso. Gracias por su interés en Walmate.
En la fabricación de disipadores de calor, la selección de materiales y la precisión del biselado de las aletas son clave para el éxito. Ante los exigentes requisitos de aletas ultrafinas y de alta densidad, el principal desafío es: ¿cómo equilibrar la conductividad térmica del material, el coste y la procesabilidad? ¿Cómo superar el límite del equipo, lograr una precisión estable a nivel micrométrico y garantizar la consistencia de la forma del diente y la eficiencia de disipación térmica? Esto determina directamente el rendimiento del producto, la competitividad en costes y el rendimiento de la producción en masa.
1- Problemas y desafíos principales del proceso
a. Esencia del proceso: El raspado por capas (desbaste → mecanizado fino) forma piezas de aleta de alta densidad.
El raspado por capas elimina rápidamente el exceso mediante el mecanizado de desbaste y garantiza la precisión de la forma de la aleta mediante el mecanizado fino. Sin embargo, presenta tres contradicciones principales:
· Control de la deformación térmica: El elevado calor de corte generado por el mecanizado de desbaste provoca una expansión local de las piezas de aleta de paredes delgadas. Esta deformación debe compensarse durante el mecanizado fino; de lo contrario, se producirán errores de elipticidad (como la separación desigual de las aletas de disipación de calor).
· Equilibrio de tensiones: La acumulación de tensiones residuales en el mecanizado por capas provoca la deformación de las piezas dentadas, especialmente de aluminio (alta conductividad térmica pero bajo límite elástico), lo que requiere reducir la fuerza de corte mediante la estrategia de "pequeña profundidad de corte y avance rápido".
· Transferencia de precisión: El material residual irregular que queda del mecanizado de desbaste aumenta la carga sobre la herramienta de mecanizado fino, lo que facilita la vibración y la tolerancia del espesor de la aleta.
b. Dos puntos críticos principales
· Selección del material del disipador: La selección del material del disipador debe equilibrar la conductividad térmica, la procesabilidad y el coste. Mediante la comparación del rendimiento y la toma de decisiones, junto con la modificación del material y el control de costes, se puede lograr una optimización sinérgica.
Tabla 1: Comparación cuantitativa de las propiedades del material y lógica de selección
· Precisión del equipo: La optimización de la precisión del equipo mejora la precisión del mecanizado y la vida útil de la herramienta al suprimir la deformación térmica de corte, el desgaste y los errores de la herramienta, utilizando herramientas innovadoras y compensación de errores de acoplamiento termomecánico.
Tabla 2: Cadena causal de defectos de precisión
2- Selección de materiales: clave para el rendimiento y el coste
a. Demanda de conductividad térmica dominante
· Escenario de alto flujo térmico (>100 W/cm²): Se prefiere el cobre (conductividad térmica de 380 W/m·K), ya que su capacidad de transporte de calor es un 30 % superior a la del aluminio.
Control de riesgos: Decapado para eliminar la capa de óxido (10 % HNO₃) + película de aceite de benzotriazol para prevenir la oxidación secundaria, lo que reduce el desgaste de la herramienta en un 40 %.
Escenario de flujo térmico medio y bajo (<80 W/cm²): Se prefiere el aluminio puro (conductividad térmica de 210 W/m·K), que satisface la mayoría de las necesidades de electrónica de consumo y cuesta solo el 30 % del cobre.
b. Optimización de las restricciones de costes
· Proyectos sensibles al coste, reducción del espesor del material (p. ej., sustrato de aluminio de 4 mm a 2 mm); reciclaje de residuos (tasa de recuperación de virutas de cobre >95 %); diseño compuesto local (el cobre se utiliza solo en la zona de contacto con la fuente de calor). Solución alternativa: diseño de aluminio puro + tubo de calor, con una conductividad térmica equivalente de 200–220 W/m·K.
c. Compromiso con la dificultad de procesamiento
Para requisitos de aletas elevados (>70 mm), elija aluminio puro. El límite de altura de aleta es de 120 mm y su resistencia a la flexión es mayor que la del cobre. Se requiere pretratamiento y recocido del aluminio (reduciendo la tensión residual) para reducir las fluctuaciones de dureza.
Para una forma de aleta de alta precisión (espesor de aleta <0,5 mm), elija aluminio de la serie 6. El AL6063 se endurece tras el procesamiento suave y el espesor de la aleta se puede controlar a 0,25 mm. Se recomienda evitar el procesamiento directo de materiales de cobre duro (dientes propensos a colapsar). Se requiere pretratamiento a baja temperatura.
3- Optimización de la precisión del equipo: clave para mejorar el rendimiento
La precisión del equipo es fundamental en el proceso de desbastado para lograr aletas de alta densidad y controlar la deformación y el desgaste.
Tabla 3: Mecanismo de impacto de las fuentes de error del equipo en el rendimiento
Ideas para optimizar la precisión de los equipos de skived:
· Mejora de la precisión fundamental: Sustitución de CNC, reemplazando la transmisión mecánica por un sistema CNC para eliminar el error de indexación; supresión de la deformación térmica, utilizando tecnología de corte por aire frío y combinando tecnología de compensación para controlar activamente la deformación térmica durante el procesamiento; refuerzo de la herramienta, aplicando un recubrimiento de CBN y optimizando la estructura geométrica para mejorar la capacidad antiastillamiento de la herramienta.
· Logros clave: La precisión de procesamiento del equipo alcanza ±0,003 mm (nivel micrométrico); permite el diseño de aletas extremas con un espesor de 0,3 mm y una altura de aleta de 120 mm; el rendimiento de producción ha alcanzado un aumento significativo del 65 % al 95 %.
En resumen, la adaptación precisa de los materiales y la precisión extrema de biselado son los principales obstáculos en la fabricación de radiadores. Los materiales optimizados garantizan la base del rendimiento, mientras que los equipos de precisión micrométrica (transmisión CNC, supresión de la deformación térmica y herramientas duraderas) son la única manera de lograr un alto rendimiento y permitir el diseño de aletas con formas extremas. Solo optimizando continuamente estos dos núcleos e implementando de forma proactiva tecnologías avanzadas de control de precisión podremos consolidar la posición de liderazgo en el mercado del procesamiento de radiadores.
Actualizaremos periódicamente la información y las tecnologías relacionadas con el diseño térmico y la reducción de peso. Gracias por su interés en Walmate.
La creciente potencia de cálculo de los servidores de IA se enfrenta a restricciones térmicas: la densidad de potencia de los chips supera los 1000 W/cm² (como NVIDIA H100), la de los gabinetes aumenta de 2,4 kW a 120 kW, y la solución tradicional de refrigeración por aire alcanza el límite físico de 8-10 kW. La lógica subyacente de esta crisis de disipación térmica se debe al dilema del efecto cuántico en la arquitectura de los chips (la tasa de fuga se dispara por debajo de los 3 nm), el desequilibrio en el consumo energético de la gestión de datos (que representa más del 90 % del consumo energético del sistema) y la demanda exponencial de entrenamiento de modelos de gran tamaño (GPT-4 consume 32,4 TWh de electricidad para un solo entrenamiento). Ante las fuertes restricciones políticas (el PUE de China ≤ 1,25) y la presión de la eficiencia energética, la tecnología de refrigeración líquida ha pasado de ser un experimento marginal a ser una tecnología generalizada y se ha convertido en la clave para liberar el potencial de la IA.
1- La lógica subyacente de los requisitos de refrigeración de los servidores de IA
a. Arquitectura de chips y revolución del consumo energético
La densidad de potencia de cálculo (potencia de cálculo por unidad de área o por unidad de consumo energético) y el consumo energético de los chips de IA son los indicadores clave para medir su rendimiento. A continuación, se presenta un análisis de tres casos típicos de chips:
A medida que la potencia de procesamiento continúa mejorando, el rendimiento del chip no se puede alcanzar su máximo potencial debido a las limitaciones físicas de la disipación de calor y la eficiencia energética. Este fenómeno de "muro de consumo energético" se debe a:
· Retraso en la disipación de calor: la tasa de crecimiento de la densidad de potencia del chip (>1000 W/cm²) supera con creces la velocidad de iteración de la tecnología de disipación de calor, y las soluciones tradicionales alcanzan límites físicos.
· Estructura de consumo energético desequilibrada. A nivel físico, el efecto túnel cuántico por debajo de 3 nm debilita la mejora de la eficiencia energética, y el apilamiento 3D provoca una fuerte caída de la eficiencia de disipación de calor de entre un 30 % y un 50 %. A nivel arquitectónico, el consumo energético de la gestión de datos representa más del 90 %, y la tasa de crecimiento de la potencia de procesamiento (750 veces/2 años) y el ancho de banda de la memoria (1,4 veces/2 años) están gravemente desequilibrados. A nivel de aplicación, la gran explosión de parámetros del modelo (como el entrenamiento GPT-4 consume 32,4 TWh) y la carga dinámica (el consumo de energía instantáneo supera el TDP en un 200 %) aumentan la presión de disipación de calor.
Figura 1: La integración del almacenamiento y la computación
b. Transición de la densidad de potencia del gabinete
La densidad de potencia del gabinete está experimentando una revolución, pasando de la computación general a la ultradensidad impulsada por IA, y el paradigma se ha reconstruido de la "adaptación de la sala de equipos" a la "sala de definición de equipos". La demanda de potencia de computación de IA ha obligado a la infraestructura a actualizarse a pasos agigantados. · Transición exponencial: la densidad media global aumentó de 2,4 kW/gabinete a 9,5 kW/gabinete (TCAC ≈12 %) entre 2011 y 2024. El centro de computación inteligente de IA ha impulsado la densidad hasta superar los 120 kW/gabinete (como NVIDIA GB200 NVL72), pudiendo alcanzar el nivel de MW en 2030.
· El impulso del núcleo, el aumento del consumo energético de los chips de IA (tarjeta única H100: 700 W → tarjeta única GB200: 1200 W) y la demanda de entrenamiento de modelos de gran tamaño (el entrenamiento único GPT-4 consume 32,4 TWh) generan un "efecto de doble hélice", que obliga a la densidad del gabinete a adaptarse al aumento de la potencia de computación. Avance tecnológico: el límite de refrigeración por aire (8-10 kW) se sustituye por refrigeración líquida. Los sistemas de placa fría (20-50 kW) e inmersión (50-120 kW) admiten alta densidad. El sistema de alimentación se ha actualizado a corriente continua de alta tensión (HVDC), con una eficiencia superior al 98 %. La tasa de utilización del espacio se ha incrementado en un 40 % (se ha eliminado el conducto de aire). La refrigeración líquida reduce la PUE a 1,08.
c. Impulsado por políticas y eficiencia energética.
· Proyecto "East Data West Computing" de China: requisitos obligatorios para los nodos centrales orientales: PUE ≤ 1,25 y occidental ≤ 1,2, lo que impulsa la popularización de la tecnología de refrigeración líquida. Tomando como ejemplo el centro de Mongolia Interior, el uso de refrigeración líquida por inmersión puede reducir la PUE a 1,08, ahorrando más de 20 millones de kWh de electricidad al año. Regulaciones globales sobre emisiones de carbono: La directiva CSRD de la UE exige que los centros de datos divulguen su huella de carbono durante todo su ciclo de vida, y la Ley de Responsabilidad de Datos Empresariales Climáticos de California incluye las emisiones de alcance 3 en la divulgación obligatoria. La tecnología de refrigeración líquida se ha convertido en la clave para el cumplimiento normativo gracias a la reducción de emisiones indirectas (como las fugas de refrigerante).
Beneficios económicos: La refrigeración líquida ahorra entre un 30 % y un 50 % de energía de refrigeración en comparación con la refrigeración por aire. Sumado a la diferencia entre los precios de la electricidad en horas punta y valle, el periodo de amortización de la inversión puede acortarse a entre 3 y 5 años.
2- Evolución de la tecnología de disipación de calor y diferenciación de rutas técnicas
a. Tecnología de refrigeración líquida: del borde a la corriente principal
La transición de la refrigeración líquida de un experimento de borde a una base de disipación de calor supone un reequilibrio entre la densidad de potencia de computación y la eficiencia energética, y una reconstrucción de la cadena de valor del centro de datos.
· Proceso de evolución, etapa de marginalización (décadas de 1960-2010), uso exclusivo para la industria de supercomputación/militar (como Cray-2), limitado por la corrosividad de los materiales y su alto coste; período de avance (décadas de 2010-2020), la densidad térmica de la GPU superó los 500 W/cm² (NVIDIA P100) y la política (PUE de China ≤ 1,25) impulsó su uso comercial, y el coste de la transformación de la placa fría se redujo a 1,2 veces el de la refrigeración por aire. General (casi 2-3 años), la densidad de potencia del gabinete de IA superó los 120 kW (como NVIDIA NVL72), el TCO de la refrigeración líquida fue un 12,2 % menor que el de la refrigeración por aire y el periodo de recuperación de la inversión se redujo a 3-5 años.
· Lógica evolutiva y técnica: de la "refrigeración por aire para adaptarse a los chips" a la "disipación de calor definida por el chip", la refrigeración líquida se convierte en la palanca clave para liberar potencia de cómputo; lógica industrial: se forma un ciclo positivo de "estándares impulsados por políticas → los estándares reducen costes → los costes impulsan la popularización"; lógica ecológica: se reconstruye la cadena de valor del centro de datos, convirtiendo el sistema de refrigeración de un "centro de costes" a un "activo de eficiencia energética".
· Diferenciación de rutas técnicas: la diferenciación de la tecnología de refrigeración líquida se deriva de la interacción entre la eficiencia de disipación de calor y el coste de transformación. El tipo de placa fría prioriza la compatibilidad, equilibra costes y riesgos mediante la transformación local y se adapta a escenarios de densidad media. El tipo de inmersión busca el límite físico de disipación de calor y supera la barrera de densidad térmica mediante la reconstrucción del sistema, pero enfrenta desafíos en cuanto a materiales, operación y mantenimiento. El tipo de rociado explora el control preciso de la temperatura a nivel de chip, allanando el camino para escenarios sensibles como la computación óptica. La esencia de la diferenciación de la tecnología de refrigeración líquida es el resultado del equilibrio imposible: "eficiencia de disipación de calor-costo de transformación-complejidad de operación y mantenimiento". El tipo de placa fría gana en equilibrio, el tipo de inmersión busca el límite físico y el tipo de rociado busca un control preciso de la temperatura. Los tres juntos promueven la refrigeración líquida de una "opción técnica" a una "base de potencia computacional".
b. La tecnología de refrigeración a nivel de chip presenta avances multidimensionales
La tecnología de refrigeración a nivel de chip está experimentando una trinidad de innovaciones en "materiales-estructura-control". A corto plazo, está dominado por la microfluídica 3D y la refrigeración líquida por placa fría (que admite una TDP de kilovatios), y a largo plazo, se basa en la refrigeración cuántica y la sinergia fototérmica para superar los límites físicos. Su desarrollo determina directamente la eficiencia de la liberación de potencia de computación de IA y la evolución de la eficiencia energética de los centros de datos.
· Materiales: el diamante/grafeno se acerca al límite físico de conductividad térmica, y los materiales de cambio de fase resuelven el choque térmico transitorio.
· Estructura, microfluídica y placas frías cambian de la "fijación externa" a la "incrustación en chip", con trayectorias de disipación de calor más cortas y mayor eficiencia.
· Control: los chips de refrigeración activa de estado sólido superan las limitaciones de volumen, y la regulación dinámica de IA logra la "sinergia entre calor y computación".
· Tendencia principal: la integración de los tres promueve la evolución de la disipación de calor de la "conducción pasiva de calor" al "control activo de temperatura a nivel de chip", lo que satisface los requisitos de TDP de kilovatios de chips individuales.
La evolución de la tecnología de disipación de calor ha pasado de ser una innovación puntual a una reconstrucción del sistema: la refrigeración líquida por placa fría lidera la transformación de los inventarios existentes con compatibilidad, la inmersión rompe el límite físico de disipación de calor y la tecnología de pulverización a nivel de chip explora el control preciso de la temperatura. Las tres tecnologías juntas construyen un sistema de disipación de calor por capas. A medida que la disipación de calor cuántica y la tecnología de sinergia fototérmica se comercialicen, en el futuro admitirán una potencia de computación ultradensa de nivel MW en un solo gabinete. Este proceso no solo supone una revolución en el paradigma de la disipación de calor, sino que también impulsa a los centros de datos de ser consumidores de energía a activos energéticamente eficientes. Se estima que la refrigeración líquida completa puede ayudar a los centros de datos globales a reducir las emisiones de carbono en 450 millones de toneladas para 2030. La disipación de calor está pasando de ser un factor de costos a ser la base fundamental de la economía de la potencia de computación de la IA.
Actualizaremos periódicamente la información y las tecnologías relacionadas con el diseño térmico y la reducción de peso. Gracias por su interés en Walmate.
Al ver un disipador de calor tan preciso como los dientes de un peine en un dispositivo electrónico, quizá no piense que su rendimiento máximo se determinó mucho antes de que la cuchilla tocara el metal. ¿Por qué los grandes fabricantes están dispuestos a invertir tanto dinero en el pretratamiento de materiales? Porque este paso puede mejorar directamente el disipador: cortar aluminio ahorra un 20 % de esfuerzo, los disipadores de cobre pueden usarse durante 3 años más, e incluso disipadores de 12 cm de altura pueden cortarse de una sola vez. Este artículo presenta cómo "masajear y aflojar los huesos" del metal mediante métodos científicos, para que el metal duro pueda transformarse obedientemente en un disipador de calor perfecto.
1-¿Por qué el pretratamiento es el "motor invisible" del Disipador de calor con aletas biseladas?
a. Desafíos de fabricación de disipadores térmicos de alta precisión
· Concentración de tensión residual: La tensión residual del proceso de laminado o fundición de las materias primas se libera durante el biselado, provocando la deformación del sustrato.
· Ablandamiento del material: El aluminio, el cobre y otros materiales se ablandan localmente debido al aumento de temperatura (aluminio 40-60 °C, cobre 80-120 °C) durante el proceso de corte, lo que provoca el colapso del diente o el aumento de las rebabas.
· Oxidación superficial: El cobre se oxida fácilmente en el aire para formar una capa de CuO (alta dureza y fragilidad), lo que agrava el desgaste de la herramienta y acorta su vida útil.
b. Pretratamiento: el puente clave entre las materias primas metálicas y las láminas de precisión
· Optimización del rendimiento del material mediante recocido de recristalización de aluminio y cobre, respectivamente, elimina la tensión residual generada durante el proceso de laminación y mejora significativamente la uniformidad de la dureza del material.
· Control del estado de la superficie: mediante limpieza química para eliminar la capa de óxido de la superficie del material. Por ejemplo, el cobre se puede decapar con HNO₃ al 10 %, lo que reduce la rugosidad superficial a 0,4 μm tras el tratamiento, reduciendo eficazmente la adherencia de la herramienta. También se puede optar por el tratamiento de pasivación del aluminio, como el anodizado para formar una película de Al₂O₃ de 5-10 μm de espesor, lo que previene la oxidación secundaria durante el procesamiento.
c. ¿Cómo mejora la tecnología de pretratamiento la eficiencia del procesamiento?
· Acortamiento del ciclo de procesamiento: la resistencia al corte del material se reduce tras el pretratamiento, lo que permite una mayor velocidad de avance.
· Reducción de la tasa de retrabajo: La preliberación de tensiones mejora considerablemente la tasa de pasada de planitud del sustrato, eliminando el proceso de corrección secundaria.
2- Fundamentos de la tecnología de pretratamiento: la integración de la ciencia y la tecnología de los materiales
El núcleo de la tecnología de pretratamiento reside en personalizar la lógica del proceso en función de las propiedades del material para resolver las contradicciones inherentes a los materiales de alta conductividad térmica, como el aluminio y el cobre, en el desbastado de engranajes.
a. Las propiedades del material determinan la lógica del pretratamiento.
Pretratamiento de materiales de aluminio: El recocido a 300–350 °C × 2 h puede eliminar la tensión de laminación y mejorar la uniformidad de la dureza en un 40 %; el tratamiento superficial puede seleccionarse mediante anodizado para generar una película de Al₂O₃ de 5–10 μm o pasivación química (tratamiento con cromato) para inhibir la oxidación durante el procesamiento.
Pretratamiento de materiales de cobre: El recocido a 500–600 °C × 1 h puede ablandar el material, reducir la dureza de 80 HB a 45 HB y la fuerza de corte en un 30 %; el decapado utiliza una solución de HNO₃ al 10 % para eliminar la capa de óxido. Cuando el espesor de CuO supera 1 μm, la tasa de desgaste de la herramienta aumenta en un 50 %.
b. Contradicción fundamental: Paradoja del procesamiento de materiales de alta conductividad térmica
Punto de contradicción: La alta conductividad térmica (como 380 W/m·K para el cobre) es la principal ventaja del disipador de calor. La alta conductividad térmica provoca que el calor de corte se transfiera rápidamente a la herramienta, acelerando el desgaste (la vida útil de la herramienta en el procesamiento del cobre es solo un tercio de la del aluminio).
Esquema de pretratamiento: equilibrio entre la conductividad térmica y la maquinabilidad, como el pretratamiento a baja temperatura de los materiales de cobre para reducir el aumento de la temperatura de corte o el diseño de materiales con gradientes; gestión de la capa de óxido, como la conservación de la densa película de Al₂O₃ de los materiales de aluminio para reducir la fricción; y el recubrimiento de los materiales de cobre con una película de aceite de benzotriazol después del decapado para bloquear la oxidación secundaria.
3-Métodos de pretratamiento clave
a. Pretratamiento mecánico: allanando el camino para el procesamiento
Limpieza de superficies (chorro de arena/pulido), eliminación de capas de óxido, manchas de aceite y rebabas, mejora de la rugosidad superficial (valor Ra), mejora de la adhesión del recubrimiento o posterior efecto de decapado.
b. Pretratamiento químico: activación de la actividad superficial del material
Mediante la limpieza física (descontaminación), la modificación química (formación de una película de conversión) y la mejora del rendimiento superficial, la superficie del material se transforma de un estado inerte a un estado altamente activo. La clave reside en equilibrar la rugosidad superficial, la densidad de grupos funcionales químicos y la resistencia a la corrosión, proporcionando así un sustrato ideal para procesos posteriores.
c. Tratamiento térmico: remodelación de la microestructura del material
Mediante el control preciso de los procesos de calentamiento, aislamiento y enfriamiento del material, la microestructura se reorganiza y optimiza. La clave reside en el uso de mecanismos de activación térmica para impulsar la difusión atómica, el cambio de fase y la reorganización de defectos, dotando así al material de nuevas características de rendimiento.
d. Control de composición: gestión integral del proceso, desde la fundición hasta el moldeo.
El control de composición es la tecnología clave en la fabricación de materiales. Mediante la selección de materias primas, el control preciso de la fundición y la optimización de los parámetros de moldeo, junto con la detección digital, se logra un control preciso de las fluctuaciones y un mejor rendimiento.
4-Aluminio vs. Cobre: Estrategias de pretratamiento diferenciadas
Debido a las diferencias significativas en las propiedades físicas y químicas del aluminio y el cobre, es necesario diseñar estrategias de pretratamiento específicas para resolver sus respectivos problemas de procesamiento.
5-¿Cómo se convierte el pretratamiento en un amplificador de eficiencia?
a. Colaboración con el proceso de biselado
· Reducción del desgaste de la herramienta: Tras el pretratamiento, se reduce el óxido duro residual en la superficie, se prolonga la vida útil de la herramienta de biselado y se reduce la tasa de astillado de las piezas de aletas de alta densidad.
· Mejora de la precisión del procesamiento: El pretratamiento con chorro de arena elimina la tensión interna del material, reduce el error de altura de diente de ±0,5 mm a ±0,1 mm y cumple con los requisitos de dientes de alta densidad (altura de diente/espesor del sustrato ≥10).
b. Colaboración con el tratamiento de superficies
· Mejora de la adhesión del recubrimiento: Tras el pretratamiento de pasivación, la tasa de aprobación de la prueba de adhesión del recubrimiento puede mejorar significativamente.
· Reducción de la resistencia térmica de contacto: El pretratamiento forma una estructura microporosa uniforme, que reduce la resistencia térmica de la interfaz de soldadura del radiador y el tubo de calor entre un 15 % y un 20 %.
c. Colaboración con el procesamiento CNC de superficies
· Reducción de defectos secundarios en el procesamiento: Tras la limpieza química para eliminar manchas de aceite, la tasa de rebabas del aluminio fresado CNC se reduce en un 60% y los defectos de roscado y deslizamiento se reducen en un 50%.
d. Efecto del pretratamiento en la eficiencia de la producción
· Mayor rendimiento: Al optimizar los procesos de pretratamiento químico y mecánico, se ha mejorado significativamente el rendimiento del Disipador de calor con aletas biseladas y el procesamiento CNC, garantizando la calidad del producto.
· Ciclo de procesamiento más corto: Tras el pretratamiento, el procesamiento del aluminio no requiere desbarbado por separado, lo que reduce considerablemente el tiempo de procesamiento de una sola pieza. La velocidad de procesamiento de la línea de arenado automatizada aumenta y la eficiencia de la producción mejora significativamente.
· Reducción del consumo y los costes energéticos: Se utiliza pretratamiento mecánico en lugar de decapado químico, lo que reduce el consumo energético del proceso. Tras el pretratamiento, se reduce la dureza del material, la pérdida de molde y el coste de producción.
Actualizaremos periódicamente la información y las tecnologías relacionadas con el diseño térmico y la reducción de peso. Gracias por su interés en Walmate.
A medida que se acelera la transformación de la estructura energética global, el papel de los sistemas de almacenamiento de energía en la regulación de la frecuencia de la energía, el nuevo consumo energético y otros escenarios cobra cada vez mayor relevancia. Como elemento clave, el diseño de la carcasa de batería ESS para la adaptación ambiental debe considerar la tolerancia a condiciones climáticas extremas, la resistencia estructural y la fiabilidad a largo plazo. Partiendo de los requisitos del escenario, este artículo define las vías técnicas clave para la adaptación climática, analiza los desafíos de diseño y las direcciones de innovación, y proporciona una referencia para el desarrollo de carcasas de batería ESS de alta adaptabilidad ambiental.
1- Diferenciación de escenarios del mercado de almacenamiento de energía y tendencias de gestión refinadas
a. Mapa de diferenciación de escenarios: articulación de características regionales y requisitos técnicos
El mercado de almacenamiento de energía presenta una diferenciación regional significativa, y las soluciones técnicas deben adaptarse a las condiciones climáticas, las características de la red eléctrica y los escenarios de aplicación:
· Escenarios climáticos extremos:
Entorno desértico de alta temperatura: La carcasa debe soportar temperaturas superiores a 50 °C (el efecto de isla de calor dentro del contenedor puede alcanzar los 53,3 °C), contar con la certificación de nivel de protección IP55/IP67 y utilizar diversas medidas, como algodón resistente a la arena y sellador, para resistir la erosión del viento y la arena.
Entorno de gran altitud/baja temperatura: A temperaturas de -40 °C, es necesario integrar tecnología de precalentamiento de celdas de batería, optimizar la atenuación de la capacidad de refrigeración del sistema de refrigeración líquida (el límite inferior de funcionamiento se extiende a -30 °C) y reforzar el aislamiento eléctrico para afrontar el riesgo de arco eléctrico causado por el aire enrarecido. Escenarios de adaptación del sistema eléctrico:
La regulación de frecuencia de la red eléctrica europea debe cumplir con la regulación dinámica de potencia (rango de 47,5 a 51,5 Hz) y ser compatible con los requisitos del mercado de servicios auxiliares. Los proyectos de integración de almacenamiento fotovoltaico en Norteamérica deben admitir una arquitectura de 1500 V CC y una conmutación rápida de carga y descarga (≤100 ms), además de superar las pruebas de propagación de fugas térmicas para garantizar la seguridad.
Escenarios de almacenamiento de energía industrial y comercial:
El diseño compacto utiliza tecnología de integración directa de celdas (aumento del aprovechamiento del espacio al 33 %), las soluciones modulares permiten una expansión flexible (15-921 kWh) e integran funciones inteligentes de operación y mantenimiento para reducir el coste de todo el ciclo de vida.
b. Estrategia empresarial optimizada, transformación de la entrega del producto al servicio de valor
Soluciones técnicas personalizadas: Dado el alto coste de transmisión en zonas aisladas, la configuración de un sistema de almacenamiento de energía a largo plazo de más de 4 horas puede reducir la inversión en actualizaciones de la red en un 30 %. El sistema de almacenamiento de energía de tipo red admite la compatibilidad con múltiples escenarios y mejora la estabilidad de la red. ·Servicio de ciclo de vida completo: Optimice la inversión inicial y los costos de operación y mantenimiento a través del modelo LCoS (costo nivelado de almacenamiento), la plataforma inteligente de operación y mantenimiento integra datos de precios de electricidad y pronósticos de carga, optimiza dinámicamente las estrategias de carga y descarga y aumenta los ingresos en más del 15%.
2- Rutas técnicas clave para la tolerancia climática
a. Diseño colaborativo de la estructura y la gestión térmica
·Tecnología de refrigeración líquida:
Refrigeración líquida de placa fría: Utilizando una placa fría de microcanales serpenteantes (ancho de canal ≤ 2 mm), con control de diferencia de temperatura ≤ 3 ℃, el coste de transformación es entre un 15 % y un 20 % superior al del sistema de refrigeración por aire y la vida útil de la batería aumenta un 30 %.
Refrigeración líquida por inmersión: Disipación directa del calor mediante refrigerante dieléctrico. La eficiencia de conducción térmica aumenta en más del 50 %, pero es necesario equilibrar el coste del refrigerante y la complejidad del mantenimiento. Se utiliza principalmente en entornos de alta gama.
·Optimización de la integración estructural:
El diseño integrado de la placa inferior con canal de flujo se combina con el proceso de soldadura por fricción y agitación, lo que permite alcanzar una resistencia de la soldadura del 95 % de la del material base, el rendimiento sísmico cumple con las normas IEC y reduce el peso de la carcasa en un 18 %.
b. Sistema de protección contra la erosión climática: revolución de materiales e innovación en la tecnología de sellado
·Selección de materiales:
La caja de aleación de aluminio alcanza un nivel de protección contra la corrosión C5 mediante anodizado, y la prueba de niebla salina alcanza 3000 h sin corrosión; el material compuesto de fibra de carbono reduce el peso en un 35 % y la resistencia a la presión del viento alcanza los 2,5 kPa.
·Tecnología de sellado:
La estructura de sellado dinámico utiliza caucho EPDM, una capa de espuma de poliuretano y sellador de silicona para una triple protección, y el proceso de soldadura láser logra una hermeticidad de 10⁻⁷ Pa·m³/s.
c. Estrategia de respuesta a climas extremos: defensa activa y regulación inteligente
·Adaptabilidad a altas y bajas temperaturas:
La capa de aislamiento compuesto (conductividad térmica ≤0,018 W/m·K) se combina con la película de calentamiento eléctrico para mantener la diferencia de temperatura entre el interior y el exterior de la caja por encima de 50 °C; la tecnología de autocalentamiento por pulsos reduce el consumo de energía en un 70 %. Diseño antiviento y antiarena: Sistema de ventilación de presión positiva (eficiencia de eliminación de polvo ≥95 %) y diseño de superficie con microranuras biónicas. La concentración de polvo se controla a ≤0,1 mg/m³ y el polvo superficial se reduce en un 60 %.
3-Desafíos y requisitos fundamentales del diseño de carcasas de baterías para sistemas de almacenamiento de energía (ESS)
a. Definición de adaptabilidad ambiental
Debe cumplir con indicadores multidimensionales como la resistencia mecánica (resistencia al impacto, resistencia a terremotos), la estabilidad química (resistencia a la niebla salina, resistencia a los rayos UV) y el rendimiento de la gestión térmica.
b. Requisitos de resistencia estructural
Las particiones internas y las nervaduras de refuerzo optimizan la distribución de tensiones, y la estructura portante equilibra la presión; los marcos de aleación de aluminio combinados con paneles compuestos logran ligereza (reducción del 31%) y alta rigidez.
c. Factores impulsores del mercado
Orientación política: La construcción de grandes bases eólicas y solares nacionales promueve altos estándares ambientales; la certificación obligatoria en mercados extranjeros (como la norma AS/NZS 4777.2 de Australia) acelera las actualizaciones tecnológicas.
Requisitos económicos: Los sistemas de refrigeración líquida reducen el LCoS y ofrecen ventajas significativas en escenarios de alta tasa de carga y descarga (1C).
4-Sistema de diseño de resistencia estructural multidimensional
a. Innovación de materiales y estructura compuesta
La aleación de aluminio de alto rendimiento (resistencia a la tracción ≥ 270 MPa) y el soporte de aleación de magnesio trabajan conjuntamente para reducir el peso; la estructura sándwich compuesta (panel de aluminio + núcleo de aluminio espumado) considera tanto la ligereza como la resistencia al impacto.
b. Arquitectura modular y escalable
Las interfaces estandarizadas facilitan la rápida expansión de los grupos de baterías, y los procesos de fabricación flexibles (soldadura por fricción y agitación/soldadura láser) mejoran la compatibilidad de la línea de producción y se adaptan a las necesidades de la instalación mixta de celdas de batería de múltiples tamaños.
El diseño de adaptabilidad ambiental de la carcasa de la batería ESS es el resultado de una profunda combinación de la iteración tecnológica y los requisitos del escenario. Es necesario lograr un avance en la fiabilidad mediante la optimización estructural multidimensional y la innovación tecnológica en protección climática. El desarrollo tecnológico futuro se centrará en el control dinámico inteligente de la temperatura (como las estrategias de gestión térmica basadas en IA), los procesos con materiales bajos en carbono (aplicación de materiales compuestos de origen biológico) y la certificación de estandarización global (que abarca condiciones climáticas multirregionales) para afrontar entornos extremos y los diversos desafíos del mercado. Al reforzar la resistencia estructural, el diseño ligero y la optimización del coste del ciclo de vida completo, los sistemas de almacenamiento de energía pueden respaldar eficazmente la aplicación a gran escala de nuevas energías y proporcionar garantías de infraestructura altamente adaptables para la transformación baja en carbono del sistema energético global.
Actualizaremos periódicamente la información y las tecnologías relacionadas con el diseño térmico y la reducción de peso. Gracias por su interés en Walmate.
El proceso de aplicación de los materiales principales de la carcasa de batería ess consiste esencialmente en lograr un equilibrio entre los requisitos de ligereza, la eficiencia de la gestión térmica y los costes del ciclo completo. Desde el acero hasta las aleaciones de aluminio y los materiales compuestos, cada iteración se acompaña de innovación en los procesos (como la tecnología de soldadura y el diseño modular) e integración funcional (refrigeración líquida, protección contra incendios y sellado).
1- Lógica de peso ligero
a. Selección y sustitución de materiales
· Etapa inicial (antes de 2020): Predominio del acero y las placas de acero galvanizado
Características del material: El acero (densidad 7,8 g/cm³) se ha popularizado debido a su bajo coste y tecnología avanzada, pero es pesado y se corroe con facilidad. Las placas de acero galvanizado (antiarena y antidesgaste clase 4) aún presentan riesgo de oxidación tras un uso prolongado y altos costes de mantenimiento.
Limitaciones de la aplicación: El peso de la carcasa supera el 40 %, la densidad energética del sistema es baja y la soldadura personalizada conlleva un largo ciclo de instalación, lo que dificulta satisfacer la demanda de almacenamiento de energía distribuida.
· Periodo de desarrollo (2020-2024): Aplicación diversificada de la aleación de aluminio y el acero inoxidable
Ganancia de la aleación de aluminio: La densidad (2,7 g/cm³) es un 65 % inferior a la del acero, y el coeficiente de conductividad térmica de 237 W/mK es adecuado para la tecnología de refrigeración líquida. El diseño integrado integra el canal de refrigeración líquida y la placa inferior mediante soldadura por fricción y agitación, lo que reduce la cantidad de conectores y mejora el sellado. La solución típica de estructura de doble capa (placa exterior de acero galvanizado resistente al viento y la arena + control de temperatura interior de aleación de aluminio y magnesio) logra un aumento del 12 % en la eficiencia del sistema.
Optimización del acero inoxidable: El acero inoxidable 316L es resistente a la corrosión por iones de cloruro durante más de 2000 horas y, combinado con sellos de silicona, ofrece una solución para entornos con alta humedad.
· Etapa madura (2024 a la fecha): Materiales compuestos e integración funcional
Materiales compuestos SMC: El refuerzo de fibra de vidrio (densidad 1,67 g/cm³) pesa solo el 21 % del acero, y el moldeo por compresión permite un diseño estructural con forma especial. La estructura compuesta tipo sándwich (SMC + aerogel) tiene un límite de resistencia al fuego de 2 horas y, simultáneamente, una reducción de peso del 30 %. Exploración de la fibra de carbono: Resistencia a la tracción de 300-1200 MPa, densidad de 1,5-2,0 g/cm³, limitada por el coste (5-8 veces superior al del acero), se utiliza principalmente para refuerzo local en aplicaciones de alta gama.
La clave del aligeramiento de materiales reside en la optimización de la relación densidad-resistencia. Consulte la comparación del rendimiento de los materiales en la tabla a continuación. Al sustituir materiales de alta densidad (como el acero) por aleaciones de aluminio o materiales compuestos, se puede reducir significativamente el peso, garantizando al mismo tiempo la resistencia (por ejemplo, compensando la pérdida de resistencia mediante optimización topológica), mejorando así la densidad energética y la eficiencia del transporte.
b. Tecnología de optimización estructural
La optimización estructural reconstruye la estructura mecánica de la caja mediante métodos de diseño innovadores, optimizando materiales y procesos, a la vez que mantiene la capacidad de carga. La tecnología de soldadura a medida de aleación de aluminio utiliza tecnología de soldadura avanzada para lograr una reducción significativa del espesor de pared, combinada con el diseño integrado del canal de flujo y el marco para reducir los nodos de conexión redundantes y el riesgo de fallos de sellado. La tecnología de soldadura fuerte por estampación utiliza tecnología de moldeo para crear una estructura curva integrada de pared delgada, lo que reduce considerablemente el uso de sujetadores tradicionales e integra tecnología de tratamiento de superficies para mejorar la resistencia a la corrosión, reduciendo eficazmente los costos de operación y mantenimiento a lo largo de todo el ciclo de vida. Ambas tecnologías mejoran sinérgicamente la eficiencia de la producción y la confiabilidad estructural al reducir los enlaces de procesamiento y la redundancia de materiales, lo que reduce significativamente el costo de almacenamiento de energía unitario y garantiza la estabilidad operativa a largo plazo del equipo en condiciones de trabajo complejas.
c. Innovación en el proceso de fabricación
Optimización del diseño estructural y mejora de la eficiencia:
Integración integrada: El canal de refrigeración líquida está integrado con la placa inferior de la carcasa, lo que reduce el número de conectores en un 30 % y mejora la eficiencia de sellado y disipación de calor.
Diseño modular: La interfaz estandarizada es compatible con múltiples materiales, aumenta la eficiencia de instalación en un 50 % y es adecuada para una rápida implementación en múltiples escenarios.
Tecnología avanzada que reduce costes y mejora la eficiencia:
Automatización de alta precisión: Corte láser + soldadura robotizada, aumento del 15 % en la tasa de utilización del material y reducción del 40 % en el ciclo de producción.
Simulación digital: CAE optimiza los parámetros del proceso, reduce el número de ensayos de molde en un 50 % y el rendimiento supera el 98 %.
2- Elementos fundamentales del control de costos de ciclo completo
a. Modelo de composición de costos
El costo de ciclo completo (CVC) incluye:
· Costo de inversión inicial (C_mv): adquisición de equipos (que representa más del 50%) y construcción.
· Costo de operación (C_ps): carga de electricidad, gestión de mano de obra, pérdida de energía (por ejemplo, el costo de carga aumenta un 33% cuando la eficiencia de conversión es del 75%).
· Costo de operación y mantenimiento (C_om): mantenimiento de equipos, reparación de fallas, reemplazo de repuestos (que representa el 20-30% del costo del ciclo de vida).
Expresión de la fórmula: CEss = α⋅EBESS + β⋅PBESS + Cps + Com CEss = α⋅EBESS + β⋅PBESS + Cps + Com
Entre ellos, la reducción de peso afecta directamente la inversión inicial al reducir la E (demanda de energía) y la P (demanda de potencia).
Figura 1. Costo del ciclo de vida de una central eléctrica de almacenamiento de energía
b. El impacto del peso ligero en el coste
3-Estrategias clave para equilibrar la ligereza y el rendimiento
a. Equilibrio entre resistencia y peso
Refuerzo local: Utilizar acero para reforzar las zonas de concentración de tensiones (como las uniones atornilladas) y utilizar materiales ligeros en otras zonas.
Diseño de estructura biónica: Por ejemplo, tubos de refrigeración líquida con forma de vena de hoja, que pueden reducir el peso y mejorar la eficiencia de disipación de calor.
b. Optimización del rendimiento de disipación de calor
Adaptación de la conductividad térmica del material: La aleación de aluminio (237 W/mK) es mejor que el acero (50 W/mK), lo que resulta adecuado para sistemas de refrigeración líquida.
Integración de la gestión térmica: Integrar la placa de refrigeración y la caja para reducir el peso de los componentes adicionales de disipación de calor.
c. Garantía de rendimiento de protección
Sellado multicapa: Se adopta una doble protección de sellado coloidal + compresión mecánica para cumplir con los estándares IP67.
Diseño ignífugo: La estructura de cabina tipo "sándwich" (capa resistente a altas temperaturas + capa ignífuga) alcanza un límite de resistencia al fuego de 2 horas.
La lógica subyacente del diseño ligero y el control de costos de las carcasas de baterías ESS es reducir el consumo de recursos durante todo el ciclo, garantizando al mismo tiempo el rendimiento mediante la sinergia tridimensional de sustitución de materiales, optimización de la estructura e innovación de procesos. Su esencia radica en un enfoque integral que mejora la densidad energética, optimiza la eficiencia de operación y mantenimiento, y recicla materiales, y es necesario encontrar el equilibrio óptimo entre viabilidad técnica y eficiencia económica.
Actualizaremos periódicamente la información y las tecnologías relacionadas con el diseño térmico y la reducción de peso. Gracias por su interés en Walmate.
La evolución de la seguridad en la industria del almacenamiento de energía es un cambio sistemático impulsado por la sinergia entre la iteración tecnológica y los estándares de seguridad. Desde la reconstrucción de las rutas de disipación térmica, la protección coordinada de materiales y estructuras hasta la gestión térmica integrada, este proceso refleja la lógica subyacente de la industria para la protección contra fugas térmicas: desde la defensa pasiva hasta la supresión activa, y desde una actualización de acoplamiento unidimensional hasta una multinivel.
1- El "triángulo imposible" de la tecnología de almacenamiento de energía y estrategias para resolver las contradicciones fundamentales
a. Las contradicciones del "triángulo imposible" de la tecnología de almacenamiento de energía se manifiestan principalmente en los controles y contrapesos mutuos de múltiples dimensiones:
El desarrollo de la tecnología de almacenamiento de energía se enfrenta a un complejo equilibrio entre densidad energética, seguridad y coste. Si bien los materiales de alta actividad pueden mejorar la densidad energética, también aumentan significativamente el riesgo de fugas térmicas; si bien el diseño de seguridad a nivel de sistema (como la tecnología de control de temperatura de refrigeración líquida) puede reducir los riesgos, a menudo conlleva una pérdida de densidad energética. Además, la introducción de sistemas de protección activa y tecnologías de seguridad intrínseca puede mejorar la seguridad, pero aumenta significativamente el coste de los componentes no relacionados con las baterías. Estas contradicciones revelan las múltiples limitaciones que deben resolverse en la evolución de la tecnología de almacenamiento de energía.
b. Estrategias para resolver las contradicciones fundamentales:
Innovación de materiales: La aplicación de nuevos materiales electrolíticos retrasa significativamente el tiempo de propagación de las fugas térmicas, teniendo en cuenta la alta densidad energética. Las baterías de iones de sodio mantienen una densidad energética razonable y reducen los costos gracias a la optimización de los materiales de los electrodos negativos. La introducción de materiales nanocompuestos aumenta considerablemente la capacidad teórica.
Optimización del sistema: La tecnología avanzada de refrigeración líquida mejora significativamente la eficiencia de disipación de calor mediante un control preciso de la temperatura, a la vez que reduce los costos de operación y mantenimiento. Las redes de baterías dinámicas y reconfigurables mejoran la disponibilidad del sistema mediante un rápido ajuste de la topología.
Control inteligente: El sistema de alerta temprana con inteligencia artificial ha mejorado considerablemente la precisión de la predicción de riesgos mediante la fusión de datos multidimensionales. El progreso de la tecnología de conversión de energía ha mejorado significativamente la eficiencia del sistema. La innovación en políticas y modelos de negocio ha acelerado la implementación de la tecnología. Por ejemplo, el modelo de almacenamiento de energía compartido ha reducido la presión de la inversión en un solo punto, y la utilización en cascada ha optimizado aún más el costo de todo el ciclo de vida.
2- Reglas de evolución
a. Innovación en la fusión de trayectorias técnicas
Alerta temprana inteligente basada en datos multifuente: La nueva generación de sistemas de monitoreo integra datos de sensores multidimensionales, como señales de gas, presión y acústicas, y combina modelos dinámicos de fallas con análisis de datos históricos para reducir significativamente la tasa de falsas alarmas y aumentar el tiempo de alerta.
Gestión térmica y diseño de enlace contra incendios: La tecnología de refrigeración líquida, combinada con un algoritmo de ajuste dinámico de temperatura para lograr un control preciso de la temperatura, el sistema de protección contra incendios y la gestión de baterías se integran a fondo para formar una estrategia de enlace multinivel que suprime eficazmente la propagación de fugas térmicas.
Optimización coordinada de materiales y estructuras: El revestimiento aislante resistente a altas temperaturas reemplaza los materiales ignífugos tradicionales, prolongando significativamente el tiempo de bloqueo de la propagación del calor; se introducen refuerzos anticolisión y canales direccionales de alivio de presión en el diseño estructural para mejorar la capacidad de resistencia al impacto mecánico.
b. Profundización gradual de los niveles de protección
Protección progresiva desde las celdas de la batería hasta los sistemas: La monitorización temprana de riesgos se logra mediante sensores integrados a nivel de celda de la batería. Se utilizan detectores compuestos y materiales de cambio de fase a nivel de módulo para suprimir la acumulación local de calor; se construye una plataforma de monitoreo colaborativo a nivel de sistema para lograr una protección completa durante todo el ciclo de vida.
De la respuesta pasiva a la defensa activa: El nuevo estándar promueve el desarrollo de tecnología de defensa activa. Por ejemplo, el sistema inteligente de gestión de baterías interrumpe la ruta de riesgo al inicio de la carga mediante análisis de impedancia dinámica, y la tecnología anticondensación activa elimina los riesgos ambientales.
Protección colaborativa multidimensional: El diseño colaborativo termo-eléctrico-mecánico refuerza la seguridad general del sistema; la protección contra incendios y el monitoreo colaborativo de operación y mantenimiento abarcan todos los eslabones de fabricación y transporte para reducir el riesgo de falsas alarmas.
3- Proceso de evolución
a. Iteración de la tecnología de disipación de calor
La tecnología de refrigeración líquida se ha generalizado: los sistemas de refrigeración líquida reducen significativamente la diferencia de temperatura entre los grupos de baterías gracias a una eficiente uniformidad de la temperatura, prolongan su vida útil y mejoran la seguridad. La tecnología de refrigeración líquida por inmersión supera aún más el límite de disipación de calor y admite escenarios de carga y descarga de alta velocidad.
La optimización estructural mejora la eficiencia de la disipación de calor: el diseño paralelo multicanal permite un flujo uniforme del refrigerante, y la integración de las funciones de aislamiento térmico y refrigeración bloquea la propagación del calor.
b. Innovación en materiales y estructuras
Sistema de materiales de alta seguridad: los diafragmas resistentes a altas temperaturas y los recubrimientos cerámicos retrasan significativamente la reacción en cadena de la fuga térmica; los materiales compuestos ligeros mejoran la resistencia estructural y la protección, a la vez que reducen el peso.
Innovación en celdas y módulos de batería: el nuevo diseño de celdas de batería reduce la circulación y prolonga su vida útil optimizando la estructura interna, y la tecnología de integración de módulos mejora el aprovechamiento del espacio y la eficiencia de la disipación de calor.
c. Integración de la gestión térmica
Diseño integrado a nivel de sistema: la solución integrada integra a fondo la gestión de baterías, la protección contra incendios y la gestión térmica, facilita una implementación flexible y se adapta a entornos extremos.
Inteligencia y control colaborativo: los modelos de inteligencia artificial predicen el estado de la batería en tiempo real y optimizan la distribución de energía, y los sistemas de protección contra incendios y la gestión térmica están conectados para lograr una respuesta rápida.
Gestión del ciclo de vida completo: la gestión de circuito cerrado desde el diseño hasta la retirada, combinada con la monitorización digital y la evaluación del estado en la nube, mejora significativamente la fiabilidad del sistema.
La innovación en seguridad de la tecnología de almacenamiento de energía no solo es resultado de la iteración tecnológica, sino también de la reconstrucción de la lógica subyacente del sistema energético. Mediante la profunda integración de materiales, estructuras e inteligencia, la industria está superando las múltiples limitaciones de la densidad energética, la seguridad y el coste, y construyendo una red de protección tridimensional que abarca desde microceldas hasta macrosistemas. La sinergia de la tecnología de refrigeración líquida y la alerta temprana dinámica, la complementariedad de los materiales resistentes a altas temperaturas y el diseño ligero, y la lógica de circuito cerrado de la gestión completa del ciclo de vida, perfilan conjuntamente la visión futura de los sistemas de almacenamiento de energía de alta seguridad y alta eficiencia. Con los avances en tecnologías de vanguardia, como los materiales cuánticos y las baterías de estado sólido, la industria del almacenamiento de energía avanzará hacia una nueva era de seguridad intrínseca y aplicación a gran escala, inyectando energía duradera a la transformación inteligente y baja en carbono del sistema energético global.
Actualizaremos periódicamente la información y las tecnologías relacionadas con el diseño térmico y la reducción de peso. Gracias por su interés en Walmate.
A medida que los sistemas de almacenamiento de energía evolucionan hacia una mayor capacidad y una mayor densidad energética, el diseño de compatibilidad y coincidencia de tamaños de las Carcasa de batería ESS se han convertido en cuestiones centrales para mejorar la eficiencia y la confiabilidad del sistema. Este artículo combina los últimos casos de diseño de ingeniería, tecnologías patentadas y tendencias de la industria para realizar un análisis desde tres dimensiones: utilización del espacio, compatibilidad modular y diseño de soporte y disposición de celdas de batería.
1- Optimización del uso del espacio
La mejora en la utilización del espacio de los sistemas integrados de almacenamiento de energía es esencialmente un proceso bidireccional entre la iteración tecnológica y los requisitos del escenario. Mediante la innovación colaborativa de tecnologías como celdas de baterías de gran capacidad, arquitectura modular e integración de refrigeración líquida, la industria está pasando del "apilamiento extensivo" a la "reutilización espacial extrema".
a. Aplicación de celdas de batería de gran capacidad: aumento de la densidad energética y la eficiencia
Resumen de ideas: La esencia de aplicar celdas de batería de gran capacidad es reducir los niveles estructurales internos del paquete de baterías y mejorar directamente la utilización del espacio desde las celdas de batería hasta el paquete de baterías. Los paquetes de baterías tradicionales adoptan un modo de integración de tres niveles de "celda de batería → módulo → paquete de batería", y la estructura del módulo (vigas transversales, vigas longitudinales, pernos, etc.) conduce a una baja utilización del espacio. Las celdas de batería de gran capacidad pueden omitir el nivel del módulo alargando o aumentando el volumen de la celda individual y usar tecnología CTP (Cell to Pack) para integrar las celdas de batería directamente en el paquete de baterías.
Núcleo técnico: Utilice celdas de batería ultra grandes de más de 600 Ah para reducir la cantidad de celdas de batería y puntos de conexión, y aumentar la capacidad de una sola celda.
b. Reutilización espacial y optimización de costes: del “apilamiento de componentes” a la “reutilización multidimensional”
Resumen de ideas: La reutilización espacial y la optimización de costos son dos caras de la misma moneda, y la lógica subyacente es romper los límites físicos y de costos de los sistemas tradicionales de almacenamiento de energía a través de la simplificación estructural, la integración funcional, la iteración de materiales y el diseño estandarizado.
El núcleo de la reutilización espacial es reducir los eslabones intermedios simplificando al extremo la jerarquía estructural. Por ejemplo: Diseño de caja de alto voltaje dos en uno: la tecnología patentada de Jiangsu Trina Energy Storage combina dos cajas de alto voltaje en una, compartiendo el total de relés positivos/negativos y conexiones eléctricas, reduciendo el 30% del espacio horizontal ocupado y reduciendo el costo de los componentes eléctricos en un 15%.
Reutilización entre dominios de módulos funcionales, integración de piezas estructurales y canales de disipación de calor, como la integración de la placa de enfriamiento de líquido con la placa inferior de la caja y compartir el espacio entre la tubería de enfriamiento de líquido y el soporte estructural, reduciendo el 15% de los componentes de disipación de calor independientes; El cuerpo de la celda de la batería como parte estructural: BYD Blade Battery proporciona resistencia de soporte a través de paredes laterales de celda de batería largas y delgadas, eliminando el marco del módulo y aumentando la utilización del espacio al 60%-80%.
Optimización profunda de la topología eléctrica, como la topología en cascada de alto voltaje, que reduce la cantidad de circuitos paralelos al aumentar la capacidad y el nivel de voltaje de las celdas individuales (como el almacenamiento de energía de cadena inteligente de Huawei), reduce el espacio físico de la pila de baterías en un 20% y acorta el tiempo de respuesta del sistema en un 50%. ; Diseño de relé compartido: la caja de alto voltaje dos en uno de Jiangsu Trina Energy Storage permite que dos líneas compartan el mismo relé, lo que reduce la cantidad de relés y la longitud del cable en un 50 % y mejora la eficiencia de la instalación en un 30 %.
2-Diseño de disposición y soporte de celdas de batería: equilibrio entre capacidad de carga, disipación de calor y resistencia a las vibraciones
La esencia de la disposición celular es un juego entre la utilización del espacio, la distribución del calor y la estabilidad mecánica. La forma física y la dirección de disposición de la célula afectan directamente la eficiencia de llenado del espacio:
a. Optimizar la disposición de las celdas de la batería
Diseño de celda de batería invertida: la válvula a prueba de explosiones de la celda de batería apunta hacia abajo para que el escape de fuga térmica y el espacio a prueba de bolas inferior se compartan, liberando el espacio de altura de la celda de batería y logrando una tasa de utilización del volumen.
Disposición de celdas en posición horizontal: optimiza la utilización del espacio en la dirección de la altura del paquete de baterías, aumenta la proporción de materiales activos y logra una utilización del volumen significativamente mayor que las celdas verticales.
Celdas de batería ultralargas y delgadas: la cantidad de celdas de batería por unidad de volumen se reduce a través del diseño de celdas de batería alargadas y delgadas, lo que mejora la eficiencia de agrupación.
b. Diseño de acoplamiento de disipación de calor y soporte de carga: tiene como objetivo lograr una doble optimización de la disipación de calor eficiente y la resistencia estructural a través de la innovación colaborativa de estructura, materiales y procesos.
Ruta de diseño estructural:
Estructura integrada, como diseño conforme de placa de enfriamiento de líquido y viga de soporte: incrustando el canal de enfriamiento de líquido en la viga de soporte de aleación de aluminio, reduciendo los componentes independientes y mejorando la utilización del espacio;
Disposición en capas y compartimentados, apilando el paquete de baterías, el sistema de refrigeración líquida y el BMS en capas para reducir la interferencia mutua entre el flujo de calor y el estrés mecánico;
Optimización mecánica biónica, como estructura de panal/corrugada, diseño de una capa de núcleo de panal o corrugada en el marco de soporte de aleación de aluminio (como la solución patentada de Mufeng.com), absorbiendo la energía de vibración a través de la deformación mientras se optimiza la ruta de disipación de calor.
Camino de innovación de materiales:
Conductividad térmica e integración de carga, como materiales de fibra compuesta de aleación de aluminio (conductividad térmica ≥ 200 W/m·K, resistencia +30%); materiales inteligentes, la capa de relleno de cambio de fase (PCM) absorbe el calor y lo libera lentamente, con una diferencia de temperatura de ±1,5 ℃; Amortiguación ligera: la capa de amortiguación de silicona elástica absorbe la vibración (amortiguación +40%).
Ruta de implementación del proceso:
Procesos de conformado de precisión, como el conformado por extrusión: se utilizan para fabricar vigas de aleación de aluminio refrigeradas por líquido con canales de flujo complejos;
Tecnología de tratamiento de superficies, como la generación de una capa de óxido cerámico en la superficie de la aleación de aluminio para mejorar la resistencia a la corrosión (prueba de niebla salina ≥ 1000 h) y mejorar la eficiencia de disipación de calor (la emisividad de la superficie aumentó en un 20%);
Proceso de ensamblaje inteligente y ajuste dinámico de precarga, como la integración de sensores de presión y actuadores eléctricos para ajustar la precarga del perno (5-20 kN) en tiempo real para evitar daños por sobrepresión en las celdas de la batería.
c. Diseño coordinado de la resistencia a la carga y a las vibraciones de la estructura de soporte: El sistema de soporte debe cumplir los requisitos duales de resistencia a la carga estática (peso de la celda de la batería + presión de apilamiento) y resistencia a las vibraciones dinámicas (impacto del transporte/terremoto).
3- Modularidad y compatibilidad: interfaces estandarizadas y arquitectura escalable
La esencia de utilizar una interfaz estandarizada para adaptarse a celdas de batería de múltiples tamaños es lograr una expansión flexible de las especificaciones de las celdas de batería en una plataforma unificada a través de la innovación colaborativa en la gestión mecánica, eléctrica y térmica. La tecnología actual ha pasado de la compatibilidad estática al ajuste dinámico, y evolucionará hacia la inteligencia, la ligereza y la integración entre escenarios en el futuro.
a. Innovación colaborativa de la estructura mecánica:
Estandarización de interfaz mecánica: definición de dimensiones uniformes de dispositivos de conexión.
Diseño de gabinetes/paquetes de baterías modulares: Los módulos escalables y los gabinetes de baterías se construyen a través de unidades de batería estandarizadas (como celdas de 280 Ah y 314 Ah) para admitir combinaciones flexibles con diferentes requisitos de capacidad.
Figura 1: Carcasa de batería ESS de 280 Ah
b. Ajuste dinámico del sistema eléctrico
Protocolos e interfaces de comunicación estandarizados, como compatibilidad BMS: formule un protocolo de comunicación BMS (sistema de gestión de batería) unificado para soportar una conexión perfecta con PCS y celdas de batería de diferentes fabricantes; Regulación dinámica de potencia, mediante control de inercia virtual y algoritmo de optimización de múltiples escalas de tiempo, para lograr un ajuste en tiempo real de la potencia activa/reactiva; y diseño adaptativo de adaptación de parámetros eléctricos.
c. Adaptación inteligente del sistema de gestión térmica
Soluciones de gestión térmica jerárquica, como el uso de espuma de alta resiliencia ignífuga, adhesivo conductor térmico y otros materiales a nivel de celda para equilibrar los requisitos de aislamiento y disipación de calor e inhibir la difusión del calor; el diseño integrado de la placa de enfriamiento líquido integrada a nivel de módulo y la capa de aislamiento térmico para mejorar el ciclo de vida; El nivel del sistema ajusta dinámicamente la capacidad de enfriamiento a través de compresores de frecuencia variable y múltiples ramas de refrigeración.
Monitoreo y predicción inteligente, fusión de múltiples sensores. Los sensores de temperatura se colocan en lugares clave, como polos de celdas de batería y superficies grandes, para lograr una adquisición de temperatura de alta precisión; La tecnología de gemelo digital optimiza las estrategias de disipación de calor en tiempo real a través del monitoreo en la nube y el mantenimiento predictivo.
4- Conclusión
La optimización del Carcasa de batería ESS ha pasado de ser una simple mejora estructural a una innovación colaborativa multidimensional:
La fusión de material, estructura y algoritmo, como la combinación de caja de fibra de carbono + tecnología CTP + algoritmo de diseño de IA, se convertirá en la corriente principal.
La modularización y la estandarización se están acelerando, y el diseño estandarizado con Pack como la unidad funcional más pequeña impulsará a la industria a reducir costos y aumentar la eficiencia.
La gestión térmica y la utilización del espacio están profundamente integradas, y las tecnologías de refrigeración líquida por inmersión y control dinámico de temperatura liberan aún más el potencial del espacio.
Actualizaremos periódicamente la información y las tecnologías relacionadas con el diseño térmico y la reducción de peso. Gracias por su interés en Walmate.
Con el crecimiento explosivo de la potencia informática de la IA y el aumento continuo de la densidad de energía del centro de datos, la tecnología de refrigeración por aire tradicional ya no puede satisfacer las necesidades de disipación de calor. La tecnología de refrigeración líquida se ha convertido en una necesidad debido a sus ventajas como la disipación eficiente del calor, el ahorro de energía y la reducción del consumo. En la tecnología de refrigeración líquida, la competencia entre la placa fría y la inmersión es particularmente feroz. Este artículo analizará las ventajas y desventajas de ambos desde las perspectivas de las características técnicas, los escenarios de aplicación, la rentabilidad y las tendencias futuras, y explorará sus futuras direcciones dominantes.
1- Comparación de características técnicas: el tipo de placa fría tiene una fuerte compatibilidad, el tipo de inmersión tiene una mayor eficiencia de disipación de calor
a. Refrigeración líquida por placa fría: una transición suave y "mejorada"
Fuerte compatibilidad: No se requieren grandes cambios en la estructura del servidor y es compatible con la infraestructura de los centros de datos refrigerados por aire existentes, con bajos costos de transformación y ciclos cortos.
Alta seguridad: el refrigerante no entra en contacto directo con los componentes electrónicos, por lo que el riesgo de fugas es bajo y el riesgo se puede reducir aún más mediante un diseño modular (como conectores de cambio rápido y tuberías redundantes).
Alta madurez: la tecnología de placa fría se ha utilizado ampliamente en escenarios como el centro de datos Qiandao Lake de Alibaba Cloud y los proyectos de cooperación de Intel, y representa el 90 % del mercado actual de refrigeración líquida.
Limitaciones: El tipo de placa fría solo puede cubrir algunos componentes de alta potencia (como CPU, GPU) y el calor restante aún necesita depender del enfriamiento por aire para ayudar en la disipación del calor. El valor PUE suele ser de 1,1-1,2, ligeramente superior al del tipo de inmersión.
b. Refrigeración líquida por inmersión: un enfoque innovador para la disipación eficiente del calor
La refrigeración líquida por inmersión sumerge completamente el servidor en un refrigerante aislante, logrando la disipación del calor de todos los componentes a través del contacto directo. Entre sus principales ventajas se incluyen:
Eficiencia energética extrema: la conductividad térmica del líquido es 20 a 30 veces mayor que la del aire, el PUE puede ser tan bajo como 1,05 y la eficiencia de disipación de calor mejora en más de 3 veces.
Ahorro de espacio: el volumen del sistema de enfriamiento es solo 1/3 del del enfriamiento por aire, y la densidad de potencia de un solo gabinete puede alcanzar más de 50 kW, lo que es adecuado para escenarios de alta densidad como la supercomputación de IA.
Silencioso y ecológico: no se requiere ventilador, el ruido se reduce en más del 90% y no hay contaminación por polvo, lo que prolonga la vida útil del equipo.
Desafíos: La inmersión requiere servidores personalizados, el costo del refrigerante representa hasta el 60% (como el líquido fluorado), la inversión inicial es alta y es necesario mejorar la compatibilidad ecológica.
2- Diferenciación de escenarios de aplicación: predomina el enfriamiento líquido de placa fría a mediano y corto plazo, se libera el potencial de enfriamiento líquido de inmersión a largo plazo
a. Refrigeración líquida de placa fría: una opción rentable para la renovación de IDC existentes y la construcción de nuevos IDC
Renovación de antiguos centros de datos: la refrigeración líquida de placa fría se puede adaptar rápidamente a la arquitectura refrigerada por aire existente, con un ciclo de renovación corto y costes controlables. Por ejemplo, la solución modular en la que colaboraron Intel y Bich reduce la dificultad de implementación mediante un diseño de placa fría estandarizado.
Escenarios informáticos de densidad media y alta: el enfriamiento líquido de placa fría ya admite entre 130 y 250 kW de potencia por gabinete (como las GPU de la serie B de NVIDIA), lo que satisface la mayoría de las necesidades de entrenamiento de IA.
b. Refrigeración líquida por inmersión: la solución definitiva para supercomputación y centros de datos ecológicos
Potencia informática de ultraalta densidad: la potencia del gabinete de los chips de próxima generación (como la serie Rubin de NVIDIA) superará los 1000 kW, y la refrigeración líquida por inmersión se convertirá en la única solución viable.
Necesidades de ahorro de energía ecológica: el PUE del enfriamiento líquido por inmersión es cercano a 1,05 y la eficiencia de recuperación de calor residual alcanza el 90 % (como la solución de Lenovo), lo que está en línea con la política objetivo de "carbono dual".
c. Situación actual del mercado
La refrigeración líquida de placa fría domina el mercado actual: en 2025, la refrigeración líquida de placa fría representará entre el 80 % y el 90 % del mercado de refrigeración líquida, y la refrigeración líquida por inmersión representará menos del 10 %. Además, se han formado interfaces estandarizadas (como el diseño de placa fría OCP de Intel) y las soluciones de fabricantes como Inspur y Sugon son altamente compatibles. El proyecto "East Data West Computing" de China requiere que el PUE de los centros de datos de nueva construcción sea ≤1,25, y el enfriamiento líquido de placa fría se convierte en la primera opción para la transición.
La refrigeración líquida por inmersión está lista para funcionar: la solución de inmersión de cambio de fase Sugon C8000 logra PUE 1.04 y el centro de datos "Kirin" de Alibaba Cloud verifica la viabilidad de la refrigeración líquida por inmersión monofásica. Los chips de alta potencia, como la GPU NVIDIA B200 (1000 W+), han obligado al uso de refrigeración líquida por inmersión, lo que ha aumentado la densidad de potencia de procesamiento entre un 30 % y un 50 %. La UE planea prohibir los líquidos fluorados en 2028, y se ha acelerado la investigación y el desarrollo de refrigerantes domésticos a base de hidrocarburos y aceite de silicona (como la serie “Kunlun” de Sinopec).
3-Opinión autorizada PK
Facción de refrigeración líquida de placa fría: El tipo de placa fría es el "rompehielos" para la popularización de la refrigeración líquida y seguirá representando el 80% del mercado incremental de refrigeración líquida en los próximos cinco años. El tipo de inmersión debe esperar a que el consumo de energía del chip supere el punto crítico.
Escuela de refrigeración líquida por inmersión: La inmersión por cambio de fase es la forma definitiva de refrigeración líquida, y el tipo de placa fría es solo una solución transitoria. Cuando el consumo de energía de un solo chip supere los 800 W, la inmersión se convertirá en la única opción.
Neutrales: La diferenciación de rutas técnicas refleja la estratificación de la demanda de potencia informática. La placa fría sirve a la “computación oriental” y la inmersión apoya a la “computación occidental”. El desarrollo paralelo de doble vía será el tema principal durante la próxima década.
4-Oportunidades y estrategias de la industria
Juego de costes y ecológico: la refrigeración líquida de placa fría tendrá la ventaja a corto plazo, mientras que la refrigeración líquida de inmersión necesita reducir costes para salir del punto muerto.
Refrigeración líquida de placa fría: optimizar los materiales (compuesto de cobre y aluminio), mejorar la precisión del procesamiento (proceso a prueba de fugas) y promover el diseño modular y estandarizado.
Refrigeración líquida por inmersión: desarrollar líquidos de refrigeración rentables (como líquido de inmersión monofásico), gabinetes compatibles y cooperar con fabricantes de chips para personalizar soluciones de refrigeración.
Reservas de tecnología: Explore placas frías de flujo bifásico y sistemas de monitoreo inteligente (como regulación de flujo dinámico con IA) para hacer frente a futuras demandas de alta potencia.
5- Conclusión
A corto plazo (2025-2027): el enfriamiento líquido de placa fría domina los escenarios generales y la tasa de penetración del enfriamiento líquido de inmersión aumenta al 15%-20%; A largo plazo (2030+): el enfriamiento líquido por inmersión con cambio de fase se vuelve común en el campo de alto poder computacional, y el enfriamiento líquido de placa fría se retira al mercado de densidad media y baja.
Los factores decisivos: el coste del refrigerante, la velocidad de aumento del consumo de energía del chip y las políticas internacionales de protección medioambiental.
Actualizaremos periódicamente la información y las tecnologías relacionadas con el diseño térmico y la reducción de peso. Gracias por su interés en Walmate.
Con el rápido desarrollo de los vehículos de nuevas energías y las industrias de almacenamiento de energía, la ligereza, la alta seguridad y la gestión térmica eficiente se han convertido en demandas fundamentales. Nuestra empresa está profundamente involucrada en el procesamiento de materiales de aleaciones de aluminio. Basándonos en una selección avanzada de materiales, procesos de conformado y tecnología de soldadura, nos centramos en la investigación, el desarrollo y la fabricación de bandejas para baterías, placas de refrigeración líquida, cajas de almacenamiento de energía y radiadores. La aleación de aluminio se ha convertido en la opción ideal para la ligereza y la gestión térmica de los equipos de nuevas energías gracias a su baja densidad (aprox. 2,7 g/cm³), alta resistencia, resistencia a la corrosión y excelente conductividad térmica (aprox. 150-220 W/m·K).
1- Selección de materiales de aleación de aluminio y consideraciones clave
Los diferentes productos presentan requisitos de rendimiento significativamente diferentes para las aleaciones de aluminio, y es necesario combinar resistencia, resistencia a la corrosión, soldabilidad y adaptabilidad al proceso para una selección integral de los materiales:
a. Bandeja para bateria
Grados comunes: 6061-T6, 6005A-T6, 6063-T6.
Criterios de selección:
·Debe cumplir con una resistencia a la tracción ≥ 240 MPa (como 6061-T6) para superar las pruebas de extrusión, caída e impacto de bola de la norma nacional;
·Altos requisitos de soldabilidad; se deben evitar las grietas térmicas (se prefiere la serie 6xxx reforzada con Mg/Si);
·La resistencia a la corrosión se mejora mediante anodizado o revestimiento de aluminio.
Figura 1 - Bandeja para bateria de aleación de aluminio
b. Caja de almacenamiento de energía
Marcas comunes: 5083, 6061-T6 (resistencia a la corrosión y a la vibración).
Fundamentos de selección:
·Resistencia a vibraciones e impactos; el límite elástico debe ser ≥200 MPa.
·Requisitos de tratamiento superficial rigurosos para evitar la corrosión electroquímica.
c. Placa de refrigeración líquida
Marcas comunes: 3003, 6061/6063, 6082.
Fundamentos de selección:
·Alta conductividad térmica y resistencia a la corrosión.
·El canal de refrigeración líquida requiere un moldeo complejo, y se prefiere la serie 6xxx con un excelente rendimiento de extrusión.
2- Diferencias en el rendimiento del proceso y dificultades de procesamiento
El procesamiento de aleaciones de aluminio debe adaptarse a sus propiedades físicas, especialmente en corte, CNC, soldadura y tratamiento de superficies:
a. Corte y procesamiento CNC
Dificultades:
· El procesamiento de orificios de alta precisión es propenso a rebabas o deformaciones (como protuberancias en el borde de los orificios escalonados) debido a la ductilidad del material.
· Las estructuras de paredes delgadas (como los canales de flujo de las placas de refrigeración líquida) requieren controlar las fuerzas de corte para evitar deformaciones.
Solución:
· Utilizar herramientas con recubrimiento de diamante para mejorar el filo y reducir la deformación por extrusión.
· Optimizar los parámetros de procesamiento (como alta velocidad y bajo avance) y cooperar con equipos CNC generales para lograr un procesamiento estable.
b. Proceso de soldadura
Principales desafíos:
· La película de óxido (punto de fusión de Al₂O₃ de 2050 °C) dificulta la fusión y facilita la formación de poros e inclusiones de escoria. Algunas aleaciones presentan una alta tendencia a la formación de grietas en caliente, por lo que es necesario controlar la energía de la línea y la composición del alambre de soldadura.
Procesos recomendados:
·Soldadura TIG (alimentación de CA): adecuada para placas delgadas, y la película de óxido se elimina mediante limpieza catódica;
·Soldadura MIG (alta corriente + gas mixto de helio): alta eficiencia de soldadura para placas gruesas y entrada de calor controlable.
Figura 2- Soldadura de la Bandeja para bateria
c. Tratamiento de la superficie
·Recubrimiento aislante resistente a la presión: Se aplica a la bandeja para bateria y al interior de Para la caja de la batería de almacenamiento de energía. Debe superar la prueba de presión (≥3000 V CC/1 min). El espesor del recubrimiento es de 20-50 μm para garantizar la seguridad del aislamiento en entornos de alta tensión.
·Recubrimiento aislante y deshumidificador: Para la caja de la batería de almacenamiento de energía, se utilizan materiales hidrófobos (como resina de fluorocarbono) para reducir el riesgo de condensación interna, y el valor de dina es ≥34 para garantizar la adhesión.
·Recubrimiento anticolisión: Se utiliza elastómero de poliuretano (dureza ≥80 Shore A) para la pared exterior de la bandeja de la batería, lo que mejora la resistencia al impacto en más de un 30 %.
·Anodizado: Tratamiento anticorrosivo convencional, con un error de espesor de película ≤3 μm, adecuado para estructuras complejas.
3- Inspección de verificación y adaptabilidad del equipo
Para cumplir con las normas de la industria de las nuevas energías (como GB/T31467.3 y UL2580), se requiere una verificación multidimensional y la adaptación del proceso:
a. Inspección de verificación
· Resistencia estructural: Verificar el rendimiento de la bandeja frente a cargas, extrusión e impacto de bola mediante simulación de elementos finitos (tensión máxima ≤ límite elástico del material);
· Prueba de sellado: El sistema de refrigeración líquida utiliza detección de fugas de helio (tasa de fuga ≤1×10⁻⁶ mbar·L/s) y una prueba de presión cíclica (0,5-1,5 MPa/5000 veces);
· Verificación del rendimiento del recubrimiento:
Prueba de tensión soportada del recubrimiento aislante (5000 V CC/60 s sin rotura);
El recubrimiento anticolisión supera la prueba de impacto de bola de acero de 1 kg a 1 m de altura y la prueba de niebla salina (1000 h sin desprendimiento).
b. Optimización de la adaptabilidad de equipos
· Transformación general de equipos CNC: Gracias al diseño de utillajes de alta precisión y a un algoritmo de compensación dinámica, la deformación de procesamiento de piezas de paredes delgadas puede ser ≤0,1 mm;
· Biblioteca de parámetros de soldadura: Establezca parámetros de soldadura estándar (como la corriente y la velocidad de alimentación del hilo) para diferentes grados de aleación de aluminio, reduciendo así el ciclo de depuración;
· Pulverización automatizada de recubrimiento: Mediante la pulverización robótica multieje, combinada con la tecnología de curado por infrarrojos, el error de uniformidad del recubrimiento es ≤5 %.
Conclusión
La amplia aplicación de aleaciones de aluminio en equipos de nuevas energías no solo es un logro de la ciencia de los materiales, sino también una manifestación de la innovación en procesos. Nuestra empresa continuará explorando nuevas aleaciones de aluminio de alta resistencia, resistentes a la corrosión y fáciles de procesar, y promoverá la mejora del rendimiento de productos como bandeja para bateria y placas de refrigeración líquida mediante la innovación de procesos, contribuyendo así a la industria hacia un futuro eficiente y ligero.
Actualizaremos periódicamente la información y las tecnologías relacionadas con el diseño térmico y la reducción de peso. Gracias por su interés en Walmate.
A medida que la densidad de potencia de los dispositivos electrónicos sigue aumentando, el diseño de la disipación de calor se ha convertido en un factor clave que afecta la fiabilidad y la vida útil del sistema. Como fabricante profesional con 19 años de experiencia en gestión térmica, combinamos casos típicos de ingeniería con experiencia en simulación de campo multifísica para analizar en profundidad los cinco principales malentendidos técnicos que los ingenieros suelen pasar por alto en escenarios de alta potencia y ofrecer soluciones que se ajustan a las prácticas de la industria.
Malentendido 1: Abuso de materiales de alta conductividad térmica, desviación en el cálculo de la resistencia térmica de la interfaz
Problema típico: Excesiva búsqueda de valores teóricos de materiales conductores térmicos, ignorando la realidad ingenieril de la resistencia térmica de contacto de la interfaz.
Análisis de caso: Un módulo de disipación de calor de radar láser automotriz utiliza un sustrato de cobre puro (conductividad térmica de 401 W/m·K), pero el espesor del recubrimiento del material de interfaz térmica (TIM) no se controla con precisión (diseño: 0,1 mm, fluctuación real: ±0,05 mm), y la resistencia térmica de contacto medida alcanza los 0,6 °C·cm²/W, lo que provoca que la temperatura de unión del FPGA supere el estándar en un 22 %. Tras el cambio a almohadillas térmicas preformadas (tolerancia ±0,02 mm, resistencia térmica <0,03 °C·cm²/W) y la combinación con el proceso de sinterización al vacío, la temperatura de la unión se reduce en 17 °C y el tiempo medio entre fallos (MTBF) aumenta a 100 000 horas.
Plan de optimización:
Selección de materiales: De acuerdo con la norma ASTM D5470, se mide la resistencia térmica del TIM, y se prefieren materiales de cambio de fase o elastómeros con relleno metálico.
Control del proceso: Utilizar equipos de dosificación automáticos (precisión ±3 %) para garantizar una tolerancia de espesor <10 % y evitar huecos de aire.
Malentendido 2: Desajuste en la organización del flujo de aire en el sistema de refrigeración, puntos calientes locales fuera de control
Problema típico: Apilar ciegamente el número de ventiladores, ignorando la adaptación de impedancia del canal de flujo y el efecto de separación de la capa límite.
Ejemplo de ingeniería: Un clúster de GPU de un centro de datos utiliza 4 ventiladores de 12038 (volumen de aire de 200 CFM), pero debido a un diseño incorrecto del ángulo de la guía de aire (curvatura de 90°), el volumen de aire efectivo real es solo el 65% del valor nominal y la diferencia de temperatura local alcanza los 40 °C. Tras la optimización con simulación CFD, la guía de aire se cambia a un canal de flujo de expansión gradual (ángulo de difusión <7°) y se adopta una disposición de aletas escalonadas (el gradiente de espaciado aumenta de 2 mm a 3,5 mm). La resistencia general al viento se reduce en un 30% y la diferencia de temperatura en los puntos calientes se controla dentro de los 8 °C. Estrategia principal:
Diseño del campo de flujo: Se realizan pruebas en túnel de viento según la norma ISO 5801 para optimizar la relación entre las áreas de entrada y salida (recomendado 1:1,2).
Control dinámico: Con base en la curva Q-H del ventilador PWM, el punto de impedancia del sistema se ajusta al rango de mayor eficiencia (normalmente entre el 60 % y el 80 % del volumen máximo de aire).
Malentendido 3: Un fallo en el diseño de protección ambiental acelera el envejecimiento del material.
Problema típico: Se centra únicamente en el rendimiento inicial de disipación de calor, ignorando los efectos del estrés ambiental a largo plazo, como la humedad, el calor, el polvo y la niebla salina.
Análisis de caso: Un convertidor de energía eólica marina utiliza un disipador de calor de aleación de aluminio 6061 (superficie anodizada). Tras funcionar en un entorno de niebla salina durante 6 meses, la capa de óxido se desprendió, lo que provocó un aumento del 50 % en la resistencia térmica de contacto y un aumento repentino de la tasa de fallos de los IGBT. Al cambiar a una aleación de aluminio 5052 (resistencia a la niebla salina >1000 h) y aplicar pintura de poliuretano de triple resistencia (espesor 50 μm, conforme a la norma IEC 60068-2-11), la tasa de fallos en campo a los 3 años se redujo en un 75 %. Puntos de diseño:
Tecnología de recubrimiento: Recubrimiento cerámico de Al₂O₃ por pulverización de plasma (conductividad térmica de 30 W/m·K, resistencia a temperaturas >800 °C) utilizado en entornos de alta temperatura.
Estructura de sellado: Nivel de protección IP69K (sello de silicona de doble paso + válvula de alivio de presión) para garantizar la ausencia total de polvo y vapor de agua.
Malentendido 4: Falta de modelado de la carga térmica transitoria y selección incorrecta de materiales de cambio de fase
Problema típico: La solución de disipación de calor diseñada mediante simulación de estado estacionario no puede gestionar pulsos de potencia de milisegundos.
Datos medidos: Un amplificador de potencia de estado sólido se somete a una carga de pulsos de 2 ms a 2000 W en una estación base 5G. El aumento de temperatura transitorio de la solución de sustrato de aluminio tradicional alcanza los 55 °C, mientras que el material de cambio de fase de microcápsula (compuesto de parafina/grafeno, calor latente de cambio de fase de 220 J/g), combinado con simulación térmica transitoria (longitud de paso transitorio ANSYS Icepak de 1 ms), se utiliza para controlar el aumento de temperatura hasta los 18 °C, cumpliendo así los requisitos de la prueba de impacto MIL-STD-810G.
Tecnología de gestión dinámica:
Empaquetado de cambio de fase: Se utiliza una estructura de panal para encapsular el material de cambio de fase (porosidad >70 %) para evitar fugas de líquido y mejorar la eficiencia de difusión del calor. Calibración del modelo: Las condiciones de contorno de la simulación se corrigen en función de la imagen térmica infrarroja (frecuencia de muestreo de 100 Hz) y el error es <±1,5 °C.
Malentendido 5: La evaluación del TCO es unilateral e ignora los costos ocultos de operación y mantenimiento.
Problema típico: Solo se compara el costo inicial del hardware, sin cuantificar las pérdidas por consumo de energía, mantenimiento y tiempo de inactividad.
Comparación de costos: Una fábrica de semiconductores utilizaba originalmente gabinetes refrigerados por aire (costo inicial de 500.000 yuanes), con una factura anual de electricidad de 1,2 millones de yuanes (PUE = 1,8). Tras la actualización a refrigeración líquida por inmersión bifásica (costo inicial de 1,8 millones de yuanes), la factura anual de electricidad se redujo a 450.000 yuanes (PUE = 1,05). Gracias a la reducción de la carga de aire acondicionado de la sala limpia, el ahorro anual total alcanzó los 900.000 yuanes, y la inversión adicional se puede recuperar en 2,1 años (TIR > 25%). Modelo de decisión:
Modelado refinado: Introducción de la simulación de Monte Carlo para cuantificar el impacto de la tasa de fallos de los equipos (distribución de Weibull) en el TCO.
Superposición de políticas: Combinada con mecanismos de impuestos al carbono (como el CBAM de la UE), las emisiones de carbono de los sistemas de refrigeración líquida a lo largo de su ciclo de vida se reducen en un 60 % y se obtiene un subsidio adicional del 15 %.
Conclusión: Actualización del paradigma de diseño térmico, de basado en la experiencia a basado en datos.
Proceso estandarizado: Introducir el estándar de pruebas térmicas JESD51-14 en la etapa de diseño conceptual para evitar repeticiones posteriores (el ciclo de proyecto de un módulo óptico determinado se acorta en un 30%).
Colaboración multidisciplinaria: Mediante el acoplamiento de COMSOL Multiphysics de la pérdida electromagnética (extracción HFSS) y el campo de deformación térmica, la eficiencia de disipación de calor de un componente TR de radar se mejora en un 40%.
Operación y mantenimiento inteligentes: Implementar sensores de temperatura de rejilla de fibra (precisión de ±0,1 °C) y plataformas de gemelos digitales para lograr la predicción de fallos (el tiempo de inactividad inesperado de un centro de supercomputación se reduce en un 90%).
Mediante un riguroso pensamiento de ingeniería y la verificación completa de datos, los ingenieros de diseño térmico pueden evitar con precisión los "asesinos invisibles" y sentar las bases para sistemas de alta fiabilidad. Como profesionales de la industria, nos comprometemos a proporcionar soluciones integrales, desde los materiales hasta los sistemas, y a abordar conjuntamente los desafíos de la gestión térmica con los clientes.
Actualizaremos periódicamente la información y las tecnologías relacionadas con el diseño térmico y la reducción de peso. Gracias por su interés en Walmate.
1- Requisitos especiales de tolerancia para piezas clave
En la fabricación de bandejas de baterías para vehículos eléctricos y carcasas de baterías de almacenamiento de energía con refrigeración líquida, el control de la tolerancia de las superficies de conexión clave y las interfaces afecta directamente el sellado, la eficiencia de disipación de calor y la precisión del ensamblaje.
a. Superficie de instalación de la placa de refrigeración líquida
La placa de refrigeración líquida es el componente principal del sistema de gestión térmica de la batería. La planitud de su superficie de instalación afecta directamente el sellado del canal de flujo del refrigerante. Si la planitud está fuera de la tolerancia, provocará una compresión desigual de la junta de silicona, lo que provocará fugas locales o un aumento de la resistencia térmica.
b. Desalineación de la soldadura
La bandeja de la batería suele utilizar una estructura de soldadura de aleación de aluminio. La desalineación de la soldadura provocará concentración de tensiones y reducirá la resistencia a la fatiga. Especialmente en entornos con altos requisitos de hermeticidad para las carcasas de baterías (como IP67), la desalineación debe controlarse estrictamente.
c. Orificio de posicionamiento del módulo de batería
El orificio de posicionamiento se utiliza para fijar con precisión el módulo de batería. Una tolerancia excesiva provocará desalineación del módulo, lo que provocará fallos en la conexión eléctrica o riesgos de vibración mecánica.
d. Posición del orificio del perno de fijación
El orificio del perno se utiliza para conectar la carcasa del paquete de baterías al chasis. Una desviación de la posición provocará tensiones de montaje e incluso la rotura del perno.
e. Rectitud del borde de la carcasa del paquete de baterías
La rectitud del borde de la carcasa del paquete de baterías afecta al montaje de las cubiertas superior e inferior y al nivel de protección IP, especialmente en carcasas soldadas por láser, donde el borde debe usarse como referencia para el seguimiento del cabezal láser.
2- El impacto de la tolerancia dimensional en la eficiencia de fabricación
El impacto de la tolerancia dimensional en la eficiencia de fabricación se refleja principalmente en el equilibrio entre el flujo de procesamiento, el control de costes y la calidad del producto. Un diseño con tolerancias razonables no solo garantiza la función del producto, sino que también optimiza el ritmo de producción. El impacto de un control razonable de la tolerancia dimensional en la eficiencia de fabricación se refleja principalmente en los siguientes aspectos:
a. Equilibrio entre la precisión del procesamiento y el coste de producción
· Si bien una tolerancia dimensional estricta puede mejorar la precisión del sellado y el montaje, se requieren equipos de procesamiento de alta precisión y procesos complejos, lo que aumenta significativamente la inversión en equipos y el tiempo de procesamiento.
· La búsqueda excesiva de la precisión puede aumentar los costes de procesamiento. Es necesario establecer tolerancias estrictas en las piezas funcionales clave y flexibilizarlas adecuadamente en áreas no críticas para reducir costes.
b. Control de la tasa de retrabajo y de desperdicio
· Un diseño con tolerancias razonables puede reducir el retrabajo causado por desviaciones dimensionales.
· La deformación por soldadura es el principal problema en la fabricación de bandejas de batería. El uso del proceso de soldadura en frío CMT puede optimizar la entrada de calor, reducir la deformación después de la soldadura y acortar el ciclo de retrabajo.
c. Producción modular y estandarizada
· Gracias a la estandarización de componentes, los requisitos de tolerancia se concentran en piezas reemplazables locales, lo que reduce la dificultad general del procesamiento.
· El diseño de tolerancia estandarizada también permite la compatibilidad multimodelo y reduce la necesidad de procesamiento personalizado.
3- Estándares de la industria y aplicaciones prácticas del control de planitud
Para las bandejas de baterías de vehículos de nuevas energías, los estándares de la industria tienen requisitos estrictos:
a. Estándar de planitud: La planitud de la superficie de instalación de la placa de refrigeración líquida debe ser ≤ 0,2 mm, la planitud de la placa de soporte inferior debe ser ≤ 0,5 mm/m² y el error de planitud del marco después de la soldadura debe ser ≤ 0,8 mm².
b. Optimización del proceso de fabricación: El fresado de precisión CNC, la soldadura en frío CMT y el tratamiento de envejecimiento por vibración (VSR), combinados con la detección en línea mediante interferómetro láser, reducen el riesgo de deformación.
c. Selección del material: Se recomienda utilizar aleaciones de aluminio de alta resistencia, como el 6061, con un límite elástico ≥ 1180 MPa, considerando tanto la ligereza como la estabilidad estructural.
4- Estrategia de ajuste de tolerancias basada en materiales y procesos
a. La innovación en materiales impulsa la reducción de peso
El uso de aleaciones de aluminio ligeras de alta resistencia (como el 6061) y materiales compuestos (matriz de aluminio reforzada con carburo de silicio), combinados con anodizado y recubrimiento aislante, permite lograr una reducción de peso del 30 % y mejorar la resistencia a la corrosión, adaptándose a los requisitos de disipación de calor de los sistemas de refrigeración líquida.
b. La colaboración en procesos mejora la precisión de fabricación
El moldeo por extrusión de una pieza + la soldadura por fricción y agitación (FSW) reduce el número de soldaduras, mientras que la soldadura en frío CMT y la soldadura láser controlan la deformación térmica.
c. Circuito cerrado de detección por simulación para garantizar la fiabilidad
La simulación CAE optimiza la disposición de las nervaduras de refuerzo, el escaneo láser y la tecnología de detección de fugas de helio permiten la monitorización completa del proceso. El diseño modular es compatible con una tolerancia de ±5 mm, lo que reduce costes y aumenta la eficiencia.
Actualizaremos periódicamente la información y las tecnologías relacionadas con el diseño térmico y la reducción de peso. Gracias por su interés en Walmate.
1- Características del proceso de soldadura de aleación de aluminio de la bandeja de batería/caja de almacenamiento de energía
En la fabricación de cajas de almacenamiento de energía refrigeradas por líquido, bandejas de batería y otros productos, los canales de refrigeración líquida y las estructuras multicavidad son características típicas de diseño complejo (como se muestra en la Figura 1). Dichas estructuras suelen incluir las siguientes características:
Figura 1: Diseño típico de una bandeja de batería
Entrelazado espacial tridimensional: los canales de flujo se distribuyen en forma de serpentín, con numerosos puntos de giro espaciales.
Conexión multinivel: la cavidad principal y la subcavidad están conectadas mediante tabiques de paredes delgadas (de 2 a 3 mm de espesor).
Características de miniaturización: sección transversal reducida del canal de flujo (el espesor mínimo de pared del canal de flujo del perfil de aluminio es de 1,2 mm) y difícil acceso para la soldadura.
2- Análisis de la dificultad de combinar múltiples tecnologías de soldadura en la fabricación de bandejas de baterías
En la práctica de la fabricación de bandejas de baterías, es necesario combinar múltiples tecnologías de soldadura, como la aplicación coordinada de la soldadura por fricción y agitación (FSW), la soldadura de transición de metal frío (CMT), la soldadura por fusión tradicional (TIG/MIG) y otras tecnologías. Esta combinación busca considerar la ligereza, la resistencia, el sellado y la eficiencia de producción, pero también enfrenta las siguientes dificultades principales:
a. El problema de la aportación de calor coordinada de múltiples procesos
Las diferentes tecnologías de soldadura (como la FSW y la soldadura láser) presentan grandes diferencias en la aportación de calor, lo que puede causar fácilmente alteraciones en el rendimiento del material y deformación térmica, y debe solucionarse optimizando la secuencia de soldadura y el ajuste de parámetros.
b. Compatibilidad de equipos y cuello de botella en la eficiencia
La conmutación de equipos es compleja y los requisitos de precisión en la sincronización de parámetros son elevados. Se requiere un diseño modular de estaciones de trabajo y máquinas de soldadura inteligentes para mejorar la eficiencia colaborativa y reducir el tiempo de ciclo.
c. Desafíos de equilibrar la resistencia del sellado y el costo
El riesgo de fugas en la intersección de múltiples soldaduras es alto (representa el 70 % de los defectos), por lo que se requiere un diseño de sellado redundante y optimización topológica.
3- Práctica de ingeniería: Coordinación del proceso de soldadura múltiple de la bandeja de batería y la caja PACK de refrigeración líquida para almacenamiento de energía
a. Planificación de la posición de las marcas de soldadura
· Optimización de la posición de soldadura: En la etapa de diseño del producto, se debe considerar cuidadosamente la racionalidad de la posición de soldadura para evitar la aparición de marcas de soldadura en piezas clave o áreas que afecten las funciones del producto. Por ejemplo, ajuste la separación entre el marco frontal y la boquilla de agua para evitar la interferencia de las marcas de soldadura; optimice la posición de soldadura de la boquilla de agua para reducir el impacto en el rendimiento del producto.
· Adaptación a la estructura del producto: La posición de soldadura debe ser coherente con la estructura del producto para garantizar que la soldadura pueda soportar diversas cargas y tensiones durante su uso. Por ejemplo, en el proyecto de la placa de refrigeración líquida, la estabilidad estructural y la fiabilidad del producto se mejoran mediante la planificación racional de la posición de soldadura.
· Fácil de operar y detectar: La posición de soldadura debe ser conveniente para que los operadores realicen las operaciones de soldadura y las posteriores inspecciones de calidad. Por ejemplo, evite soldar en lugares de difícil acceso o con poca visibilidad para mejorar la eficiencia y la calidad de la soldadura.
b. Control de la cicatriz de soldadura
· Tamaño de la cicatriz de soldadura: El tamaño de la cicatriz de soldadura debe controlarse estrictamente. Generalmente, la altura de la cicatriz debe estar entre 4 y 6 mm, y no debe sobrepasar el plano para garantizar la apariencia y la precisión del ensamblaje del producto. Por ejemplo, en el proyecto de la placa de refrigeración líquida, el tamaño de la cicatriz de soldadura se controló correctamente mediante el ajuste de los parámetros y el proceso de soldadura, evitando así su impacto en el rendimiento y la calidad del producto.
· Forma de la cicatriz de soldadura: La forma de la cicatriz de soldadura debe ser lo más regular posible para evitar una fusión excesiva o incompleta. Optimizando los parámetros de soldadura y las técnicas de operación, se puede mejorar eficazmente la forma de la cicatriz de soldadura y la calidad de la soldadura.
· Tratamiento de rectificado: Para las marcas de soldadura cóncavas producidas en la posición de soldadura por fricción, se utiliza un tratamiento de rectificado para garantizar una superficie lisa que cumpla con los requisitos de apariencia y rendimiento del producto.
c. Optimización de la secuencia de soldadura
· Soldadura por partición: Para productos grandes, el método de soldadura por partición permite controlar eficazmente la deformación general. Al dividir el producto en varias áreas y soldarlas secuencialmente, se reduce la concentración de calor durante el proceso de soldadura y el riesgo de deformación térmica.
· Corrección paso a paso: Durante el proceso de soldadura, se utiliza el método de corrección paso a paso para ajustar la deformación de la soldadura a tiempo. Mediante la medición y corrección continuas de la deformación del producto durante el proceso de soldadura, se garantiza la precisión dimensional y la forma del producto final para cumplir con los requisitos de diseño.
· Optimización de la trayectoria de soldadura: Planifique racionalmente la trayectoria de soldadura para evitar la repetición de soldaduras en la misma área y reducir el aporte de calor. Por ejemplo, en el proyecto de la placa de refrigeración líquida, se redujo el aporte de calor durante el proceso de soldadura y se mejoró la calidad de la soldadura mediante la optimización de la trayectoria de soldadura.
d. Control colaborativo de la deformación
La placa de refrigeración líquida sufre deformación térmica durante el proceso de soldadura, lo que resulta en una disminución de la precisión dimensional del producto. Medidas de optimización:
· Utilizar soldadura de partición y métodos de corrección gradual para controlar la deformación general.
· Optimizar los parámetros de soldadura, reducir la corriente y el voltaje, y reducir la entrada de calor.
· Utilizar accesorios para fijar el producto y reducir el movimiento y la deformación durante la soldadura.
· Utilizar un método de soldadura simétrica para distribuir uniformemente el calor.
Actualizaremos periódicamente la información y las tecnologías relacionadas con el diseño térmico y la reducción de peso. Gracias por su interés en Walmate.
La tecnología CTC (Cell-to-Chassis) ha atraído mucha atención debido a su capacidad para mejorar significativamente la autonomía y la eficiencia del espacio de los vehículos eléctricos. Sin embargo, aún existe controversia sobre si realmente puede reemplazar a la tecnología tradicional de baterías. El principal obstáculo en la fabricación —el proceso de soldadura de la bandeja de la batería— se ha convertido en la clave para determinar el futuro de esta tecnología: el complejo diseño estructural, la compatibilidad con múltiples materiales y los estrictos requisitos de gestión térmica han puesto a prueba la tecnología de soldadura tradicional. Desde la perspectiva de ingenieros de primera línea, combinando las tendencias del sector y las prácticas de ingeniería, este artículo analiza el potencial y las limitaciones de la tecnología CTC y explora cómo la tecnología de soldadura se ha convertido en la piedra angular de esta revolución tecnológica.
1- El "Ideal y la Realidad" de la Tecnología CTC
En teoría, la tecnología CTC puede reducir las piezas estructurales redundantes y mejorar la densidad energética al integrar la celda de la batería directamente en el chasis, pero la viabilidad de su aplicación a gran escala se enfrenta a desafíos realistas:
Radicalismo y cautela de las compañías automotrices: Tesla, BYD y otras empresas líderes han lanzado soluciones CTC, pero más fabricantes siguen esperando. Los datos de la industria muestran que, a febrero de 2025, los modelos CTC producidos en masa representan entre el 15 % y el 20 % de la producción mundial, y la tecnología tradicional CTP (Cell-to-Pack) sigue siendo la predominante.
El "costo" de una mayor duración de la batería: Si bien la CTC puede aumentar la densidad energética entre un 15 % y un 20 %, la complejidad de la estructura del chasis conlleva un aumento en los costos de fabricación del 30 % al 50 % (calculado por una consultora), y el equilibrio entre costo y beneficio aún no está claro.
Controversia económica sobre el mantenimiento: El diseño integrado ha disparado el costo del mantenimiento de la batería. Los datos de las compañías de seguros muestran que la tasa de reemplazo de baterías tras accidentes en los modelos CTC alcanza el 70%, muy superior al 25% de los modelos tradicionales.
Estas contradicciones hacen que el futuro de la tecnología CTC sea muy variable. Que el mercado supere el 20% depende de tres variables principales: el progreso de la producción en masa del Tesla Cybertruck; si la guerra de precios entre los fabricantes chinos obliga a CTC a reducir costes; y el grado de incumplimiento de las normativas europeas sobre la reparabilidad de las baterías. El nivel de tecnología de soldadura en la fabricación será clave para determinar si se puede superar la brecha entre el laboratorio y la producción en masa.
2-Tres barreras de vida o muerte en el proceso de soldadura
Para los fabricantes de bandejas de batería, la implementación de la tecnología CTC debe superar tres problemas fundamentales:
a. La competencia entre la precisión micrométrica y la eficiencia
Los procesos de soldadura tradicionales pueden tolerar errores de 0,5 mm, pero las bandejas CTC necesitan transportar más baterías, lo que aumenta el número de costuras en más del triple, y la mayoría de ellas se distribuyen en piezas curvas e irregulares. Las pruebas realizadas por un fabricante muestran que cuando el error de posicionamiento de la soldadura supera los 0,15 mm, el rendimiento del ensamblaje de celdas de batería disminuye drásticamente del 99 % al 82 %. Lo más complejo es que la mejora en la precisión suele ir acompañada de una disminución en la eficiencia: si bien la precisión de la soldadura láser es alta, el costo del equipo es más de 5 veces mayor que el de la soldadura tradicional.
b. La combinación de materiales
Para equilibrar la ligereza y la resistencia, las bandejas CTC suelen utilizar una estructura mixta de aleación de aluminio, fibra de carbono y acero especial. La diferencia en los coeficientes de expansión térmica de diferentes materiales puede ser de hasta 20 veces (como 23 μm/m·K en el aluminio frente a 0,8 μm/m·K en la fibra de carbono), lo que facilita la generación de tensión interna durante la soldadura y la aparición de grietas. Cuando una empresa intentó unir aluminio y fibra de carbono, la tasa de grietas de la soldadura alcanzó el 18 %, superando con creces el umbral aceptable del 3 % en la industria.
c. "Eliminador invisible" de la zona afectada por el calor
Las altas temperaturas de soldadura pueden dañar los materiales aislantes o los circuitos de los sensores que rodean la celda de la batería. Una empresa automovilística aumentó en una ocasión la tasa de autodescarga del módulo de la batería en un 50 % debido a un control inadecuado del calor de la soldadura. Los ingenieros deben controlar la fluctuación de la temperatura de soldadura en ±15 ℃ en 0,1 segundos; esto equivale a instalar un "freno de temperatura de alta precisión" en la pistola de soldadura.
3- La solución: No existe una solución milagrosa, solo innovación en sistemas
Ante estos desafíos, la industria está explorando tres caminos innovadores:
a. "Terapia cóctel" de combinación de procesos
Soldadura híbrida por arco láser: Al combinar la precisión de la soldadura láser con las ventajas de la penetración de la soldadura por arco, la velocidad de soldadura de las aleaciones de aluminio se incrementa en un 40 %;
Tecnología de transición de metal frío (CMT): Mediante un control preciso de la entrada de calor, la zona afectada por el calor se reduce en un 60 %;
Sistema de compensación inteligente robótico: Ajusta automáticamente la trayectoria de la pistola de soldadura basándose en datos de escaneo de soldadura en tiempo real y aumenta la tasa de calificación de la soldadura de superficies curvas complejas del 75 % al 95 %.
b. "Precompromiso" en el aspecto del material
Algunas empresas han comenzado a desarrollar conjuntamente materiales compuestos "fáciles de soldar" con proveedores de materiales. Por ejemplo, la sensibilidad a las grietas por soldadura de una aleación de aluminio modificada nacional (material de aleación de aluminio ajustado por medios físicos, químicos o de proceso) se ha reducido del nivel 7 al nivel 3 (según las normas ISO). Aunque sacrifica el 5% del efecto de ligereza, aumenta el rendimiento de la soldadura al 98%.
c. "Gemelo digital" en la dimensión de detección
Mediante la recopilación de todos los datos del proceso de soldadura (corriente, temperatura, velocidad, etc.), combinados con modelos de IA para predecir la probabilidad de defectos. Tras la implementación de esta tecnología en una fábrica, la tasa de detección en línea de defectos de soldadura aumentó del 80% al 97% y el coste de los desechos se redujo en un 45%.
4- Nueva propuesta de los ingenieros: Encontrar certeza en la incertidumbre
a. La controversia sobre la tecnología CTC es esencialmente un juego entre la "optimización del sistema" y los "límites locales":
Si la velocidad de avance del proceso de soldadura es inferior a las expectativas de reducción de costes de las empresas automotrices, la CTC podría convertirse en una tecnología de nicho;
Si los materiales, los procesos y las tecnologías de prueba logran avances de forma coordinada, se espera que marquen el comienzo de una nueva era en el diseño estructural de vehículos eléctricos.
b. Para los ingenieros, es necesario reconstruir las capacidades desde dos dimensiones:
Integración de conocimientos interdisciplinarios: comprender el umbral sensible de las propiedades electroquímicas al aporte de calor de soldadura;
Capacidad de respuesta ágil: Un estudio de caso de un proveedor europeo muestra que el equipo que puede completar la optimización de los parámetros de soldadura de nuevos materiales de aleación en una semana triplica la probabilidad de obtener pedidos.
La tecnología CTC se encuentra en la encrucijada de la "innovación disruptiva" y la "trampa de la producción en masa". Puede que no reemplace por completo la tecnología existente, pero está impulsando la evolución del proceso de soldadura hacia una mayor precisión, una mayor compatibilidad y un control más inteligente. En esta maratón tecnológica, el verdadero ganador quizá no sea la empresa automovilística pionera, sino el equipo de ingeniería que convierte las «soldaduras imposibles» en «interfaces estandarizadas» en la fabricación.
Actualizaremos periódicamente la información y las tecnologías relacionadas con el diseño térmico y la reducción de peso. Gracias por su interés en Walmate.
Escaneo para rastrear
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试