Мы изучаем Ваши бизнес-цели
и прикладываем все усилия,
чтобы помочь Вам увеличить выгоду от проекта
и прикладываем все усилия,
чтобы помочь Вам увеличить выгоду от проекта


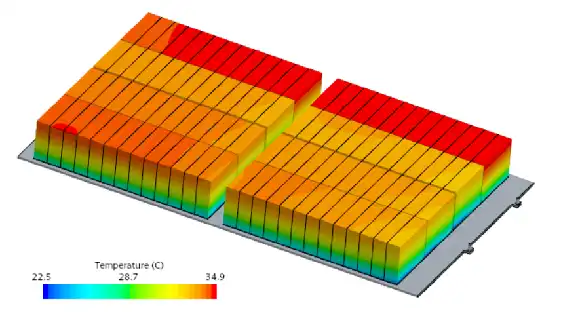
На пути к экзафлопсным (Exascale) вычислениям ИИ сверхузел Huawei CloudMatrix 384 и кластер NVIDIA GB200 NVL72 стали двумя всемирно признанными технологическими вершинами. Они представляют не только разные возможности аппаратной интеграции, но и более глубоко раскрывают две фундаментальные философии построения суперкомпьютерных систем.
Один из них сравнивают с «постоянной высокой температурой», сталкиваясь с предельными проблемами отвода тепла от 384 чипов, работающих в устойчивом режиме в плотном, «недышащем» пространстве. Другой описывают как «интермиттирующую эпилепсию», которую нужно обуздать, — он имеет дело с интенсивными импульсными тепловыми потоками, возникающими при синхронной работе 72 топовых GPU. Эти две разные «причины болезни» в конечном итоге указывают на совершенно разные «рецепты» — решения для охлаждения — и ясно демонстрируют нам два подхода: противостояние детерминированного системного инжиниринга и agile-инноваций в экосистеме. Для каждой компании в цепочке поставок понимание этого противостояния является ключом к определению своей будущей роли.
1- Источник ключевых различий — «Диагноз определяет лечение»
Стартовые точки проектирования Huawei и NVIDIA изначально разошлись, что напрямую сформировало их разные тепловые характеристики:

Таблица 1: Сравнение тепловых характеристик двух технологических подходов
Различие между «постоянной высокой температурой» и «интермиттирующей эпилепсией» не случайно. Оно отражает выбор Huawei как претендента на лидерство, сфокусированного на прорыве в общей производительности системы, стремящегося любой ценой достичь предельной плотности вычислений в одном шкафу. В то время как задача NVIDIA как лидера — обеспечивать абсолютное превосходство производительности отдельного чипа, одновременно создавая экосистему, способную к эффективному взаимодействию и легкому масштабированию.
1- Материализация инженерной философии — два пути жидкостного охлаждения
Две различные философии проектирования наиболее ярко воплощаются в ключевых решениях по жидкостному охлаждению, формируя полный технологический стек от чипа до машинного зала.
a. Huawei: Практика жидкостного охлаждения в рамках детерминированного системного инжиниринга
Это философия проектирования «сверху вниз», рожденная для достижения детерминированных системных целей. Её суть заключается в глобальной, интегрированной и высоконадежной инженерной реализации системы охлаждения как ключевой части инфраструктуры, а не просто как комплектующего компонента.
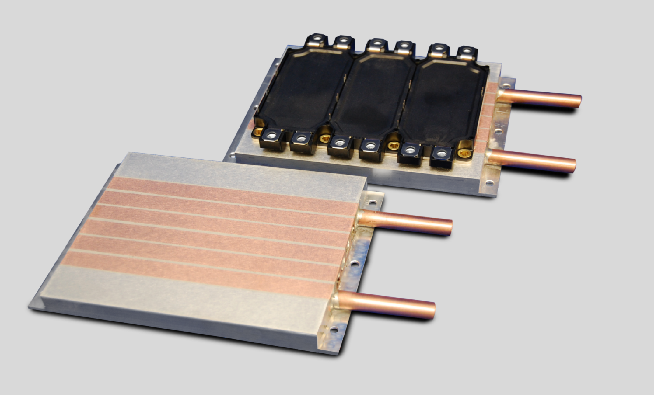
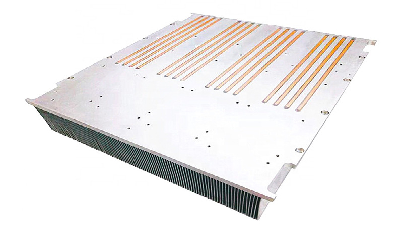
Рис. 1: Сверхузел Huawei Ascend 384
· Точность на уровне чипа и надежные соединения: Для обеспечения эффективной передачи тепла от чипа к холодной пластине Huawei фокусируется на инженерной оптимизации интерфейсных материалов. Хотя открытые источники указывают на наличие у компании передовых патентов в этой области (например, наполнитель из карбида кремния с высокой сферичностью), конкретные решения, применяемые в сверхузле, не раскрываются. Можно утверждать, что их подход неизменно направлен на достижение крайне низкого контактного термического сопротивления и долгосрочной надежности для противодействия вызову «постоянной высокой температуры».
· Системная избыточность и интеллектуальное управление: Используются решения с резервированием, такие как кольцевая подача жидкости, а также собственный контроллер термоменеджмента (TMU), выступающий в роли «мозгового центра» системы. Этот контроллер обеспечивает переключение между контурами за 0 секунд и использует ИИ для прогнозирования отказов, гарантируя детерминированность и надежность цепочки охлаждения программно-определяемым способом, что является типичным проявлением их системного инженерного мышления.
· Интеграция с инфраструктурой («объединение холода и электричества»): На уровне шкафа блок распределения жидкости (CDU) физически интегрируется с блоком высоковольтного распределения электроэнергии (PDU) и управляется как единое целое. Такой дизайн «холод-электричество в одном» представляет собой конечный инженерный ответ на сверхвысокую плотность мощности в одном шкафу, упрощение развертывания и повышение энергоэффективности (снижение PUE) — материальное воплощение их детерминированного подхода от концепции до физической формы.
b. NVIDIA: Каркас жидкостного охлаждения для agile-инноваций в экосистеме
Это философия проектирования, ориентированная на GPU, которая расширяет возможности глобальной экосистемы через определение открытых стандартов. Её суть — предоставление проверенного «шаблона», снижающего порог входа для всей отрасли и обеспечивающего эффективное, гибкое и масштабируемое развертывание.
· Стандартизация на уровне чипа и референс-дизайн (VRD): NVIDIA предоставляет детальные референс-дизайны для систем охлаждения своих GPU (например, серии Blackwell), четко определяя такие интерфейсы, как физические размеры холодной пластины, рассеиваемая мощность (TDP), расход и перепад давления. Это эквивалентно предоставлению всем производителям систем охлаждения «стандартного ответа», инкапсулируя сложность в стандартные компоненты и гарантируя совместимость и базовый уровень качества ключевых элементов.
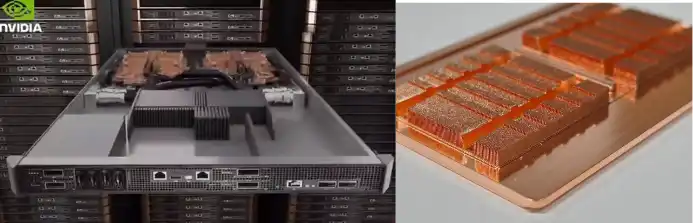
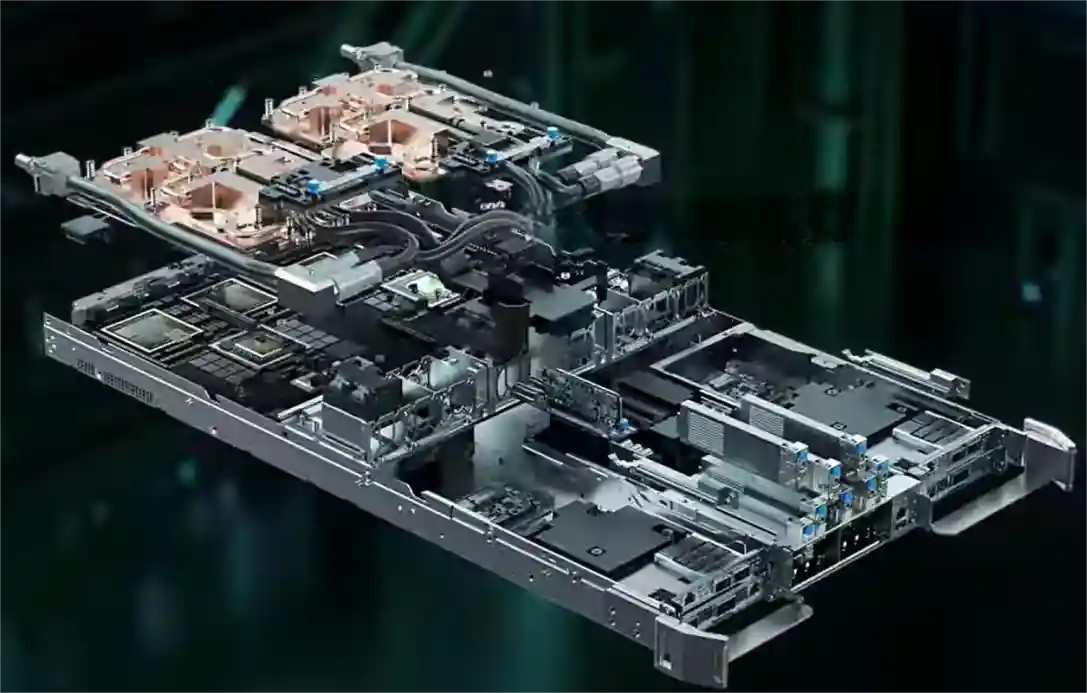
Рис. 2: Серверный модуль NVIDIA и микроканальная холодная пластина
· Коллаборация на уровне экосистемы и сертификация решений: Глубокое сотрудничество с ведущими производителями систем теплового менеджмента и инфраструктуры, такими как Vertiv и Boyd, для совместной разработки и сертификации решений жидкостного охлаждения уровня шкафа. Например, решение Vertiv Tier 2 Ready Cabinet представляет собой предварительно проверенный продукт, созданный на основе шаблонов NVIDIA, позволяющий операторам ЦОДов быстро получать готовые к работе кластеры с жидкостным охлаждением, как при закупке стандартного оборудования.
· Расширение возможностей с помощью цифровых двойников и ускорение развертывания: Платформа NVIDIA Omniverse предоставляет инструменты для создания цифровых двойников и моделирования систем жидкостного охлаждения ЦОД. Клиенты могут проектировать, проверять и оптимизировать решения по охлаждению в виртуальной среде, что значительно снижает затраты и риски физического прототипирования, обеспечивая agile-переход от проектирования к развертыванию.
Для более четкого понимания этих двух путей мы сравниваем их ключевые различия ниже:

Таблица 2: Модель Huawei vs. Модель NVIDIA: Ключевые различия
3- Исторический урок и будущее сближение
Соперничество этих двух путей не является уникальным случаем в истории технологий. По сути, это очередная классическая демонстрация инноваций через системную интеграцию против инноваций через платформенную экосистему. Huawei, как Apple эпохи Джобса, стремится к абсолютному контролю над пользовательским опытом продукта от верхнего до нижнего уровня. В то время как NVIDIA больше похожа на современный Google Android, двигая процветание всей экосистемы через установление ключевых стандартов (ОС Android / архитектура GPU).
Для отрасли будущий тренд заключается не в полном вытеснении одного подхода другим, а в возможном определенном сближении:
· В государственных или корпоративных проектах, нацеленных на предельную вычислительную мощность, привлекательность «детерминированного системного инжиниринга» по-прежнему не ослабевает.
· На обширном рынке коммерческих облачных вычислений «agile-инновации в экосистеме» будут продолжать расширяться благодаря своим преимуществам в скорости и стоимости.
· Искры гения могут возникать на стыке: внедрение более глубокой кастомизации и совместной оптимизации в открытые стандарты экосистемы.
4- Заключение
Таким образом, спор об охлаждении между Huawei и NVIDIA по своей сути является противостоянием двух ключевых конкурентных преимуществ в эпоху ИИ: одна сторона стремится достичь детерминированной предельной производительности через глубокую интеграцию системного инжиниринга; другая — стимулирует agile-инновации и быстрое распространение в отрасли через построение открытых стандартов и экосистемы. Это противостояние четко обозначило для участников цепочки поставок выбор пути: быть ли «спецназом», глубоко интегрированным для штурма конкретных системных крепостей, или стать «основной армией», вливаясь в экосистему для освоения рынков на обширных равнинах стандартов. В конечном счете, победа зависит не только от самой технологии, но и от понимания логики развития отрасли и четкого определения собственного места в будущей картине.
Мы будем регулярно обновлять технологии и информацию о тепловых проектах и оптимизации, и делиться этой информацией с вами для справки. Благодарим вас за интерес к компании Walmate.
Когда «большая» ячейка становится консенсусом, «прочность» Pack становится новым полем битвы
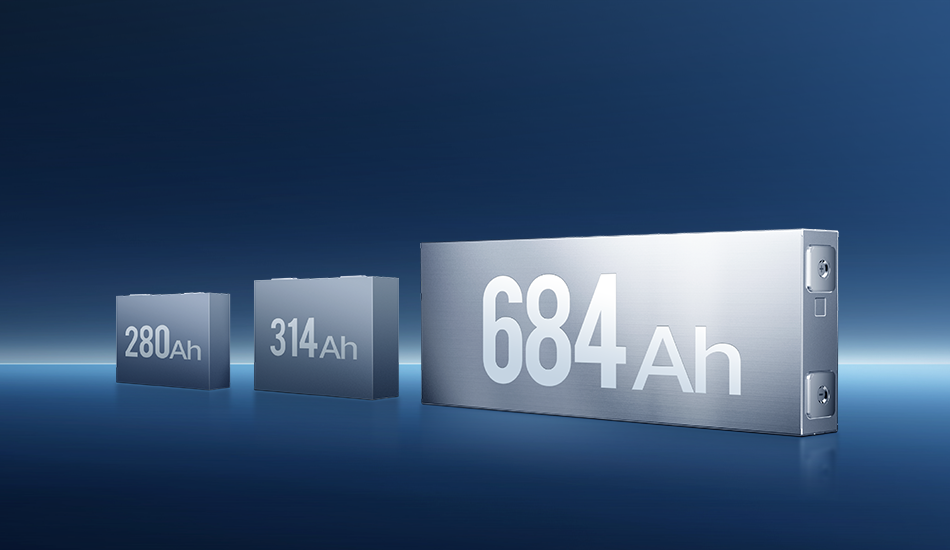
Индустрия накопления энергии вступает в эпоху скачка ёмкости ячеек — переход от 280Ач к 500Ач+ становится реальностью. Пока отрасль сосредоточена на «большом» размере ячеек, «прочность» Pack — то есть способность его механической конструкции выдерживать нагрузки и обеспечивать безопасность — становится новым центром конкуренции. Независимо от эволюции химического состава и ёмкости ячеек, силы их расширения, энергия теплового разгона и механические нагрузки в конечном итоге должны восприниматься механической основой — нижним корпусом Pack.
В этой статье с точки зрения конструкционного проектирования рассматривается, как нижний корпус Pack может отвечать дифференцированным механическим и тепловым требованиям на фоне диверсификации технологических путей ячеек, и как формировать инжиниринговые возможности для устойчивой адаптации.
1-Механический анализ трёх технологических путей: треугольник проблем «нагрузка — тепло — пространство»
Увеличение ёмкости ячеек напрямую меняет граничные условия проектирования системы Pack. Нижний корпус как «скелет» и «кожа» системы должен заново ответить на три основных вопроса:
a. Механический анализ пути 587Ач (высокая интеграция)
Ключевое требование: Достижение плотности энергии ≥6 МВт·ч в стандартном 20-футовом контейнере, что породило сверхкомпактные компоновки, такие как «всего 4 колонны, 8 кластеров».
Задачи для нижнего корпуса:
· Оптимизация несущей способности: При увеличенной общей массе и уменьшенном количестве точек опоры корпус требует оптимизации путей передачи усилий, сочетая общую жёсткость с локальной прочностью ключевых зон для обеспечения структурной стабильности при транспортировке и эксплуатации.
· Интеграция с конструкцией теплового менеджмента: Система жидкостного охлаждения глубоко интегрирована с днищем корпуса и силовыми элементами, выступая одновременно как ядро теплового управления и часть силовой структуры. Конструкция должна обеспечивать долговременную надёжность герметизации охлаждения при постоянных структурных нагрузках и тепловых циклах.
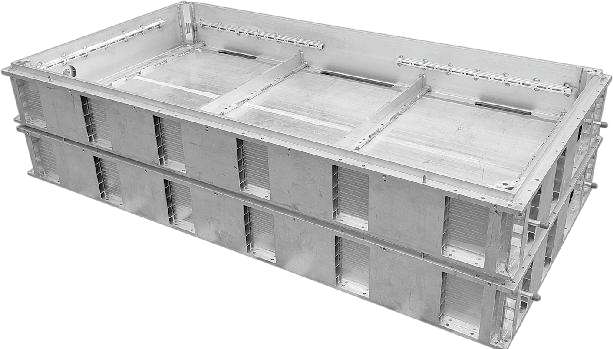
Рис. 1: Моделирование нижнего корпуса накопительного Pack
· Точная координация пространства: Корпус должен предусматривать в ограниченном пространстве соответствующие зазоры для расширения ячеек, теплового смещения электрических соединений, противопожарных трубопроводов и т.д., обеспечивая надёжное сосуществование всех подсистем в условиях плотной компоновки.
b. Термо-структурный анализ пути 684Ач (сверхвысокая ёмкость)
Ключевое требование: Снижение стоимости за Вт·ч за счёт максимализации ёмкости отдельной ячейки, что приводит к эффекту концентрации на физическом уровне.
Задачи для нижнего корпуса:
· «Фокусирующий» эффект силы расширения: Сила расширения отдельной ячейки растёт не линейно, а почти экспоненциально с увеличением ёмкости. Внутренний каркас корпуса требует более мощной и равномерной «системы сдерживания» для распределения концентрированных напряжений расширения по всему корпусу, предотвращая локальную пластическую деформацию.
· Проблема «равномерности» теплового менеджмента: Более крупный источник тепла требует более эффективных путей теплопередачи. Критически важными становятся материал и толщина днища корпуса, а также конструкция контактной поверхности с дном ячейки (например, степень сжатия теплопроводящей прокладки). При тепловом разгоне больший выброс энергии предъявляет более высокие требования к способности каналов сброса давления направленно отводить газы и к огнестойкости внутренних противопожарных перегородок.
· Структурный отклик на сосредоточенную массу: Более тяжёлые отдельные ячейки изменяют общие моды вибрации Pack. Для нижнего корпуса требуется повторное моделирование на усталость, чтобы предотвратить ослабление соединений или растрескивание конструкции из-за резонанса на определённых частотах.
c. Объяснение производственной адаптации пути 392Ач (устойчивый переход)
Ключевое требование: Акцент на балансе между производительностью, стоимостью и эффективностью поставок, предоставление рынку полностью проверенных решений.
Задачи для нижнего корпуса:
· Стабильная реализация отработанных решений: Обеспечение стабильности продукции через строгий контроль процессов на основе проверенной системы проектирования и технологий, поддержка быстрого и стабильного ритма массового производства.
· Глубокая координация цепочки поставок: Опора на зрелую систему поставок для постоянного повышения общей конкурентоспособности по стоимости продукта через выбор материалов, оптимизацию процессов и масштабные закупки.
2- Инжиниринговый подход к диверсификации:
Столкнувшись с множеством технологических путей, поставщики нижних корпусов не могут перестраивать технологические системы для каждого из них. Истинное решение заключается в платформенном точном реагировании — эффективной адаптации к различным потребностям с помощью масштабируемого модульного проектирования.
a. Фокус на общих физических принципах и моделях сотрудничества
Итерация ячеек следует стабильным физическим законам. На основе ключевых параметров мы создали процесс совместной оценки. Интегрируя данные о материалах и структуре, мы оперативно анализируем осуществимость новых ячеек, заранее выявляем риски совместимости, помогая сфокусировать направление проектирования и уменьшая последующие доработки.

Рис. 2: Нижний корпус накопительного Pack 587Ач
b. Создание гибкой системы «Стандартные интерфейсы + Конфигурируемые модули»
Для удовлетворения индивидуальных требований, вызванных диверсификацией технологических путей, мы создали систему проектирования с чёткой стандартизацией интерфейсов и возможностью внутренней конфигурации модулей:
· Унифицированные внешние интерфейсы: Монтажные и позиционирующие элементы корпуса для контейнера, проходы для электрокоммуникаций, точки подключения системы охлаждения и т.д. строго соответствуют распространённым отраслевым стандартам, обеспечивая совместимость и единообразие сборки на системном уровне.
· Конфигурируемая внутренняя структура: Мы предлагаем серийные внутренние опорные компоненты и интегрированные решения для теплового менеджмента, которые можно гибко комбинировать в зависимости от размеров и расположения ячеек.
· Интегрированный модуль теплового менеджмента: Модуль теплового управления имеет модульную конструкцию, ориентированную на оптимизацию контроля повышения температуры и равномерности температуры ячеек, что позволяет гибко адаптироваться к потребностям теплового менеджмента различных технологических путей.
c. Внедрение гибких производственных линий по принципу «Производство как проектирование»
Для соответствия разнообразию технологических путей наша производственная система организована вокруг масштабируемой базовой платформы и модульной сборки:
· Производство базовой платформы корпуса: Обеспечивает точность и единообразие основной конструкции, предоставляя надёжную основу для различных конфигураций.
· Модульные сборочные узлы: Позволяют гибко выбирать и устанавливать соответствующие внутренние опорные и тепловые модули в зависимости от размеров и компоновки ячеек. Такая организация позволяет эффективно переключать производство продуктов разных технологических путей на одной линии, помогая клиентам справляться с проблемами цепочки поставок и логистики, вызванными параллельной разработкой нескольких направлений.
3- Переопределение ценности нижнего корпуса: от пассивного восприятия нагрузки к активному наделению возможностями
Нижний корпус трансформируется из пассивного контейнера в ключевой компонент, активно наделяющий систему возможностями, напрямую влияя на безопасность, плотность энергии и стоимость всего жизненного цикла:
a. Безопасная несущая конструкция: Обеспечивает надежные структурные каналы и монтажную основу для системного сброса давления и противопожарных перегородок, совместно с контролем теплового распространения создавая многоуровневую защиту.
b. Поддержка плотности энергии: Облегченная и высокопрочная конструкция снижает собственный вес и занимаемое пространство, оставляя больше запаса для производительности ячеек и системы охлаждения.
c. Гарантия долгосрочной надежности: Целостность конструкции и расчет на усталостную долговечность позволяют системе противостоять постоянным вызовам, таким как длительные циклы работы, транспортные вибрации и т.д.
4- Заключение: Строительство моста между диверсифицированной верхушкой и определенной базой
По мере развития технологий ячеек, системы накопления энергии продолжают стремиться к безопасности, высокой плотности и низкой стоимости. Нижний корпус должен обеспечивать надежную и адаптивную основу, используя модульность и гибкое производство для соответствия различным технологическим путям. Конкуренция в отрасли смещается в сторону системного инжиниринга, где корпус Pack является его ключевым элементом.

Мы будем регулярно обновлять технологии и информацию о тепловых проектах и оптимизации, и делиться этой информацией с вами для справки. Благодарим вас за интерес к компании Walmate.

За десятилетия развития центров обработки данных воздушное охлаждение всегда было основным выбором. Однако выход серии продуктов NVIDIA GB200 полностью нарушает этот баланс. Когда плотность вычислений достигает новых высот, традиционные методы охлаждения больше не удовлетворяют потребностям, и технология жидкостного охлаждения официально выходит из-за кулис на передний план, становясь ключевой инфраструктурой, поддерживающей вычислительную мощность ИИ.
1-Фундаментальные изменения со стороны спроса
a. Плотность мощности преодолевает критическую точку
Ожидается, что плотность мощности шкафа GB200 NVL72 превысит 30 кВт на стойку, что далеко превосходит предел охлаждения традиционных технологий воздушного охлаждения в 15-20 кВт. Это означает:
· Неизбежный выбор технологического пути: Жидкостное охлаждение превращается из «варианта, который стоит рассмотреть» в «единственный выбор».
· Качественное изменение рыночного пространства: Каждое развертывание GB200 означает гарантированный спрос на жидкостное охлаждение.
· Значительное увеличение стоимости: Стоимость системы жидкостного охлаждения для одной стойки достигает сотен тысяч юаней.
b. Повышение требований к надежности
По мере роста плотности вычислительной мощности в одной стойке, ценность обслуживаемого ею бизнеса также растет экспоненциально. Надежность системы жидкостного охлаждения напрямую влияет на:
· Непрерывность бизнеса: Один сбой в охлаждении может привести к потере вычислительной мощности на миллионы.
· Срок службы системы: При повышении температуры на каждые 10°C срок службы электронных компонентов сокращается вдвое.
· Стабильность производительности: Эффективность охлаждения напрямую влияет на способность чипов постоянно поддерживать пиковую производительность.
2-Всестороннее повышение технических требований
a. Скачкообразный рост требований к эффективности охлаждения
GB200 предъявляет беспрецедентные требования к системе охлаждения:
· Кратный рост теплопроводности
· Коэффициент теплопроводности холодных пластин должен быть в 3-5 раз выше, чем у традиционных решений.
· Требования к контактному термическому сопротивлению должны быть снижены на порядок.
.")
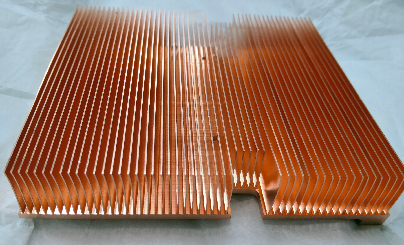
Рис.1 — Микроканальная холодная пластина жидкостного охлаждения
b. Точность контроля расхода
· Требуется точность контроля расхода в пределах ±1%.
· Поддержка динамической регулировки расхода для адаптации к различным режимам нагрузки.
c. Равномерность температуры
· Перепад температуры на поверхности чипа должен контролироваться в пределах 5°C.
· Необходимо избегать локальных перегревов, влияющих на стабильность системы.
3-Скачкообразный рост сложности системной интеграции
Система жидкостного охлаждения превратилась из простой поставки компонентов в сложную системотехническую задачу:
a. Традиционная модель:
· Поставка стандартизированных холодных пластин.
· Простое соединение трубопроводов.
· Базовые функции мониторинга.
b. Эпоха GB200:
· Проектирование архитектуры жидкостного охлаждения на уровне стойки/шкафа.
· Интеллектуальная система распределения расхода.
· Мониторинг состояния работоспособности в реальном времени.
· Возможности прогнозного (превентивного) обслуживания.

Рис.2 — Шкаф NVIDIA GB200
4. Всестороннее повышение конкурентных барьеров
В новых рыночных условиях компаниям необходимо преодолевать более высокие пороги:
a. Технологические барьеры
Производители систем жидкостного охлаждения должны выйти за рамки одной дисциплины и создать комплексную междисциплинарную технологическую систему. Глубокая интеграция многодисциплинарных технологий, таких как проектирование микроканалов, материаловедение и механика жидкостей, становится базовым требованием. Способность к тепловому моделированию и оптимизации на уровне чипа ещё больше проверяет глубину технологических накоплений компании. Это уже не простое усовершенствование процессов, а системная задача, требующая долгосрочных инвестиций в НИОКР.
b. Сертификационные барьеры
Отраслевая система сертификации становится всё более строгой. Компании должны не только пройти строгие испытания на надежность, установленные производителями серверов, но и получить техническую сертификацию от разработчиков чипов. Это требование двойной сертификации проверяет не только технические характеристики продукта, но и систему менеджмента качества компании, а также её способность к стабильным поставкам, становясь обязательным пропуском в ключевые цепочки поставок.
c. Сервисные барьеры
По мере того как системы жидкостного охлаждения становятся ключевыми подсистемами, сервисные возможности превращаются в важнейший конкурентный элемент. Компаниям необходимо создать общенациональную сеть оперативного реагирования и построить профессиональную систему технической поддержки 24/7. Такие сервисные возможности требуют не только своевременности технической поддержки, но и комплексных решений для всего цикла обслуживания, включая профилактическое обслуживание и аварийное реагирование, чтобы стать по-настоящему надёжным партнёром для клиентов.
Мы будем регулярно обновлять технологии и информацию о тепловых проектах и оптимизации, и делиться этой информацией с вами для справки. Благодарим вас за интерес к компании Walmate.
В истории эволюции вычислительных архитектур некоторые моменты наступают не бесшумно. Появление NVIDIA GB200 NVL72 — как раз такой момент: это не просто новый продукт, а полная пересборка самой концепции сервера.
Три десятилетия «сервер» означал стандартизированный корпусной модуль: внутри — материнская плата, ЦП, память, накопители и карты расширения, соединенные через отраслевые стандартные интерфейсы. Мы измеряли его в «юнитах», складывали в стойки, соединяли сетью. Однако появление GB200 NVL72 разрушает это устоявшееся определение в самой основе.
Его суть больше не «один сервер», а «компьютер» в форме целой стойки. Традиционные компоненты сервера деконструированы, а затем в большем масштабе — через NVLink-C2C, жидкостное охлаждение и управление питанием на уровне стойки — заново интегрированы в нераздельное вычислительное целое. Это не просто апгрейд, а глубокая смена парадигмы.
1. Что такое «сервер»? Ответ меняется
Три десятилетия мы понимали сервер как стандартизированный корпус: внутри материнская плата, ЦП, память, накопители, карты расширения — все компоненты следуют отраслевым стандартам, их можно заменять и обновлять.
Но изменение с GB200 фундаментально:
· Вычислительное ядро — не отдельные ЦП и ГП, а суперчип GB200, глубоко интегрировавший их в единое целое
· Связь осуществляется не через стандартные слоты PCIe, а через специализированную панель NVLink
· Охлаждение — не опциональный аксессуар, а интегрированная система жидкостного охлаждения
· Базовая единица развертывания — не «корпус», а «стойка»
Компоненты традиционного сервера «разобраны», а затем заново собраны в большем масштабе — масштабе стойки. Это не эволюция, а пересборка.
Таблица 1 - Переосмысление физической архитектуры: от «корпуса» к «стойке»
.")
2-Три столпа «архитектуры на уровне стоек»
Традиционный дизайн серверов представляет собой балансировку и компромиссы в закрытом корпусе. В то время как архитектура на уровне стойки, представленная GB200, проектируется на системном уровне в совершенно новом измерении, где охлаждение, взаимосвязь, питание и управление рассматриваются как единая система. Это уже не просто набор компонентов, а глубокая интеграция на системном уровне. В основе этого лежат три ключевых столпа, обеспечивающие синергию инноваций.
Столп первый: от «сетевого взаимодействия» к «шине backplane»
В традиционных центрах обработки данных серверы являются независимыми узлами, взаимодействующими через сеть (например, Ethernet). В GB200 NVL72 внутренняя сеть NVLink Fabric фактически заменяет традиционную шину на материнской плате, становясь «скелетом», соединяющим все вычислительные блоки. Это изменение позволяет 72 GPU в стойке работать как один гигантский GPU, обеспечивая оптимизацию пропускной способности и задержек связи на порядки.
Столп второй: охлаждение переходит из «вспомогательной системы» в «ключевую подсистему»
Когда плотность вычислений возрастает с десятков киловатт до сотен киловатт на стойку, традиционные технологии воздушного охлаждения становятся неэффективными. Жидкостное охлаждение больше не является опциональной «вспомогательной системой», а становится ключевой подсистемой наравне с вычислениями и взаимосвязью. Его конструкция напрямую определяет производительность и стабильность работы всей системы, что является ключевым переходом от «функциональности» к «высокой эффективности».
Столп третий: «централизация и реструктуризация» управления и электропитания
GB200 использует централизованное электропитание и управление на уровне стойки. Это не только повышает эффективность преобразования энергии, но и переопределяет степень интеграции системы. Такой подход упрощает кабельную разводку и обеспечивает единый интерфейс управления, однако расширяет домен отказов с отдельного сервера до всей стойки, что предъявляет новые требования к эксплуатации и обслуживанию.
3-Реструктуризация и смещение цепочки создания стоимости
Архитектура на уровне стойки, представленная GB200, вышла далеко за рамки технологий и чётко очерчивает новую кривую отраслевой цепочки создания стоимости. Традиционное распределение стоимости нарушается, а новые точки роста формируются в области системной интеграции и синергии программного и аппаратного обеспечения.
Стратегическая трансформация производителей серверов: от «определителей» к «интеграторам»
Ключевые игроки рынка серверов, такие как Dell и HPE, сталкиваются с смещением своей основной ценности. Их традиционные компетенции — проектирование материнских плат, оптимизация систем и стандартизированное производство — теряют значимость в условиях высококастамизированных, готовых к работе систем, подобных GB200.
Однако в этом кризисе скрываются новые стратегические возможности:
· Повышение ценности: фокус конкуренции смещается с внутренней конструкции серверов к жидкостному охлаждению, эффективности электропитания и компоновке на уровне стойки.
· Расширение ценности: ключевые компетенции трансформируются от производства оборудования к профессиональным услугам по масштабному развертыванию, кроссплатформенному управлению и интеграции с корпоративной ИТ-средой.
Это означает, что роль производителей серверов меняется от «определителей» стандартных продуктов к «продвинутым интеграторам и поставщикам возможностей» для сложных систем.
«Страгические закупки» облачных провайдеров: баланс между зависимостью и самостоятельностью
Для гипермасштабных облачных провайдеров GB200 является как стратегической необходимостью, так и предупреждением.
· Краткосрочная тактика: закупка GB200 становится неизбежным выбором для удовлетворения рыночного спроса на передовые вычислительные мощности для ИИ.
· Долгосрочная стратегия: чтобы избежать рисков цепочки поставок и технологической блокировки, самостоятельная разработка ИИ-чипов (таких как TPU, Trainium, Inferentia) стала ключевой стратегией для будущей независимости.
Действия облачных провайдеров ярко демонстрируют сложный баланс между эффективностью и самостоятельностью, краткосрочными рыночными интересами и долгосрочным контролем.
Эволюция решений конечных пользователей: от оценки «компонентов» к анализу «результатов»
Для технических руководителей конечных пользователей (таких как CTO, технические вице-президенты) парадигма закупок претерпевает фундаментальные изменения.
Традиционный перечень критериев закупки:
· Количество ядер и тактовая частота CPU
· Модель и количество GPU
· Объем и скорость памяти и накопителей
Современные стратегические соображения:
· Показатели эффективности: производительность на ватт, общее время обучения моделей
· Общая стоимость владения: комплексные затраты, включая оборудование, энергопотребление, эксплуатацию и персонал
· Операционная гибкость: временной цикл от развертывания до получения результатов
Этот переход знаменует ключевую эволюцию в корпоративных технологических закупках — от мышления в категориях центра затрат к подходу к технологиям как к инвестициям в производительность.
GB200 переопределил единицу вычислений — с «сервера» на «стойку». Это не просто обновление производительности, но и фундаментальный сдвиг в архитектурной парадигме. Стремление к эффективности вышло за рамки простого набора компонентов, а отраслевая цепочка создания стоимости перестраивается. В этих изменениях ясно одно: адаптируйтесь к ним, или окажетесь позади.
Новая эра вычислений началась.

Микроканальные охлаждающие пластины
Мы будем регулярно обновлять технологии и информацию о тепловых проектах и оптимизации, и делиться этой информацией с вами для справки. Благодарим вас за интерес к компании Walmate.

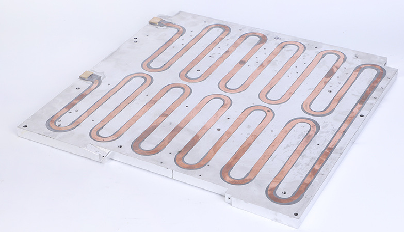
Когда ваше оборудование имеет несколько основных точек нагрева, которые работают независимо, обладают разным энергопотреблением или требуют изолированного охлаждения, традительные одноконтурные жидкостные холодные плиты перестают справляться. В этом случае многоконтурные жидкостные холодные плиты со встроенными медными трубками становятся ключевым решением проблемы.
1-Почему выбирают многоконтурную систему? Три ключевых сценария, решающие основные проблемы
a. Изоляция тепловых помех для обеспечения производительности ключевых компонентов
При плотном размещении различных компонентов, таких как IGBT и диоды, CPU и GPU, единый канал охлаждения приводит к взаимному “перекрестному” влиянию тепла, вынуждая менее нагретые компоненты работать при высоких температурах. Многоконтурная конструкция действует как “персональный кондиционер” для каждого компонента, полностью устраняя тепловые помехи и гарантируя работу каждого элемента в оптимальном температурном диапазоне, что повышает общую производительность и стабильность системы.
b. Обеспечение резервирования системы для создания высоконадежной архитектуры
В областях с чрезвычайно высокими требованиями к надежности (например, серверы, базовые станции связи) отказ единственного контура охлаждения означает простой системы. Многоконтурная конструкция позволяет построить систему охлаждения с резервированием «N+1». При случайном отказе одного контура остальные контуры сохраняют возможность базового теплоотвода, предоставляя ценное время для обслуживания системы, что является краеугольным камнем для проектирования высокой доступности.
c. Адаптация к нестандартной компоновке и различным требованиям охлаждения
При неравномерном распределении источников тепла единый канал охлаждения не может обеспечить равномерный теплоотвод. Многоконтурная система поддерживает «индивидуальный подход: вы можете гибко настраивать траекторию каждой медной трубки в соответствии с фактической формой и расположением источников тепла, точно покрывая каждую точку нагрева оптимальным путем охлаждающего канала. Кроме того, можно настроить контуры с высоким расходом для компонентов с большим энергопотреблением и контуры с низким расходом для компонентов с меньшим энергопотреблением, достигая оптимального распределения ресурсов охлаждения.

Рисунок 1: Многоконтурная жидкостная охлаждающая пластина с медными трубками
2-Ключевой аспект проектирования и производства: как достичь баланса между производительностью и надежностью в ограниченном пространстве?
В многоконтурной конструкции расстояние между каналами является решающим фактором успеха.
a. Тепловой минимум: предотвращение “теплового короткого замыкания”
Если расстояние между соседними каналами слишком мало, даже при независимых контурах тепло будет быстро распространяться через алюминиевую подложку, что значительно снизит эффект изоляции. С помощью моделирования и испытаний мы установили базовый принцип расстояния ≥1.5 диаметра трубы, чтобы гарантировать тепловую независимость.
b. Конструкционный предел: сохранение “линии выдерживания давления”
Алюминиевая подложка между каналами является слабым звеном, воспринимающим внутреннее давление. Слишком узкое расстояние приводит к недостаточной прочности перемычки, что создает риск разрыва при скачках давления. С помощью механического моделирования напряжений мы гарантируем, что при любых рабочих условиях напряжение между каналами остается значительно ниже предела текучести материала, полностью устраняя риск “разрыва пластины”.

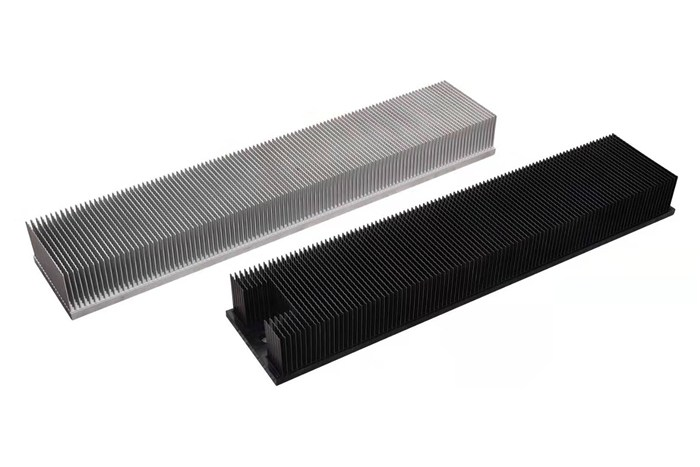
Рисунок 2: Жидкостная охлаждающая пластина с медными трубками
c. Технологический предел: обеспечение “прецизионного производства”
Узкие расстояния представляют серьезное испытание для фрезерных инструментов при обработке пазов. Основываясь на богатом производственном опыте, мы связываем расстояние с диаметром инструмента, чтобы обеспечить не только эффективную обработку, но и гладкие и ровные стенки пазов — основу для последующей плотной укладки медных труб и соединения с низким тепловым сопротивлением.
3- Ключевые аспекты инженерной реализации
Успешное проектирование многоконтурной системы требует соблюдения следующих ключевых моментов:
a. Совместное проектирование
Рекомендуется интегрировать тепловое и механическое проектирование уже на концептуальной стадии. Комплексный учет компоновки каналов, структурной прочности и технологических возможностей позволяет избежать последующих изменений в конструкции.
b. Контроль производственных процессов
• Применение высокоточного ЧПУ-фрезерования каналов для обеспечения допусков ширины и качества поверхности паза.
• Использование технологии гибки труб с оправкой для сохранения проходного сечения и равномерной толщины стенки медной трубы после гибки.
• Надежная технология фиксации уложенных труб, предотвращающая смещение медных труб в условиях вибрации.
c. Проверочные испытания
Комплексная система испытаний включает:
• 100%-ное испытание на герметичность
• Снятие расходно-перепадовой характеристики
• Проверка теплового сопротивления
• Испытания на давление разрушения
В заключение можно отметить: многоконтурные жидкостные холодные плиты с встроенными медными трубами являются эффективным инструментом для решения сложных задач теплоотвода от множественных источников тепла. Ключ к успеху заключается в глубоком понимании их конструктивной логики и нахождении оптимального баланса между производительностью и надежностью.
Мы будем регулярно обновлять технологии и информацию о тепловых проектах и оптимизации, и делиться этой информацией с вами для справки. Благодарим вас за интерес к компании Walmate.
1-Предварительная обработка медных трубок (гибка и сплющивание)
Цель: Придание прямой круглой медной трубке плоской формы, в точности соответствующей проектной конфигурации каналов.
a. Выбор материала: Почему бескислородная медь?
Бескислородная медь (C1220) имеет чистоту до 99,9% и не содержит оксидов на границах зерен. Это обеспечивает превосходную пластичность, подобную тесту, что значительно снижает риск растрескивания или образования микротрещин при гибке и сплющивании, гарантируя последующую надежность.
b. Радиус гибки: Безопасный предел
Минимальный радиус гибки ≥ 1,5 внешних диаметра трубы — это строгое правило. При меньших значениях внешняя стенка трубки чрезмерно истончается из-за растяжения и может порваться. Использование трубогиба с дорном является ключевым для предотвращения образования складок на внутренней стороне изгиба.
c. Сплющивание: Точное “обжатие”
Сплющивание — это не просто сжатие, а контролируемая пластическая деформация с помощью прецизионной оснастки. Высота канала после сплющивания не должна быть менее 30% от исходного внутреннего диаметра. Ключевая цель — обеспечить равномерную толщину стенки после сплющивания; недопустимы локальные заломы или чрезмерное утоньшение, так как эти места станут будущими точками утечки.

Рис. 1: Гибка тепловой трубки
d. Выбор последовательности операций: Сначала гнуть, потом сплющивать?
Обязательна последовательность: сначала гибка, затем сплющивание. Гибка круглой трубы — это отработанная и контролируемая технология. Если сначала сплющить трубку, то качественно согнуть ее по малому радиусу становится практически невозможно, внутренняя стенка канала серьезно деформируется, а гидравлическое сопротивление резко возрастает.
2-Обработка базовой плиты (прецизионное фрезерование канавок)
Цель: Создание на алюминиевой базовой плите точных «направляющих» для размещения медных трубок.

Рис. 2: Встроенная медная трубка
a. Конструкция ширины канавки: Посадка с натягом
Ширина канавки должна быть спроектирована немного меньше ширины сплющенной медной трубки (обычно на 0.05-0.1 мм), образуя «посадку с натягом». Это позволяет силам трения плотно «удерживать» медную трубку, что является основой для ее первоначальной фиксации и снижения контактного термического сопротивления.
b. Контроль глубины канавки: Припуск на фрезеровку
Глубина канавки определяет высоту выступа медной трубки над поверхностью базовой плиты после ее укладки. Эта высота представляет собой припуск на последующую операцию фрезерования. Однородность глубины канавки напрямую влияет на равномерность окончательной толщины стенки медной трубки.
c. Инструмент и “вибрация”
При обработке узких и глубоких канавок фреза со слишком большим соотношением длины к диаметру склонна к «вибрации (биению)», что приводит к шероховатости стенок канавки и отклонению размеров. Следовательно, расстояние между каналами не может быть слишком маленьким; необходимо обеспечивать пространство для прочности и жесткости инструмента.
d. Чистота: Невидимое качество
После фрезерования канавок алюминиевая стружка и масляные загрязнения должны быть удалены на 100%. Любые остатки создают теплоизоляционный слой между медной трубкой и алюминиевой базовой плитой, что значительно увеличивает контактное термическое сопротивление и приводит к резкому падению тепловых характеристик.
3-Укладка и фиксация трубок
Цель: Точная укладка сформированных медных трубок в канавки базовой плиты и создание прочного соединения.
a. Посадка с натягом: Основная сила фиксации
Благодаря точным расчетам размеров медная трубка с усилием запрессовывается в чуть более узкую канавку с помощью пресса. Упругий отбой материала создает значительное нормальное давление, которое является основным источником силы фиксации.

Рис. 3: Крепление тепловой трубки
b. Вспомогательная фиксация: Противодействие "эффекту качелей"
Одной только посадки с натягом может быть недостаточно – под действием термических напряжений концы трубок могут приподниматься. Требуется вспомогательная фиксация: микроконтактная сварка (высокая прочность, требует контроля нагрева) или высокотеплопроводный эпоксидный клей (меньшие напряжения, но риск старения).
c. Враг контактного термического сопротивления
Воздух в зазоре между медной трубкой и алюминиевой канавкой, являясь плохим проводником тепла, – основной источник контактного термического сопротивления. Высокотеплопроводный клей или пайка заполняют микрополости, вытесняя воздух и значительно снижая термическое сопротивление.
d. Предупреждение об электрохимической коррозии
Алюминий и медь в присутствии электролита образуют гальваническую пару, где алюминий (анод) подвергается коррозии. Необходимо обеспечивать герметичность системы охлаждения и использовать деионизированную воду/антикоррозионную охлаждающую жидкость, чтобы прервать путь коррозии на системном уровне.
4- Формирование поверхности (Фрезерование vs. Глубокая заделка)
Цель: Получение окончательной теплоотводящей поверхности с высокой плоскостностью и низким термическим сопротивлением, пригодной для монтажа чипов.
a. Технология фрезерования: Лидер производительности
Использование сверхтвердого инструмента для одновременного срезания меди и алюминия, формируя идеально ровную и совмещенную поверхность. Это обеспечивает непосредственный и большую площадь контакта источника тепла с высокотеплопроводной медной трубкой, достигая минимального термического сопротивления.
b. Технология глубокой заделки трубок: Страж надежности
Круглая медная трубка укладывается в канавку, которая заполняется высокотеплопроводной эпоксидной смолой. Медная трубка сохраняет круглую форму, что обеспечивает более высокое сопротивление давлению. Наполнитель обеспечивает дополнительную защиту и демпфирование напряжений, повышая надежность, хотя термическое сопротивление обычно несколько выше, чем при фрезеровании.
c. Конечная толщина стенки: Линия жизни
Ключевой параметр контроля в технологии фрезерования – конечная остаточная толщина стенки медной трубки. Необходим баланс между производительностью (тоньше) и надежностью/защитой от прорезания (толще), обычно поддерживаемый в оптимальном диапазоне 0.15-0.3 мм.
d. Плоскостность: Гарантия контакта
Независимо от технологии, плоскостность монтажной поверхности (обычно требование < 0.1 мм) является жестким критерием. Микронные неровности требуют заполнения теплопроводящей пастой; плохая плоскостность приводит к резкому росту контактного термического сопротивления и отказу теплоотвода.
Мы будем регулярно обновлять технологии и информацию о тепловых проектах и оптимизации, и делиться этой информацией с вами для справки. Благодарим вас за интерес к компании Walmate.

Для повышения запаса хода и емкости электромобилей Силовые аккумуляторные батареи переходят от однослойной компоновки к Многослойным штабельным структурам. Этот переход значительно повышает Энергетическую плотность, но также создает совершенно новые структурные вызовы. В данной статье рассматриваются три аспекта: основные проблемы,主流ные решения и будущие технологические направления.
1-Основные вызовы: Механические проблемы многослойного штабелирования
Расширение Аккумуляторных батарей от одного слоя до Нескольких слоев - это далеко не простое штабелирование. Это изменяет внутреннюю механическую среду и внешние Пути нагрузки, создавая четыре основных вызова:
a.Вертикальный Нагрузка всплеск и риск Ползучести материала
・В Многослойных структурах вес Элементов, Модулей и Структурных компонентов накапливается слой за слоем. Статическая нагрузка, воспринимаемая нижним слоем, значительно выше, чем у верхнего слоя.
・Эта постоянная Высоконапряженная среда создает серьезные испытания для Долгосрочной производительности материалов, особенно Сопротивления ползучести (медленная Пластическая деформация материалов под Постоянным напряжением с течением времени).
・Если Межслойные опоры или Компоненты крепления элементов подвергаются Ползучести, это может привести к Релаксации предварительного натяжения, влияя на Срок службы элементов и Стабильность контакта на границе раздела. Поэтому крайне важно найти материалы, сочетающие Легкость с отличными Характеристиками сопротивления ползучести.
b.Сила расширенияЭффект суммирования и Структурная стабильность
・Литий-ионные аккумуляторы испытывают "Эффект дыхания" во время Зарядки и разрядки из-за Изменения объемаМатериалов электродов, что приводит к Расширению элемента. В М многослойных штабельных структурах Силы расширения накапливаются слой за слоем, заставляя Модули нижнего слоя выдерживать огромное давление.
・Это Циклическое напряжение может легко вызвать Вздутие корпуса, Разгерметизацию, Сжатие структурных компонентов, Короткое замыкание элементов и ускоренную Деградацию производительности аккумулятора. Эффективный контроль требует Встроенных датчиков для Мониторинга в реальном времени в сочетании с Цифровым моделированием для руководства Оптимизацией структурного проектирования.
c.Основное противоречие между Использованием пространства и Энергетической плотностью
・Решение Гравитации и Сил расширения требует Усиленных структур (таких как добавление Поперечных балок или утолщение Пластин), но это занимает ценное пространство и увеличивает вес, противореча основным целям повышения Объемной энергетической плотности и Весовой энергетической плотности.
・Решение заключается в Структурной оптимизации и применении Эффективных материалов, что стимулирует переход Аккумуляторных батарей к Гибридным многоматериальным конструкциям.
d.Нагрузка при столкновенииПуть передачи и Резервирование безопасности модернизация
・Увеличенная высота Аккумуляторных батарей усиливает Механические нагрузки во время Боковых или Ударов снизу; Увеличенная структура усиливает Эффект рычага, предъявляя более высокие требования к Прочности точек соединения и Собственной жесткости аккумуляторной батареи.
・Необходимо использование Ударопрочных материалов и Интегрированного дизайна для оптимизации Передачи усилия и Поглощения энергии, обеспечения Безопасности элементов в Экстремальных условиях, тем самым способствуя развитию технологии Интеграции аккумулятора с кузовом (CTC), делая Аккумуляторную батарею неотъемлемой частью Структуры кузова автомобиля.
2- Сравнительный анализ основных структурных решений
Для решения этих вызовов отрасль исследовала различные инновационные решения:
a.Цельнолитой поддон(One-piece Die-cast Tray)
・Преимущества: Высокая Интеграция, сокращение Количества деталей, улучшенная Общая жесткость, Единообразие и Герметичность. Процесс поддерживает Сложные геометрические формы, облегчая интеграцию Охлаждения, Усиливающих ребер и Точек крепления. Монолитная структура помогает управлять Сложными напряжениями.
・Вызовы: Цельное литье под давлением Многослойных каркасов предъявляет чрезвычайно высокие требования к Оборудованию, Штампам и Процессам, что делает его дорогостоящим. Ремонт после столкновения затруднен или невозможен. Монолитная жесткая структура может не иметь Гибкости для управления Разными силами расширения между Слоями.
b.Многоуровневая модульная рама(Multi-level Frame Modular)
・Преимущества: Гибкость Проектирования и изготовления, облегчающая Производство, Обслуживание и Замену. Естественно подходит для Гибридных многоматериальных конструкций, позволяя оптимизировать Производительность и Стоимость для разных Уровней. Использование концепции "Квази-изотропное наслоение" Композитных материалов для оптимизации Общего механического отклика и распределения Напряжения.
・Вызовы: Многочисленные Компоненты и Соединители, Сложная сборка, Накопленные допуски, влияющие на Точность и Предварительный натяг. Многочисленные Интерфейсы соединения (Болты, Заклепки) являются Потенциальными точками отказа и увеличивают вес.
c.Гибридная сэндвич-структура(Hybrid Material Sandwich Structure)
・Преимущества: Отличная Эффективность облегчения и чрезвычайно высокая Удельная жесткость (Высокопрочные панели + Легкие основные материалы, такие как Пена/Алюминиевый сот). Высокая Сопротивление изгибу, при этом Основные материалы обладают как Теплоизоляцией, так и Характеристиками поглощения энергии, повышая Тепловую безопасность и Безопасность при столкновении. Соответствует тенденции Многофункциональной интеграции.
・Вызовы: Сложный Производственный процесс и высокая стоимость. Прочность сцепления на границе раздела и Долговечность между Панелями и Основными материалами являются ключевыми. Основные материалы должны обладать отличным Сопротивлением сжатию и ползучести.
d.Бионическая сотововая структура
・Преимущества: Теоретически идеальный Бионический дизайн (подражание ШестиугольнойСоте) для достижения Предельного облегчения, Высокой жесткости и Прочности на сжатие. Обеспечивает Равномерную поддержку с сильной Способностью поглощения удара.
・Вызовы: Чрезвычайно сложное Производство и высокая стоимость, с значительными Трудностями интеграции с Системами охлаждения и т.д. В настоящее время в основном на этапе Передовых исследований, требуется больше времени для крупномасштабного Коммерческого применения.
3- Ключевые направления технологического прорыва
Будущие ключевые прорывы в решении Проблем проектирования Многослойного штабелирования заключаются в:
a.Материал и Инновации процесса для Облегчения и Баланса жесткости
・Материалы: Постоянная оптимизация CFRP, Алюминиевых сплавов, Магниевых сплавов; разработка новых Многофункциональных полимеров и Композитных материалов, сочетающих Низкую ползучесть, Высокую изоляцию, Хорошую теплопроводность и Легкость обработки.
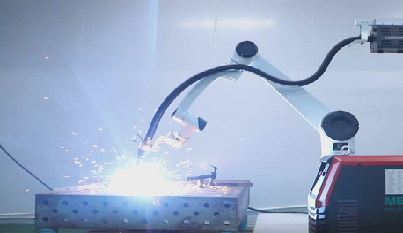
・Процессы: Разработка Передовых технологий соединения (Сопротивление точечной сварке, Лазерная сварка, Ультразвуковая сварка) для достижения надежных, легких Многоматериальных соединений.

Рисунок 1:Лазерная сварка корпуса аккумулятора электромобиля роботом
b. Адаптивное управление Силами расширения
Сдвиг подхода от "Жесткого сопротивления" к "Гибкой адаптации", создание Динамических систем для поддержания Элементов в Оптимальной стрессовой среде на протяжении всего Жизненного цикла.
c.Межслойное соединение и Интеграционная революция
・Технологии соединения: Эволюция от БолтовыхМеханических соединений к Структурному клеюСклеиванию и Передовой сварке для более равномерного Распределения напряжений, Хорошей герметизации и Сопротивления усталости.
・Конечная интеграция: CTC/CTB (Cell-to-Chassis/Body) является важным будущим направлением для ИнтеграцииАккумуляторной батареи. Путем устранения Независимых корпусов и прямой интеграции Элементов или Модулей в Шасси, сама Многослойная укладка становится Структурным компонентом кузова автомобиля (таким как Поперечные балки или Полы), решая Ограничения пространства и максимизируя Функциональность структуры аккумулятора. Достижение этой технологии требует Глубокого сотрудничества между множеством областей, включая Аккумуляторы, Структуры, Теплоуправление и Безопасность, представляя Конечную форму концепции "Структура как функция".

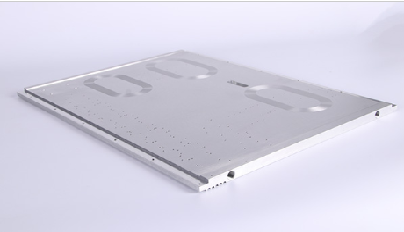
Рисунок 2:корпус аккумулятора электромобиля
Многослойное штабелирование является неизбежным выбором для увеличения Энергетической плотностиАккумулятора, но оно также приносит огромные вызовы в Структуре, Силах расширения и Безопасности. Решение заключается в Инновациях материалов, Бионической структурной оптимизации и Интеллектуальном управлении Силами расширения. В конечном итоге Аккумуляторные батареи Глубоко интегрируются с Кузовами автомобилей, становясь интегрированным "Энергетическим шасси".
Мы будем регулярно обновлять технологии и информацию о тепловых проектах и оптимизации, и делиться этой информацией с вами для справки. Благодарим вас за интерес к компании Walmate.
Две ключевые проблемы электрогрузовиков: углубленный анализ компоновки аккумуляторов и технологии штабелирования
Когда полностью груженный электрогрузовик движется по автомагистралям, секрет его сотен километров запаса хода скрывается в шасси и аккумуляторном отсеке. Поскольку волна электрификации грузовых автомобилей охватывает глобальную логистическую отрасль, компоновка и технология штабелирования аккумуляторных систем стали критически важными для успеха на рынке.

Рисунок 1: Решение жидкостного охлаждения для аккумуляторов электрогрузовиков
1-Компоновка аккумуляторов: Как три решения формируют электрогрузовики?
a. Задняя компоновка: Проворный выбор для коротких перевозок
· Сценарий: Короткие перевозки в закрытых зонах, таких как порты, шахты и металлургические заводы.
· Ключевое преимущество: Быстрая смена аккумуляторов (требует проверки конкретного времени), повышение транспортного средства.
· Ограничения: Ограничения емкости аккумулятора (<350 кВт·ч, отраслевой стандарт), высокий центр тяжести влияет на стабильность.
· Пространственный компромисс: Занимает грузовое или пространство кабины, снижая грузоподъемность.
b. Компоновка на шасси: Король дальности для магистральных перевозок
· Прорыв в емкости: Емкость аккумулятора превышает 500 кВт·ч (например, раскрытые решения на 513 кВт·ч).
· Эффективность пространства: Максимизирует пространство шасси, избегая грузового пространства.
· Безопасность: Сверхнизкий центр тяжести повышает стабильность на высоких скоростях.
· Технические барьеры: Интеграция шасси требует повышенной защиты и теплового управления.
c. Нижне-боковая компоновка: Двигатель эффективности сетей замены аккумуляторов
· Инновация: Боковая замена аккумуляторов повышает операционную эффективность.
· Баланс пространства: Сохраняет полное грузовое пространство с запасом хода между задней и шассированной компоновками.
· Фокус на безопасности: Требует усиленных структур защиты от бокового удара.
2-Технология штабелирования: Решения эффективной интеграции аккумуляторных блоков грузовиков
Многослойное штабелирование является ключом к улучшению плотности энергии:

Рисунок 2: Блок интеграции жидкостного охлаждения штабелированного типа для тяжелых грузовиков
a. Бескаркасное интеграционное штабелирование:
· Прямое штабелирование элементов сокращает конструкционные компоненты.
· Устраняет модули/рамы, обеспечивая "Бесшовное Z-штабелирование".
· Значительно повышает плотность энергии системы.
· Поддерживает сверхбыструю зарядку (производительность требует проверки).
b. Интеграция модуля с шасси (напр., MTB/CTC):
· MTB: Модули напрямую соединяются с рамой, улучшая коэффициент использования объема.
· Аккумулятор Qilin(CTP 3.0): 72% коэффициент использования объема, плотность энергии 255 Вт·ч/кг.
· CTC: Элементы интегрируются в шасси, снижая вес на 10%.
c. Инновация форм-фактора элементов (напр., Blade Battery):
· Плоские элементы плотно arranged, увеличивая коэффициент использования объема (>50% по данным BYD).
· Преодолевает ограничения плотности энергии LFP.
3-Основные технические проблемы
Проблема 1: Структурная безопасность
· Экстремальные условия: Боковые столкновения со столбами угрожают боковым компоновкам.
· Решения: Корпуса из высокопрочного алюминиевого сплава + буферы; Имитация столкновений МКЭ; сверхгосударственные механические испытания на удар.
Проблема 2: Тепловое управление
· Критическая проблема: Контроль перепада температур внутри блоков жизненно важен.
· Инновации: Боковое жидкостное охлаждение(<3°C перепад); прямое охлаждение хладагентом; динамическое управление MPC.
Проблема 3: Вибрационная усталость
· Скрытый риск: Дорожная вибрация вызывает структурные повреждения.
· Стратегии: Z-штабелирование оптимизирует распределение напряжений; испытания на вибрацию дорожного спектра; высокодемпфирующие материалы.
4-Текущие тенденции развития
· Компоновки на шасси доминируют в средних/дальних перевозках: Предпочтение отдается высокому запасу хода (>500 кВт·ч) и низкому центру тяжести.
· Интеграция CTC объединяет аккумуляторы с шасси, улучшая использование пространства и жесткость.
· AI-управляемое тепловое управление обеспечивает точный температурный контроль (<5°C перепад), продлевая срок службы аккумулятора.
· Полутвердотельные аккумуляторы ускоряют коммерциализацию, focusing на безопасность и плотность энергии.
Мы будем регулярно обновлять технологии и информацию о тепловых проектах и оптимизации, и делиться этой информацией с вами для справки. Благодарим вас за интерес к компании Walmate
Волна электрических грузовиков охватывает мировую логистику и транспортную отрасль, внося значительный вклад в достижение «двойных углеродных» целей. Однако с ростом спроса на увеличение запаса хода аккумуляторные системы с единичной емкостью, превышающей 500 кВт·ч и приближающейся к 1000 кВт·ч, стали обычным явлением. Это равносильно оснащению транспортных средств мобильной «энергетической крепостью», но потенциальные риски термобезопасности также достигли беспрецедентного уровня. Когда три экстремальных показателя безопасности — «сверхбольшая емкость», «сверхбыстрое распространение тепла» (<2 минут) и «сверхвысокая ударопрочность» (>1500 кДж) — сходятся вместе, отрасль сталкивается с серьезным технологическим разрывом. В этой статье анализируются эти вызовы и исследуются системные решения для создания специализированной линии защиты электрогрузовиков.

Рисунок 1: Трехслойная компоновка Short-Blade
1-Эпоха 500 кВт·ч+: возможности и проблемы безопасности
а. Резкий рост емкости стал нормой
Для удовлетворения потребностей тяжелых и дальних перевозок емкость аккумуляторов электрогрузовиков быстро увеличилась с 200–300 кВт·ч до 600 кВт·ч+. Лидеры отрасли представили решения с емкостью от 500 кВт·ч и 600 кВт·ч до 1000 кВт·ч, что ознаменовало официальное наступление эры сверхбольшой емкости.
б. Зрелость технологии LFP-аккумуляторов (литий-железо-фосфатных)
LFP-аккумуляторы стали основным драйвером благодаря своим преимуществам в безопасности и долговечности циклов, что делает их основным выбором для грузовиков.
2-«Три основные проблемы» в условиях экстремальных требований к безопасности
а. Контроль предела распространения тепла (<2 минут)
·Основная цель: Конструкции безопасности должны замедлять или блокировать распространение тепла, чтобы создать временное окно для эвакуации и спасательных работ (например, требование 5-минутного предупреждения по стандарту GB 38031-2020 в Китае).
·Суровая реальность: В высокоплотных аккумуляторных батареях емкостью более 500 кВт·ч огромная энергия, выделяемая одной ячейкой при тепловом разгоне, может легко вызвать катастрофическую цепную реакцию. Данные испытаний показывают чрезвычайно быстрое распространение тепла: в некоторых случаях требуется всего 22 секунды для охвата всего блока, 5 секунд для воспламенения соседних модулей и всего 44 секунды для распространения между модулями.
·Основная сложность и пробел: Как эффективно обеспечить, чтобы распространение тепла между модулями контролировалось более 2 минут? В настоящее время ни одна коммерческая система для грузовиков публично не заявила или не подтвердила соответствие этому строгому требованию.
б. Барьер ударопрочности (>1500 кДж)
·Основное требование: Энергия столкновения полностью загруженного грузовика значительно превышает таковую у легковых автомобилей, легко превышая 1500 кДж. Как структурный компонент шасси, аккумуляторный блок должен обладать сверхвысокой прочностью, чтобы оставаться целым после столкновения, предотвращая повреждение внутренних ячеек, которое может привести к тепловому разгону.
·Суровая реальность: Текущие национальные и международные стандарты (например, GB/T 31467.3-2015, UNECE R100) не имеют четких или достаточных порогов для испытаний на ударную энергию аккумуляторных блоков грузовиков. Открытые данные сертификации систем, прошедших испытания на уровне 1500 кДж, крайне редки. Хотя существуют симуляции с более высокой энергией (например, 2500 кДж), полная валидация системы остается серьезной проблемой.
·Основная сложность и пробел: Отсутствие четких стандартов защиты от ударов высокой энергии и тщательно проверенных решений.
в. Риски вторичных катастроф (взрыв груза и паралич дорожного движения)
·Риск взрыва груза: Высокотемпературное пламя от теплового разгона аккумулятора может легко воспламенить груз (особенно опасные материалы), создавая цепочку катастроф: «разгон аккумулятора → возгорание груза → взрыв».
·Риск паралича дорожного движения: Пожары литиевых батарей трудно тушить (требуется большое количество непрерывной охлаждающей воды) и склонны к повторному возгоранию. Многотонный грузовик, загоревшийся на шоссе или в туннеле, усложняет спасательные операции (отключение высокого напряжения, предотвращение токсичных газов) и требует много времени (до нескольких часов, с потенциальными последствиями до 24 часов), серьезно нарушая движение и вызывая значительные социальные последствия.
·Основная сложность и пробел: Отсутствие целевых количественных стандартов времени расчистки дорог и эффективных систем экстренного реагирования.
3-Построение линии защиты: проектирование системы раннего предупреждения о тепловых событиях – четырехуровневая защитная сеть

4-Вспомогательные решения по терморегулированию: усиление системы раннего предупреждения
·Система жидкостного охлаждения: Интегрированные высокоэффективные охлаждающие пластины устраняют локальные перегревы, поддерживая разницу температур между ячейками <3°C.
·Модульная конструкция: Независимо съемные модульные конструкции позволяют быстро заменять неисправные блоки.
·Интеллектуальная платформа мониторинга: Облачный анализ состояния аккумулятора в реальном времени с автоматической отправкой предупреждений обслуживающим командам.
Мы будем регулярно обновлять технологии и информацию о тепловых проектах и оптимизации, и делиться этой информацией с вами для справки. Благодарим вас за интерес к компании Walmate.

На рынке тяжёлых грузовиков на новой энергии "наращивание ёмкости" стало ключевым термином: ёмкость аккумуляторов основных моделей превысила 370 кВт·ч, а модели с ёмкостью 600+ кВт·ч появляются всё чаще. Это не просто скачок технических характеристик, но и декларация отрасли о полномасштабном штурме рынка магистральных перевозок - за счёт увеличения запаса хода на одном заряде, решения ключевой проблемы пользователей "боязни разрядки" и оптимизации совокупной стоимости владения (TCO). В этой статье мы разберём бизнес-логику и технологические прорывы, стоящие за этим трендом.
1-Бизнес-логика: Почему необходимо "наращивать ёмкость"?
a. Сценарная необходимость
· Закрытые сценарии (короткие дистанции, высокая частота): Порты, шахты и подобные объекты полагаются на модели с заменой аккумуляторов (подзарядка за 3-5 минут), где достаточно батарей ёмкостью 280 кВт·ч.
· Магистральные перевозки (дальние грузоперевозки): Составляют 70% грузооборота, требуя запаса хода на одном заряде 500+ км. Аккумуляторы 600+ кВт·ч становятся "пропуском" на этот рынок.
b. Экономика TCO

Ключевой вывод: При суточном пробеге свыше 300 км совокупная стоимость владения (TCO) грузовиков с заменяемыми аккумуляторами начинает превосходить дизельные аналоги.
b. Инновационные модели: Решение проблемы затрат
· Battery-as-a-Service (BaaS): Пользователи приобретают "голое шасси" с ежемесячной арендой аккумулятора (5 000–9 000 юаней), что снижает первоначальные затраты на 30%.
· Услуги замены аккумуляторов: Стоимость услуги 0,2–0,5 юаня за кВт·ч, общие энергозатраты около 2,73 юаня/км (близко к дизельным грузовикам - 2,8 юаня).
· Практическое подтверждение: Станция замены, обслуживающая 50 автомобилей/день, может сократить срок окупаемости до 5 лет (IRR 13,1%).
2-Технологические прорывы: Как сбалансировать запас хода и вес?
a. Компромисс в пространственном размещении: Шасси вместо грузового пространства
· Чтобы аккумуляторы не занимали грузовое пространство, отрасль оптимизирует их расположение. Например, интеграция в шасси (вместо традиционного заднего размещения) освобождает грузовой объём, снижает центр тяжести и может улучшить энергоэффективность.
· Компромисс: Уменьшенный дорожный просвет и ограниченная модульность шасси.
b. Компромисс в материаловедении: Энергоплотность вместо веса
· Ключ к снижению веса - повышение энергетической плотности аккумуляторов (больше энергии на единицу веса). Высокая плотность позволяет использовать более лёгкие батареи или увеличить запас хода при том же весе.
· Основные инновации: Материалы аккумуляторов (например, катоды с высоким содержанием никеля, аноды из кремния и углерода).
· Компромисс: Повышение энергоплотности часто сопровождается рисками безопасности, сокращением срока службы, ростом затрат и снижением скорости зарядки - требуется сложный баланс параметров.
c. Компромисс в бизнес-модели: Сеть вместо нагрузки на отдельное транспортное средство
· Модель замены аккумуляторов переносит проблему "неограниченного запаса хода" с отдельных автомобилей на сеть станций. Плотное размещение станций вдоль маршрутов позволяет грузовикам иметь заряд только до следующей станции, исключая необходимость в громоздких аккумуляторах.
· Результат: Снижаются экстремальные требования к ёмкости, делая нагрузку аккумуляторов более "рациональной".
d. Управление остаточной стоимостью: Ключевой барьер для BaaS
Банки аккумуляторов должны развивать полный жизненный цикл: мониторинг состояния здоровья (SOH), каскадное использование и системы утилизации.

Рисунок 1: Корпус аккумуляторной батареи для тяжёлых грузовиков
3-Будущие тренды: От "наращивания ёмкости" к "эффективной энергозагрузке"
a. Технологическая эволюция: Твердотельные аккумуляторы преодолеют барьеры энергоплотности, перебалансировав вес и запас хода.
b. Зарядная инфраструктура: Стандартизированные протоколы замены для тяжёлых грузовиков и синергия с энергосетями (например, выравнивание пиков) критичны для масштабирования.
c. Многовариантная конкуренция: Водородные грузовики сохраняют потенциал замены в сегменте дальних перевозок с тяжёлыми грузами.
Заключение: Поэтапная стратегия, долгосрочная эволюция
"Наращивание ёмкости" - неизбежный выбор для электрических грузовиков в завоевании рынка магистральных перевозок, отражающий динамичный баланс между коммерческими потребностями и техническими реалиями. По мере развития аккумуляторных технологий и зрелости бизнес-моделей отрасль перейдёт от "гонки ёмкостей" к "гонке эффективности". В настоящее время это движет переход китайских тяжёлых грузовиков на новой энергии из категории "нишевых" в "мейнстрим".
Мы будем регулярно обновлять технологии и информацию о тепловых проектах и оптимизации, и делиться этой информацией с вами для справки. Благодарим вас за интерес к компании Walmate.
Тяжелые грузовики (HDT), как основная сила в дорожной логистике, сделали безопасность, надежность и экономическую эффективность их аккумуляторных систем ключевым технологическим приоритетом. Аккумуляторный поддон, являясь критически важным структурным компонентом, который несет, защищает и управляет модулями батареи, теперь сталкивается с беспрецедентными экстремальными вызовами.

Рисунок 1: Аккумуляторный поддон для электрического грузовика
1-Экстремальные вызовы для аккумуляторных поддонов тяжелых грузовиков
a. Жесткие требования к механической долговечности: вибрация, удар и срок службы в миллион километров
Тяжелые грузовики проектируются со сроком службы ≥1,5 миллиона километров, что в 10 раз больше, чем у легковых автомобилей. Аккумуляторный поддон должен непрерывно выдерживать следующие три типа экстремальных механических нагрузок на протяжении всего жизненного цикла:
·Высокочастотные случайные вибрации: при полной загрузке и движении по бездорожью, строительным или неровным дорогам шасси генерирует случайные вибрации в широком частотном диапазоне (5 Гц–2 кГц). Эти вибрации не только проверяют пределы усталости основной рамы поддона, но также вызывают микротрещины в зонах концентрации напряжений, таких как сварные швы, отверстия под болты и фланцы, становясь потенциальными точками начала разрушения.

·Высокоускоренное ударное воздействие: Глубокие выбоины, экстренное торможение или падение могут создавать ударные ускорения, превышающие 50 g в течение миллисекунд. Поддон должен мгновенно поглощать/рассеивать энергию, чтобы предотвратить смещение элементов, короткое замыкание или разрыв корпуса.
·Кумулятивное усталостное повреждение: Срок службы в миллион километров означает сотни миллионов циклов вибрации. Под действием переменных напряжений алюминиевые сплавы склонны к образованию и распространению усталостных трещин, что в конечном итоге приводит к разрушению конструкции. Основная задача проектирования — отсрочить возникновение трещин до вывода транспортного средства из эксплуатации за счет топологической оптимизации, локального усиления, интеграции гибридных материалов и контроля процессов.
b.Сложные задачи теплового управления и температурных циклов
Из-за сверхвысокой емкости (сотни кВт·ч) и мощной зарядки/разрядки аккумуляторные батареи тяжелых грузовиков выделяют значительное количество тепла. Они также работают в условиях от арктических до тропических, сталкиваясь с экстремальными перепадами температур.
·Управление в широком температурном диапазоне: Поддон и система теплового управления (TMS) должны точно поддерживать температуру элементов в оптимальном диапазоне 25–40°C при окружающей температуре от -40°C до +85°C, с разницей температур между отдельными элементами менее 5°C.
·Термоциклирование при высоких нагрузках: В ускоренных испытаниях на старение система должна выдерживать тысячи циклов термоудара -40°C ↔ +85°C (скорость изменения: 5–15°C/мин, время выдержки: 5–15 минут). Этот процесс вызывает повторяющееся тепловое расширение/сжатие на границах материалов (алюминиевый сплав/герметик/пластиковые компоненты), создавая серьезные проблемы для надежности сварных/клеевых соединений в интегрированных охлаждающих каналах.
2-Основные материальные решения и технологии многофункциональной интеграции
Для решения этих задач отрасль разработала технологическую дорожную карту на основе высокопрочных алюминиевых сплавов, эволюционируя в сторону высокоинтегрированных многофункциональных решений.
a.Выбор основного материала: доминирование алюминиевых сплавов серии 6xxx
В конкуренции со сталью, магниевыми сплавами и композитами алюминиевые сплавы серии 6xxx (Al-Mg-Si) стали основным материалом для аккумуляторных поддонов тяжелых грузовиков благодаря их превосходной совокупной производительности, зрелым технологиям обработки и высокой экономической эффективности.
Ключевые марки сплавов и их свойства:
·6061-T6: Наиболее широко используемая марка, известная своей выдающейся прочностью, хорошей свариваемостью и коррозионной стойкостью.
·6005A-T6 и 6063-T6: Дополнительные варианты, также обладающие хорошей экструдируемостью, подходящие для компонентов с несколько меньшими требованиями к прочности.

b. Смена парадигмы в философии проектирования: тепловое управление и мониторинг состояния конструкции
Философия проектирования современных аккумуляторных поддонов для тяжелых грузовиков претерпела фундаментальную трансформацию — эволюционировав от чисто механической «несущей конструкции» до высокоинтегрированной «интеллектуальной платформы терморегуляции». Это изменение проявляется в двух ключевых технологических направлениях:
·Интегрированное тепловое управление (зрелое применение)
В настоящее время это наиболее технологически зрелый и широко применяемый подход. Его основная концепция заключается во встраивании функции охлаждения непосредственно в конструкцию поддона для достижения компактного и эффективного терморегулирования.
·Исследования мониторинга состояния конструкции (SHM) (начальная стадия)
Эта новая технология направлена на заблаговременное обнаружение потенциальных структурных повреждений (например, трещин, деформаций) в ходе длительной эксплуатации. Однако она остается на этапе валидации и лабораторных исследований, не имея крупномасштабных коммерческих примеров внедрения или достаточных данных о долгосрочной эксплуатационной надежности.
3-Анализ основных технологических маршрутов производства
Производственные процессы для аккумуляторных поддонов тяжелых грузовиков напрямую определяют их стоимость, производительность и эффективность производства. Основной подход сочетает экструзию алюминия и сварку трением с перемешиванием (FSW), оптимально балансируя требования к производительности с моделями мелко- и среднесерийного производства.
a. Экструзия алюминия
Этот процесс формирует алюминиевые заготовки в удлиненные структурные компоненты (например, поперечные балки, продольные балки) с помощью матриц. Будучи краеугольной технологией для аккумуляторных поддонов, он предлагает:
·Преимущества: Низкая стоимость оснастки, короткие сроки разработки и адаптивность к крупным, нестандартным деталям в малых партиях.
·Ограничения: Требует резки, механической обработки и многоэтапной сборочной сварки, что приводит к низкой автоматизации, более медленным циклам и меньшей эффективности по сравнению с интегрированным литьем под давлением.
b. Сварка трением с перемешиванием (FSW)
Эта технология соединения в твердой фазе генерирует тепло с помощью вращающегося инструмента для получения высокопрочных сварных швов алюминия, что делает ее лучшим выбором для несущих/герметичных соединений:
·Производительность: Прочность сварного шва достигает 80–90% от основного материала, без дефектов пористости/трещин. Минимальные термические искажения обеспечивают герметичность уровня IP67+ и экологичность.
·Ограничение: Применима только для плоских или простых криволинейных сварных геометрий.
Алюминиевые аккумуляторные поддоны для тяжелых грузовиков вышли за рамки своей роли высокопрочных легких конструкций, став многофункциональными интегрированными платформами. Однако расширение функциональности влечет за собой такие проблемы, как отказы из-за мультифизического взаимодействия, сложность процессов и риски надежности. Будущие прорывы будут зависеть от совместных инноваций в материалах, процессах и системах, использующих адаптивные интерфейсы и технологии цифровых двойников, чтобы обеспечить безопасную и устойчивую эволюцию интеллектуальных поддонов.
Мы будем регулярно обновлять технологии и информацию о тепловых проектах и оптимизации, и делиться этой информацией с вами для справки. Благодарим вас за интерес к компании Walmate.
Революция крупноформатных элементов, движимая снижением затрат, и вызовы охлаждения: Отрасль накопления энергии переживает глубокую трансформацию, движимую требованием «снижения затрат и повышения эффективности» — стремительно набирает обороты технология крупноформатных элементов питания. Элементы 300Ач+ постепенно становятся стандартом, а элементы емкостью 500Ач и выше ускоряют свое внедрение. Хотя эта трансформация повышает плотность энергии системы и снижает удельную стоимость ватт-часа, она также создает серьезные проблемы: резко увеличивается масса отдельного элемента, стремительно растет общий вес модуля/аккумуляторного блока (PACK), многократно возрастает нагрузка на несущие конструкции днища; более высокая тепловая мощность и более длинные внутренние пути теплопередачи предъявляют предельные требования к эффективности и равномерности системы охлаждения. Жидкостные охладительные пластины (ЖОП), являющиеся ядром теплового управления PACK, сталкиваются с насущной необходимостью модернизации.

Традиционная конструкция ЖОП по принципу «тонкого покрывающего листа» становится несостоятельной. В условиях ограниченного пространства и жесткого контроля затрат, ЖОП должны выйти за рамки единственной функции теплоотвода и эволюционировать в направлении триединства: «интеграция конструкционных функций, предельная эффективность теплоотвода, облегчение системы». В данной статье подробно рассматривается этот путь совершенствования конструкции.
1-Интеграция конструкционных функций: «Революция несущей способности» жидкостных охладительных пластин
Когда масса элементов существенно возрастает, нагрузки, воспринимаемые днищем корпуса и ЖОП, резко увеличиваются. Проектирование ЖОП в качестве несущих конструкционных элементов становится ключевым прорывом для решения противоречий между весом, стоимостью и пространством.
a. Стать «скелетом» корпуса: Интегрированное несущее днище
Концепция проектирования: ЖОП больше не крепится к днищу корпуса, а сама становится основной несущей конструкцией корпуса.
Ключевое преимущество: Значительное сокращение традиционного днища и монтажных кронштейнов, существенное снижение веса системы и затрат на материалы, упрощение процесса сборки.
Технические требования: Должны обладать чрезвычайно высокой жесткостью и прочностью на изгиб, сжатие и ударные нагрузки.
b. Встроенный «арматурный каркас»: Топологическая оптимизация и усиливающие структуры
Проектирование, управляемое механикой:Использование CAE-моделирования для топологической оптимизации, интегрирование усиливающих элементов (ребер жесткости и т.п.) в областях пластины, не критичных для теплоотвода (например, промежутки между каналами, края).

Эффективное использование материала: Оптимизированная конструкция обеспечивает распределение материала по критическим путям напряжения, удаление избыточного материала, достижение облегчения при сохранении несущей способности.
c. Несущая платформа на уровне модуля: Объединение разрозненных элементов
Крупногабаритные высокопрочные ЖОП могут напрямую служить монтажной платформой и несущим каркасом для модулей. Элементы или модули крепятся непосредственно на нее, что устраняет необходимость в дополнительных поддерживающих рамах, дополнительно упрощает структуру и повышает коэффициент использования объема.、
2-Скачок в производительности охлаждения: Искусство баланса между эффективностью и равномерностью
Ключевая проблема крупноформатных элементов питания — сложность отвода тепла из центральной зоны и контроля общего температурного градиента. Конструкция ЖОП требует инноваций в нескольких измерениях: тракты потока, интерфейсы, материалы.
a. Проектирование гидравлических трактов: От «простых труб» к «интеллектуальным сосудам»
Точное распределение потока и усиление турбулизации: Применение древовидных разветвленных каналов, комбинированных структур (змеевик + турбулизаторы/оребрение) для увеличения расхода и турбулизации в зонах высокого тепловыделения в центре элемента. Предотвращение эффекта «быстрого охлаждения краев и медленного центра» из-за широких прямых каналов.
Каналы переменного сечения и зональное охлаждение: Проектирование каналов с плавно изменяющимся сечением или независимо управляемых контуров для разных зон элемента (например, центр > края) на основе распределения тепловыделения. Обеспечивает точное распределение тепловой нагрузки по потребности, контроль температурного градиента в пределах ±2°C.
Бионические и топологически оптимизированные тракты: Использование CFD и методов топологической оптимизации для создания высокоэффективных, низкоомных трактовых сетей «естественного роста». Максимизирует площадь теплообмена и эффективность, снижает потери на перекачку.
b. Преодоление термического сопротивления интерфейса: Повышение «плотности контакта»
Высокоэффективные интерфейсные материалы (ТIM): Разработка термопрокладок/гелей/материалов с фазовым переходом с высокой теплопроводностью (>5 Вт/(м·К)), низким термическим сопротивлением, долговременной стабильностью, а также обеспечивающих электроизоляцию, демпфирование и технологичность нанесения.
Микроструктурирование поверхности:Нанесение микроканавок, массива микровыступов или специальных покрытий на контактную поверхность ЖОП для увеличения эффективной площади контакта. Использование капиллярных сил для улучшения контакта, значительное снижение термического сопротивления интерфейса (на 30%-50%).
c. Модернизация материалов: Двойная цель — теплопроводность и прочность
Исследование алюминиевых сплавов с более высокой теплопроводностью (например, высокотеплопроводные сплавы серии 6ххх, специфические сплавы серии 7ххх) или алюминиевых композиционных материалов (АКМ), обеспечивающих улучшение базовой теплопроводности при сохранении требуемой конструкционной прочности.
3-Сквозная оптимизация массы: Борьба за каждый грамм
Снижение массы каждого грамма означает сокращение затрат и повышение эффективности транспортировки и монтажа.
Тонкая «похудательная» оптимизация:
a. Утонение, основанное на моделировании: Точный расчет методом CAE для максимального уменьшения толщины стенок ЖОП (например, с 2.0 мм до 1.5 мм) при выполнении требований по прочности, жесткости и теплоотводу.
b. Полые структуры и перфорация: Проектирование полостей внутри ребер жесткости и безопасное перфорирование в некритичных для прочности и теплообмена зонах.
c. Применение высокопрочных материалов: Использование алюминиевых сплавов повышенной прочности (серия 7ххх) для уменьшения толщины и массы при сохранении требуемых характеристик.
4-Технологии производства: Фундамент для прогрессивного проектирования
«Структуризация» и «усложнение» ЖОП предъявляют повышенные требования к производственным процессам.
Модернизация и конвергенция основных технологий:
Экструзия алюминия + Сварка трением с перемешиванием (СТП):Преимущества: крупные габариты, высокая конструкционная прочность. Направления развития: разработка сложных профилей с интегрированными каналами и ребрами жесткости; прорыв в технологии СТП сверхдлинных швов и швов с переменным сечением для обеспечения прочности и герметичности сварных соединений.
Штамповка + Пайка:Преимущества: гибкость в проектировании каналов, высокий потенциал облегчения. Направления развития: реализация прецизионной штамповки более глубоких и сложных каналов; повышение выхода годных и надежности соединений при пайке крупногабаритных конструкций с множеством деталей; интеграция усиливающих структур в штампованные детали.
Литье под высоким давлением (ЛВД):Потенциал: изготовление высокоинтегрированных ЖОП (каналы, ребра, интерфейсы — единое целое) со сложнейшей геометрией. Необходимо решить проблемы стоимости оснастки, чистоты поверхности внутренних каналов, контроля пористости.
Инновации в гибридных технологиях:Комбинирование различных процессов для объединения их преимуществ и удовлетворения требований к более сложным конструкциям.
5-Надежность: Жизненно важная линия интегрированного проектирования
Когда ЖОП становится конструкционным ядром, ее надежность определяет безопасность всего аккумуляторного блока (PACK).
Усиление двойной надежности: структурной и гидравлической:
a. Испытания на предельные механические нагрузки:Необходимость прохождения испытаний на вибрацию, удар, сдавливание и падение, значительно превышающих стандартные требования, для моделирования экстремальных условий эксплуатации.
b. Обеспечение усталостной долговечности:Проведение детального моделирования и испытаний на структурную усталость и циклическое давление для гарантии отсутствия течей и трещин при длительных знакопеременных нагрузках.
c. Избыточное уплотнение:Применение многоконтурных стратегий уплотнения на критических соединениях.
d. Строгий контроль качества:Внедрение автоматизированного операционного контроля для обеспечения стабильности производства.
Этот перевод обеспечивает высокий уровень детализации, необходимый для понимания специалистами в области проектирования систем теплового управления, механики и производства СНЭ, и полностью соответствует требованиям профессиональной технической коммуникации на русском языке.
Мы будем регулярно обновлять технологии и информацию о тепловых проектах и оптимизации, и делиться этой информацией с вами для справки. Благодарим вас за интерес к компании Walmate.
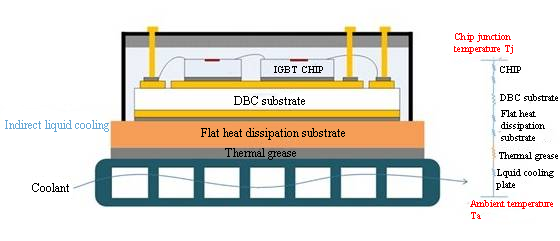
Сутью теплоотвода IGBT является проблема эффективности теплопередачи под многослойными последовательно соединенными тепловыми резисторами, среди которых тепловое сопротивление интерфейса составляет более 60% и является основным объектом оптимизации.

Рисунок 1: Диаграмма теплового сопротивления IGBT
1-Корень проблемы: где скрывается тепловое сопротивление?
Тепловое сопротивление IGBT-модуля представляет собой сложную многослойную структуру, состоящую из нескольких слоёв материалов и путей теплопроводности. Тепловое сопротивление IGBT-модуля в основном складывается из теплового сопротивления (Rth) IGBT-модуля, которое складывается из теплового сопротивления переход-корпус (Rth-Rjc) и теплового сопротивления корпус-окружающая среда (Rth-Rca) последовательно:
a. Тепловое сопротивление переход-корпус (Rth-Rjc):
· Керамическая плата с медным покрытием является основным узким местом: на неё приходится более 75% Rth-Rjc, поскольку её керамический слой (например, Al₂O₃) обладает низкой теплопроводностью (15–35 Вт/м·К), и его толщина не может быть проигнорирована. · Остальные уровни составляют оставшиеся 25% теплового сопротивления кристалла (теплопроводность кремния ≈ 150 Вт/м·К), тепловое сопротивление припоя (пустоты создают тепловое сопротивление интерфейса) и тепловое сопротивление медной подложки (высокая теплопроводность, но малый эффект толщины). б. Тепловое сопротивление между корпусом и окружающей средой (Rth-Rca):
· Тепловое сопротивление контакта интерфейса является доминирующим: тепловое сопротивление термопасты/контактной поверхности между подложкой и радиатором составляет 40–60% от общего теплового сопротивления и более 60% в традиционной односторонней конструкции теплоотвода.
· Влияние структуры теплоотвода: например, в радиаторе с воздушным охлаждением тепловое сопротивление контакта (Rjc), тепловое сопротивление теплопроводности (Rch) и тепловое сопротивление теплообмена (Rha) составляют 65,9%, 5,9% и 28,2% соответственно (традиционная структура ребер).
2-Путь преодоления теплового сопротивления: скоординированная оптимизация материалов и структур
a. Утончение кристалла: снижение внутреннего теплового сопротивления
· Технологическое развитие: уменьшение толщины пластины PT с 200 мкм до 70 мкм для IGBT7, что снижает тепловое сопротивление на 60%. Процесс утончения (шлифовка/химическая магнитная генерация/плазменное травление) позволяет снять напряжения и повысить эффективность термодиффузии.
· Физический механизм: толщина уменьшается с 350 мкм до 110 мкм, а теплоёмкость на единицу площади (Cth) — с 786,5 Дж/℃·м² до 247,2 Дж/℃·м², что ускоряет нестационарный отвод тепла. После утончения сопротивление снижается, омический контакт улучшается, а риск отказа, вызванного внутренним напряжением, снижается.
b. Инновация в интерфейсе: спекание серебра заменяет теплопроводящую силиконовую смазку
Усовершенствование материала интерфейса – ключ к снижению теплового сопротивления контакта

Таблица 1: Сравнение теплопроводности серебряного спекания и теплопроводящей силиконовой смазки
c. Модернизация подложек: керамика с высокой теплопроводностью и алмаз
Материалы подложек претерпевают ключевую эволюцию от Al₂O₃ к AlN, а затем к алмазу. Основная цель — значительно повысить теплопроводность для удовлетворения потребностей в рассеивании тепла в электронных устройствах с более высокой плотностью мощности.
· Прорыв в области подложек из AlN
Теплопроводность может достигать 5–10 раз выше, чем у Al₂O₃. Коэффициент теплового расширения (около 4,5 ppm/K) близок к кремнию (около 2,6 ppm/K), что эффективно снижает напряжение, возникающее из-за теплового рассогласования между кремниевыми кристаллами.
· Перспективы алмазных подложек: теплопроводность превышает 2000 Вт/(м·К) (в 80 раз выше, чем у Al₂O₃), коэффициент теплового расширения составляет 1,1 ppm/K, что идеально подходит для кремниевых кристаллов. Теплопроводность композиционных материалов на основе алмаза и алюминия достигает 613 Вт/(м·К) (в 2,6 раза больше, чем у чистого алюминия), а оптимизация интерфейса повышает прочность соединения.

Таблица 2: Сравнение основных свойств материалов подложки
3-Проблемы, связанные с преодолением теплового сопротивления
a. Механическая прочность – узкое место при утончении кристалла
Уменьшение толщины с 200 мкм до 70 мкм (IGBT7) может снизить тепловое сопротивление на 60%, но дальнейшее утончение до 20 мкм приведет к риску разрушения. Ультратонкие кристаллы (<50 мкм) подвержены образованию микротрещин из-за несоответствия коэффициентов теплового расширения (КТР).
b. Проблема высокой теплопроводности подложки

Таблица 3: Проблемы с подложками с высокой теплопроводностью
c. Надёжность интерфейса: проблема многофизической связи
· Риск несоответствия КТР спекания серебра: КТР слоя спекания серебра (КТР = 18,4 ppm/K) в 4 раза отличается от КТР кристалла SiC (КТР = 4,5 ppm/K), и термоциклирование склонно к расслоению.
· Контроль контактного давления интерфейса: давление 0,1 → 0,5 МПа может снизить тепловое сопротивление на 40%, но давление > 1 МПа выдавит слой серебра.
С достижением плотности мощности IGBT в 10 кВт/см² проектирование систем теплоотвода перешло из разряда «вспомогательной инженерии» в разряд «проблемного места в системе». Революция в области подложек с Al₂O₃ на алмаз, переход от силиконовой смазки к спеканию меди и уменьшение толщины кристалла с 200 мкм до 50 мкм — всё это, по сути, борьба со вторым законом термодинамики. Проектирование систем теплоотвода приближается к физическому пределу, и треугольная синергия материалов, структуры и процесса станет ключом к прорыву.
Мы будем регулярно обновлять технологии и информацию о тепловых проектах и оптимизации, и делиться этой информацией с вами для справки. Благодарим вас за интерес к компании Walmate.
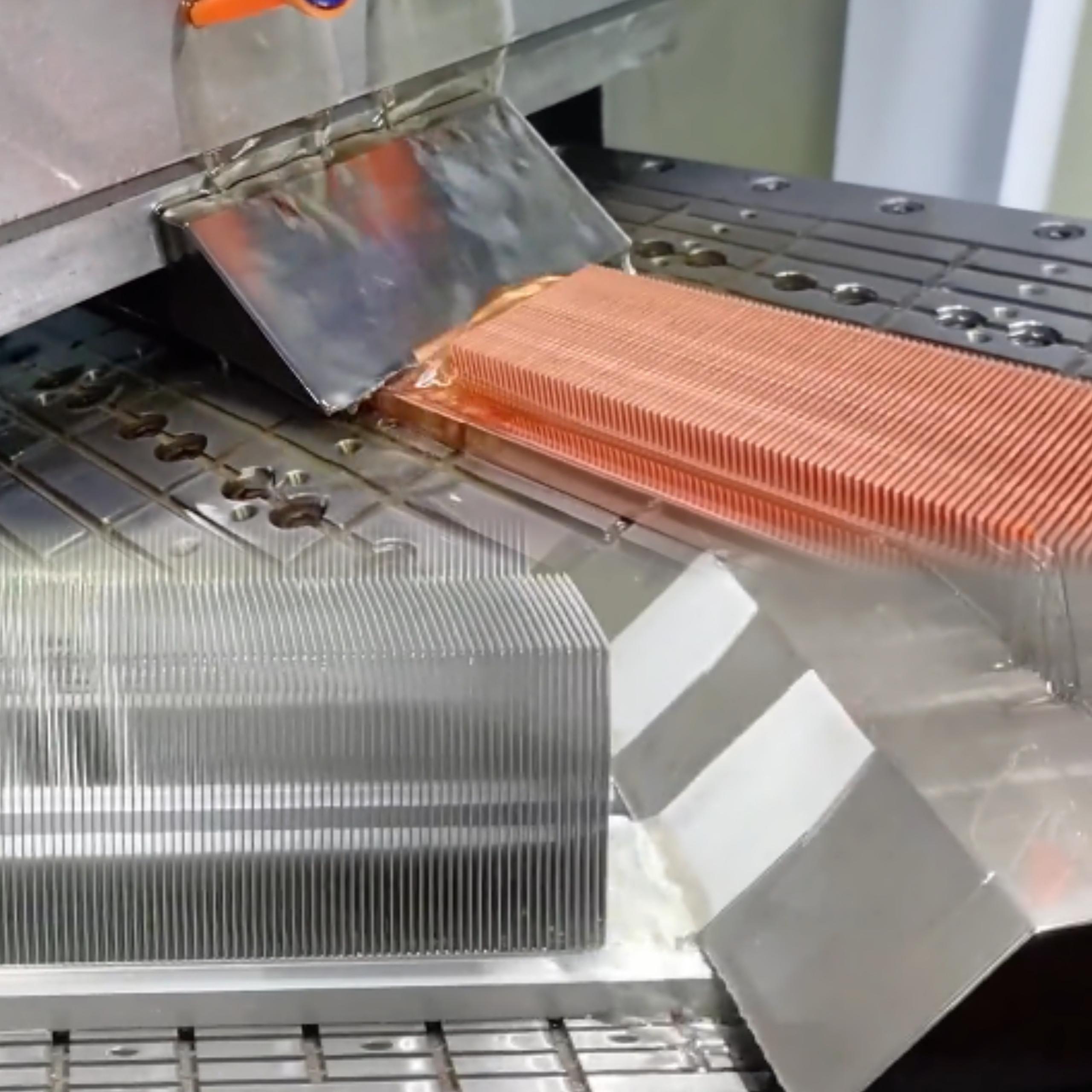
Замена меди алюминием стала необратимой тенденцией в области Радиатор со скошенными ребрами. Основными движущими силами являются стоимость, малый вес и ресурсосбережение, а разрыв в производительности компенсируется за счет технологических инноваций (технология скошенных ребер, микроканальная конструкция). В типичных приложениях алюминиевые решения широко используются в высокоэффективных системах, таких как центры обработки данных и транспортные средства на новых источниках энергии. Однако замена меди алюминием — это не просто замена материала, а системный проект, требующий комплексной оптимизации, охватывающей выбор материала, проектирование конструкции, производственный процесс и условия применения, для достижения оптимального баланса между стоимостью и производительностью. В данной статье подробно рассматриваются ключевые технологические прорывы и прикладные решения в этой области.
1-Алюминий против меди: свойства материалов и проблемы замены
Чтобы научно оценить возможность замены меди алюминием, необходимо сначала понять различия в основных физических свойствах этих двух металлов в системах теплоотвода:

Таблица 1: Комплексное сравнение свойств теплорассеивающих материалов из алюминия и меди
Эффективность теплоотвода зависит не только от теплопроводности материала, но и от его теплоёмкости и использования площади поверхности. Разница в физических свойствах алюминия и меди определяет границы применимости замещения:
a. Диалектическая связь между теплопроводностью и теплоёмкостью
·Мгновенное преимущество меди: высокая теплопроводность (385 Вт/м·К), более быстрое начальное рассеивание тепла;
·Прорыв алюминия в стационарном состоянии: высокая удельная теплоёмкость (900 Дж/кг·К, в 2,3 раза больше, чем у меди), увеличение теплоёмкости на единицу массы на 133%, низкая плотность (2,7 г/см³, 30% меди), увеличение площади рассеивания тепла на 40% при том же объёме и долгосрочный баланс, достигаемый за счёт большей площади поверхности на этапе непрерывного рассеивания тепла.
b. Тепловое согласование
Коэффициент теплового расширения алюминия (23,1×10⁻⁶/K) близок к коэффициенту теплового расширения подложки печатной платы (13–18×10⁻⁶/K), что снижает риск выхода из строя из-за термических напряжений.
Кроме того, эта тенденция обусловлена изменением взглядов на производительность — снижение локальной теплопроводности в обмен на снижение веса системы, оптимизацию затрат и повышение устойчивости.
2-Ключевые прорывы в производственном процессе
a. Прорыв в системе материалов: оптимизация состава сплава и контроль твёрдости
· Традиционные проблемы: традиционные алюминиевые материалы (например, чистый алюминий 1060) имеют низкую твёрдость (24–38 HB) и легко поддаются стачиванию, но при последующей обработке склонны к налипанию на инструмент; алюминиевый сплав 6063 имеет высокую твёрдость (34–42 HB), что благоприятно для последующей обработки, но высота стачивания ограничена (≤50 мм).
· Прорыв: благодаря оптимизации состава сплава (Si 0,25%, Mg 0,41%) и инновационным процессам плавки и литья (гомогенизация при 556°C + экструзия при 430°C / закалка при 490°C) твёрдость алюминиевых материалов контролируется поэтапно: поддержание низкой твёрдости 32–39 HB перед срезанием ребер (для обеспечения обработки ребер высотой 70 мм) и упрочнение до 55–64 HB после срезания ребер (для решения проблемы налипания на инструмент во время обработки).
·Контроль примесей и баланс теплопроводности: благодаря контролю чистоты Fe ≤0,11% и Cu ≤0,02% (99,70% алюминиевой основы) поддерживается высокая теплопроводность и повышается эффективность обработки, что обеспечивает высокую производительность и эксплуатационную прочность алюминиевых радиаторов с высоким ребром.
b. Существенное различие между твёрдостью материала и чувствительностью к резанию: основное преимущество алюминия в получении сверхтонких рёбер заключается в его способности к упрочнению и требуемой силе резания.
Технический анализ:
·Мягкие свойства меди обуславливают процесс срезания рёбер: выдавливание инструмента легко приводит к накоплению материала у основания рёбер (образуя «эффект завёртывания»).
Участок тонкой плёнки подвержен сильной пластической деформации (высокая степень нестабильности при толщине <0,1 мм); степень упрочнения низкая, и структура не может быть упрочнена деформацией.
·При срезании алюминиевого сплава: упрочнение значительно повышает жёсткость рёбер (прочность сплава 6063 повышается после холодной закалки); низкая сила резания позволяет использовать более точный инструмент с тонкими лезвиями; небольшое упругое восстановление (около 1/3 меди) обеспечивает геометрическую точность рёбер.
c. Прорыв в области структурных ограничений и оптимизация затрат
Конструкция ультратонких ребер, по сути, направлена на максимизацию соотношения площади поверхности к объему, и физические свойства алюминия лучше подходят для этой цели:

Таблица 2: Сравнение параметров алюминиевых и медных радиаторов со скошенными теплоотвод
Простые алюминиевые профили с поперечным сечением (пластина/паз) используются для замены сложных пресс-форм, снижая стоимость пресс-форм на 60%. Мелкосерийное производство напрямую использует пластинчатые ребра (без пресс-форм) для адаптации к индивидуальным потребностям.
3-Суть тренда: Оптимизация системы заменяет материальный эгоизм
Основная ценность алюминиевых радиаторов со строжкой ребер заключается в комплексной оптимизации на системном уровне, а не в замене отдельных характеристик теплопроводности:
·Техническое преимущество: Достижение синергетического прорыва в области легкого и эффективного рассеивания тепла за счет многослойной структуры ребер, технологии тонких ребер и цельного литья;
·Преимущество интеграции с малым весом: В таких развивающихся областях, как новая энергетика/5G, малый вес и стоимость стали более важными показателями, чем абсолютная теплопроводность, и производные преимущества были улучшены.
·Экономия полного цикла: Первоначальная стоимость составляет всего 45% от стоимости медного решения, а снижение энергопотребления вентилятора за счет уменьшения веса может обеспечить быструю окупаемость инвестиций. ·Основа устойчивого производства: достаточные мощности по производству алюминия и коэффициент извлечения >95% в отрасли гарантируют стабильность цепочки поставок.
Мы будем регулярно обновлять технологии и информацию о тепловых проектах и оптимизации, и делиться этой информацией с вами для справки. Благодарим вас за интерес к компании Walmate.

Скачок в плотности мощности и игра тепловых границ являются движущей силой четырех революций в технологии охлаждения солнечных инверторов. От централизованного воздушного охлаждения ребер H-моста до трехуровневой топологии NPC, использующей тепловые трубки для укрощения источника тепла; от модульных многоуровневых систем для создания защитной линии тепловой избыточности с материалами с фазовым переходом до мягких переключателей SiC, использующих микроканальное жидкостное охлаждение для прорыва через высокую стену плотности теплового потока — каждая итерация топологии переписывает парадигму охлаждения. Суть этой эволюции — конечный вызов силовой электроники второму закону термодинамики в условиях треугольных ограничений эффективности, плотности мощности и надежности, и она определит конкурентные барьеры следующего поколения систем термоядерного хранения фотоэлектрических элементов.
1-Эволюция системы солнечного инвертора
Эволюция системы солнечного инвертора следует четырехэтапному переходу адаптации рассеивания тепла → управления температурой → тепловой синергии → системы снижения энтропии, движущей формой от централизации шкафного типа к интеллектуальной интеграции на уровне чипа, плотность мощности продолжает расти, эффективность и проникновение в сцену одновременно совершают скачок.
a. Физическая форма солнечного инвертора претерпела трехуровневый переход:
Ранние централизованные инверторы были большими по размеру (>1 м³/МВт) и весили более тонны; последующее решение струнного типа разбирало силовой блок на модули мощностью 20–100 кВт, а объем был уменьшен до 0,3 м³/МВт; текущая модульная конструкция была дополнительно усовершенствована до субблоков мощностью 10 кВт, плотность мощности превысила 50 кВт/л, а вес снизился до <15 кг/кВт.
b. Адаптивность к окружающей среде переходит от пассивной защиты к активной адаптации:
· Уровень защиты: IP54 → IP66/C5-M антикоррозийная защита (прибрежные/соленые сценарии)
· Диапазон температур: -25~+60℃ → -40~+85℃ (экстремально холодные/пустынные сценарии)
· Интеллектуальный ответ: алгоритм динамического управления температурой регулирует мощность рассеивания тепла в реальном времени в соответствии с пылью/высокой влажностью окружающей среды
c. Потребность в рассеивании тепла качественно меняется со скачком в плотности мощности:
Раннее принудительное воздушное охлаждение справляется с плотностью теплового потока <100 Вт/см²; технология тепловых трубок в трехуровневую эпоху решает проблему однородности температуры нескольких источников тепла; высокая частота SiC способствует популяризации жидкостного охлаждения; Микроканальное охлаждение с изменением фазы становится стандартным решением для >300 Вт/см², а доля системы рассеивания тепла была сокращена с 30% до 12% от всей машины.
2- Эволюция топологии системы солнечного инвертора и терморегулирование
Основная логика эволюции топологии системы солнечного инвертора обусловлена «эффективностью-плотностью мощности-стоимостью»:
· Изменения в механизме потерь: от преобладания потерь проводимости (H-мост) → потери коммутации ядра (NPC) → высокочастотные магнитные части/потери конденсатора (MMC) → потери электромагнитной совместимости при мягком переключении SiC составляют более 60%, сдвигая фокус рассеивания тепла со «средней температуры» на «управление сверхвысокой плотностью теплового потока»;
· Переход плотности мощности: физический предел кремниевых IGBT (20 кГц/3 кВт/л) был преодолен устройствами SiC (100 кГц/50 кВт/л), заставив решение рассеивания тепла перейти от воздушного охлаждения → тепловой трубки → жидкостного охлаждения → микроканального фазового изменения охлаждения;
· Динамический баланс стоимости: доля стоимости системы рассеивания тепла постепенно уменьшается от H-моста к SiC, но стоимость рассеивания тепла на единицу мощности вместо этого увеличивается. Необходимо реконструировать тепловую границу посредством совместного проектирования топологии-упаковки-рассеивания тепла, чтобы в конечном итоге добиться снижения LCOE.

Таблица 1: Эволюция топологий солнечных инверторов и управления тепловым режимом
Столкнувшись с инженерными проблемами постоянного скачка плотности мощности и постоянного прорыва в плотности теплового потока фотоэлектрических инверторов, решение по рассеиванию тепла необходимо систематически модернизировать:
· Эволюция от воздушного охлаждения к жидкостному: чтобы справиться с высокими характеристиками плотности теплового потока новых чипов, значительно снизить температуру ядра;
· Сочетание тепловой трубки и технологии изменения фазы: эффективно подавляет тепловой удар модульных систем и продлевает срок службы ключевых компонентов;
· Совместное проектирование и контроль затрат: оптимизирует долю системы рассеивания тепла за счет глубокой интеграции электрического и теплового управления.
Как партнер по тепловому управлению, Walmate фокусируется на технологии охлаждения непосредственно на чипе и оптимизации теплового сопротивления на уровне системы, чтобы предоставить осуществимые решения по рассеиванию тепла для фотоэлектрических систем хранения.
Мы будем регулярно обновлять технологии и информацию о тепловых проектах и оптимизации, и делиться этой информацией с вами для справки. Благодарим вас за интерес к компании Walmate.

Настоящая статья систематизирует возможные направления технологических инноваций систем охлаждения HVDC в условиях стремительного роста ИИ-нагрузок, с акцентом на координацию жидкостного охлаждения и модернизацию материалов. Основана на открытых отраслевых источниках, возможные неточности просьба уточнять.
1-Необходимость роста HVDC и эволюции охлаждения
Взрывной рост вычислительной мощности ИИ приводит к резкому увеличению плотности мощности в ЦОД (более 100 кВт на стойку), что требует перехода на более эффективные системы электропитания.
Традиционные UPS испытывают сложности с КПД и занимаемой площадью, тогда как HVDC демонстрирует преимущества в виде высокой эффективности, низких потерь, компактности и надежности, и стремительно становится доминирующим решением для ИИ-ЦОД.
Попутно растет потребность в более высоких напряжениях (750В, 1000В) для повышения мощности и эффективности.
a. Рост вычислений ИИ и ужесточение требований по энергоэффективности
Для достижения стандартов PUE ≤1,5 или даже ≤1,3 системы охлаждения HVDC должны обеспечивать:
Эффективное охлаждение: внедрение жидкостных систем под высокую плотность мощности.
Оптимизацию теплоносителя: приоритет деионизированной воды, либо стабильных флюидов с низкой разделяемостью фаз (напр. PCD).
Повышение теплопередачи: использование высокотеплопроводных материалов и специальных каналов в радиаторах.
Интеллектуальный температурный контроль: мониторинг ключевых точек, предиктивная диагностика.
Резервирование: архитектура N+1, двухконтурные системы охлаждения.
Аварийное охлаждение: готовность к экстремальным нагрузкам.
Экологическая устойчивость: работа при +15…+35°C, защита от влаги и конденсата.
b. Углубление применения третьего поколения полупроводников (SiC/GaN)
ИИ-сценарии требуют высоковольтных решений (например, HVDC 800В), где активно применяются:
SiC/GaN-компоненты с высокой плотностью мощности, частотой переключения и низкими потерями.
Это позволяет повысить эффективность, снизить тепловыделение, уменьшить стоимость материалов и повысить надежность.
c. Сравнение HVDC и переменного тока (AC) с точки зрения энергоэффективности и охлаждения
Требования архитектуры HVDC к системам рассеивания тепла в основном отражаются в высокой плотности мощности, эффективных методах охлаждения, избыточной конструкции, экологической адаптивности, оптимизации энергоэффективности и быстром восстановлении после сбоев. Эти требования совместно определяют сложность и проблемы систем HVDC при проектировании и эксплуатации.

Таблица 1: Разбивка основных причин различий в потерях при преобразовании энергии постоянного тока высокого напряжения и переменного тока
2- Инновационное ядро: Синергия жидкостного охлаждения и решения по модернизации материалов
a. Система жидкостного охлаждения: переход поколений от периферии к мейнстриму
Уровень проникновения жидкостного охлаждения быстро растет, вычислительная мощность ИИ увеличивает потребление энергии графического процессора до 1000 Вт, заставляя воздушное охлаждение трансформироваться, а периферийные сценарии должны адаптироваться к экстремальному диапазону температур от -30℃ до 60℃.

Таблица 2: Смена поколений технологических путей
б. Модернизация материалов: ключевой прорыв в решении экстремальных тепловых задач
Модернизация материалов способствует прорывам в эффективности рассеивания тепла: оптимизируйте тепловое управление тиристорами с помощью интерфейсных материалов с высокой теплопроводностью, объедините керамические подложки из нитрида алюминия (теплопроводность ≥ 180 Вт/мК) для повышения теплоотдачи устройств SiC/GaN и используйте композитную структуру жидкостного охлаждения для поддержки высокой плотности мощности. На системном уровне используется архитектура жидкостного охлаждения с резервированием N+1, интеллектуальная стратегия контроля температуры и конструкция трубопровода с выдерживаемым напряжением 800 В для достижения безопасного и эффективного совместного рассеивания тепла.
3-Технические проблемы и возможности в цепочке индустрии охлаждения
a. Ключевые проблемы: узкие места стандартизации и совместимости
Отсутствие единообразия в интерфейсе охлаждающей пластины на уровне чипа и разница в выдерживаемом напряжении трубопровода на уровне шкафа (500 В ~ 800 В) приводят к плохой совместимости и увеличивают стоимость трансформации; пути охлаждающей пластины и технологии погружения разделены, а отсутствие стандартов изоляции охлаждающей жидкости усугубляет фрагментацию отрасли; существуют скрытые опасности в звене эксплуатации и обслуживания, такие как недостаточный механизм обнаружения утечек и пустые стандарты для снижения производительности охлаждающей жидкости. Основная причина кроется в экологическом разделении трех сторон поставщиков чипов/поставщиков серверов/поставщиков решений для жидкостного охлаждения, что формирует дилемму «островизации» с неясными обязанностями.
b. Возможности сотрудничества: техническое сотрудничество и промышленное сотрудничество
Уровень микросхемы способствует стандартизации интерфейсов охлаждающих пластин, а системный уровень связывает нагрузку HVDC и скорость потока охлаждения с помощью алгоритмов управления температурой AI; промышленный уровень опирается на ODCC для установления стандартов интерфейса и охлаждающей жидкости и сокращает цикл развертывания с помощью модульных целых машин; внедряет инновационные технологии регенерации охлаждающей жидкости и модели лизинга оборудования для снижения затрат и покрывает риски утечки с помощью механизмов страхования для достижения трехмерного сотрудничества технологий, промышленности и финансов.
В настоящее время технология охлаждения HVDC все еще сталкивается с такими проблемами, как стандартизация и совместимость, но промышленное сотрудничество показало признаки прорыва. Эта статья представляет собой лишь временное наблюдение, и мы с нетерпением ждем обсуждения направлений оптимизации с коллегами в отрасли.
Мы будем регулярно обновлять технологии и информацию о тепловых проектах и оптимизации, и делиться этой информацией с вами для справки. Благодарим вас за интерес к компании Walmate.
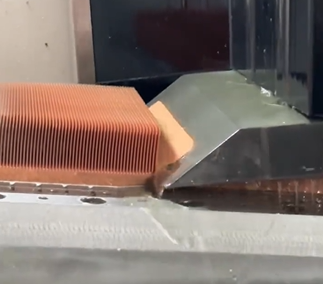
Для производства радиаторов выбор материала и точность скашивания ребер являются ключом к успеху. Столкнувшись со строгими требованиями сверхтонких ребер и ребер высокой плотности, основная проблема заключается в следующем: как сбалансировать теплопроводность материала, стоимость и технологичность? Как преодолеть ограничение оборудования, достичь стабильной точности на уровне микрона и обеспечить постоянство формы зубьев и эффективность рассеивания тепла? Это напрямую определяет производительность продукта, конкурентоспособность по стоимости и выход массового производства.
1-Основные проблемы и сложности процесса
a. Суть процесса: послойное шабрение (грубая → тонкая обработка) формирует высокоплотные детали ребер
Послойное шабрение быстро удаляет излишки посредством черновой обработки и обеспечивает точность формы ребра посредством тонкой обработки, но сталкивается с тремя основными противоречиями:
· Контроль тепловой деформации: высокое тепло резания, выделяемое при черновой обработке, вызывает локальное расширение тонкостенных деталей ребер. Деформацию необходимо компенсировать во время тонкой обработки, в противном случае возникнут ошибки эллиптичности (например, неравномерное расстояние между теплоотводящими ребрами).
· Баланс напряжений: накопление остаточного напряжения при послойной обработке вызывает коробление деталей зубьев, особенно алюминия (высокая теплопроводность, но низкий предел текучести), что требует снижения силы резания за счет стратегии «малой глубины резания и быстрой подачи».
· Точный перенос: неровный остаточный материал, остающийся после грубой обработки, увеличивает нагрузку на инструмент для тонкой обработки, что легко может вызвать вибрацию и привести к допуску толщины ребра.
б. Две основные болевые точки
· Выбор материала радиатора: выбор материала радиатора должен сбалансировать теплопроводность, технологичность и стоимость. Благодаря сравнению производительности и принятию решений о выборе в сочетании с модификацией материала и контролем стоимости можно достичь синергетической оптимизации.

Таблица 1: Количественное сравнение свойств материалов и логика выбора
· Точность оборудования: Оптимизация точности оборудования повышает точность обработки и срок службы инструмента за счет подавления термической деформации резания, износа и погрешности инструмента, используя инновационные инструменты и компенсацию погрешности термомеханического соединения.

Таблица 2: Причинно-следственная цепочка дефектов точности
2-Выбор материала: ключ к производительности и стоимости
a. Доминирует спрос на теплопроводность
· Сценарий с высоким тепловым потоком (>100 Вт/см²): предпочтительна медь (теплопроводность 380 Вт/м·К), ее теплопроводность на 30% выше, чем у алюминия.
Контроль рисков: травление для удаления оксидного слоя (10% HNO₃) + масляная пленка бензотриазола для предотвращения вторичного окисления, что снижает износ инструмента на 40%.
Сценарий со средним и низким тепловым потоком (<80 Вт/см²): предпочтителен чистый алюминий (теплопроводность 210 Вт/м·К), который удовлетворяет большинству потребностей бытовой электроники и стоит всего 30% от стоимости меди.
b. Оптимизация ограничений по стоимости
· Чувствительные к стоимости проекты, утончение материала (например, алюминиевая подложка от 4 мм до 2 мм); переработка отходов (степень извлечения медной стружки >95%); локальная композитная конструкция (медь используется только в области контакта с источником тепла).
· Альтернативное решение, чистый алюминий + конструкция тепловой трубки, эквивалентная теплопроводность 200–220 Вт/м·К.
c. Компромисс сложности обработки
· При высоких требованиях к ребрам (>70 мм) выбирайте чистый алюминий, предельная высота ребра составляет 120 мм, а сопротивление изгибу выше, чем у меди; предварительная обработка, предварительный отжиг алюминия (снижение остаточного напряжения) для снижения колебаний твердости.
· Для высокоточной формы ребра (толщина ребра <0,5 мм) выбирайте алюминий 6 серии, AL6063 закаляется после мягкой обработки, а толщину ребра можно контролировать до 0,25 мм; Табу, избегайте прямой обработки твердых медных материалов (легко разрушающиеся зубья), требуется низкотемпературная предварительная обработка.
3- Оптимизация точности оборудования: основа повышения производительности
Точность оборудования является основой процесса скашивания для достижения высокой плотности ребер и контроля деформации и износа.

Таблица 3: Механизм влияния источников ошибок оборудования на выход продукции
Идеи по оптимизации точности оборудования для заточки:
· Повышение точности: замена ЧПУ, замена механической передачи на систему ЧПУ для устранения ошибки индексации; подавление тепловой деформации, использование технологии резки холодным воздухом и объединение технологии компенсации для активного контроля тепловой деформации во время обработки; укрепление инструмента, нанесение покрытия CBN и оптимизация геометрической структуры для улучшения противосколочной способности инструмента.
· Основные достижения: точность обработки оборудования достигает ±0,003 мм (уровень микрометра); успешно поддерживает проектирование экстремальных ребер толщиной 0,3 мм и высотой ребра 120 мм; выход продукции достиг значительного скачка с 65% до 95%.
Подводя итог, точное соответствие материалов и экстремальная точность заточки являются основными барьерами производства радиаторов. Оптимизированные материалы гарантируют основу производительности, в то время как оборудование с точностью микронного уровня (передача ЧПУ, подавление тепловой деформации и долговечные инструменты) является единственным способом достижения высокой производительности и поддержки проектирования экстремальной формы ребра. Только путем постоянной оптимизации этих двух ядер и активного внедрения передовых технологий точного управления мы сможем укрепить лидирующие позиции на рынке обработки радиаторов.
Мы будем регулярно обновлять технологии и информацию о тепловых проектах и оптимизации, и делиться этой информацией с вами для справки. Благодарим вас за интерес к компании Walmate.
Когда вы видите радиатор, точный как зубья расчески в электронном устройстве, вы можете не подумать, что его пиковая производительность была определена задолго до того, как лезвие коснулось металла. Почему крупные производители готовы тратить много денег на предварительную обработку материала? Потому что этот шаг может напрямую модернизировать радиатор: резка алюминия экономит 20% усилий, медные радиаторы могут использоваться еще 3 года, и даже радиаторы высотой 12 см можно разрезать за один раз. В этой статье рассказывается, как «массировать и размягчать кости» металла с помощью научных методов, чтобы твердый металл можно было послушно превратить в идеальный радиатор.
1-Почему предварительная обработка является «невидимым двигателем» ребристые радиаторы?
а. Производственные проблемы высокоточных радиаторов
· Остаточная концентрация напряжений: Остаточное напряжение от процесса прокатки или литья сырья высвобождается во время скошивания, вызывая деформацию подложки.
· Размягчение материала: Алюминий, медь и другие материалы локально размягчаются из-за повышения температуры (алюминий 40-60 ℃, медь 80-120 ℃) в процессе резки, что приводит к разрушению зуба или увеличению заусенцев.
· Поверхностное окисление: Медь легко окисляется на воздухе, образуя слой CuO (высокая твердость и высокая хрупкость), что усиливает износ инструмента и сокращает срок его службы.
б. Предварительная обработка — ключевой мост от «металлического сырья» к «точным зубчатым срезам»
· Оптимизация характеристик материала, рекристаллизационный отжиг алюминиевых и медных материалов соответственно, устраняет остаточное напряжение, возникающее в процессе прокатки, и можно значительно улучшить однородность твердости материала.
· Контроль состояния поверхности с использованием химической очистки для удаления оксидного слоя на поверхности материала, например, медь можно протравить 10% HNO₃, и шероховатость поверхности можно уменьшить до 0,4 мкм после обработки, эффективно уменьшая адгезию инструмента; или пассивационная обработка алюминия, например, анодирование алюминия для формирования пленки Al2O3 толщиной 5–10 мкм для предотвращения вторичного окисления во время обработки.
c. Как технология предварительной обработки повышает эффективность обработки?
· Сократите цикл обработки, сопротивление резанию материала уменьшается после предварительной обработки, что позволяет увеличить скорость подачи.
·Снижение частоты повторной обработки: предварительное снятие напряжения значительно повышает скорость прохождения плоскостности подложки, устраняя вторичный процесс коррекции.
2-Основа технологии предварительной обработки: интеграция материаловедения и технологии
Основа технологии предварительной обработки — настройка логики процесса на основе свойств материала для решения внутренних противоречий материалов с высокой теплопроводностью, таких как алюминий и медь, при точении зубьев.
a.Свойства материала определяют логику предварительной обработки

·Предварительная обработка алюминиевых материалов: отжиг при 300–350℃×2ч может устранить напряжение прокатки и улучшить однородность твердости на 40%; обработка поверхности может быть выбрана путем анодирования для создания пленки Al₂O₃ толщиной 5–10 мкм или химической пассивации (хроматирование) для предотвращения окисления во время обработки.
·Предварительная обработка медных материалов: отжиг при 500–600℃×1ч может смягчить материал, снизить твердость с 80HB до 45HB и уменьшить силу резания на 30%; травление использует 10% раствор HNO₃ для удаления оксидного слоя. Когда толщина CuO превышает 1 мкм, скорость износа инструмента увеличится на 50%.
б. Основное противоречие: Парадокс обработки материалов с высокой теплопроводностью
·Точка противоречия: высокая теплопроводность (например, 380 Вт/м·К для меди) является основным преимуществом радиатора. Высокая теплопроводность приводит к тому, что тепло резки быстро передается инструменту, ускоряя износ (срок службы инструмента при обработке меди составляет всего 1/3 от срока службы алюминия).
Схема предварительной обработки, баланс между теплопроводностью и обрабатываемостью, например, низкотемпературная предварительная обработка медных материалов для снижения повышения температуры резания или градиентная конструкция материала; управление оксидным слоем, например, сохранение плотной пленки Al₂O₃ алюминиевых материалов для снижения трения; покрытие медных материалов масляной пленкой бензотриазола после травления для блокировки вторичного окисления.
3-Методы предварительной обработки сердечника
a. Механическая предварительная обработка: «прокладывание пути» для обработки
Очистка поверхности (пескоструйная обработка/полировка), удаление оксидных слоев, масляных пятен и заусенцев, улучшение шероховатости поверхности (значение Ra), улучшение адгезии покрытия или последующего эффекта травления.
b. Химическая предварительная обработка: активация поверхностной активности материала
Благодаря физической очистке (дезактивации), химической модификации (формированию конверсионной пленки) и улучшению характеристик поверхности поверхность материала преобразуется из инертного состояния в высокоактивное. Суть заключается в балансировке шероховатости поверхности, плотности химических функциональных групп и коррозионной стойкости, тем самым обеспечивая идеальную подложку для последующих процессов.
c. Термическая обработка: изменение микроструктуры материала
Благодаря точному контролю процессов нагрева, изоляции и охлаждения материала микроструктура реорганизуется и оптимизируется. Суть заключается в использовании механизмов термической активации для управления атомной диффузией, фазовым переходом и реорганизацией дефектов, тем самым придавая материалу новые эксплуатационные характеристики.
d. Контроль состава: полное управление процессом от плавки до формовки
Контроль состава является основной технологией производства материалов. За счет выбора сырья, точного контроля плавки и оптимизации параметров формовки в сочетании с цифровым обнаружением, точным контролем колебаний и улучшенной производительностью.
4-Алюминий против меди: дифференцированные стратегии предварительной обработки
В связи со значительными различиями в физических и химических свойствах алюминия и меди стратегии предварительной обработки должны быть разработаны специально для решения соответствующих проблем обработки.

5-Как предварительная обработка становится «усилителем» эффективности?
а. Сотрудничество с обработкой зачистки
· Уменьшение износа инструмента: после предварительной обработки уменьшается остаточный твердый оксид на поверхности, увеличивается срок службы инструмента зачистки и снижается скорость скалывания деталей ребер высокой плотности.
· Повышение точности обработки: предварительная пескоструйная обработка устраняет внутреннее напряжение материала, снижает погрешность высоты зуба с ±0,5 мм до ±0,1 мм и соответствует требованиям зубьев с большим количеством зубьев (высота зуба/толщина подложки ≥10).
б. Сотрудничество с обработкой поверхности
· Повышение адгезии покрытия: после предварительной обработки пассивацией можно значительно улучшить показатель прохождения испытания на адгезию покрытия.
· Уменьшение контактного термического сопротивления: предварительная обработка формирует однородную микропористую структуру, которая снижает термическое сопротивление сварного интерфейса радиатора и тепловой трубы на 15%-20%.
в. Сотрудничество с обработкой поверхности с ЧПУ
· Сокращение дефектов вторичной обработки: после химической очистки для удаления масляных пятен скорость образования заусенцев при фрезеровании алюминия с ЧПУ снижается на 60%, а дефекты резьбы и скольжения снижаются на 50%.
г. Влияние предварительной обработки на эффективность производства
· Повышение производительности: ребристые радиаторы процессов химической и механической предварительной обработки производительность срезанного радиатора и обработки с ЧПУ значительно повышается, а качество продукции гарантируется.
· Сокращение цикла обработки: после предварительной обработки обработка алюминия не требует отдельного снятия заусенцев, а время обработки одной детали значительно сокращается. Скорость обработки автоматизированной пескоструйной линии увеличивается, а эффективность производства значительно повышается.
· Сокращение энергопотребления и затрат: вместо химического травления используется механическая предварительная обработка, а потребление энергии при обработке снижается. После предварительной обработки твердость материала снижается, потери при формовании уменьшаются, а себестоимость продукции эффективно снижается.
Мы будем регулярно обновлять технологии и информацию о тепловых проектах и оптимизации, и делиться этой информацией с вами для справки. Благодарим вас за интерес к компании Walmate.
По мере ускорения трансформации глобальной энергетической структуры роль систем хранения энергии в регулировании частоты питания, новом потреблении энергии и других сценариях становится все более заметной. Как основной носитель, конструкция корпуса батареи ess с учетом адаптации к окружающей среде должна учитывать экстремальную устойчивость к климату, прочность конструкции и долгосрочную надежность. Начиная с требований сценария, в этой статье рассматриваются основные технические пути адаптации к климату, анализируются проблемы проектирования и направления инноваций, а также дается справочная информация по разработке корпуса батареи ess с высокой степенью адаптации к окружающей среде.
1-Дифференциация сценариев рынка хранения энергии и уточненные тенденции управления
a. Карта дифференциации сценариев: связь региональных характеристик и технических требований
Рынок хранения энергии демонстрирует значительную региональную дифференциацию, и технические решения должны адаптироваться к климатическим условиям, характеристикам сети и сценариям применения:
· Экстремальные климатические сценарии:
Высокотемпературная среда пустыни: корпус должен выдерживать высокие температуры выше 50 °C (эффект острова тепла внутри контейнера может достигать 53,3 °C), проходить сертификацию уровня защиты IP55/IP67 и использовать множество мер, таких как пыленепроницаемый хлопок и герметик для защиты от ветра и песчаной эрозии.
Высокогорная/низкотемпературная среда: при низких температурах -40 °C необходимо интегрировать технологию предварительного нагрева элементов батареи, оптимизировать затухание охлаждающей способности системы жидкостного охлаждения (рабочий нижний предел увеличен до -30 °C) и усилить электрическую изоляцию, чтобы справиться с риском возникновения дуги, вызванным разреженным воздухом.
· Сценарии адаптации энергосистемы:
Регулирование частоты европейской электросети должно соответствовать динамическому регулированию мощности (диапазон 47,5–51,5 Гц) и быть совместимым с требованиями рынка вспомогательных услуг; североамериканские проекты интеграции фотоэлектрических хранилищ должны поддерживать архитектуру постоянного тока 1500 В и быстрое переключение зарядки и разрядки (≤100 мс), а также проходить испытания на распространение теплового разгона для обеспечения безопасности.
·Промышленные и коммерческие сценарии хранения энергии:
Компактная конструкция использует технологию прямой интеграции ячеек (использование пространства увеличено до 33%), модульные решения поддерживают гибкое расширение (15–921 кВт·ч) и интегрируют интеллектуальные функции эксплуатации и обслуживания для снижения стоимости всего жизненного цикла.
б. Усовершенствованная бизнес-стратегия, переход от поставки продукции к ценностному обслуживанию
·Индивидуальные технические решения: Учитывая высокую стоимость передачи в изолированных районах, конфигурация долгосрочного хранилища энергии более 4 часов может сократить инвестиции в модернизацию сети на 30%; система хранения энергии сетевого типа поддерживает совместимость с несколькими сценариями и повышает стабильность сети.
· Полный жизненный цикл обслуживания: оптимизируйте первоначальные инвестиции и расходы на эксплуатацию и обслуживание с помощью модели LCoS (выравниваемая стоимость хранения), интеллектуальная платформа эксплуатации и обслуживания объединяет данные о ценах на электроэнергию и прогнозы нагрузки, динамически оптимизирует стратегии зарядки и разрядки и увеличивает доход более чем на 15%.
2-Ключевые технические пути для устойчивости к климату
a. Совместное проектирование структуры управления температурой
·Технология жидкостного охлаждения:
Охлаждающая пластина с холодным слоем: использование змеевидной микроканальной холодной пластины (ширина канала ≤ 2 мм), контроль разницы температур ≤ 3 ℃, стоимость преобразования на 15–20 % выше, чем у системы воздушного охлаждения, а срок службы батареи увеличивается на 30 %.
Охлаждение с погружением в жидкость: прямое рассеивание тепла через диэлектрический хладагент, эффективность теплопроводности увеличивается более чем на 50 %, но необходимо сбалансировать стоимость хладагента и сложность обслуживания, и в основном используется в сценариях высокого класса.
·Оптимизация структурной интеграции:
Интегрированная конструкция проточной части канала-донной пластины сочетается с процессом сварки трением с перемешиванием, прочность сварного шва достигает 95 % от исходного материала, сейсмические характеристики соответствуют стандартам IEC, а вес корпуса снижается на 18 %.
b. Система защиты от климатической эрозии: революция в материалах и инновационные технологии герметизации
·Выбор материала:
Коробка из алюминиевого сплава достигает уровня защиты от коррозии C5 за счет анодирования, а испытание в соляном тумане достигает 3000 часов без коррозии; композитный материал из углеродного волокна снижает вес на 35%, а сопротивление давлению ветра достигает 2,5 кПа.
·Технология герметизации:
Динамическая структура герметизации использует резину EPDM, слой полиуретановой пены и силиконовый герметик для тройной защиты, а процесс лазерной сварки обеспечивает герметичность до 10⁻⁷ Па·м³/с.
c. Стратегия реагирования на экстремальные климатические условия: активная защита и интеллектуальное регулирование
·Адаптируемость к высоким и низким температурам:
Композитный изоляционный слой (теплопроводность ≤0,018 Вт/м·К) сочетается с электронагревательной пленкой для поддержания разницы температур между внутренней и внешней частью коробки выше 50 ℃; технология импульсного самонагрева снижает потребление энергии на 70%.
· Конструкция, защищающая от ветра и песка:
Система вентиляции с положительным давлением (эффективность удаления пыли ≥95%) и бионическая конструкция поверхности с микроканавками, концентрация пыли контролируется до ≤0,1 мг/м³, а количество пыли на поверхности снижается на 60%.
3-Основные проблемы и требования к конструкции корпусов аккумуляторных батарей ESS
a. Определение экологической адаптивности
Оно должно соответствовать многомерным показателям, таким как механическая прочность (стойкость к ударам, сейсмостойкость), химическая устойчивость (стойкость к соляному туману, устойчивость к УФ-излучению) и эффективность терморегулирования.
b. Требования к прочности конструкции
Внутренние перегородки и ребра жесткости оптимизируют распределение напряжений, а несущая конструкция уравновешивает давление; рамы из алюминиевого сплава в сочетании с композитными панелями обеспечивают легкость (снижение веса на 31%) и высокую жесткость.
c. Факторы, определяющие рынок
Ориентация политики: строительство крупных отечественных ветровых и солнечных баз способствует высоким экологическим стандартам; обязательная сертификация на зарубежных рынках (например, AS/NZS 4777.2 в Австралии) ускоряет модернизацию технологий.
Экономические требования: системы жидкостного охлаждения снижают LCoS и имеют значительные преимущества в сценариях с высокой скоростью заряда и разряда (1C).
4-Система проектирования многомерной прочности конструкции
a. Инновации в материалах и композитная структура
Высокопроизводительный алюминиевый сплав (предел прочности на разрыв ≥ 270 МПа) и кронштейн из магниевого сплава работают вместе, чтобы уменьшить вес; композитная сэндвич-структура (алюминиевая панель + слой сердцевины из вспененного алюминия) учитывает как легкость, так и ударопрочность.
b. Модульная и масштабируемая архитектура
Стандартизированные интерфейсы поддерживают быстрое расширение кластеров батарей, а гибкие производственные процессы (сварка трением с перемешиванием/лазерная сварка) улучшают совместимость производственной линии и адаптируются к потребностям смешанной установки многоразмерных аккумуляторных элементов.
Конструкция адаптивности к окружающей среде корпуса батареи ESS является продуктом глубокой связи итерации технологий и требований сценария. Необходимо достичь скачка в надежности за счет многомерной структурной оптимизации и инноваций в области технологий защиты климата. Будущее технологическое развитие будет сосредоточено на интеллектуальном динамическом контроле температуры (например, стратегии терморегулирования на основе ИИ), процессах с низкоуглеродными материалами (применение биокомпозитных материалов) и сертификации по глобальной стандартизации (охватывающей многорегиональные климатические условия) для того, чтобы справляться с экстремальными условиями и разнообразными рыночными вызовами. Благодаря усилению структурной прочности, облегченной конструкции и оптимизации затрат на весь жизненный цикл, системы хранения энергии могут эффективно поддерживать крупномасштабное применение новой энергии и предоставлять высокоадаптируемые инфраструктурные гарантии для низкоуглеродной трансформации глобальной энергетической системы.
Мы будем регулярно обновлять технологии и информацию о тепловых проектах и оптимизации, и делиться этой информацией с вами для справки. Благодарим вас за интерес к компании Walmate.
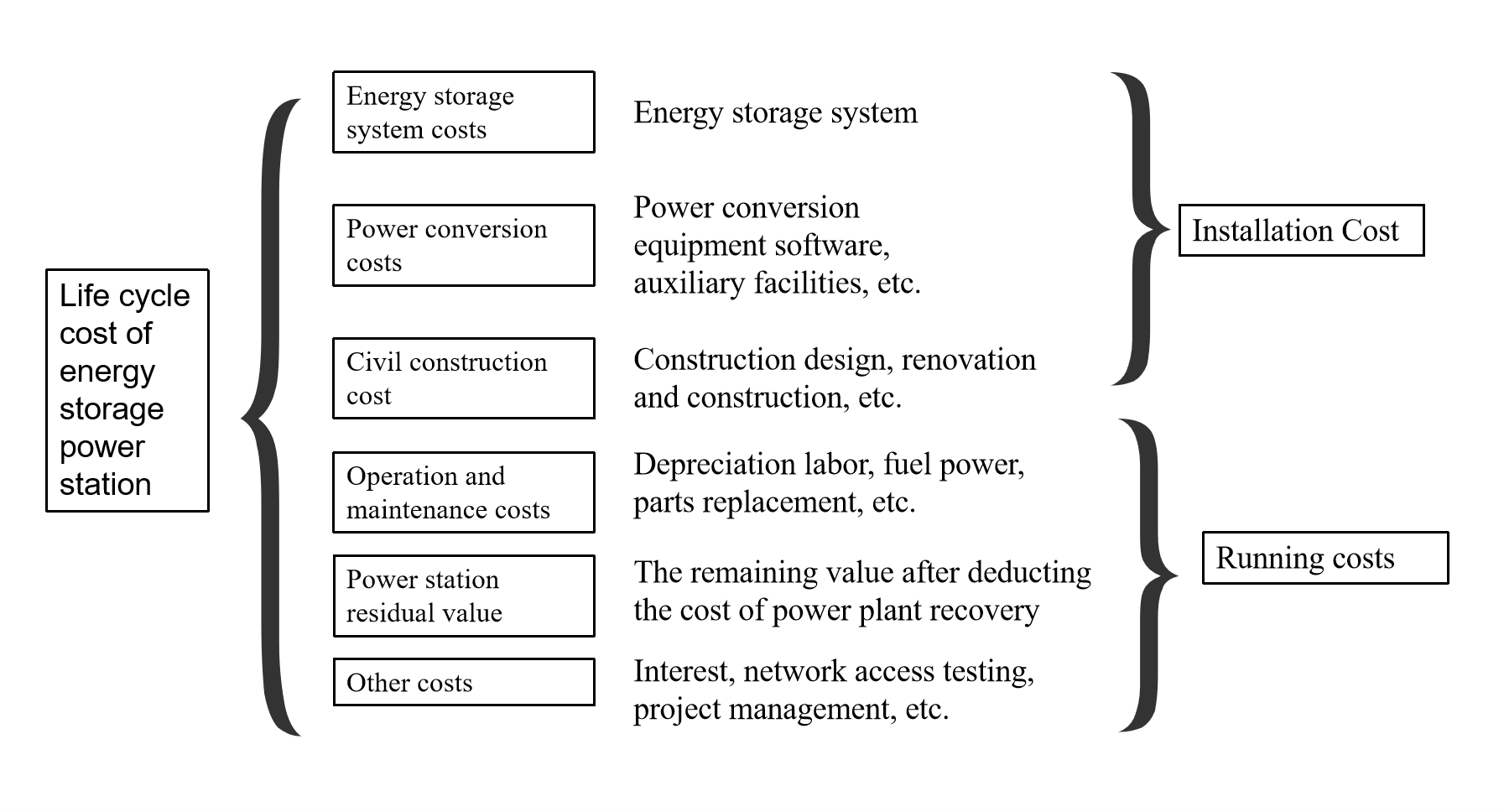
Процесс применения основных материалов корпуса батареи ESS по сути является процессом балансировки между требованиями к легкости, эффективностью управления температурой и затратами полного цикла. От стали до алюминиевого сплава и композитных материалов, каждая итерация сопровождается инновациями в процессе (такими как технология сварки, модульная конструкция) и функциональной интеграцией (жидкостное охлаждение + противопожарная защита + герметизация).
1-Облегченная логика
a. Логика выбора и замены материала
· Начальный этап (до 2020 г.): доминируют сталь и оцинкованные стальные пластины
Характеристики материала: сталь (плотность 7,8 г/см³) стала основной из-за своей низкой стоимости и отработанной технологии, но она тяжелая и легко подвергается коррозии. Оцинкованные стальные пластины (класс защиты от песка и износа 4) по-прежнему подвержены риску ржавчины после длительного использования и имеют высокие затраты на техническое обслуживание.
Ограничения применения: вес корпуса составляет более 40%, плотность энергии системы низкая, а индивидуальная сварка приводит к длительному циклу установки, что трудно удовлетворить спрос на распределенное хранение энергии.
· Прорывной период (2020-2024): Разнообразное применение алюминиевого сплава и нержавеющей стали
Популяризация алюминиевого сплава: плотность (2,7 г/см³) на 65% ниже, чем у стали, а коэффициент теплопроводности 237 Вт/мК подходит для технологии жидкостного охлаждения. Интегрированная конструкция объединяет канал жидкостного охлаждения и нижнюю пластину посредством сварки трением с перемешиванием, уменьшая количество разъемов и улучшая герметизацию; типичное решение двухслойной структуры (внешняя оцинкованная стальная пластина, защищающая от ветра и песка + внутренний контроль температуры из алюминиево-магниевого сплава) обеспечивает повышение эффективности системы на 12%.
Оптимизация нержавеющей стали: нержавеющая сталь 316L устойчива к коррозии хлорид-ионами более 2000 часов и в сочетании с силиконовыми уплотнениями образует решение для сценария высокой влажности.
· Зрелая стадия (с 2024 г. по настоящее время): Композитные материалы и функциональная интеграция
Композитные материалы SMC: Армирование стекловолокном (плотность 1,67 г/см³) весит всего 21% от стали, а компрессионное формование реализует конструкцию специальной формы; композитная структура «сэндвич» (SMC+аэрогель) имеет предел огнестойкости 2 часа и одновременное снижение веса на 30%.
Исследование углеродного волокна: прочность на разрыв 300–1200 МПа, плотность 1,5–2,0 г/см³, ограничено стоимостью (в 5–8 раз больше, чем у стали), в основном используется для локального армирования в сценариях высокого класса.
Основа облегчения материала заключается в оптимизации соотношения плотности и прочности. Сравнительные характеристики материалов см. в таблице ниже. Заменив материалы высокой плотности (например, сталь) алюминиевыми сплавами или композитными материалами, можно значительно снизить вес, сохранив при этом прочность (например, компенсируя потерю прочности за счет топологической оптимизации), тем самым повысив плотность энергии и эффективность транспортировки.

б. Технология структурной оптимизации
Структурная оптимизация реконструирует механическую структуру коробки с помощью инновационных методов проектирования, оптимизируя материалы и процессы, сохраняя при этом несущую способность. Технология сварки алюминиевого сплава с учетом индивидуальных особенностей использует передовую технологию сварки для достижения значительного утончения толщины стенки в сочетании с интегрированной конструкцией канала потока и рамы для уменьшения избыточных узлов соединения и снижения риска отказа уплотнения. Технология штамповочной пайки использует технологию формования пресс-форм для создания интегрированной изогнутой тонкостенной конструкции, значительно сокращая использование традиционных крепежных элементов и интегрируя технологию обработки поверхности для повышения коррозионной стойкости, эффективно снижая расходы на эксплуатацию и техническое обслуживание в течение всего жизненного цикла. Эти две технологии синергетически повышают эффективность производства и надежность конструкции за счет сокращения технологических связей и избыточности материалов, значительно снижая стоимость хранения энергии на единицу продукции, обеспечивая при этом долгосрочную стабильность работы оборудования в сложных рабочих условиях.

c. Инновации в производственном процессе
Оптимизация конструкции конструкции и повышение эффективности:
Интегрированная интеграция: канал жидкостного охлаждения интегрирован с нижней пластиной корпуса, что сокращает количество разъемов на 30% и повышает как герметичность, так и эффективность рассеивания тепла.
Модульная конструкция: стандартизированный интерфейс совместим с несколькими материалами, эффективность установки увеличивается на 50%, и он подходит для быстрого развертывания в различных сценариях.
Передовые технологии снижают затраты и повышают эффективность:
Высокоточная автоматизация: лазерная резка + роботизированная сварка, коэффициент использования материала увеличивается на 15%, а производственный цикл сокращается на 40%.
Цифровое моделирование: CAE оптимизирует параметры процесса, количество испытаний пресс-форм сокращается на 50%, а выход годных превышает 98%.
2-Основные элементы полного цикла контроля затрат
а. Модель состава затрат
Стоимость полного цикла (LCOS) включает в себя:
· Первоначальные инвестиционные затраты (C_mv): закупка оборудования (составляет более 50%) и строительство.
· Эксплуатационные расходы (C_ps): зарядка электроэнергии, управление трудом, потери энергии (например, стоимость зарядки увеличивается на 33%, когда эффективность преобразования составляет 75%).
· Расходы на эксплуатацию и техническое обслуживание (C_om): обслуживание оборудования, устранение неисправностей, замена запасных частей (составляют 20–30 % стоимости жизненного цикла)
Формула выражения: CEss=α⋅EBESS+β⋅PBESS+Cps+ComCEss=α⋅EBESS+β⋅PBESS+Cps+Com
Среди них облегчение напрямую влияет на первоначальные инвестиции за счет снижения E (потребления энергии) и P (потребления мощности).

Рисунок 1. Стоимость жизненного цикла электростанции с накопителем энергии
б.Влияние легкого веса на стоимость

3-Ключевые стратегии для баланса легкости и производительности
a. Баланс между прочностью и весом
Локальное усиление: используйте сталь для усиления зон концентрации напряжений (например, болтовых соединений) и используйте легкие материалы в других областях.
Бионическая конструкция структуры: например, трубки жидкостного охлаждения в форме листовых прожилок, которые могут снизить вес и повысить эффективность рассеивания тепла.
b. Оптимизация характеристик рассеивания тепла
Соответствие теплопроводности материала: алюминиевый сплав (237 Вт/мК) лучше стали (50 Вт/мК), которая подходит для систем жидкостного охлаждения.
Интеграция управления температурой: объедините охлаждающую пластину и коробку, чтобы уменьшить вес дополнительных компонентов рассеивания тепла.
c. Гарантия производительности защиты
Многослойная герметизация: двойная защита коллоидной герметизации + механическое сжатие используется для соответствия стандартам IP67.
Пожаробезопасная конструкция: «сэндвич»-структура кабины (слой, устойчивый к высоким температурам + огнестойкий слой) достигает предела огнестойкости 2 часа.
Основная логика легкого веса и контроля затрат ESS Battery Enclosure заключается в снижении потребления ресурсов полного цикла при обеспечении производительности посредством трехмерной синергии замены материалов-оптимизации структуры-инновации процесса. Ее суть - всеобъемлющая игра по улучшению плотности энергии, оптимизации эффективности эксплуатации и обслуживания и переработке материалов, и необходимо найти наилучший баланс между технической осуществимостью и экономической эффективностью.
Мы будем регулярно обновлять технологии и информацию о тепловых проектах и оптимизации, и делиться этой информацией с вами для справки. Благодарим вас за интерес к компании Walmate.
Эволюция безопасности в отрасли хранения энергии — это систематическое изменение, обусловленное синергией итерации технологий и стандартов безопасности. От реконструкции путей рассеивания тепла, скоординированной защиты материалов и конструкций до интегрированного управления температурой, этот процесс отражает базовую логику отрасли для защиты от теплового разгона — от пассивной защиты к активному подавлению и от одномерного к многоуровневому обновлению связи.
1- «Невозможный треугольник» технологии хранения энергии и стратегии разрешения основных противоречий
a. Противоречия «невозможный треугольник» технологии хранения энергии в основном проявляются во взаимных проверках и противовесах нескольких измерений:
Развитие технологии хранения энергии сталкивается со сложным балансом между плотностью энергии, безопасностью и стоимостью. Хотя высокоактивные материалы могут улучшить плотность энергии, они также значительно увеличивают риск теплового разгона; в то время как проектирование безопасности на уровне системы (например, технология контроля температуры жидкостного охлаждения) может снизить риски, оно часто сопровождается потерей плотности энергии. Кроме того, внедрение активных систем защиты и технологий внутренней безопасности может повысить безопасность, но значительно увеличить стоимость небатарейных деталей. Эти противоречия выявляют многочисленные ограничения, которые необходимо решить в ходе развития технологии хранения энергии.
b. Стратегии разрешения основных противоречий:
Инновации в материалах: применение новых электролитных материалов значительно замедляет время распространения теплового разгона, принимая во внимание высокую плотность энергии; Натрий-ионные аккумуляторы поддерживают разумную плотность энергии при снижении затрат за счет оптимизации материалов отрицательного электрода; внедрение нанокомпозитных материалов значительно увеличивает теоретическую емкость.
Оптимизация системы: передовая технология жидкостного охлаждения значительно повышает эффективность рассеивания тепла за счет точного контроля температуры, одновременно снижая затраты на эксплуатацию и обслуживание; динамически реконфигурируемые сети аккумуляторов повышают доступность системы за счет быстрой корректировки топологии.
Интеллектуальное управление: система раннего оповещения на основе искусственного интеллекта значительно повысила точность прогнозирования рисков за счет многомерного слияния данных; прогресс в технологии преобразования энергии значительно повысил эффективность системы. Инновации в политике и бизнес-моделях ускорили внедрение технологий. Например, модель совместного хранения энергии снизила давление одноточечных инвестиций, а каскадное использование еще больше оптимизировало стоимость всего жизненного цикла.
2-Evolution rules
a. Слияние инноваций технических путей
Интеллектуальное раннее оповещение, основанное на данных из нескольких источников: новое поколение систем мониторинга объединяет многомерные данные датчиков, такие как сигналы газа, давления и акустические сигналы, и объединяет динамические модели отказов с анализом исторических данных, чтобы значительно снизить частоту ложных срабатываний и ускорить время оповещения.
Конструкция управления температурой и пожарной связи: технология жидкостного охлаждения в сочетании с динамическим алгоритмом регулировки температуры для достижения точного контроля температуры, система противопожарной защиты и управление аккумулятором глубоко интегрированы для формирования многоуровневой стратегии связи, которая эффективно подавляет распространение теплового разгона.
Скоординированная оптимизация материалов и конструкций: высокотемпературное изоляционное покрытие заменяет традиционные огнестойкие материалы, значительно продлевая время блокировки распространения тепла; в конструкцию конструкции введены антистолкновительное армирование и направленные каналы сброса давления для повышения способности противостоять механическому воздействию.
b. Постепенное углубление уровней защиты
Прогрессивная защита от элементов батареи до систем: Ранний мониторинг риска достигается с помощью встроенных датчиков на уровне элементов батареи; Композитные детекторы и материалы с фазовым переходом используются на уровне модуля для подавления локального накопления тепла; на системном уровне создается платформа совместного мониторинга для достижения полной защиты жизненного цикла.
От пассивного реагирования к активной защите: новый стандарт способствует развитию технологии активной защиты. Например, интеллектуальная система управления аккумулятором отсекает путь риска в начале зарядки с помощью динамического анализа импеданса, а активная технология противоконденсации устраняет опасности для окружающей среды.
Многомерная совместная защита: тепловое, электро-механическое совместное проектирование усиливает общую безопасность системы; противопожарная защита и совместный мониторинг эксплуатации и обслуживания охватывают все производственные и транспортные связи, чтобы снизить риск ложных срабатываний.
3-процесс эволюции
a. Итерация технологии рассеивания тепла
Технология жидкостного охлаждения стала мейнстримом: системы жидкостного охлаждения значительно снижают разницу температур кластеров батарей за счет эффективной равномерности температуры, продлевают срок службы и повышают безопасность; технология иммерсионного жидкостного охлаждения еще больше преодолевает предел рассеивания тепла и поддерживает сценарии высокоскоростной зарядки и разрядки.
Структурная оптимизация повышает эффективность рассеивания тепла: многоканальная параллельная конструкция реализует равномерный поток охлаждающей жидкости, а интеграция функций теплоизоляции и охлаждения блокирует путь распространения тепла.
b. Инновации в материалах и конструкциях
Высокобезопасная система материалов: высокотемпературные стойкие диафрагмы и керамические покрытия значительно задерживают цепную реакцию теплового разгона; легкие композитные материалы повышают прочность конструкции и защитные характеристики, одновременно снижая вес.
Инновации в элементах и модулях аккумуляторных батарей: новая конструкция элементов аккумуляторных батарей снижает циркуляцию и продлевает срок службы за счет оптимизации внутренней структуры, а технология интеграции модулей улучшает использование пространства и эффективность рассеивания тепла.
c. Интеграция управления температурой
Интегрированное проектирование на уровне системы: интегрированное решение глубоко интегрирует управление батареями, противопожарную защиту и управление температурой, поддерживает гибкое развертывание и адаптируется к экстремальным условиям.
Интеллект и совместное управление: модели искусственного интеллекта прогнозируют состояние батареи в режиме реального времени и оптимизируют распределение энергии, а системы противопожарной защиты и управления температурой связаны для достижения быстрого реагирования.
Управление полным жизненным циклом: управление замкнутым контуром от проектирования до вывода из эксплуатации в сочетании с цифровым мониторингом и облачной оценкой состояния значительно повышает надежность системы.
Инновация в области безопасности технологии хранения энергии является не только результатом технологической итерации, но и реконструкцией базовой логики энергетической системы. Благодаря глубокой интеграции материалов, структур и интеллекта отрасль прорывается сквозь многочисленные оковы плотности энергии, безопасности и стоимости и создает трехмерную защитную сеть от микроэлементов до макросистем. Синергия технологии жидкостного охлаждения и динамического раннего оповещения, взаимодополняемость материалов, устойчивых к высоким температурам, и легкой конструкции, а также замкнутая логика управления полным жизненным циклом совместно очерчивают будущее видение высокобезопасных и высокоэффективных систем хранения энергии. Благодаря прорывам в передовых технологиях, таких как квантовые материалы и твердотельные батареи, отрасль хранения энергии ускорится к новой эре внутренней безопасности и крупномасштабного применения, внося долгосрочную энергию в низкоуглеродную и интеллектуальную трансформацию глобальной энергетической системы.
Мы будем регулярно обновлять технологии и информацию о тепловых проектах и оптимизации, и делиться этой информацией с вами для справки. Благодарим вас за интерес к компании Walmate.
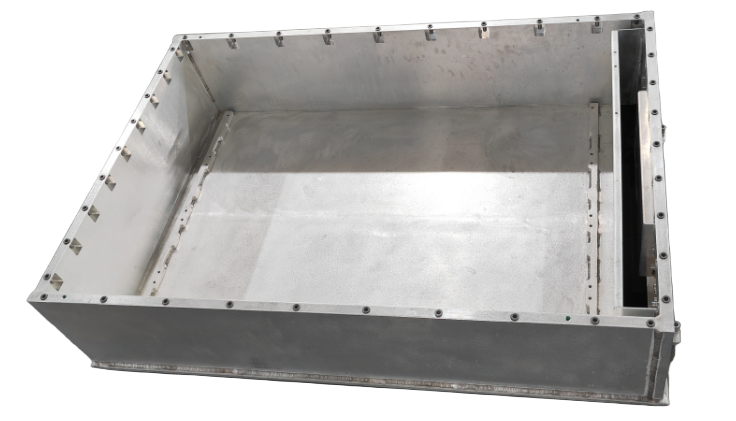
Поскольку системы хранения энергии развиваются в сторону большой емкости и высокой плотности энергии, соответствие размеров и совместимость корпусов батарей ESS стали основными вопросами для повышения эффективности и надежности системы. В этой статье объединены новейшие инженерные проекты, запатентованные технологии и тенденции отрасли для анализа с трех измерений: использование пространства, модульная совместимость, а также расположение ячеек и конструкция опоры.
1- Оптимизация использования пространства
Улучшение использования пространства интеграции систем хранения энергии по сути является двусторонним движением итерации технологий и требований сценария. Благодаря совместным инновациям таких технологий, как аккумуляторные элементы большой емкости, модульная архитектура и интеграция жидкостного охлаждения, отрасль переходит от «обширного штабелирования» к «экстремальному повторному использованию пространства».
а. Применение аккумуляторных элементов большой емкости: скачок плотности энергии и эффективности
Краткое изложение идей: применение аккумуляторных элементов большой емкости по сути заключается в снижении внутреннего структурного уровня аккумуляторного блока и непосредственном улучшении использования пространства аккумуляторного элемента в аккумуляторном блоке. Традиционные аккумуляторные блоки используют трехуровневый режим интеграции «аккумуляторный элемент → модуль → аккумуляторный блок», а структура модуля (поперечная балка, продольная балка, болты и т. д.) приводит к низкому использованию пространства. Аккумуляторные элементы большой емкости могут напрямую пропускать уровень модуля, удлиняя или увеличивая объем отдельного элемента, и использовать технологию CTP (Cell to Pack) для прямой интеграции аккумуляторного элемента в аккумуляторный блок. Техническое ядро: используйте сверхбольшие аккумуляторные элементы емкостью 600 Ач+, чтобы уменьшить количество аккумуляторных элементов и точек подключения, а также увеличить емкость отдельного элемента.

б. Пространственное повторное использование и оптимизация затрат: от «укладки компонентов» к «многомерному повторному использованию»
Краткое изложение идей: Пространственное повторное использование и оптимизация затрат — это две стороны одной медали, и их основная логика заключается в том, чтобы сломать физические и стоимостные границы традиционных систем хранения энергии посредством структурного упрощения, функциональной интеграции, итерации материалов и стандартизированного дизайна.
Основа пространственного повторного использования — сокращение промежуточных звеньев посредством предельного упрощения структурного уровня. Например: конструкция высоковольтного ящика «два в одном»: запатентованная технология Jiangsu Trina Energy Storage объединяет два высоковольтных ящика в один, разделяя общее положительное/отрицательное реле и электрическое соединение, сокращая горизонтальное занимаемое пространство на 30% и снижая стоимость электрических компонентов на 15%.
Междоменное повторное использование функциональных модулей, интеграция структурных частей и каналов отвода тепла, например, интеграция пластины жидкостного охлаждения с нижней пластиной корпуса и совместное использование пространства между трубкой жидкостного охлаждения и структурной опорой, что сокращает на 15% количество независимых компонентов отвода тепла; корпус батареи как структурная часть: лезвийная батарея BYD обеспечивает прочность опоры за счет длинных и тонких боковых стенок ячейки батареи, устраняя каркас модуля и увеличивая коэффициент использования пространства до 60%-80%. Глубокая оптимизация электрической топологии, например, топология каскада высокого напряжения сокращает количество параллельных цепей за счет увеличения емкости и уровня напряжения отдельных ячеек (например, интеллектуального струнного накопителя энергии Huawei), уменьшая физическое пространство стека батареи на 20% и сокращая время отклика системы на 50%. Общая конструкция реле, высоковольтный шкаф «два в одном» компании Jiangsu Trina Energy Storage позволяет двум линиям использовать одно и то же реле, что сокращает количество реле и длину кабеля на 50% и повышает эффективность установки на 30%.
2- Расположение ячеек и конструкция опоры: баланс нагрузки, рассеивания тепла и виброустойчивости
Суть расположения ячеек заключается в игре между использованием пространства, распределением тепла и механической устойчивостью. Физическая форма и направление расположения ячейки напрямую влияют на эффективность заполнения пространства:
a. Оптимизация расположения ячеек
Конструкция перевернутой ячейки: поверните взрывозащищенный клапан ячейки вниз, чтобы тепловой разгонный выпуск и нижнее шаронепроницаемое пространство были общими, освобождая пространство по высоте ячейки и достигая использования объема.
Ложная компоновка ячеек: оптимизируйте использование пространства в направлении высоты аккумуляторной батареи, увеличивайте долю активных материалов и значительно увеличивайте коэффициент использования объема, чем вертикальная ячейка.
Сверхдлинные и тонкие ячейки: уменьшайте количество ячеек на единицу объема за счет длины ячейки и конструкции тонкости, а также улучшайте эффективность группировки.
b. Совместная конструкция рассеивания тепла и несущей нагрузки: направлена на достижение двойной оптимизации эффективного рассеивания тепла и прочности конструкции за счет совместных инноваций структуры, материалов и процессов.
Путь структурного проектирования:
Интегрированная структура, например, конформная конструкция пластины жидкостного охлаждения и опорной балки: встраивание канала жидкостного охлаждения в опорную балку из алюминиевого сплава для уменьшения количества независимых компонентов и улучшения использования пространства;
Многослойная и секционная компоновка, укладка аккумуляторной батареи, системы жидкостного охлаждения и BMS слоями для уменьшения взаимного влияния теплового потока и механического напряжения;
Оптимизация бионической механики, например, сотовая/гофрированная структура, проектирование сотового или гофрированного слоя сердцевины в опорной раме из алюминиевого сплава (например, запатентованное решение Mufeng.com), поглощение энергии вибрации посредством деформации и оптимизация пути рассеивания тепла.
Путь инноваций в области материалов:
Интегрированная теплопроводность и несущая способность, например, композитный волокнистый материал из алюминиевого сплава (теплопроводность ≥ 200 Вт/м·К, прочность +30%); интеллектуальный материал, слой наполнения с изменением фазы (PCM) поглощает тепло и медленно отдает его, разница температур ±1,5℃; Легкое демпфирование: эластичная силиконовая подушка поглощает вибрацию (демпфирование +40%).
Путь внедрения процесса:
Процесс точного формования, такой как экструзионное формование: используется для изготовления балок из алюминиевого сплава с жидкостным охлаждением и сложными проточными каналами;
Технология обработки поверхности, такая как создание слоя оксида керамики на поверхности алюминиевого сплава для повышения коррозионной стойкости (испытание в соляном тумане ≥1000 ч), при одновременном повышении эффективности рассеивания тепла (излучательная способность поверхности увеличена на 20%);
Интеллектуальный процесс сборки, динамическая регулировка предварительной нагрузки, такая как интеграция датчиков давления и электроприводов для регулировки предварительной нагрузки болтов (5-20 кН) в режиме реального времени, чтобы избежать повреждения элемента батареи избыточным давлением.
c. Скоординированная конструкция несущей способности и виброустойчивости опорной конструкции: опорная система должна соответствовать двойным требованиям статической несущей способности (вес элемента батареи + давление штабелирования) и динамической виброустойчивости (транспортировка/удары землетрясения).
3-Модульность и совместимость: стандартизированный интерфейс и масштабируемая архитектура
Суть стандартизированного интерфейса, адаптируемого к батареям разных размеров, заключается в достижении гибкого расширения спецификаций батарей на единой платформе посредством совместных инноваций в области механического, электрического и теплового управления. Текущая технология перешла от статической совместимости к динамической настройке и в будущем будет развиваться в сторону интеллекта, легкости и кросс-сценарной интеграции.
а. Совместные инновации механической структуры:
Стандартизация механического интерфейса: определение унифицированного размера соединительного устройства.
Модульная конструкция аккумуляторного блока/шкафа: создание масштабируемых модулей и аккумуляторных шкафов с использованием ячеек батарей стандартизированного размера (например, батареи 280 Ач, 314 Ач), поддерживающих гибкие комбинации различных требований к емкости.

Рисунок 1-Корпус аккумуляторной батареи ESS 280 А·ч
b. Динамическая настройка электрической системы
Стандартизированные протоколы связи и интерфейсы, такие как совместимость с BMS: сформулируйте унифицированный протокол связи BMS (система управления батареями) для поддержки бесшовного соединения с PCS и аккумуляторными ячейками разных производителей; динамическая регулировка мощности с помощью виртуального управления инерцией и алгоритма оптимизации многовременного масштаба для достижения регулировки активной/реактивной мощности в реальном времени; и адаптивная конструкция соответствия электрических параметров.
c. Интеллектуальная адаптация системы терморегулирования
Градуированные решения по терморегулированию, такие как использование огнестойкой пены с высоким отскоком, теплопроводящего клея и других материалов на уровне батареи для балансировки требований к изоляции и рассеиванию тепла и предотвращения диффузии тепла; интегрированная конструкция интегрированной пластины жидкостного охлаждения на уровне модуля и изоляционного слоя для улучшения срока службы цикла; системный уровень динамически регулирует охлаждающую способность с помощью компрессоров переменной частоты и нескольких ветвей охлаждения.
Интеллектуальный мониторинг и прогнозирование, слияние нескольких датчиков. Расположите датчики температуры в ключевых местах, таких как полюса батареи и большие поверхности, для достижения высокоточного получения температуры; Технология цифровых двойников оптимизирует стратегию рассеивания тепла в режиме реального времени с помощью облачного мониторинга и предиктивного обслуживания.
4-Резюме
Оптимизация пространства корпуса батареи ESS перешла от единичного структурного улучшения к многомерным совместным инновациям:
Слияние материалов, структуры и алгоритма, например, сочетание корпуса из углеродного волокна + технологии CTP + алгоритма компоновки ИИ, станет мейнстримом.
Модулизация и стандартизация ускоряются, а стандартизированная конструкция с Pack в качестве наименьшей функциональной единицы будет способствовать снижению затрат и повышению эффективности в отрасли.
Глубокая связь управления тепловым режимом и использования пространства, иммерсионного жидкостного охлаждения и технологии динамического контроля температуры еще больше высвобождают потенциал пространства.
Мы будем регулярно обновлять технологии и информацию о тепловых проектах и оптимизации, и делиться этой информацией с вами для справки. Благодарим вас за интерес к компании Walmate.
С взрывным ростом вычислительной мощности ИИ и постоянным увеличением плотности мощности центров обработки данных традиционная технология воздушного охлаждения больше не может удовлетворить потребности в рассеивании тепла. Технология жидкостного охлаждения стала необходимостью благодаря своим преимуществам эффективного рассеивания тепла, энергосбережения и снижения потребления. В технологии жидкостного охлаждения конкуренция между холодной пластиной и погружением особенно острая. В этой статье будут проанализированы преимущества и недостатки этих двух технологий с точки зрения технических характеристик, сценариев применения, экономической эффективности и будущих тенденций, а также будут изучены их будущие доминирующие направления.
1- Сравнение технических характеристик: тип холодной пластины имеет сильную совместимость, а тип погружения имеет более высокую эффективность рассеивания тепла
a. Жидкостное охлаждение холодной пластиной: «реформатор» с плавным переходом
Сильная совместимость: нет необходимости значительно изменять структуру сервера, он совместим с инфраструктурой существующего центра обработки данных с воздушным охлаждением, с низкой стоимостью модификации и коротким циклом.
Высокая безопасность: охлаждающая жидкость не вступает в прямой контакт с электронными компонентами, риск утечки низок, и риск может быть дополнительно снижен за счет модульной конструкции (например, быстросменных соединений и избыточных труб).
Высокая зрелость: технология холодной пластины широко использовалась в таких сценариях, как совместные проекты Alibaba Cloud Qiandao Lake Data Center и Intel, на которые приходится 90% текущего рынка жидкостного охлаждения.
Ограничения: тип холодной пластины может охватывать только некоторые высокомощные компоненты (такие как ЦП и ГП), а остальное тепло по-прежнему должно полагаться на воздушное охлаждение для содействия рассеиванию тепла. Значение PUE обычно составляет 1,1–1,2, что немного выше, чем у иммерсионного типа.
б. Иммерсионное жидкостное охлаждение: «новатор» с эффективным теплоотводом
Иммерсионное жидкостное охлаждение полностью погружает сервер в изолирующий хладагент и обеспечивает полное рассеивание тепла устройства посредством прямого контакта. Его основные преимущества включают:
Чрезвычайная энергоэффективность: теплопроводность жидкости в 20–30 раз выше, чем у воздуха, PUE может быть всего 1,05, а эффективность рассеивания тепла увеличивается более чем в 3 раза.
Экономия места: объем системы охлаждения составляет всего 1/3 от объема воздушного охлаждения, а плотность мощности одного шкафа может достигать более 50 кВт, что подходит для сценариев с высокой плотностью, таких как суперкомпьютеры ИИ.
Тихое и экологически чистое: вентиляторы не требуются, шум снижается более чем на 90%, а загрязнение пылью отсутствует, что продлевает срок службы оборудования.
Проблемы: для погружения требуются индивидуальные серверы, стоимость охлаждающей жидкости составляет до 60% (например, фторированной жидкости), первоначальные инвестиции высоки, а экологичность необходимо улучшить.

2-Дифференциация сценариев применения: средне- и краткосрочный тип холодной пластины доминирует, долгосрочный потенциал типа погружения раскрывается
a. Тип холодной пластины: «рентабельный выбор» для преобразования запасов и строительства новых IDC
Реконструкция старых центров обработки данных: тип холодной пластины может быстро адаптироваться к существующей архитектуре с воздушным охлаждением, с коротким циклом преобразования и контролируемыми затратами. Например, модульное решение, разработанное Intel и Bih, снижает сложность развертывания за счет стандартизированной конструкции холодной пластины.
Сценарии средней и высокой плотности вычислительной мощности: тип холодной пластины уже поддерживает мощность 130–250 кВт на шкаф (например, графический процессор NVIDIA серии B), что соответствует большинству потребностей в обучении ИИ.
b. Тип погружения: «окончательное решение» для суперкомпьютеров и экологически чистых центров обработки данных
Вычислительная мощность сверхвысокой плотности: мощность шкафа следующего поколения чипов (например, серии NVIDIA Rubin) превысит 1000 кВт, и тип погружения станет единственным возможным решением.
Потребности в зеленой экономии энергии: PUE иммерсионного типа близок к 1,05, а эффективность рекуперации отработанного тепла достигает 90% (например, решение Lenovo), что соответствует целевой политике «двойного углерода».
c. Текущая рыночная ситуация
Тип холодной пластины доминирует на текущем рынке: в 2025 году тип холодной пластины составит 80%-90% рынка жидкостного охлаждения, а тип иммерсионного — менее 10%. Кроме того, были сформированы стандартизированные интерфейсы (например, конструкция холодной пластины OCP компании Intel), а решения от таких производителей, как Inspur и Sugon, обладают высокой совместимостью. Внутренний проект «East Data West Computing» требует, чтобы PUE новых центров обработки данных был ≤1,25, и тип холодной пластины стал первым выбором для перехода.
Погружной тип готов к использованию: решение Sugon Digital C8000 для иммерсионного фазового перехода достигло PUE 1.04, а центр обработки данных «Kirin» компании Alibaba Cloud подтвердил осуществимость однофазного иммерсионного типа. Мощные чипы, такие как графический процессор NVIDIA B200 (1000 Вт+), форсируют приложения иммерсионного типа, а плотность вычислительной мощности жидкостного охлаждения увеличивается на 30–50%. ЕС планирует запретить фторированные жидкости в 2028 году, а отечественные исследования и разработки охлаждающих жидкостей на основе углеводородного/силиконового масла ускоряются (например, серия «Kunlun» компании Sinopec).
3-Авторитетное мнение PK
Фракция холодной пластины: Холодная пластина является «ледоколом» популяризации жидкостного охлаждения и по-прежнему будет занимать 80% рынка жидкостного охлаждения в течение следующих пяти лет. Иммерсионный тип должен дождаться, пока энергопотребление чипа не превысит критическую точку.
Фракция иммерсии: Иммерсия с изменением фазы является окончательной формой жидкостного охлаждения, а холодная пластина — лишь переходным решением. Когда энергопотребление одного чипа превысит 800 Вт, иммерсия станет единственным выбором.
Нейтральная фракция: Дифференциация технических маршрутов отражает стратификацию спроса на вычислительную мощность. Холодная пластина обслуживает «Восточные данные», а иммерсия поддерживает «Западные вычисления». Двухпутевая параллельная разработка станет главной темой на следующие десять лет.
4-Возможности и стратегии отрасли
Стоимость и экологическая игра: Холодная пластина имеет краткосрочное преимущество, а иммерсионный тип должен снизить затраты, чтобы выйти из тупика.
Холодная пластина: Оптимизация материалов (медно-алюминиевый композит), повышение точности обработки (процесс предотвращения утечек) и продвижение модульной и стандартизированной конструкции.
Погружение: Разработка экономически эффективных охлаждающих жидкостей (например, однофазной иммерсионной жидкости), совместимых шкафов и сотрудничество с производителями микросхем для настройки решений охлаждения.
Технический резерв: Изучение двухфазной охлаждающей пластины и интеллектуальной системы мониторинга (например, динамической регулировки потока ИИ) для удовлетворения будущего спроса на высокую мощность.
5-Вывод
Краткосрочная перспектива (2025-2027): Холодная пластина доминирует в общих сценариях, а уровень проникновения иммерсии увеличивается до 15%-20%; Долгосрочная перспектива (2030+): Иммерсионный тип с изменением фазы становится основным в области высокой вычислительной мощности, а холодная пластина отступает на рынок средней и низкой плотности.
Выигрышная рука: Стоимость охлаждающей жидкости, скорость скачка энергопотребления микросхемы, международная политика защиты окружающей среды.
Мы будем регулярно обновлять технологии и информацию о тепловых проектах и оптимизации, и делиться этой информацией с вами для справки. Благодарим вас за интерес к компании Walmate.

С быстрым развитием новых энергетических транспортных средств и отраслей хранения энергии, легкий вес, высокая безопасность и эффективное управление температурой стали основными требованиями. Наша компания глубоко вовлечена в область обработки материалов из алюминиевых сплавов. Опираясь на передовой выбор материалов, процесс формовки и технологию сварки, мы сосредоточены на исследованиях, разработках и производстве поддонов для батарей, пластин жидкостного охлаждения, коробок для хранения энергии и радиаторов. Алюминиевый сплав стал идеальным выбором для легкого веса и управления температурой нового энергетического оборудования благодаря своей низкой плотности (около 2,7 г/см³), высокой прочности, коррозионной стойкости и отличной теплопроводности (теплопроводность составляет около 150-220 Вт/м·К).
1- Выбор материала из алюминиевого сплава и основные соображения
Различные продукты предъявляют существенно разные требования к эксплуатационным характеристикам алюминиевых сплавов, и необходимо сочетать прочность, коррозионную стойкость, свариваемость и технологическую приспособляемость для комплексного выбора материалов:
a. Поддон для батареи
Обычные марки: 6061-T6, 6005A-T6, 6063-T6.
Основание выбора:
·Должен соответствовать пределу прочности на растяжение ≥ 240 МПа (например, 6061-T6) для прохождения национальных стандартных испытаний на экструзию, падение и удар шаром;
·Высокие требования к свариваемости, необходимо избегать термических трещин (предпочтительно серия 6xxx, усиленная Mg/Si);
·Коррозионная стойкость улучшается за счет анодирования или алюминиевого плакирования.

Рисунок 1. Поддон для батареи из алюминиевого сплава
b. Ящик для хранения энергии
Обычные марки: 5083, 6061-T6 (прочность и коррозионная стойкость).
Основание выбора:
·Необходимо выдерживать вибрационные и ударные нагрузки, предел текучести должен быть ≥200 МПа;
·Высокие требования к обработке поверхности для предотвращения электрохимической коррозии.
c. Пластина жидкостного охлаждения
Обычные марки: 3003, 6061/6063, 6082.
Основание выбора:
·Высокая теплопроводность и коррозионная стойкость;
·Канал жидкостного охлаждения требует сложной формовки, и предпочтительны серии 6xxx с отличными характеристиками экструзии.
2-Различия в производительности процесса и трудности обработки
Обработка алюминиевых сплавов должна адаптироваться к их физическим свойствам, особенно при резке, ЧПУ, сварке и обработке поверхности:
a. Резка и обработка ЧПУ
Трудности:
· Высокоточная обработка отверстий подвержена образованию заусенцев или деформаций (например, выступов на кромке ступенчатых отверстий) из-за пластичности материала;
· Тонкостенные конструкции (например, каналы потока пластины жидкого охлаждения) должны контролировать силы резания, чтобы предотвратить коробление.
Решение:
· Используйте инструменты с алмазным покрытием для улучшения остроты кромок и снижения деформации экструзии;
· Оптимизируйте параметры обработки (например, высокую скорость и низкую подачу) и взаимодействуйте с общим оборудованием ЧПУ для достижения стабильной обработки.
b. Процесс сварки
Основные проблемы:
· Оксидная пленка (температура плавления Al₂O₃ 2050 ℃) затрудняет сплавление и легко приводит к образованию пор и шлаковых включений;
· Некоторые сплавы имеют высокую склонность к образованию горячих трещин, поэтому необходимо контролировать линейную энергию и состав сварочной проволоки.
Предпочтительные процессы:
·TIG-сварка (источник переменного тока): подходит для тонких пластин, а оксидная пленка удаляется «катодной очисткой»;
·MIG-сварка (высокий ток + гелиевая газовая смесь): высокая эффективность сварки для толстых пластин и контролируемый подвод тепла.
 Рисунок 2- Сварка поддона аккумуляторной батареи
Рисунок 2- Сварка поддона аккумуляторной батареи
c. Обработка поверхности
·Изоляционное покрытие, устойчивое к давлению: наносится на поддон аккумуляторной батареи и внутреннюю часть коробки Pack, оно должно пройти испытание давлением (≥3000 В постоянного тока/1 мин), толщина покрытия составляет 20–50 мкм, чтобы обеспечить безопасность изоляции в условиях высокого напряжения;
·Изоляционное и осушающее покрытие: для коробки Pack для хранения энергии используются гидрофобные материалы (например, фторуглеродная смола) для снижения риска внутренней конденсации, а значение дин составляет ≥34 для обеспечения адгезии;
·Покрытие для защиты от столкновений: используется для внешней стенки поддона аккумуляторной батареи, выбран полиуретановый эластомер (твердость ≥80 по Шору А), а ударопрочность улучшена более чем на 30%;
·Анодирование: обычная антикоррозионная обработка, погрешность толщины пленки ≤3 мкм, подходит для сложных конструкций.
3- Проверочный осмотр и адаптируемость оборудования
Для соответствия стандартам новой энергетической отрасли (таким как GB/T31467.3, UL2580) требуются многомерная проверка и адаптация процесса:
a. Проверочный осмотр
· Прочность конструкции: проверка несущей способности, экструзии и ударопрочности лотка с помощью конечно-элементного моделирования (максимальное напряжение ≤ предел текучести материала);
· Испытание на герметичность: система жидкостного охлаждения использует обнаружение утечек гелия (скорость утечки ≤1×10⁻⁶ мбар·л/с) и циклическое испытание давлением (0,5-1,5 МПа/5000 раз);
· Проверка характеристик покрытия:
Испытание изоляционного покрытия на выдерживаемое напряжение (5000 В постоянного тока/60 с без пробоя);
Покрытие против столкновений выдерживает удар падающим шаром (стальной шар 1 кг высотой 1 м) и испытание солевым туманом (1000 ч без отслаивания).
б. Оптимизация адаптивности оборудования
· Общая трансформация оборудования с ЧПУ: благодаря высокоточной конструкции приспособления и алгоритму динамической компенсации деформация обработки тонкостенных деталей может составлять ≤0,1 мм;
· Библиотека параметров сварки: установите стандартные параметры сварки (такие как ток и скорость подачи проволоки) для различных марок алюминиевых сплавов, чтобы сократить цикл отладки;
· Автоматизированное напыление покрытия: используйте многоосевое роботизированное напыление в сочетании с технологией инфракрасного отверждения, погрешность равномерности покрытия составляет ≤5%.
Заключение
Широкое применение алюминиевых сплавов в новом энергетическом оборудовании — это не только победа материаловедения, но и проявление технологических инноваций. Наша компания продолжит изучать новые алюминиевые сплавы, которые отличаются высокой прочностью, коррозионной стойкостью и простотой обработки, а также будет способствовать повышению производительности таких изделий, как поддоны для аккумуляторных батарей и пластины жидкостного охлаждения, за счет технологических инноваций, помогая отрасли двигаться к эффективному и легкому будущему.
Мы будем регулярно обновлять технологии и информацию о тепловых проектах и оптимизации, и делиться этой информацией с вами для справки. Благодарим вас за интерес к компании Walmate.
Поскольку плотность мощности электронных устройств продолжает расти, проектирование рассеивания тепла стало ключевым звеном, влияющим на надежность и срок службы системы. Как профессиональный производитель с 19-летним опытом в области управления температурой, мы объединяем типичные инженерные случаи с опытом многофизического полевого моделирования, чтобы глубоко проанализировать пять основных технических недоразумений, которые инженеры склонны упускать из виду в сценариях высокой мощности, и предоставить решения, соответствующие отраслевой практике.
Заблуждение 1: Злоупотребление материалами с высокой теплопроводностью, отклонение расчета теплового сопротивления интерфейса
Типичная проблема: Чрезмерное стремление к теоретическим значениям теплопроводящих материалов, игнорирование инженерной реальности теплового сопротивления контакта интерфейса.
Анализ случая: Некий модуль рассеивания тепла автомобильного лазерного радара использует чистую медную подложку (теплопроводность 401 Вт/м·К), но толщина покрытия материала теплового интерфейса (TIM) не контролируется точно (проектная 0,1 мм, фактическое отклонение ±0,05 мм), а измеренное тепловое сопротивление контакта достигает 0,6 °C·см²/Вт, в результате чего температура перехода ПЛИС превышает стандартную на 22%. После перехода на предварительно сформированные термопрокладки (допуск ±0,02 мм, тепловое сопротивление <0,03 °C·см²/Вт) и объединения с процессом вакуумного спекания температура перехода снижается на 17 °C, а среднее время безотказной работы (MTBF) увеличивается до 100 000 часов.
План оптимизации:
Выбор материала: в соответствии со стандартом ASTM D5470 измеряется тепловое сопротивление TIM, и предпочтительными являются материалы с фазовым переходом или наполненные металлом эластомеры.
Управление процессом: используйте автоматическое дозирующее оборудование (точность ±3%), чтобы обеспечить допуск по толщине <10% и избежать воздушных зазоров.
Заблуждение 2: Несоответствие организации воздушного потока в системе воздушного охлаждения, локальные горячие точки выходят из-под контроля
Типичная проблема: слепое размещение вентиляторов, игнорирование согласования импеданса канала потока и эффекта разделения пограничного слоя.
Пример проектирования: кластер графических процессоров центра обработки данных использует 4 вентилятора 12038 (объем воздуха 200 куб. футов в минуту), но из-за неправильной конструкции угла воздуховода (прямой угол изгиба 90°) фактический эффективный объем воздуха составляет всего 65% от номинального значения, а локальная разница температур достигает 40°C. После оптимизации моделирования CFD воздуховод изменяется на постепенно расширяющийся канал потока (угол диффузии <7°), и принимается ступенчатое расположение ребер (градиент интервала увеличивается с 2 мм до 3,5 мм), общее сопротивление воздуха снижается на 30%, а разница температур в горячих точках контролируется в пределах 8°C.
Основная стратегия:
Проектирование поля потока: Испытания в аэродинамической трубе проводятся в соответствии со стандартом ISO 5801 для оптимизации соотношения площади входа и выхода (рекомендуется 1:1,2).
Динамическое управление: на основе кривой Q-H вентилятора с ШИМ точка сопротивления системы подбирается в соответствии с диапазоном максимальной эффективности (обычно 60–80 % от максимального объема воздуха).
Заблуждение 3: Несоблюдение требований по защите окружающей среды ускоряет старение материала
Типичная проблема: внимание уделяется только первоначальным характеристикам рассеивания тепла, при этом игнорируются эффекты долгосрочного воздействия окружающей среды, такие как влажность, жара, пыль и соляной туман.
Анализ случая: преобразователь морской ветровой энергии использует радиатор из алюминиевого сплава 6061 (поверхность анодирована). После работы в условиях соляного тумана в течение 6 месяцев оксидный слой отслоился, что привело к увеличению контактного теплового сопротивления на 50%, а частота отказов IGBT резко возросла. Переход на алюминиевый сплав 5052 (стойкость к соляному туману >1000 ч) и напыление полиуретановой трехкомпонентной краски (толщина 50 мкм, в соответствии со стандартом IEC 60068-2-11) снизила частоту отказов в полевых условиях за 3 года на 75%.
Конструктивные особенности:
Технология покрытия: плазменное напыление керамического покрытия Al2O3 (теплопроводность 30 Вт/м·К, термостойкость >800 °C) используется в условиях высоких температур.
Конструкция уплотнения: уровень защиты IP69K (двухпроходное силиконовое уплотнение + предохранительный клапан) для обеспечения нулевого проникновения пыли/водяного пара.
Заблуждение 4: Отсутствие моделирования переходной тепловой нагрузки и неправильный выбор материалов с фазовым переходом
Типичная проблема: Решение по рассеиванию тепла, разработанное с помощью моделирования стационарного состояния, не может справиться с импульсами мощности на уровне миллисекунд.
Измеренные данные: Твердотельный усилитель мощности подвергается воздействию импульсной нагрузки 2 мс при 2000 Вт в базовой станции 5G. Переходное повышение температуры традиционного решения с алюминиевой подложкой достигает 55 °C, в то время как микрокапсульный материал с фазовым переходом (композит парафин/графен, скрытая теплота фазового перехода 220 Дж/г) в сочетании с переходным термическим моделированием (длительность переходного шага ANSYS Icepak 1 мс) используется для управления повышением температуры до 18 °C, что соответствует требованиям испытаний на ударопрочность MIL-STD-810G.
Технология динамического управления:
Упаковка с фазовым переходом: сотовая структура используется для инкапсуляции материала с фазовым переходом (пористость>70%), чтобы избежать утечки жидкости и повысить эффективность диффузии тепла.
Калибровка модели: Граничные условия моделирования корректируются на основе инфракрасного тепловидения (частота дискретизации 100 Гц), погрешность составляет <±1,5°C
Заблуждение 5: Оценка TCO односторонняя и игнорирует скрытые затраты на эксплуатацию и обслуживание
Типичная проблема: сравнивается только начальная стоимость оборудования, а потери от потребления энергии/обслуживания/простоев не подсчитываются.
Сравнение затрат: изначально на заводе по производству полупроводников использовались шкафы с воздушным охлаждением (первоначальная стоимость 500 000 юаней) с годовым счетом за электроэнергию в 1,2 млн юаней (PUE=1,8). После модернизации до двухфазного иммерсионного жидкостного охлаждения (первоначальная стоимость 1,8 млн юаней) годовой счет за электроэнергию снизился до 450 000 юаней (PUE=1,05), а из-за снижения нагрузки на кондиционирование воздуха в чистых помещениях годовая совокупная экономия достигла 900 000 юаней, а дополнительные инвестиции могут быть окуплены за 2,1 года (IRR>25%).
Модель принятия решения:
Усовершенствованное моделирование: Внедрение моделирования Монте-Карло для количественной оценки влияния частоты отказов оборудования (распределение Вейбулла) на совокупную стоимость владения.
Наложение политик: В сочетании с механизмами налога на выбросы углерода (такими как EU CBAM) выбросы углерода жидкостными системами охлаждения за весь их жизненный цикл сокращаются на 60%, и получается дополнительная субсидия в размере 15%
Заключение: модернизация парадигмы теплового проектирования с основанной на опыте на основанную на данных
Стандартизированный процесс: внедрение стандарта теплового испытания JESD51-14 на этапе концептуального проектирования для избежания доработок в дальнейшем (проектный цикл определенного оптического модуля сокращается на 30%).
Многопрофильное сотрудничество: благодаря объединению COMSOL Multiphysics электромагнитных потерь (извлечение HFSS) и поля тепловой деформации эффективность рассеивания тепла радиолокационного компонента TR повышается на 40%.
Интеллектуальная эксплуатация и обслуживание: развертывание датчиков температуры волоконно-оптической решетки (точность ±0,1 °C) и цифровых платформ двойников для прогнозирования неисправностей (неожиданное время простоя суперкомпьютерного центра сокращается на 90%).
Благодаря строгому инженерному мышлению и полносвязной проверке данных инженеры-тепловики могут точно избегать «невидимых убийц» и закладывать основу для высоконадежных систем. Как специалисты отрасли, мы стремимся предоставлять комплексные решения от материалов до систем и совместно с клиентами решать проблемы терморегулирования.
Мы будем регулярно обновлять технологии и информацию о тепловых проектах и оптимизации, и делиться этой информацией с вами для справки. Благодарим вас за интерес к компании Walmate.
1- Специальные требования к допускам для ключевых деталей
При производстве поддонов для аккумуляторных батарей электромобилей и корпусов аккумуляторных батарей с жидкостным охлаждением контроль допусков ключевых соединительных поверхностей и интерфейсов напрямую влияет на герметичность, эффективность рассеивания тепла и точность сборки.
a. Поверхность установки пластины жидкостного охлаждения
Пластина жидкостного охлаждения является основным компонентом системы терморегулирования батареи. Плоскостность ее установочной поверхности напрямую влияет на герметичность канала потока охлаждающей жидкости. Если плоскостность выходит за пределы допуска, это приведет к неравномерному сжатию силиконовой прокладки, что приведет к локальной утечке или повышенному тепловому сопротивлению.
b. Несоосность сварного шва
В поддоне батареи часто используется сварная конструкция из алюминиевого сплава. Несоосность сварного шва приведет к концентрации напряжений и сокращению усталостной долговечности. Особенно в сценариях с высокими требованиями к герметичности корпуса аккумуляторной батареи (например, IP67), несоосность должна строго контролироваться.
c. Отверстие для позиционирования модуля батареи
Отверстие для позиционирования используется для точной фиксации модуля батареи. Избыточный допуск приведет к смещению модуля, что приведет к отказу электрического соединения или риску механической вибрации.
d. Фиксация положения отверстия для болта
Отверстие для болта используется для соединения корпуса аккумуляторной батареи с шасси. Отклонение положения вызовет напряжение при сборке и даже приведет к поломке болта.
e. Прямолинейность края корпуса аккумуляторной батареи
Прямолинейность края корпуса аккумуляторной батареи влияет на сборку верхней и нижней крышек и уровень защиты IP, особенно для корпусов, сваренных лазером, где край необходимо использовать в качестве ориентира для отслеживания лазерной головки.
2-Влияние допуска на размер на эффективность производства
Влияние допуска на размер на эффективность производства в основном отражается в его балансе между потоком обработки, контролем затрат и качеством продукции. Разумная конструкция допуска может не только обеспечить функциональность продукта, но и оптимизировать производственный ритм. Влияние разумного контроля допуска на эффективность производства в основном отражается в следующих аспектах:
a. Баланс между точностью обработки и себестоимостью производства
· Хотя строгий допуск на размер может улучшить точность герметизации и сборки, требуются высокоточное оборудование для обработки и сложные процессы, что значительно увеличивает инвестиции в оборудование и время обработки.
· Чрезмерное стремление к точности может привести к увеличению затрат на обработку. Необходимо установить строгие допуски в ключевых функциональных частях, а допуски следует соответствующим образом смягчить в некритических областях для снижения затрат.
b. Контроль скорости доработки и скорости брака
· Разумная конструкция допуска может сократить доработку, вызванную отклонением размеров.
· Сварочная деформация является основной проблемой при производстве поддонов для батарей. Использование процесса холодной сварки CMT может оптимизировать подвод тепла, уменьшить деформацию после сварки и сократить цикл доработки.
c. Модульное и стандартизированное производство
· Благодаря стандартизированным компонентам требования к допускам концентрируются на локальных заменяемых деталях, что снижает общую сложность обработки.
· Стандартизированная конструкция допусков также может поддерживать многомодельную совместимость и снижать необходимость в индивидуальной обработке.
3-Отраслевые стандарты и практическое применение контроля плоскостности
Для поддонов аккумуляторных батарей для новых энергетических транспортных средств отраслевые стандарты предъявляют строгие требования:
a. Стандарт плоскостности: плоскостность поверхности установки пластины жидкостного охлаждения должна быть ≤0,2 мм, плоскостность нижней опорной пластины должна быть ≤0,5 мм/м², а погрешность плоскостности рамы после сварки должна быть ≤0,8 мм6.
b. Оптимизация производственного процесса: прецизионное фрезерование с ЧПУ, холодная сварка CMT и обработка вибрационным старением (VSR) в сочетании с онлайн-обнаружением лазерным интерферометром снижают риск деформации.
c. Выбор материала: рекомендуется использовать высокопрочные алюминиевые сплавы, такие как 6061, с пределом текучести ≥1180 МПа, принимая во внимание как легкость, так и структурную устойчивость.
4- Стратегия корректировки допусков, обусловленная материалами и процессами
a. Инновации в материалах способствуют снижению веса
Использование легких высокопрочных алюминиевых сплавов (например, 6061) и композитных материалов (алюминиевая матрица, армированная карбидом кремния) в сочетании с анодированием и изоляционным покрытием позволяет добиться снижения веса на 30% и улучшить коррозионную стойкость, адаптируясь к требованиям по рассеиванию тепла в системах жидкостного охлаждения.
b. Совместная работа в процессе повышает точность производства
Цельное экструзионное формование + сварка трением с перемешиванием (FSW) сокращают количество сварных швов, холодная сварка CMT и лазерная сварка контролируют термическую деформацию.
c. Замкнутый контур обнаружения моделирования для обеспечения надежности
Моделирование CAE оптимизирует расположение ребер жесткости, лазерное сканирование и технология обнаружения утечек гелия реализуют полный мониторинг процесса, модульная конструкция совместима с допуском ±5 мм, что снижает затраты и повышает эффективность.
Мы будем регулярно обновлять технологии и информацию о тепловых проектах и оптимизации, и делиться этой информацией с вами для справки. Благодарим вас за интерес к компании Walmate.

1- Характеристики процесса сварки алюминиевого сплава для поддона батареи/ящика для хранения энергии
При производстве новых энергетических жидкостно-охлаждаемых ящиков для батарей, поддонов для батарей и других изделий каналы жидкостного охлаждения и многополостные структуры являются типичными сложными конструктивными особенностями (как показано на рисунке 1). Такие структуры часто включают в себя следующие особенности:

Рисунок 1: Типичная конструкция поддона для батареи
Трехмерное пространственное переплетение: проточные каналы распределены в змеевидной форме, с большим количеством пространственных точек поворота;
Многоуровневое соединение: основная полость и подполостные соединены тонкостенными перегородками (толщина 2-3 мм);
Особенности миниатюризации: малый размер поперечного сечения проточного канала (минимальная толщина стенки проточного канала алюминиевого профиля составляет 1,2 мм) и плохая доступность сварки.
2-Анализ сложности объединения нескольких технологий сварки при производстве поддонов для аккумуляторных батарей
В практике производства поддонов для аккумуляторных батарей необходимо объединять несколько технологий сварки, таких как скоординированное применение сварки трением с перемешиванием (FSW), холодная сварка переходом металла (CMT), традиционная сварка плавлением (TIG/MIG) и другие технологии. Это сочетание направлено на учет легкости, прочности, герметизации и эффективности производства, но также сталкивается со следующими основными трудностями:
a. Проблема скоординированного подвода тепла несколькими процессами
Различные технологии сварки (такие как FSW и лазерная сварка) имеют большие различия в подводе тепла, что может легко вызвать изменения характеристик материала и термическую деформацию, и их необходимо решать путем оптимизации последовательности сварки и регулировки параметров.
b. Узкое место совместимости и эффективности оборудования
Переключение оборудования является сложным, а требования к точности синхронизации параметров высоки. Для повышения эффективности совместной работы и сокращения времени цикла требуются модульная конструкция рабочей станции и интеллектуальные сварочные машины.
c. Проблемы баланса прочности герметизации и стоимости
Риск утечки на пересечении нескольких сварных швов высок (составляет 70% дефектов), поэтому требуется избыточная герметизация + оптимизация топологии конструкции.

3-Инженерная практика: Аккумуляторный лоток, жидкостное охлаждение PACK, координация процесса сварки
a. Планирование положения сварного шва
· Оптимизация положения сварки: На этапе проектирования продукта следует полностью рассмотреть рациональность положения сварки, чтобы избежать появления сварных швов в ключевых частях или областях, которые влияют на функции продукта. Например, отрегулируйте зазор между передней рамой и водяным соплом, чтобы предотвратить помехи от сварных швов; оптимизируйте положение сварки водяного сопла, чтобы уменьшить влияние на производительность продукта.
· Соответствие структуре продукта: Положение сварки должно соответствовать структуре продукта, чтобы гарантировать, что сварной шов может выдерживать различные нагрузки и напряжения во время использования продукта. Например, в проекте жидкостного охлаждения структурная устойчивость и надежность продукта улучшаются за счет рационального планирования положения сварки.
· Простота эксплуатации и обнаружения: Положение сварки должно быть удобным для операторов для выполнения сварочных операций и последующих проверок качества. Например, избегайте сварки в труднодоступных или плохо просматриваемых местах, чтобы повысить эффективность и качество сварки.
b. Контроль сварного шва
· Размер сварного шва: Размер сварного шва необходимо строго контролировать. Как правило, высота сварного шва должна быть в пределах 4/6 мм, а сварной шов не должен выходить за пределы плоскости, чтобы обеспечить внешний вид и точность сборки изделия. Например, в проекте жидкостной охлаждающей пластины размер сварного шва успешно контролировался путем корректировки параметров сварки и процесса, что позволило избежать влияния сварного шва на эксплуатационные характеристики и качество изделия.
· Форма сварного шва: Форма сварного шва должна быть максимально правильной, чтобы избежать чрезмерного плавления или неполного сплавления. Оптимизируя параметры сварки и методы работы, можно эффективно улучшить форму сварного шва и повысить качество сварки.
· Шлифовальная обработка: Для вогнутых следов сварки, полученных в месте сварки трением, используется шлифовальная обработка, чтобы обеспечить гладкую поверхность для соответствия требованиям к внешнему виду и эксплуатационным характеристикам изделия.
c. Оптимизация последовательности сварки
· Сварка разделов: для крупных изделий метод сварки разделов может эффективно контролировать общую деформацию. Разделив изделие на несколько областей и сваривая их последовательно, можно снизить концентрацию тепла во время процесса сварки и снизить риск термической деформации.
· Пошаговая коррекция: во время процесса сварки метод пошаговой коррекции используется для корректировки сварочной деформации во времени. Благодаря непрерывному измерению и коррекции деформации изделия во время процесса сварки обеспечивается точность размеров и форма конечного изделия в соответствии с требованиями проекта.
· Оптимизация пути сварки: рационально планируйте путь сварки, чтобы избежать повторной сварки в одной и той же области и снизить подвод тепла. Например, в проекте пластины жидкостного охлаждения было снижено подвод тепла во время процесса сварки, а качество сварки было улучшено за счет оптимизации пути сварки.
d. Совместный контроль деформации
Пластина жидкостного охлаждения подвергается термической деформации во время процесса сварки, что приводит к снижению точности размеров изделия.
Меры оптимизации:
· Используйте методы сварки перегородок и пошаговой коррекции для контроля общей деформации.
· Оптимизируйте параметры сварки, уменьшите ток и напряжение, а также уменьшите тепловложение.
· Используйте приспособления для фиксации изделия, чтобы уменьшить перемещение и деформацию во время сварки.
· Используйте симметричный метод сварки, чтобы равномерно распределить сварочное тепло.
Мы будем регулярно обновлять технологии и информацию о тепловых проектах и оптимизации, и делиться этой информацией с вами для справки. Благодарим вас за интерес к компании Walmate.
Технология CTC (Cell-to-Chassis) привлекла большое внимание, поскольку она может значительно улучшить дальность и эффективность использования пространства электромобилей, но может ли она действительно заменить традиционную технологию аккумуляторов, все еще остается спорным вопросом. Основное узкое место на стороне производства — процесс сварки поддона аккумулятора — стало ключом к определению будущего этой технологии: сложная структурная конструкция, совместимость с несколькими материалами и строгие требования к тепловому регулированию подвергли традиционную технологию сварки серьезному испытанию. Начиная с точки зрения передовых инженеров, объединяя отраслевые тенденции и инженерные практики, эта статья анализирует потенциал и ограничения технологии CTC и исследует, как технология сварки стала «пробным камнем» этой технологической революции.
1-«Идеал и реальность» технологии CTC
Технология CTC теоретически может сократить избыточные структурные детали и повысить плотность энергии за счет интеграции аккумуляторной батареи непосредственно в шасси, но осуществимость ее широкомасштабного применения сталкивается с реальными проблемами:
Радикальность и осторожность автомобильных компаний: Tesla, BYD и другие ведущие компании запустили решения CTC, но все больше производителей все еще ждут и наблюдают. Данные отрасли показывают, что по состоянию на февраль 2025 года массовые модели CTC составляют 15–20 % в мире, а традиционная технология CTP (Cell-to-Pack) по-прежнему остается основной.
«Стоимость» улучшенного срока службы батареи: хотя CTC может увеличить плотность энергии на 15–20 %, сложность конструкции шасси приводит к увеличению производственных затрат на 30–50 % (по расчетам консалтингового агентства), а баланс между затратами и выгодами пока не ясен.
Экономические противоречия в обслуживании: Интегрированная конструкция привела к резкому росту затрат на обслуживание батареи. Данные страховых компаний показывают, что частота замены аккумуляторных сборок после аварий моделей CTC достигает 70%, что намного выше, чем 25% традиционных моделей.
Эти противоречия делают будущее технологии CTC полным переменных. Сможет ли рынок преодолеть 20% зависит от трех основных переменных: прогресс массового производства Tesla Cybertruck; заставит ли ценовая война между китайскими автопроизводителями сократить издержки; и степень компромисса европейских правил по ремонтопригодности аккумуляторов. Уровень технологии сварки на производственной стороне будет ключом к определению того, сможет ли он преодолеть разрыв между лабораторным и массовым производством.
2-Три «барьера жизни и смерти» процесса сварки
Для производителей аккумуляторных лотков внедрение технологии CTC должно преодолеть три основные проблемы:
a. Игра между точностью «микронного уровня» и эффективностью
Традиционные сварочные процессы могут допускать ошибки в 0,5 мм, но лотки CTC должны переносить больше батарей, а количество швов увеличивается более чем в 3 раза, и большинство из них распределяется по изогнутым и неровным деталям. Испытания, проведенные производителем, показывают, что когда ошибка позиционирования сварки превышает 0,15 мм, выход годных сборок аккумуляторных элементов резко падает с 99% до 82%. Что еще сложнее, так это то, что повышение точности часто сопровождается снижением эффективности — хотя точность лазерной сварки высока, стоимость оборудования более чем в 5 раз выше, чем у традиционной сварки.
b. «Вода и огонь» смешанных материалов
Чтобы сбалансировать легкость и прочность, лотки CTC часто используют смешанную структуру «алюминиевый сплав + углеродное волокно + специальная сталь». Разница в коэффициентах теплового расширения различных материалов может достигать 20 раз (например, алюминий 23 мкм/м·К против углеродного волокна 0,8 мкм/м·К), что легко может привести к возникновению внутреннего напряжения во время сварки и вызвать трещины. Когда компания попыталась соединить алюминий и углеродное волокно, скорость образования трещин в сварном шве достигла 18%, что намного превышает приемлемый для отрасли порог в 3%.
c. «Невидимый убийца» зоны термического влияния
Высокая температура сварки может повредить изоляционные материалы или цепи датчиков вокруг элемента аккумулятора. Однажды автомобильная компания увеличила скорость саморазряда модуля аккумулятора на 50% из-за неправильного контроля подводимого тепла при сварке. Инженеры должны контролировать колебания температуры сварки в пределах ±15℃ в течение 0,1 секунды — это эквивалентно установке «высокоточного температурного тормоза» на сварочный пистолет.
3-Выход: нет серебряной пули, есть только системные инновации
Столкнувшись с этими проблемами, отрасль изучает три прорывных пути:
a. «Коктейльная терапия» комбинирования процессов
Гибридная лазерная дуговая сварка: сочетание точности лазерной сварки с преимуществами проплавления дуговой сварки, скорость сварки алюминиевого сплава увеличивается на 40%;
Технология холодного перехода металла (CMT): благодаря точному контролю подводимого тепла площадь зоны термического влияния уменьшается на 60%;
Интеллектуальная система компенсации робота: автоматически регулирует траекторию сварочного пистолета на основе данных сканирования сварного шва в реальном времени и увеличивает квалифицированную скорость сварки сложных криволинейных поверхностей с 75% до 95%.
b. «Предварительный компромисс» со стороны материала
Некоторые компании начали совместно разрабатывать «сварочные» композитные материалы с поставщиками материалов. Например, чувствительность к трещинам при сварке отечественного модифицированного алюминиевого сплава (материал из алюминиевого сплава, отрегулированный физическими, химическими или технологическими средствами) была снижена с уровня 7 до уровня 3 (согласно стандартам ISO). Хотя это и снижает 5% эффекта легкости, это увеличивает выход сварки до 98%.
c. «Цифровой двойник» в измерении обнаружения
Собирая все данные о процессе сварки (ток, температура, скорость и т. д.) в сочетании с моделями ИИ для прогнозирования вероятности дефектов. После того, как завод внедрил эту технологию, онлайн-уровень обнаружения дефектов сварки увеличился с 80% до 97%, а стоимость лома снизилась на 45%.
4-Новое предложение инженеров: поиск определенности в неопределенности
a. Споры по поводу технологии CTC по сути являются игрой между «системной оптимизацией» и «локальными ограничениями»:
Если прорывная скорость процесса сварки медленнее, чем ожидания автомобильных компаний по снижению затрат, CTC может стать нишевой технологией;
Если материалы, процессы и технологии испытаний совершат прорыв скоординированным образом, ожидается, что это откроет новую эру проектирования конструкций электромобилей.
b. Инженерам необходимо реконструировать возможности из двух измерений:
Интеграция междоменных знаний: понимание порога чувствительности электрохимических свойств к подводимому теплу сварки;
Способность гибкого реагирования: исследование случая европейского поставщика показывает, что команда, которая может завершить оптимизацию параметров сварки новых сплавов в течение недели, имеет в 3 раза больше вероятности получения заказов.
Технология CTC находится на перекрестке «подрывных инноваций» и «ловушки массового производства». Возможно, это не полностью заменит существующие технологии, но это заставляет процесс сварки развиваться в сторону более высокой точности, более сильной совместимости и более интеллектуального управления. В этом технологическом марафоне настоящим победителем может оказаться не самая первая автомобильная компания, а команда инженеров, которая превращает «невозможные сварные швы» в «стандартизированные интерфейсы» на производственной стороне.
Мы будем регулярно обновлять технологии и информацию о тепловых проектах и оптимизации, и делиться этой информацией с вами для справки. Благодарим вас за интерес к компании Walmate.

Поскольку технология CTP (Cell to Pack) полностью подрывает традиционную структуру аккумуляторной батареи, «роль» поддона батареи сместилась с пассивной нагрузки на активную интеграцию. Технология сварки стала основой безопасности и производительности. Требования к легкому весу (толщина стенки всего 1,5 мм), герметизации без пор и интеграции нескольких материалов (алюминий/медь/углеродное волокно) привели к тому, что традиционная сварка оказалась в дилемме деформации и дефектов. Отрасль совершает прорывы за счет инноваций в материалах, интеллектуального контроля качества и итерации процесса. В этой статье будут проанализированы разрушительные проблемы, которые CTP создает для сварки, и исследован технический путь к высокой точности и высокой надежности.
1-Анализ изменений в требованиях к структурному проектированию аккумуляторных лотков из-за технологии CTP
Технология CTP (Cell to Pack) напрямую интегрирует аккумуляторные элементы в аккумуляторный блок, устраняя модульную структуру в традиционном аккумуляторном блоке. Это технологическое новшество выдвигает всесторонние и многомерные требования к модернизации структурного проектирования аккумуляторного лотка. Ниже приведен конкретный анализ с точки зрения материалов, производительности, процесса, интеграции и т. д.:
(1) Всестороннее улучшение структурной прочности и ударопрочности
a. Требования к механическим подшипникам после устранения модуля:
После того, как технология CTP устраняет модульную структуру, аккумуляторный лоток должен напрямую нести функции поддержки, фиксации и амортизации внешних сил аккумуляторного элемента. Традиционный модуль рассеивает механическую нагрузку, в то время как лоток CTP должен поглощать деформацию расширения аккумуляторного элемента во время зарядки и разрядки в целом (например, сила расширения квадратного аккумуляторного элемента может достигать 10-20 кН), при этом выдерживая вибрацию, экструзию и ударную нагрузку во время движения транспортного средства.
b. Направление оптимизации материалов и конструкции
· Доминирование высокопрочного алюминиевого сплава: Ранняя сталь постепенно заменялась из-за ее большого веса, и 6061-T6 стал основным. Он обладает высокой удельной прочностью и сильной коррозионной стойкостью, что может соответствовать двойным требованиям легкости и высокой жесткости.
· Конструкция композитной структуры: Например, структура «двойной рамы кольцевой балки» Leapmotor повышает локальную ударопрочность за счет продольных и поперечных отсеков балки, при этом технология экструзии позволяет оптимизировать распределение материала и снизить избыточный вес.
· Исследование магниево-алюминиевого сплава и углеродного волокна: магниево-алюминиевый сплав на 30% легче традиционных алюминиевых материалов, а композитные материалы из углеродного волокна обладают как высокой прочностью, так и легким весом, но в настоящее время используются только в моделях высокого класса из-за стоимости и зрелости процесса.
(2) Требования к интегрированной герметичности и терморегулированию
а. Улучшение характеристик уплотнения
После извлечения модуля внутренняя циркуляция охлаждающей жидкости и газовая герметизация аккумуляторной батареи полностью зависят от поддона, а дефекты сварки (такие как поры и трещины) могут привести к риску утечки.

Рисунок 1. Испытание герметичности аккумуляторного лотка
б. Интеграция функций управления температурой
Лотки CTP должны включать в себя такие компоненты, как пластины жидкостного охлаждения и теплопроводящие клеи. Например, структурные клеи используются для фиксации аккумуляторных элементов и передачи напряжения расширения, а полиуретановые теплопроводящие клеи (теплопроводность > 1,5 Вт/м·К) используются для теплопередачи между аккумуляторными элементами и с трубками жидкостного охлаждения. Количество клея, используемого в одном PACK, более чем на 50% выше, чем в традиционных конструкциях. Каналы потока должны быть спроектированы внутри лотка, чтобы оптимизировать эффективность охлаждения, избегая при этом повреждения герметизации, вызванного зоной термического воздействия сварки.
(3) Облегчение веса и инновации в материалах
a. Тенденции выбора материалов
Процесс экструзии и литья под давлением алюминиевых сплавов: экструдированные алюминиевые профили используются для каркасных конструкций (например, аккумуляторный лоток Tesla 4680), а процессы литья под давлением (например, интегрированное литье под давлением) упрощают процесс сварки и снижают вес на 15%-20%.
Применение пластиковых композитных материалов: например, армированные стекловолокном материалы PA6 используются в ненесущих деталях для дальнейшего снижения веса, но необходимо решить проблему совместимости с интерфейсом металлического соединения.
б. Стратегия облегченной конструкции
Оптимизация топологии: сокращение избыточных материалов с помощью моделирования CAE и снижение веса лотка при обеспечении прочности.
Тонкостенные и интегрированные: толщина стенки лотка уменьшена с 3 мм до 1,5-2 мм, а функциональные компоненты, такие как кронштейны BMS и каналы жгутов проводов, интегрированы для уменьшения количества деталей.
(4) Интеграция и модульная конструкция
а. Высокая интеграция функциональных компонентов
Лотки CTP должны интегрировать модули, такие как система управления батареями (BMS), высоковольтные разъемы и огнестойкие изоляционные слои.
б. Модульная и совместимая конструкция
Линия сварки должна поддерживать смешанное производство нескольких моделей лотков, иметь возможность «изменения типа одним щелчком» и быть совместимой со структурами лотков разных размеров аккумуляторных элементов (например, квадратных и цилиндрических).
2-Особые проблемы инноваций технологии CTP в процессе сварки
Технология CTP (Cell to Pack) значительно улучшила использование пространства и плотность энергии, но также создала беспрецедентные проблемы для процесса сварки.
(1) Резко возросла сложность контроля дефектов сварки
a. Проблемы пористости и герметизации
После того, как технология CTP устраняет модуль, лоток для батареи должен напрямую взять на себя функцию герметизации. Поры сварки (распространенный дефект при сварке алюминиевых сплавов) напрямую приведут к риску утечки охлаждающей жидкости или проникновения газа.
b. Трещины и совместимость материалов
Высокоцинкованные алюминиевые сплавы (например, 7 серии) подвержены трещинам из-за термического напряжения во время сварки.
c. Зазор и ошибка сборки
Прямая интеграция нескольких ячеек приводит к увеличению количества точек стыковки конструкции лотка. Накопление ошибок сборки может привести к тому, что зазор сварки превысит ±1 мм.
(2) Проблемы адаптации процесса, вызванные обновлением системы материалов
a. Проблемы сварки легких материалов
Материал лотка CTP перешел от стали к алюминиевому сплаву (6061-T6, 7075-T6), магниево-алюминиевому сплаву (снижение веса на 30%) и композитным материалам из углеродного волокна. Сварка алюминиевых сплавов должна решить проблему недостаточного проплавления, вызванную трудным плавлением оксидной пленки и высокой теплопроводностью.
b. Технология соединения разнородных материалов
Когда лоток объединяет функциональные компоненты, такие как жидкостная охлаждающая пластина (медь/алюминий) и огнестойкий слой (керамический матричный композитный материал), на границе разнородных материалов склонны появляться хрупкие интерметаллические соединения.
(3) Повышение сложности конструкции и требований к точности
a. Контроль деформации крупногабаритных тонкостенных конструкций
Толщина стенки лотка CTP уменьшается с 3 мм до 1,5-2 мм, а чувствительность сварки к термической деформации резко возрастает.
b. Высокоплотные паяные соединения и эффективность процесса
Количество паяных соединений на одном поддоне увеличилось с 2000 в традиционных модулях до более чем 5000.

Рисунок 2- Сварка поддона аккумуляторной батареи
3-Модернизация производственного процесса и контроля качества
Технология CTP способствует трансформации сварки аккумуляторных лотков из «единого процесса» в «мультитехнологическое сотрудничество, интеллект и экологичность». Производителям необходимо сосредоточиться на трех основных направлениях:
Модернизация технологий: прорыв в контроле дефектов, таких как поры и трещины, и адаптация к легким материалам;
Интеллектуальный переход: полная оцифровка процесса и контроль качества с помощью ИИ для достижения высокоточного производства;
Экологическое сотрудничество: совместное создание технических стандартов с поставщиками материалов, оборудования и OEM-производителями.
Мы будем регулярно обновлять технологии и информацию о тепловых проектах и оптимизации, и делиться этой информацией с вами для справки. Благодарим вас за интерес к компании Walmate.
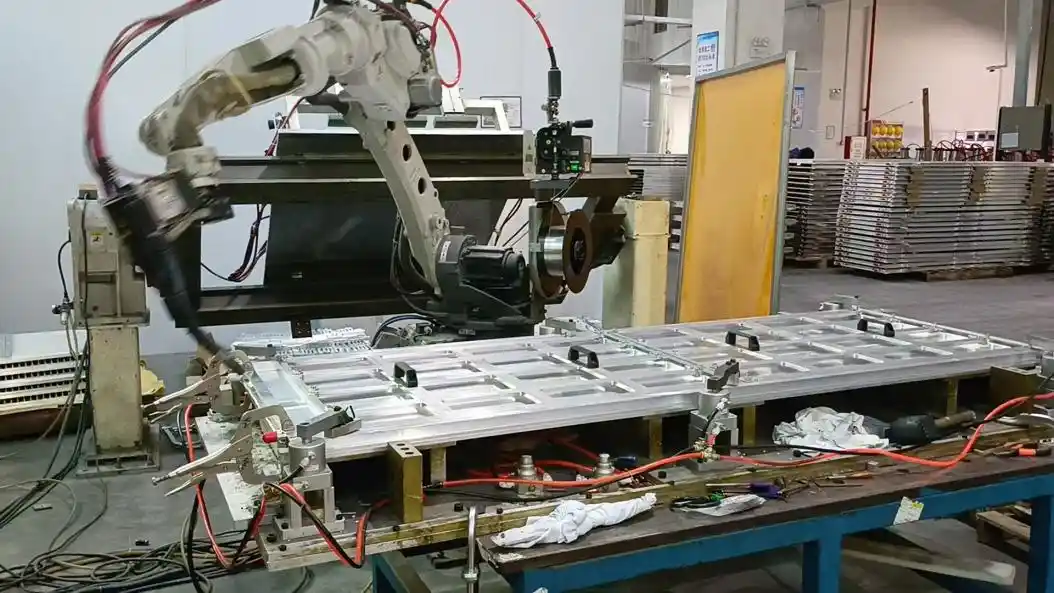
Алюминиевые сплавы и другие лёгкие материалы стали основным выбором благодаря своим превосходным характеристикам. Однако контроль теплового вклада, подавление деформации и стабильность процессов при сварке тонких листов остаются серьёзными вызовами для традиционных технологий. Холодный перенос металла (CMT), обладающий преимуществами низкого теплового вклада, отсутствия брызг и интеллектуального управления параметрами, предлагает инновационное решение для производства аккумуляторных поддонов.
В этой статье подробно рассматриваются стратегии точного контроля CMT-технологии при сварке тонких листов для поддонов, анализируются её адаптивность, технологические сложности и гибридные сценарии применения, чтобы обеспечить теоретическую и практическую базу для эффективного и качественного производства.
Рис. 1: CMT-сварка нижнего корпуса с жидкостным охлаждением для аккумулятора 104S
1-Требования к сварке поддонов и адаптивность CMT
Технология CMT, благодаря низкому тепловому вкладу, отсутствию брызг и интеллектуальному управлению, идеально соответствует требованиям высокой точности, низкой деформации и эффективности при сварке аккумуляторных поддонов.
(1)Ключевые требования к процессу сварки
a. Совместимость материалов и лёгкость
Поддоны чаще всего изготавливаются из алюминиевых сплавов (например, серии 6xxx, 6061) или композитов с углеволокном для премиум-моделей, что требует высокой прочности (60–70% от основного материала) и низкой плотности (алюминий: 2,7 г/см³).
Соединение разнородных материалов: Для гибридных сталеалюминиевых конструкций необходимо минимизировать деформацию, вызванную разницей коэффициентов теплового расширения.
b. Качество сварки и показатели
Низкий тепловой вклад и контроль деформации: Для тонких листов (0,3–3 мм) деформация должна быть ≤2 мм. Длинные швы требуют секционной сварки или противоискривления.
Герметичность и прочность: Швы должны быть полностью герметичны для предотвращения утечек электролита и соответствовать стандартам (например, T/CWAN 0027-2022).
Контроль пористости: Пористость при сварке алюминия должна быть ≤0,5%.
c. Эффективность и автоматизация
Скорость сварки ≥7 мм/с, время на один поддон — 5–10 минут.
Автоматизированные станции должны поддерживать двухпозиционную сборку и работу нескольких роботов.
(2)Преимущества CMT для сварки поддонов
a. Точный контроль теплового вклада
CMT снижает тепловой ввод на 33% по сравнению с MIG-сваркой, исключая прожоги для листов толщиной 0,3 мм. Чередование нагрева и охлаждения уменьшает деформацию до ≤1,5 мм (примеры BYD и BAIC).
b. Стабильность и качество
Отсутствие брызг: Механическое втягивание проволоки устраняет разбрызгивание.
Снижение пористости: Использование Ar+30% He уменьшает пористость на 50%.
Толерантность к зазорам: Допускает зазоры до 1,5 мм.
c. Интеграция с автоматизацией
Двухпозиционные станции (например, Taixiang Tech) удваивают эффективность. Симметричная сварка роботами сокращает время цикла до ≤10 минут.
2-Анализ трудностей процесса CMT для аккумуляторных лотков

Рисунок 2: Поток процесса сварки CMT
(1)Свойства материала и контроль дефектов сварки
a. Чувствительность к пористости при сварке алюминиевых сплавов
Лотки из алюминиевых сплавов (например, 6061, 6063) склонны к пористости из-за быстрого затвердевания и изменения растворимости водорода. Состав защитного газа имеет решающее значение: чистый Ar приводит к пористости ~5%, в то время как Ar+30%He снижает пористость до ≤0,5%. Регулировка индуктивности (например, отрицательная настройка) оптимизирует поток расплавленной ванны, минимизируя размер пор.
b. Горячие трещины и сегрегация состава
Сегрегация Mg, Si и т. д. в алюминиевых сплавах может вызвать охрупчивание границ зерен. Хотя низкий подвод тепла CMT снижает ЗТВ, необходим точный контроль скорости сварки и подачи проволоки, чтобы избежать недостаточного проплавления или локального перегрева.
c. Металлургическая совместимость при сварке разнородных материалов
Интерфейсы в соединениях из алюминиевой стали или алюминиевого композита (например, балки и корпуса) должны смягчать влияние хрупких фаз (например, FeAl₃) и паров цинка.
(2)Проблемы оптимизации параметров процесса
a. Балансировка проникновения и подвода тепла
Сварочные швы должны соответствовать стандартам T/CWAN 0027 по глубине проникновения (≥0,8 мм). Низкий подвод тепла CMT может привести к недостаточному проникновению, требуя регулировки длины дуги или импульсного тока для улучшения проникновения.
b. Компромисс между скоростью и стабильностью
Автоматизированные линии требуют скорости ≥1,2 м/мин, но высокие скорости рискуют нестабильностью дуги или неравномерным переносом капель.
c. Перекрытие зазоров в сложных сварных швах
Лотки часто имеют большие зазоры (0,5–1,5 мм) или нерегулярные соединения (например, Т-образные соединения).
(3) Совместимость конструкции и производственного процесса
a. Контроль деформации сварки тонких пластин
Толщина стенки поддонов из алюминиевого сплава обычно составляет 2-3 мм. Деформация традиционной сварки MAG может достигать 1,2 мм, в то время как сварка CMT может уменьшить деформацию до менее 0,3 мм за счет низкого подвода тепла. Однако необходимо сотрудничать с конструкцией антидеформационного инструмента и роботизированной симметричной сваркой (двухстанционная рабочая станция) для дальнейшего повышения точности.
b. Непрерывность и герметизация длинных сварных швов
Длина герметичного сварного шва поддона батареи может достигать нескольких метров, и необходимо избегать разрыва дуги или колебаний расплавленной ванны. Технология CMT обеспечивает однородность сварного шва посредством более чем 70 циклов повторного зажигания дуги в секунду, а уровень квалификации герметичности может быть увеличен до 99% с помощью лазерной системы слежения.
c. Синергия многопроцессных композитных приложений
Высококачественные поддоны часто используют композитный процесс CMT+FSW (сварка трением с перемешиванием): CMT используется для сложных конструкций (например, соединение между рамой и нижней пластиной). FSW используется в областях с высокой нагрузкой (например, продольные балки) для повышения прочности. Необходимо решить проблему согласования параметров соединения двух процессов (например, температуры предварительного нагрева и термообработки после сварки).
3-Типичные сценарии применения процесса CMT при производстве поддонов для батарей
(1) Соединение основной конструкции поддона для батарей
a. Сварка рамы и нижней пластины
Процесс CMT широко используется в соединении между рамой и нижней пластиной поддонов для батарей из алюминиевого сплава, особенно для длинных сварных швов и тонких пластин (толщиной 2-3 мм)
b. Соединение между балкой и нижней пластиной
В конструкции поддонов для батарей CTP, из-за уменьшенного количества балок и сложной структуры, процесс CMT используется для: Высокоточной позиционной сварки: локальное соединение между балкой и нижней пластиной (например, Т-образное соединение) должно избегать недостаточного проплавления. CMT достигает стабильного проплавления ≥ 0,8 мм за счет цифрового управления длиной дуги (например, технологии Fonis CMT Advanced). Адаптация к нескольким материалам: если балка изготовлена из алюминиево-магниевого сплава (например, 6061), а нижняя пластина — из высокопрочного алюминия, технология CMT может уменьшить поры за счет защиты смесью газов Ar+He, одновременно адаптируясь к различиям в теплопроводности различных материалов.
(2) Сварка тонких пластин и сложных геометрических конструкций
a. Сварка тонкостенных алюминиевых сплавов (2-3 мм)
Спрос на легкие аккумуляторные лотки способствует применению тонких пластин, но традиционная сварка MIG склонна к деформации. Преимущества процесса CMT:
b. Сварка сверхтонких пластин: Taixiang Automation использует технологию CMT для достижения сварки без брызг сверхтонких пластин толщиной 0,3 мм для герметизации краев аккумуляторных лотков.
c. Перекрытие сварных швов специальной формы: Для конструкций специальной формы, таких как внутренние ребра жесткости и противостолкновительные балки лотка, режим CMT Gap Bridging может заполнить зазор 0,5-1,5 мм за счет втягивания проволоки и перенаправления дуги, чтобы избежать непроваренных дефектов.
d. Сварочные швы с высокими требованиями к герметизации: Герметизация аккумуляторного лотка напрямую связана с безопасностью аккумулятора. Процесс CMT обеспечивает это следующими способами:
· Непрерывные длинные сварные швы: использование более 70 циклов повторного зажигания дуги в секунду (например, технология Fronius LaserHybrid) для обеспечения непрерывности нескольких метров сварных швов с герметичностью прохода 99%.
· Низкий контроль тепловложения: по сравнению с лазерной сваркой CMT имеет более низкое тепловложение, что снижает тепловое воздействие колебаний расплавленной ванны на слой герметика и подходит для процесса нанесения клея.
(3) Многопроцессный сценарий композитного производства
a. Композитный процесс CMT+FSW
В высококлассных линиях по производству аккумуляторных лотков CMT часто координируется со сваркой трением с перемешиванием (FSW):
Разделение труда и кооперация: CMT используется для гибкой сварки сложных конструкций (таких как рамы и соединения специальной формы), а FSW используется для областей с высокой нагрузкой (таких как продольные балки) для повышения прочности. Например, автоматизированная производственная линия Shanghai Weisheng использует комбинацию CMT+FSW+CNC для повышения эффективности производства лотков на 30%.
Оптимизация технологического соединения: производственная линия Huashu Jinming использует модульную конструкцию и достигает бесшовного соединения с FSW за счет согласования параметров предварительного нагрева (например, локального нагрева до 150 °C после сварки CMT).
b. В сочетании с технологией заклепок FDS/SPR
В технологии CTP второго поколения CMT координируется с технологиями фрикционного самозатягивания (FDS) и самопроникающей заклепки (SPR): Гибридное решение для соединения: например, несущая область рамы и нижней пластины использует FSW, в то время как съемные части (такие как пластины водяного охлаждения и изоляционные слои) предварительно позиционируются сваркой CMT, а затем фиксируются заклепками FDS, принимая во внимание как прочность, так и удобство обслуживания.
Мы будем регулярно обновлять технологии и информацию о тепловых проектах и оптимизации, и делиться этой информацией с вами для справки. Благодарим вас за интерес к компании Walmate.
На пути к экзафлопсным (Exascale) вычислениям ИИ сверхузел Huawei CloudMatrix 384 и кластер NVIDIA GB200 NVL72 стали двумя всемирно признанными технологическими вершинами. Они представляют не только разные возможности аппаратной интеграции, но и более глубоко раскрывают две фундаментальные философии построения суперкомпьютерных систем.
Один из них сравнивают с «постоянной высокой температурой», сталкиваясь с предельными проблемами отвода тепла от 384 чипов, работающих в устойчивом режиме в плотном, «недышащем» пространстве. Другой описывают как «интермиттирующую эпилепсию», которую нужно обуздать, — он имеет дело с интенсивными импульсными тепловыми потоками, возникающими при синхронной работе 72 топовых GPU. Эти две разные «причины болезни» в конечном итоге указывают на совершенно разные «рецепты» — решения для охлаждения — и ясно демонстрируют нам два подхода: противостояние детерминированного системного инжиниринга и agile-инноваций в экосистеме. Для каждой компании в цепочке поставок понимание этого противостояния является ключом к определению своей будущей роли.
1- Источник ключевых различий — «Диагноз определяет лечение»
Стартовые точки проектирования Huawei и NVIDIA изначально разошлись, что напрямую сформировало их разные тепловые характеристики:
Таблица 1: Сравнение тепловых характеристик двух технологических подходов
Различие между «постоянной высокой температурой» и «интермиттирующей эпилепсией» не случайно. Оно отражает выбор Huawei как претендента на лидерство, сфокусированного на прорыве в общей производительности системы, стремящегося любой ценой достичь предельной плотности вычислений в одном шкафу. В то время как задача NVIDIA как лидера — обеспечивать абсолютное превосходство производительности отдельного чипа, одновременно создавая экосистему, способную к эффективному взаимодействию и легкому масштабированию.
1- Материализация инженерной философии — два пути жидкостного охлаждения
Две различные философии проектирования наиболее ярко воплощаются в ключевых решениях по жидкостному охлаждению, формируя полный технологический стек от чипа до машинного зала.
a. Huawei: Практика жидкостного охлаждения в рамках детерминированного системного инжиниринга
Это философия проектирования «сверху вниз», рожденная для достижения детерминированных системных целей. Её суть заключается в глобальной, интегрированной и высоконадежной инженерной реализации системы охлаждения как ключевой части инфраструктуры, а не просто как комплектующего компонента.
Рис. 1: Сверхузел Huawei Ascend 384
· Точность на уровне чипа и надежные соединения: Для обеспечения эффективной передачи тепла от чипа к холодной пластине Huawei фокусируется на инженерной оптимизации интерфейсных материалов. Хотя открытые источники указывают на наличие у компании передовых патентов в этой области (например, наполнитель из карбида кремния с высокой сферичностью), конкретные решения, применяемые в сверхузле, не раскрываются. Можно утверждать, что их подход неизменно направлен на достижение крайне низкого контактного термического сопротивления и долгосрочной надежности для противодействия вызову «постоянной высокой температуры».
· Системная избыточность и интеллектуальное управление: Используются решения с резервированием, такие как кольцевая подача жидкости, а также собственный контроллер термоменеджмента (TMU), выступающий в роли «мозгового центра» системы. Этот контроллер обеспечивает переключение между контурами за 0 секунд и использует ИИ для прогнозирования отказов, гарантируя детерминированность и надежность цепочки охлаждения программно-определяемым способом, что является типичным проявлением их системного инженерного мышления.
· Интеграция с инфраструктурой («объединение холода и электричества»): На уровне шкафа блок распределения жидкости (CDU) физически интегрируется с блоком высоковольтного распределения электроэнергии (PDU) и управляется как единое целое. Такой дизайн «холод-электричество в одном» представляет собой конечный инженерный ответ на сверхвысокую плотность мощности в одном шкафу, упрощение развертывания и повышение энергоэффективности (снижение PUE) — материальное воплощение их детерминированного подхода от концепции до физической формы.
b. NVIDIA: Каркас жидкостного охлаждения для agile-инноваций в экосистеме
Это философия проектирования, ориентированная на GPU, которая расширяет возможности глобальной экосистемы через определение открытых стандартов. Её суть — предоставление проверенного «шаблона», снижающего порог входа для всей отрасли и обеспечивающего эффективное, гибкое и масштабируемое развертывание.
· Стандартизация на уровне чипа и референс-дизайн (VRD): NVIDIA предоставляет детальные референс-дизайны для систем охлаждения своих GPU (например, серии Blackwell), четко определяя такие интерфейсы, как физические размеры холодной пластины, рассеиваемая мощность (TDP), расход и перепад давления. Это эквивалентно предоставлению всем производителям систем охлаждения «стандартного ответа», инкапсулируя сложность в стандартные компоненты и гарантируя совместимость и базовый уровень качества ключевых элементов.
Рис. 2: Серверный модуль NVIDIA и микроканальная холодная пластина
· Коллаборация на уровне экосистемы и сертификация решений: Глубокое сотрудничество с ведущими производителями систем теплового менеджмента и инфраструктуры, такими как Vertiv и Boyd, для совместной разработки и сертификации решений жидкостного охлаждения уровня шкафа. Например, решение Vertiv Tier 2 Ready Cabinet представляет собой предварительно проверенный продукт, созданный на основе шаблонов NVIDIA, позволяющий операторам ЦОДов быстро получать готовые к работе кластеры с жидкостным охлаждением, как при закупке стандартного оборудования.
· Расширение возможностей с помощью цифровых двойников и ускорение развертывания: Платформа NVIDIA Omniverse предоставляет инструменты для создания цифровых двойников и моделирования систем жидкостного охлаждения ЦОД. Клиенты могут проектировать, проверять и оптимизировать решения по охлаждению в виртуальной среде, что значительно снижает затраты и риски физического прототипирования, обеспечивая agile-переход от проектирования к развертыванию.
Для более четкого понимания этих двух путей мы сравниваем их ключевые различия ниже:
Таблица 2: Модель Huawei vs. Модель NVIDIA: Ключевые различия
3- Исторический урок и будущее сближение
Соперничество этих двух путей не является уникальным случаем в истории технологий. По сути, это очередная классическая демонстрация инноваций через системную интеграцию против инноваций через платформенную экосистему. Huawei, как Apple эпохи Джобса, стремится к абсолютному контролю над пользовательским опытом продукта от верхнего до нижнего уровня. В то время как NVIDIA больше похожа на современный Google Android, двигая процветание всей экосистемы через установление ключевых стандартов (ОС Android / архитектура GPU).
Для отрасли будущий тренд заключается не в полном вытеснении одного подхода другим, а в возможном определенном сближении:
· В государственных или корпоративных проектах, нацеленных на предельную вычислительную мощность, привлекательность «детерминированного системного инжиниринга» по-прежнему не ослабевает.
· На обширном рынке коммерческих облачных вычислений «agile-инновации в экосистеме» будут продолжать расширяться благодаря своим преимуществам в скорости и стоимости.
· Искры гения могут возникать на стыке: внедрение более глубокой кастомизации и совместной оптимизации в открытые стандарты экосистемы.
4- Заключение
Таким образом, спор об охлаждении между Huawei и NVIDIA по своей сути является противостоянием двух ключевых конкурентных преимуществ в эпоху ИИ: одна сторона стремится достичь детерминированной предельной производительности через глубокую интеграцию системного инжиниринга; другая — стимулирует agile-инновации и быстрое распространение в отрасли через построение открытых стандартов и экосистемы. Это противостояние четко обозначило для участников цепочки поставок выбор пути: быть ли «спецназом», глубоко интегрированным для штурма конкретных системных крепостей, или стать «основной армией», вливаясь в экосистему для освоения рынков на обширных равнинах стандартов. В конечном счете, победа зависит не только от самой технологии, но и от понимания логики развития отрасли и четкого определения собственного места в будущей картине.
Мы будем регулярно обновлять технологии и информацию о тепловых проектах и оптимизации, и делиться этой информацией с вами для справки. Благодарим вас за интерес к компании Walmate.
Когда «большая» ячейка становится консенсусом, «прочность» Pack становится новым полем битвы
Индустрия накопления энергии вступает в эпоху скачка ёмкости ячеек — переход от 280Ач к 500Ач+ становится реальностью. Пока отрасль сосредоточена на «большом» размере ячеек, «прочность» Pack — то есть способность его механической конструкции выдерживать нагрузки и обеспечивать безопасность — становится новым центром конкуренции. Независимо от эволюции химического состава и ёмкости ячеек, силы их расширения, энергия теплового разгона и механические нагрузки в конечном итоге должны восприниматься механической основой — нижним корпусом Pack.
В этой статье с точки зрения конструкционного проектирования рассматривается, как нижний корпус Pack может отвечать дифференцированным механическим и тепловым требованиям на фоне диверсификации технологических путей ячеек, и как формировать инжиниринговые возможности для устойчивой адаптации.
1-Механический анализ трёх технологических путей: треугольник проблем «нагрузка — тепло — пространство»
Увеличение ёмкости ячеек напрямую меняет граничные условия проектирования системы Pack. Нижний корпус как «скелет» и «кожа» системы должен заново ответить на три основных вопроса:
a. Механический анализ пути 587Ач (высокая интеграция)
Ключевое требование: Достижение плотности энергии ≥6 МВт·ч в стандартном 20-футовом контейнере, что породило сверхкомпактные компоновки, такие как «всего 4 колонны, 8 кластеров».
Задачи для нижнего корпуса:
· Оптимизация несущей способности: При увеличенной общей массе и уменьшенном количестве точек опоры корпус требует оптимизации путей передачи усилий, сочетая общую жёсткость с локальной прочностью ключевых зон для обеспечения структурной стабильности при транспортировке и эксплуатации.
· Интеграция с конструкцией теплового менеджмента: Система жидкостного охлаждения глубоко интегрирована с днищем корпуса и силовыми элементами, выступая одновременно как ядро теплового управления и часть силовой структуры. Конструкция должна обеспечивать долговременную надёжность герметизации охлаждения при постоянных структурных нагрузках и тепловых циклах.
Рис. 1: Моделирование нижнего корпуса накопительного Pack
· Точная координация пространства: Корпус должен предусматривать в ограниченном пространстве соответствующие зазоры для расширения ячеек, теплового смещения электрических соединений, противопожарных трубопроводов и т.д., обеспечивая надёжное сосуществование всех подсистем в условиях плотной компоновки.
b. Термо-структурный анализ пути 684Ач (сверхвысокая ёмкость)
Ключевое требование: Снижение стоимости за Вт·ч за счёт максимализации ёмкости отдельной ячейки, что приводит к эффекту концентрации на физическом уровне.
Задачи для нижнего корпуса:
· «Фокусирующий» эффект силы расширения: Сила расширения отдельной ячейки растёт не линейно, а почти экспоненциально с увеличением ёмкости. Внутренний каркас корпуса требует более мощной и равномерной «системы сдерживания» для распределения концентрированных напряжений расширения по всему корпусу, предотвращая локальную пластическую деформацию.
· Проблема «равномерности» теплового менеджмента: Более крупный источник тепла требует более эффективных путей теплопередачи. Критически важными становятся материал и толщина днища корпуса, а также конструкция контактной поверхности с дном ячейки (например, степень сжатия теплопроводящей прокладки). При тепловом разгоне больший выброс энергии предъявляет более высокие требования к способности каналов сброса давления направленно отводить газы и к огнестойкости внутренних противопожарных перегородок.
· Структурный отклик на сосредоточенную массу: Более тяжёлые отдельные ячейки изменяют общие моды вибрации Pack. Для нижнего корпуса требуется повторное моделирование на усталость, чтобы предотвратить ослабление соединений или растрескивание конструкции из-за резонанса на определённых частотах.
c. Объяснение производственной адаптации пути 392Ач (устойчивый переход)
Ключевое требование: Акцент на балансе между производительностью, стоимостью и эффективностью поставок, предоставление рынку полностью проверенных решений.
Задачи для нижнего корпуса:
· Стабильная реализация отработанных решений: Обеспечение стабильности продукции через строгий контроль процессов на основе проверенной системы проектирования и технологий, поддержка быстрого и стабильного ритма массового производства.
· Глубокая координация цепочки поставок: Опора на зрелую систему поставок для постоянного повышения общей конкурентоспособности по стоимости продукта через выбор материалов, оптимизацию процессов и масштабные закупки.
2- Инжиниринговый подход к диверсификации:
Столкнувшись с множеством технологических путей, поставщики нижних корпусов не могут перестраивать технологические системы для каждого из них. Истинное решение заключается в платформенном точном реагировании — эффективной адаптации к различным потребностям с помощью масштабируемого модульного проектирования.
a. Фокус на общих физических принципах и моделях сотрудничества
Итерация ячеек следует стабильным физическим законам. На основе ключевых параметров мы создали процесс совместной оценки. Интегрируя данные о материалах и структуре, мы оперативно анализируем осуществимость новых ячеек, заранее выявляем риски совместимости, помогая сфокусировать направление проектирования и уменьшая последующие доработки.
Рис. 2: Нижний корпус накопительного Pack 587Ач
b. Создание гибкой системы «Стандартные интерфейсы + Конфигурируемые модули»
Для удовлетворения индивидуальных требований, вызванных диверсификацией технологических путей, мы создали систему проектирования с чёткой стандартизацией интерфейсов и возможностью внутренней конфигурации модулей:
· Унифицированные внешние интерфейсы: Монтажные и позиционирующие элементы корпуса для контейнера, проходы для электрокоммуникаций, точки подключения системы охлаждения и т.д. строго соответствуют распространённым отраслевым стандартам, обеспечивая совместимость и единообразие сборки на системном уровне.
· Конфигурируемая внутренняя структура: Мы предлагаем серийные внутренние опорные компоненты и интегрированные решения для теплового менеджмента, которые можно гибко комбинировать в зависимости от размеров и расположения ячеек.
· Интегрированный модуль теплового менеджмента: Модуль теплового управления имеет модульную конструкцию, ориентированную на оптимизацию контроля повышения температуры и равномерности температуры ячеек, что позволяет гибко адаптироваться к потребностям теплового менеджмента различных технологических путей.
c. Внедрение гибких производственных линий по принципу «Производство как проектирование»
Для соответствия разнообразию технологических путей наша производственная система организована вокруг масштабируемой базовой платформы и модульной сборки:
· Производство базовой платформы корпуса: Обеспечивает точность и единообразие основной конструкции, предоставляя надёжную основу для различных конфигураций.
· Модульные сборочные узлы: Позволяют гибко выбирать и устанавливать соответствующие внутренние опорные и тепловые модули в зависимости от размеров и компоновки ячеек. Такая организация позволяет эффективно переключать производство продуктов разных технологических путей на одной линии, помогая клиентам справляться с проблемами цепочки поставок и логистики, вызванными параллельной разработкой нескольких направлений.
3- Переопределение ценности нижнего корпуса: от пассивного восприятия нагрузки к активному наделению возможностями
Нижний корпус трансформируется из пассивного контейнера в ключевой компонент, активно наделяющий систему возможностями, напрямую влияя на безопасность, плотность энергии и стоимость всего жизненного цикла:
a. Безопасная несущая конструкция: Обеспечивает надежные структурные каналы и монтажную основу для системного сброса давления и противопожарных перегородок, совместно с контролем теплового распространения создавая многоуровневую защиту.
b. Поддержка плотности энергии: Облегченная и высокопрочная конструкция снижает собственный вес и занимаемое пространство, оставляя больше запаса для производительности ячеек и системы охлаждения.
c. Гарантия долгосрочной надежности: Целостность конструкции и расчет на усталостную долговечность позволяют системе противостоять постоянным вызовам, таким как длительные циклы работы, транспортные вибрации и т.д.
4- Заключение: Строительство моста между диверсифицированной верхушкой и определенной базой
По мере развития технологий ячеек, системы накопления энергии продолжают стремиться к безопасности, высокой плотности и низкой стоимости. Нижний корпус должен обеспечивать надежную и адаптивную основу, используя модульность и гибкое производство для соответствия различным технологическим путям. Конкуренция в отрасли смещается в сторону системного инжиниринга, где корпус Pack является его ключевым элементом.
Мы будем регулярно обновлять технологии и информацию о тепловых проектах и оптимизации, и делиться этой информацией с вами для справки. Благодарим вас за интерес к компании Walmate.
За десятилетия развития центров обработки данных воздушное охлаждение всегда было основным выбором. Однако выход серии продуктов NVIDIA GB200 полностью нарушает этот баланс. Когда плотность вычислений достигает новых высот, традиционные методы охлаждения больше не удовлетворяют потребностям, и технология жидкостного охлаждения официально выходит из-за кулис на передний план, становясь ключевой инфраструктурой, поддерживающей вычислительную мощность ИИ.
1-Фундаментальные изменения со стороны спроса
a. Плотность мощности преодолевает критическую точку
Ожидается, что плотность мощности шкафа GB200 NVL72 превысит 30 кВт на стойку, что далеко превосходит предел охлаждения традиционных технологий воздушного охлаждения в 15-20 кВт. Это означает:
· Неизбежный выбор технологического пути: Жидкостное охлаждение превращается из «варианта, который стоит рассмотреть» в «единственный выбор».
· Качественное изменение рыночного пространства: Каждое развертывание GB200 означает гарантированный спрос на жидкостное охлаждение.
· Значительное увеличение стоимости: Стоимость системы жидкостного охлаждения для одной стойки достигает сотен тысяч юаней.
b. Повышение требований к надежности
По мере роста плотности вычислительной мощности в одной стойке, ценность обслуживаемого ею бизнеса также растет экспоненциально. Надежность системы жидкостного охлаждения напрямую влияет на:
· Непрерывность бизнеса: Один сбой в охлаждении может привести к потере вычислительной мощности на миллионы.
· Срок службы системы: При повышении температуры на каждые 10°C срок службы электронных компонентов сокращается вдвое.
· Стабильность производительности: Эффективность охлаждения напрямую влияет на способность чипов постоянно поддерживать пиковую производительность.
2-Всестороннее повышение технических требований
a. Скачкообразный рост требований к эффективности охлаждения
GB200 предъявляет беспрецедентные требования к системе охлаждения:
· Кратный рост теплопроводности
· Коэффициент теплопроводности холодных пластин должен быть в 3-5 раз выше, чем у традиционных решений.
· Требования к контактному термическому сопротивлению должны быть снижены на порядок.
Рис.1 — Микроканальная холодная пластина жидкостного охлаждения
b. Точность контроля расхода
· Требуется точность контроля расхода в пределах ±1%.
· Поддержка динамической регулировки расхода для адаптации к различным режимам нагрузки.
c. Равномерность температуры
· Перепад температуры на поверхности чипа должен контролироваться в пределах 5°C.
· Необходимо избегать локальных перегревов, влияющих на стабильность системы.
3-Скачкообразный рост сложности системной интеграции
Система жидкостного охлаждения превратилась из простой поставки компонентов в сложную системотехническую задачу:
a. Традиционная модель:
· Поставка стандартизированных холодных пластин.
· Простое соединение трубопроводов.
· Базовые функции мониторинга.
b. Эпоха GB200:
· Проектирование архитектуры жидкостного охлаждения на уровне стойки/шкафа.
· Интеллектуальная система распределения расхода.
· Мониторинг состояния работоспособности в реальном времени.
· Возможности прогнозного (превентивного) обслуживания.
Рис.2 — Шкаф NVIDIA GB200
4. Всестороннее повышение конкурентных барьеров
В новых рыночных условиях компаниям необходимо преодолевать более высокие пороги:
a. Технологические барьеры
Производители систем жидкостного охлаждения должны выйти за рамки одной дисциплины и создать комплексную междисциплинарную технологическую систему. Глубокая интеграция многодисциплинарных технологий, таких как проектирование микроканалов, материаловедение и механика жидкостей, становится базовым требованием. Способность к тепловому моделированию и оптимизации на уровне чипа ещё больше проверяет глубину технологических накоплений компании. Это уже не простое усовершенствование процессов, а системная задача, требующая долгосрочных инвестиций в НИОКР.
b. Сертификационные барьеры
Отраслевая система сертификации становится всё более строгой. Компании должны не только пройти строгие испытания на надежность, установленные производителями серверов, но и получить техническую сертификацию от разработчиков чипов. Это требование двойной сертификации проверяет не только технические характеристики продукта, но и систему менеджмента качества компании, а также её способность к стабильным поставкам, становясь обязательным пропуском в ключевые цепочки поставок.
c. Сервисные барьеры
По мере того как системы жидкостного охлаждения становятся ключевыми подсистемами, сервисные возможности превращаются в важнейший конкурентный элемент. Компаниям необходимо создать общенациональную сеть оперативного реагирования и построить профессиональную систему технической поддержки 24/7. Такие сервисные возможности требуют не только своевременности технической поддержки, но и комплексных решений для всего цикла обслуживания, включая профилактическое обслуживание и аварийное реагирование, чтобы стать по-настоящему надёжным партнёром для клиентов.
Мы будем регулярно обновлять технологии и информацию о тепловых проектах и оптимизации, и делиться этой информацией с вами для справки. Благодарим вас за интерес к компании Walmate.
В истории эволюции вычислительных архитектур некоторые моменты наступают не бесшумно. Появление NVIDIA GB200 NVL72 — как раз такой момент: это не просто новый продукт, а полная пересборка самой концепции сервера.
Три десятилетия «сервер» означал стандартизированный корпусной модуль: внутри — материнская плата, ЦП, память, накопители и карты расширения, соединенные через отраслевые стандартные интерфейсы. Мы измеряли его в «юнитах», складывали в стойки, соединяли сетью. Однако появление GB200 NVL72 разрушает это устоявшееся определение в самой основе.
Его суть больше не «один сервер», а «компьютер» в форме целой стойки. Традиционные компоненты сервера деконструированы, а затем в большем масштабе — через NVLink-C2C, жидкостное охлаждение и управление питанием на уровне стойки — заново интегрированы в нераздельное вычислительное целое. Это не просто апгрейд, а глубокая смена парадигмы.
1. Что такое «сервер»? Ответ меняется
Три десятилетия мы понимали сервер как стандартизированный корпус: внутри материнская плата, ЦП, память, накопители, карты расширения — все компоненты следуют отраслевым стандартам, их можно заменять и обновлять.
Но изменение с GB200 фундаментально:
· Вычислительное ядро — не отдельные ЦП и ГП, а суперчип GB200, глубоко интегрировавший их в единое целое
· Связь осуществляется не через стандартные слоты PCIe, а через специализированную панель NVLink
· Охлаждение — не опциональный аксессуар, а интегрированная система жидкостного охлаждения
· Базовая единица развертывания — не «корпус», а «стойка»
Компоненты традиционного сервера «разобраны», а затем заново собраны в большем масштабе — масштабе стойки. Это не эволюция, а пересборка.
Таблица 1 - Переосмысление физической архитектуры: от «корпуса» к «стойке»
2-Три столпа «архитектуры на уровне стоек»
Традиционный дизайн серверов представляет собой балансировку и компромиссы в закрытом корпусе. В то время как архитектура на уровне стойки, представленная GB200, проектируется на системном уровне в совершенно новом измерении, где охлаждение, взаимосвязь, питание и управление рассматриваются как единая система. Это уже не просто набор компонентов, а глубокая интеграция на системном уровне. В основе этого лежат три ключевых столпа, обеспечивающие синергию инноваций.
Столп первый: от «сетевого взаимодействия» к «шине backplane»
В традиционных центрах обработки данных серверы являются независимыми узлами, взаимодействующими через сеть (например, Ethernet). В GB200 NVL72 внутренняя сеть NVLink Fabric фактически заменяет традиционную шину на материнской плате, становясь «скелетом», соединяющим все вычислительные блоки. Это изменение позволяет 72 GPU в стойке работать как один гигантский GPU, обеспечивая оптимизацию пропускной способности и задержек связи на порядки.
Столп второй: охлаждение переходит из «вспомогательной системы» в «ключевую подсистему»
Когда плотность вычислений возрастает с десятков киловатт до сотен киловатт на стойку, традиционные технологии воздушного охлаждения становятся неэффективными. Жидкостное охлаждение больше не является опциональной «вспомогательной системой», а становится ключевой подсистемой наравне с вычислениями и взаимосвязью. Его конструкция напрямую определяет производительность и стабильность работы всей системы, что является ключевым переходом от «функциональности» к «высокой эффективности».
Столп третий: «централизация и реструктуризация» управления и электропитания
GB200 использует централизованное электропитание и управление на уровне стойки. Это не только повышает эффективность преобразования энергии, но и переопределяет степень интеграции системы. Такой подход упрощает кабельную разводку и обеспечивает единый интерфейс управления, однако расширяет домен отказов с отдельного сервера до всей стойки, что предъявляет новые требования к эксплуатации и обслуживанию.
3-Реструктуризация и смещение цепочки создания стоимости
Архитектура на уровне стойки, представленная GB200, вышла далеко за рамки технологий и чётко очерчивает новую кривую отраслевой цепочки создания стоимости. Традиционное распределение стоимости нарушается, а новые точки роста формируются в области системной интеграции и синергии программного и аппаратного обеспечения.
Стратегическая трансформация производителей серверов: от «определителей» к «интеграторам»
Ключевые игроки рынка серверов, такие как Dell и HPE, сталкиваются с смещением своей основной ценности. Их традиционные компетенции — проектирование материнских плат, оптимизация систем и стандартизированное производство — теряют значимость в условиях высококастамизированных, готовых к работе систем, подобных GB200.
Однако в этом кризисе скрываются новые стратегические возможности:
· Повышение ценности: фокус конкуренции смещается с внутренней конструкции серверов к жидкостному охлаждению, эффективности электропитания и компоновке на уровне стойки.
· Расширение ценности: ключевые компетенции трансформируются от производства оборудования к профессиональным услугам по масштабному развертыванию, кроссплатформенному управлению и интеграции с корпоративной ИТ-средой.
Это означает, что роль производителей серверов меняется от «определителей» стандартных продуктов к «продвинутым интеграторам и поставщикам возможностей» для сложных систем.
«Страгические закупки» облачных провайдеров: баланс между зависимостью и самостоятельностью
Для гипермасштабных облачных провайдеров GB200 является как стратегической необходимостью, так и предупреждением.
· Краткосрочная тактика: закупка GB200 становится неизбежным выбором для удовлетворения рыночного спроса на передовые вычислительные мощности для ИИ.
· Долгосрочная стратегия: чтобы избежать рисков цепочки поставок и технологической блокировки, самостоятельная разработка ИИ-чипов (таких как TPU, Trainium, Inferentia) стала ключевой стратегией для будущей независимости.
Действия облачных провайдеров ярко демонстрируют сложный баланс между эффективностью и самостоятельностью, краткосрочными рыночными интересами и долгосрочным контролем.
Эволюция решений конечных пользователей: от оценки «компонентов» к анализу «результатов»
Для технических руководителей конечных пользователей (таких как CTO, технические вице-президенты) парадигма закупок претерпевает фундаментальные изменения.
Традиционный перечень критериев закупки:
· Количество ядер и тактовая частота CPU
· Модель и количество GPU
· Объем и скорость памяти и накопителей
Современные стратегические соображения:
· Показатели эффективности: производительность на ватт, общее время обучения моделей
· Общая стоимость владения: комплексные затраты, включая оборудование, энергопотребление, эксплуатацию и персонал
· Операционная гибкость: временной цикл от развертывания до получения результатов
Этот переход знаменует ключевую эволюцию в корпоративных технологических закупках — от мышления в категориях центра затрат к подходу к технологиям как к инвестициям в производительность.
GB200 переопределил единицу вычислений — с «сервера» на «стойку». Это не просто обновление производительности, но и фундаментальный сдвиг в архитектурной парадигме. Стремление к эффективности вышло за рамки простого набора компонентов, а отраслевая цепочка создания стоимости перестраивается. В этих изменениях ясно одно: адаптируйтесь к ним, или окажетесь позади.
Новая эра вычислений началась.
Микроканальные охлаждающие пластины
Мы будем регулярно обновлять технологии и информацию о тепловых проектах и оптимизации, и делиться этой информацией с вами для справки. Благодарим вас за интерес к компании Walmate.

Когда ваше оборудование имеет несколько основных точек нагрева, которые работают независимо, обладают разным энергопотреблением или требуют изолированного охлаждения, традительные одноконтурные жидкостные холодные плиты перестают справляться. В этом случае многоконтурные жидкостные холодные плиты со встроенными медными трубками становятся ключевым решением проблемы.
1-Почему выбирают многоконтурную систему? Три ключевых сценария, решающие основные проблемы
a. Изоляция тепловых помех для обеспечения производительности ключевых компонентов
При плотном размещении различных компонентов, таких как IGBT и диоды, CPU и GPU, единый канал охлаждения приводит к взаимному “перекрестному” влиянию тепла, вынуждая менее нагретые компоненты работать при высоких температурах. Многоконтурная конструкция действует как “персональный кондиционер” для каждого компонента, полностью устраняя тепловые помехи и гарантируя работу каждого элемента в оптимальном температурном диапазоне, что повышает общую производительность и стабильность системы.
b. Обеспечение резервирования системы для создания высоконадежной архитектуры
В областях с чрезвычайно высокими требованиями к надежности (например, серверы, базовые станции связи) отказ единственного контура охлаждения означает простой системы. Многоконтурная конструкция позволяет построить систему охлаждения с резервированием «N+1». При случайном отказе одного контура остальные контуры сохраняют возможность базового теплоотвода, предоставляя ценное время для обслуживания системы, что является краеугольным камнем для проектирования высокой доступности.
c. Адаптация к нестандартной компоновке и различным требованиям охлаждения
При неравномерном распределении источников тепла единый канал охлаждения не может обеспечить равномерный теплоотвод. Многоконтурная система поддерживает «индивидуальный подход: вы можете гибко настраивать траекторию каждой медной трубки в соответствии с фактической формой и расположением источников тепла, точно покрывая каждую точку нагрева оптимальным путем охлаждающего канала. Кроме того, можно настроить контуры с высоким расходом для компонентов с большим энергопотреблением и контуры с низким расходом для компонентов с меньшим энергопотреблением, достигая оптимального распределения ресурсов охлаждения.
Рисунок 1: Многоконтурная жидкостная охлаждающая пластина с медными трубками
2-Ключевой аспект проектирования и производства: как достичь баланса между производительностью и надежностью в ограниченном пространстве?
В многоконтурной конструкции расстояние между каналами является решающим фактором успеха.
a. Тепловой минимум: предотвращение “теплового короткого замыкания”
Если расстояние между соседними каналами слишком мало, даже при независимых контурах тепло будет быстро распространяться через алюминиевую подложку, что значительно снизит эффект изоляции. С помощью моделирования и испытаний мы установили базовый принцип расстояния ≥1.5 диаметра трубы, чтобы гарантировать тепловую независимость.
b. Конструкционный предел: сохранение “линии выдерживания давления”
Алюминиевая подложка между каналами является слабым звеном, воспринимающим внутреннее давление. Слишком узкое расстояние приводит к недостаточной прочности перемычки, что создает риск разрыва при скачках давления. С помощью механического моделирования напряжений мы гарантируем, что при любых рабочих условиях напряжение между каналами остается значительно ниже предела текучести материала, полностью устраняя риск “разрыва пластины”.
Рисунок 2: Жидкостная охлаждающая пластина с медными трубками
c. Технологический предел: обеспечение “прецизионного производства”
Узкие расстояния представляют серьезное испытание для фрезерных инструментов при обработке пазов. Основываясь на богатом производственном опыте, мы связываем расстояние с диаметром инструмента, чтобы обеспечить не только эффективную обработку, но и гладкие и ровные стенки пазов — основу для последующей плотной укладки медных труб и соединения с низким тепловым сопротивлением.
3- Ключевые аспекты инженерной реализации
Успешное проектирование многоконтурной системы требует соблюдения следующих ключевых моментов:
a. Совместное проектирование
Рекомендуется интегрировать тепловое и механическое проектирование уже на концептуальной стадии. Комплексный учет компоновки каналов, структурной прочности и технологических возможностей позволяет избежать последующих изменений в конструкции.
b. Контроль производственных процессов
• Применение высокоточного ЧПУ-фрезерования каналов для обеспечения допусков ширины и качества поверхности паза.
• Использование технологии гибки труб с оправкой для сохранения проходного сечения и равномерной толщины стенки медной трубы после гибки.
• Надежная технология фиксации уложенных труб, предотвращающая смещение медных труб в условиях вибрации.
c. Проверочные испытания
Комплексная система испытаний включает:
• 100%-ное испытание на герметичность
• Снятие расходно-перепадовой характеристики
• Проверка теплового сопротивления
• Испытания на давление разрушения
В заключение можно отметить: многоконтурные жидкостные холодные плиты с встроенными медными трубами являются эффективным инструментом для решения сложных задач теплоотвода от множественных источников тепла. Ключ к успеху заключается в глубоком понимании их конструктивной логики и нахождении оптимального баланса между производительностью и надежностью.
Мы будем регулярно обновлять технологии и информацию о тепловых проектах и оптимизации, и делиться этой информацией с вами для справки. Благодарим вас за интерес к компании Walmate.
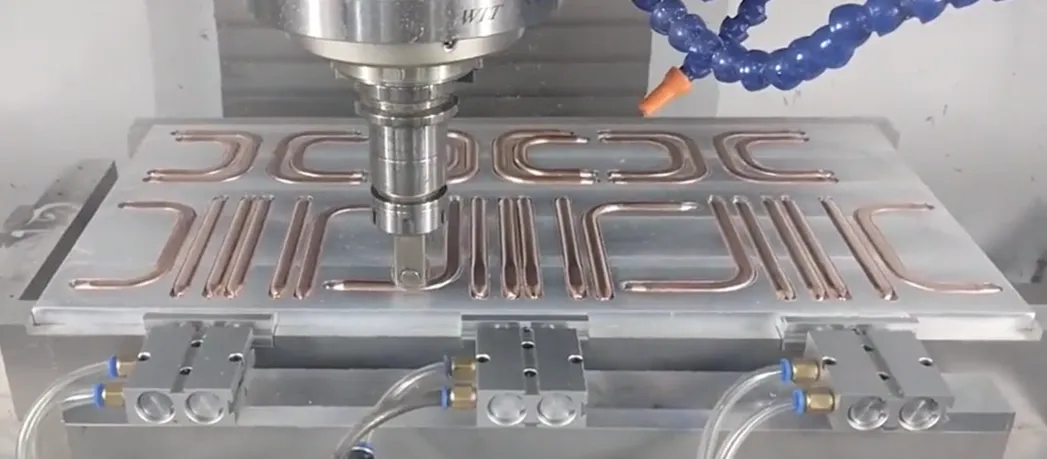
1-Предварительная обработка медных трубок (гибка и сплющивание)
Цель: Придание прямой круглой медной трубке плоской формы, в точности соответствующей проектной конфигурации каналов.
a. Выбор материала: Почему бескислородная медь?
Бескислородная медь (C1220) имеет чистоту до 99,9% и не содержит оксидов на границах зерен. Это обеспечивает превосходную пластичность, подобную тесту, что значительно снижает риск растрескивания или образования микротрещин при гибке и сплющивании, гарантируя последующую надежность.
b. Радиус гибки: Безопасный предел
Минимальный радиус гибки ≥ 1,5 внешних диаметра трубы — это строгое правило. При меньших значениях внешняя стенка трубки чрезмерно истончается из-за растяжения и может порваться. Использование трубогиба с дорном является ключевым для предотвращения образования складок на внутренней стороне изгиба.
c. Сплющивание: Точное “обжатие”
Сплющивание — это не просто сжатие, а контролируемая пластическая деформация с помощью прецизионной оснастки. Высота канала после сплющивания не должна быть менее 30% от исходного внутреннего диаметра. Ключевая цель — обеспечить равномерную толщину стенки после сплющивания; недопустимы локальные заломы или чрезмерное утоньшение, так как эти места станут будущими точками утечки.
Рис. 1: Гибка тепловой трубки
d. Выбор последовательности операций: Сначала гнуть, потом сплющивать?
Обязательна последовательность: сначала гибка, затем сплющивание. Гибка круглой трубы — это отработанная и контролируемая технология. Если сначала сплющить трубку, то качественно согнуть ее по малому радиусу становится практически невозможно, внутренняя стенка канала серьезно деформируется, а гидравлическое сопротивление резко возрастает.
2-Обработка базовой плиты (прецизионное фрезерование канавок)
Цель: Создание на алюминиевой базовой плите точных «направляющих» для размещения медных трубок.
Рис. 2: Встроенная медная трубка
a. Конструкция ширины канавки: Посадка с натягом
Ширина канавки должна быть спроектирована немного меньше ширины сплющенной медной трубки (обычно на 0.05-0.1 мм), образуя «посадку с натягом». Это позволяет силам трения плотно «удерживать» медную трубку, что является основой для ее первоначальной фиксации и снижения контактного термического сопротивления.
b. Контроль глубины канавки: Припуск на фрезеровку
Глубина канавки определяет высоту выступа медной трубки над поверхностью базовой плиты после ее укладки. Эта высота представляет собой припуск на последующую операцию фрезерования. Однородность глубины канавки напрямую влияет на равномерность окончательной толщины стенки медной трубки.
c. Инструмент и “вибрация”
При обработке узких и глубоких канавок фреза со слишком большим соотношением длины к диаметру склонна к «вибрации (биению)», что приводит к шероховатости стенок канавки и отклонению размеров. Следовательно, расстояние между каналами не может быть слишком маленьким; необходимо обеспечивать пространство для прочности и жесткости инструмента.
d. Чистота: Невидимое качество
После фрезерования канавок алюминиевая стружка и масляные загрязнения должны быть удалены на 100%. Любые остатки создают теплоизоляционный слой между медной трубкой и алюминиевой базовой плитой, что значительно увеличивает контактное термическое сопротивление и приводит к резкому падению тепловых характеристик.
3-Укладка и фиксация трубок
Цель: Точная укладка сформированных медных трубок в канавки базовой плиты и создание прочного соединения.
a. Посадка с натягом: Основная сила фиксации
Благодаря точным расчетам размеров медная трубка с усилием запрессовывается в чуть более узкую канавку с помощью пресса. Упругий отбой материала создает значительное нормальное давление, которое является основным источником силы фиксации.
Рис. 3: Крепление тепловой трубки
b. Вспомогательная фиксация: Противодействие "эффекту качелей"
Одной только посадки с натягом может быть недостаточно – под действием термических напряжений концы трубок могут приподниматься. Требуется вспомогательная фиксация: микроконтактная сварка (высокая прочность, требует контроля нагрева) или высокотеплопроводный эпоксидный клей (меньшие напряжения, но риск старения).
c. Враг контактного термического сопротивления
Воздух в зазоре между медной трубкой и алюминиевой канавкой, являясь плохим проводником тепла, – основной источник контактного термического сопротивления. Высокотеплопроводный клей или пайка заполняют микрополости, вытесняя воздух и значительно снижая термическое сопротивление.
d. Предупреждение об электрохимической коррозии
Алюминий и медь в присутствии электролита образуют гальваническую пару, где алюминий (анод) подвергается коррозии. Необходимо обеспечивать герметичность системы охлаждения и использовать деионизированную воду/антикоррозионную охлаждающую жидкость, чтобы прервать путь коррозии на системном уровне.
4- Формирование поверхности (Фрезерование vs. Глубокая заделка)
Цель: Получение окончательной теплоотводящей поверхности с высокой плоскостностью и низким термическим сопротивлением, пригодной для монтажа чипов.
a. Технология фрезерования: Лидер производительности
Использование сверхтвердого инструмента для одновременного срезания меди и алюминия, формируя идеально ровную и совмещенную поверхность. Это обеспечивает непосредственный и большую площадь контакта источника тепла с высокотеплопроводной медной трубкой, достигая минимального термического сопротивления.
b. Технология глубокой заделки трубок: Страж надежности
Круглая медная трубка укладывается в канавку, которая заполняется высокотеплопроводной эпоксидной смолой. Медная трубка сохраняет круглую форму, что обеспечивает более высокое сопротивление давлению. Наполнитель обеспечивает дополнительную защиту и демпфирование напряжений, повышая надежность, хотя термическое сопротивление обычно несколько выше, чем при фрезеровании.
c. Конечная толщина стенки: Линия жизни
Ключевой параметр контроля в технологии фрезерования – конечная остаточная толщина стенки медной трубки. Необходим баланс между производительностью (тоньше) и надежностью/защитой от прорезания (толще), обычно поддерживаемый в оптимальном диапазоне 0.15-0.3 мм.
d. Плоскостность: Гарантия контакта
Независимо от технологии, плоскостность монтажной поверхности (обычно требование < 0.1 мм) является жестким критерием. Микронные неровности требуют заполнения теплопроводящей пастой; плохая плоскостность приводит к резкому росту контактного термического сопротивления и отказу теплоотвода.
Мы будем регулярно обновлять технологии и информацию о тепловых проектах и оптимизации, и делиться этой информацией с вами для справки. Благодарим вас за интерес к компании Walmate.

Для повышения запаса хода и емкости электромобилей Силовые аккумуляторные батареи переходят от однослойной компоновки к Многослойным штабельным структурам. Этот переход значительно повышает Энергетическую плотность, но также создает совершенно новые структурные вызовы. В данной статье рассматриваются три аспекта: основные проблемы,主流ные решения и будущие технологические направления.
1-Основные вызовы: Механические проблемы многослойного штабелирования
Расширение Аккумуляторных батарей от одного слоя до Нескольких слоев - это далеко не простое штабелирование. Это изменяет внутреннюю механическую среду и внешние Пути нагрузки, создавая четыре основных вызова:
a.Вертикальный Нагрузка всплеск и риск Ползучести материала
・В Многослойных структурах вес Элементов, Модулей и Структурных компонентов накапливается слой за слоем. Статическая нагрузка, воспринимаемая нижним слоем, значительно выше, чем у верхнего слоя.
・Эта постоянная Высоконапряженная среда создает серьезные испытания для Долгосрочной производительности материалов, особенно Сопротивления ползучести (медленная Пластическая деформация материалов под Постоянным напряжением с течением времени).
・Если Межслойные опоры или Компоненты крепления элементов подвергаются Ползучести, это может привести к Релаксации предварительного натяжения, влияя на Срок службы элементов и Стабильность контакта на границе раздела. Поэтому крайне важно найти материалы, сочетающие Легкость с отличными Характеристиками сопротивления ползучести.
b.Сила расширенияЭффект суммирования и Структурная стабильность
・Литий-ионные аккумуляторы испытывают "Эффект дыхания" во время Зарядки и разрядки из-за Изменения объемаМатериалов электродов, что приводит к Расширению элемента. В М многослойных штабельных структурах Силы расширения накапливаются слой за слоем, заставляя Модули нижнего слоя выдерживать огромное давление.
・Это Циклическое напряжение может легко вызвать Вздутие корпуса, Разгерметизацию, Сжатие структурных компонентов, Короткое замыкание элементов и ускоренную Деградацию производительности аккумулятора. Эффективный контроль требует Встроенных датчиков для Мониторинга в реальном времени в сочетании с Цифровым моделированием для руководства Оптимизацией структурного проектирования.
c.Основное противоречие между Использованием пространства и Энергетической плотностью
・Решение Гравитации и Сил расширения требует Усиленных структур (таких как добавление Поперечных балок или утолщение Пластин), но это занимает ценное пространство и увеличивает вес, противореча основным целям повышения Объемной энергетической плотности и Весовой энергетической плотности.
・Решение заключается в Структурной оптимизации и применении Эффективных материалов, что стимулирует переход Аккумуляторных батарей к Гибридным многоматериальным конструкциям.
d.Нагрузка при столкновенииПуть передачи и Резервирование безопасности модернизация
・Увеличенная высота Аккумуляторных батарей усиливает Механические нагрузки во время Боковых или Ударов снизу; Увеличенная структура усиливает Эффект рычага, предъявляя более высокие требования к Прочности точек соединения и Собственной жесткости аккумуляторной батареи.
・Необходимо использование Ударопрочных материалов и Интегрированного дизайна для оптимизации Передачи усилия и Поглощения энергии, обеспечения Безопасности элементов в Экстремальных условиях, тем самым способствуя развитию технологии Интеграции аккумулятора с кузовом (CTC), делая Аккумуляторную батарею неотъемлемой частью Структуры кузова автомобиля.
2- Сравнительный анализ основных структурных решений
Для решения этих вызовов отрасль исследовала различные инновационные решения:
a.Цельнолитой поддон(One-piece Die-cast Tray)
・Преимущества: Высокая Интеграция, сокращение Количества деталей, улучшенная Общая жесткость, Единообразие и Герметичность. Процесс поддерживает Сложные геометрические формы, облегчая интеграцию Охлаждения, Усиливающих ребер и Точек крепления. Монолитная структура помогает управлять Сложными напряжениями.
・Вызовы: Цельное литье под давлением Многослойных каркасов предъявляет чрезвычайно высокие требования к Оборудованию, Штампам и Процессам, что делает его дорогостоящим. Ремонт после столкновения затруднен или невозможен. Монолитная жесткая структура может не иметь Гибкости для управления Разными силами расширения между Слоями.
b.Многоуровневая модульная рама(Multi-level Frame Modular)
・Преимущества: Гибкость Проектирования и изготовления, облегчающая Производство, Обслуживание и Замену. Естественно подходит для Гибридных многоматериальных конструкций, позволяя оптимизировать Производительность и Стоимость для разных Уровней. Использование концепции "Квази-изотропное наслоение" Композитных материалов для оптимизации Общего механического отклика и распределения Напряжения.
・Вызовы: Многочисленные Компоненты и Соединители, Сложная сборка, Накопленные допуски, влияющие на Точность и Предварительный натяг. Многочисленные Интерфейсы соединения (Болты, Заклепки) являются Потенциальными точками отказа и увеличивают вес.
c.Гибридная сэндвич-структура(Hybrid Material Sandwich Structure)
・Преимущества: Отличная Эффективность облегчения и чрезвычайно высокая Удельная жесткость (Высокопрочные панели + Легкие основные материалы, такие как Пена/Алюминиевый сот). Высокая Сопротивление изгибу, при этом Основные материалы обладают как Теплоизоляцией, так и Характеристиками поглощения энергии, повышая Тепловую безопасность и Безопасность при столкновении. Соответствует тенденции Многофункциональной интеграции.
・Вызовы: Сложный Производственный процесс и высокая стоимость. Прочность сцепления на границе раздела и Долговечность между Панелями и Основными материалами являются ключевыми. Основные материалы должны обладать отличным Сопротивлением сжатию и ползучести.
d.Бионическая сотововая структура
・Преимущества: Теоретически идеальный Бионический дизайн (подражание ШестиугольнойСоте) для достижения Предельного облегчения, Высокой жесткости и Прочности на сжатие. Обеспечивает Равномерную поддержку с сильной Способностью поглощения удара.
・Вызовы: Чрезвычайно сложное Производство и высокая стоимость, с значительными Трудностями интеграции с Системами охлаждения и т.д. В настоящее время в основном на этапе Передовых исследований, требуется больше времени для крупномасштабного Коммерческого применения.
3- Ключевые направления технологического прорыва
Будущие ключевые прорывы в решении Проблем проектирования Многослойного штабелирования заключаются в:
a.Материал и Инновации процесса для Облегчения и Баланса жесткости
・Материалы: Постоянная оптимизация CFRP, Алюминиевых сплавов, Магниевых сплавов; разработка новых Многофункциональных полимеров и Композитных материалов, сочетающих Низкую ползучесть, Высокую изоляцию, Хорошую теплопроводность и Легкость обработки.
・Процессы: Разработка Передовых технологий соединения (Сопротивление точечной сварке, Лазерная сварка, Ультразвуковая сварка) для достижения надежных, легких Многоматериальных соединений.
Рисунок 1:Лазерная сварка корпуса аккумулятора электромобиля роботом
b. Адаптивное управление Силами расширения
Сдвиг подхода от "Жесткого сопротивления" к "Гибкой адаптации", создание Динамических систем для поддержания Элементов в Оптимальной стрессовой среде на протяжении всего Жизненного цикла.
c.Межслойное соединение и Интеграционная революция
・Технологии соединения: Эволюция от БолтовыхМеханических соединений к Структурному клеюСклеиванию и Передовой сварке для более равномерного Распределения напряжений, Хорошей герметизации и Сопротивления усталости.
・Конечная интеграция: CTC/CTB (Cell-to-Chassis/Body) является важным будущим направлением для ИнтеграцииАккумуляторной батареи. Путем устранения Независимых корпусов и прямой интеграции Элементов или Модулей в Шасси, сама Многослойная укладка становится Структурным компонентом кузова автомобиля (таким как Поперечные балки или Полы), решая Ограничения пространства и максимизируя Функциональность структуры аккумулятора. Достижение этой технологии требует Глубокого сотрудничества между множеством областей, включая Аккумуляторы, Структуры, Теплоуправление и Безопасность, представляя Конечную форму концепции "Структура как функция".
Рисунок 2:корпус аккумулятора электромобиля
Многослойное штабелирование является неизбежным выбором для увеличения Энергетической плотностиАккумулятора, но оно также приносит огромные вызовы в Структуре, Силах расширения и Безопасности. Решение заключается в Инновациях материалов, Бионической структурной оптимизации и Интеллектуальном управлении Силами расширения. В конечном итоге Аккумуляторные батареи Глубоко интегрируются с Кузовами автомобилей, становясь интегрированным "Энергетическим шасси".
Мы будем регулярно обновлять технологии и информацию о тепловых проектах и оптимизации, и делиться этой информацией с вами для справки. Благодарим вас за интерес к компании Walmate.

Две ключевые проблемы электрогрузовиков: углубленный анализ компоновки аккумуляторов и технологии штабелирования
Когда полностью груженный электрогрузовик движется по автомагистралям, секрет его сотен километров запаса хода скрывается в шасси и аккумуляторном отсеке. Поскольку волна электрификации грузовых автомобилей охватывает глобальную логистическую отрасль, компоновка и технология штабелирования аккумуляторных систем стали критически важными для успеха на рынке.
Рисунок 1: Решение жидкостного охлаждения для аккумуляторов электрогрузовиков
1-Компоновка аккумуляторов: Как три решения формируют электрогрузовики?
a. Задняя компоновка: Проворный выбор для коротких перевозок
· Сценарий: Короткие перевозки в закрытых зонах, таких как порты, шахты и металлургические заводы.
· Ключевое преимущество: Быстрая смена аккумуляторов (требует проверки конкретного времени), повышение транспортного средства.
· Ограничения: Ограничения емкости аккумулятора (<350 кВт·ч, отраслевой стандарт), высокий центр тяжести влияет на стабильность.
· Пространственный компромисс: Занимает грузовое или пространство кабины, снижая грузоподъемность.
b. Компоновка на шасси: Король дальности для магистральных перевозок
· Прорыв в емкости: Емкость аккумулятора превышает 500 кВт·ч (например, раскрытые решения на 513 кВт·ч).
· Эффективность пространства: Максимизирует пространство шасси, избегая грузового пространства.
· Безопасность: Сверхнизкий центр тяжести повышает стабильность на высоких скоростях.
· Технические барьеры: Интеграция шасси требует повышенной защиты и теплового управления.
c. Нижне-боковая компоновка: Двигатель эффективности сетей замены аккумуляторов
· Инновация: Боковая замена аккумуляторов повышает операционную эффективность.
· Баланс пространства: Сохраняет полное грузовое пространство с запасом хода между задней и шассированной компоновками.
· Фокус на безопасности: Требует усиленных структур защиты от бокового удара.
2-Технология штабелирования: Решения эффективной интеграции аккумуляторных блоков грузовиков
Многослойное штабелирование является ключом к улучшению плотности энергии:
Рисунок 2: Блок интеграции жидкостного охлаждения штабелированного типа для тяжелых грузовиков
a. Бескаркасное интеграционное штабелирование:
· Прямое штабелирование элементов сокращает конструкционные компоненты.
· Устраняет модули/рамы, обеспечивая "Бесшовное Z-штабелирование".
· Значительно повышает плотность энергии системы.
· Поддерживает сверхбыструю зарядку (производительность требует проверки).
b. Интеграция модуля с шасси (напр., MTB/CTC):
· MTB: Модули напрямую соединяются с рамой, улучшая коэффициент использования объема.
· Аккумулятор Qilin(CTP 3.0): 72% коэффициент использования объема, плотность энергии 255 Вт·ч/кг.
· CTC: Элементы интегрируются в шасси, снижая вес на 10%.
c. Инновация форм-фактора элементов (напр., Blade Battery):
· Плоские элементы плотно arranged, увеличивая коэффициент использования объема (>50% по данным BYD).
· Преодолевает ограничения плотности энергии LFP.
3-Основные технические проблемы
Проблема 1: Структурная безопасность
· Экстремальные условия: Боковые столкновения со столбами угрожают боковым компоновкам.
· Решения: Корпуса из высокопрочного алюминиевого сплава + буферы; Имитация столкновений МКЭ; сверхгосударственные механические испытания на удар.
Проблема 2: Тепловое управление
· Критическая проблема: Контроль перепада температур внутри блоков жизненно важен.
· Инновации: Боковое жидкостное охлаждение(<3°C перепад); прямое охлаждение хладагентом; динамическое управление MPC.
Проблема 3: Вибрационная усталость
· Скрытый риск: Дорожная вибрация вызывает структурные повреждения.
· Стратегии: Z-штабелирование оптимизирует распределение напряжений; испытания на вибрацию дорожного спектра; высокодемпфирующие материалы.
4-Текущие тенденции развития
· Компоновки на шасси доминируют в средних/дальних перевозках: Предпочтение отдается высокому запасу хода (>500 кВт·ч) и низкому центру тяжести.
· Интеграция CTC объединяет аккумуляторы с шасси, улучшая использование пространства и жесткость.
· AI-управляемое тепловое управление обеспечивает точный температурный контроль (<5°C перепад), продлевая срок службы аккумулятора.
· Полутвердотельные аккумуляторы ускоряют коммерциализацию, focusing на безопасность и плотность энергии.
Мы будем регулярно обновлять технологии и информацию о тепловых проектах и оптимизации, и делиться этой информацией с вами для справки. Благодарим вас за интерес к компании Walmate

Волна электрических грузовиков охватывает мировую логистику и транспортную отрасль, внося значительный вклад в достижение «двойных углеродных» целей. Однако с ростом спроса на увеличение запаса хода аккумуляторные системы с единичной емкостью, превышающей 500 кВт·ч и приближающейся к 1000 кВт·ч, стали обычным явлением. Это равносильно оснащению транспортных средств мобильной «энергетической крепостью», но потенциальные риски термобезопасности также достигли беспрецедентного уровня. Когда три экстремальных показателя безопасности — «сверхбольшая емкость», «сверхбыстрое распространение тепла» (<2 минут) и «сверхвысокая ударопрочность» (>1500 кДж) — сходятся вместе, отрасль сталкивается с серьезным технологическим разрывом. В этой статье анализируются эти вызовы и исследуются системные решения для создания специализированной линии защиты электрогрузовиков.
Рисунок 1: Трехслойная компоновка Short-Blade
1-Эпоха 500 кВт·ч+: возможности и проблемы безопасности
а. Резкий рост емкости стал нормой
Для удовлетворения потребностей тяжелых и дальних перевозок емкость аккумуляторов электрогрузовиков быстро увеличилась с 200–300 кВт·ч до 600 кВт·ч+. Лидеры отрасли представили решения с емкостью от 500 кВт·ч и 600 кВт·ч до 1000 кВт·ч, что ознаменовало официальное наступление эры сверхбольшой емкости.
б. Зрелость технологии LFP-аккумуляторов (литий-железо-фосфатных)
LFP-аккумуляторы стали основным драйвером благодаря своим преимуществам в безопасности и долговечности циклов, что делает их основным выбором для грузовиков.
2-«Три основные проблемы» в условиях экстремальных требований к безопасности
а. Контроль предела распространения тепла (<2 минут)
·Основная цель: Конструкции безопасности должны замедлять или блокировать распространение тепла, чтобы создать временное окно для эвакуации и спасательных работ (например, требование 5-минутного предупреждения по стандарту GB 38031-2020 в Китае).
·Суровая реальность: В высокоплотных аккумуляторных батареях емкостью более 500 кВт·ч огромная энергия, выделяемая одной ячейкой при тепловом разгоне, может легко вызвать катастрофическую цепную реакцию. Данные испытаний показывают чрезвычайно быстрое распространение тепла: в некоторых случаях требуется всего 22 секунды для охвата всего блока, 5 секунд для воспламенения соседних модулей и всего 44 секунды для распространения между модулями.
·Основная сложность и пробел: Как эффективно обеспечить, чтобы распространение тепла между модулями контролировалось более 2 минут? В настоящее время ни одна коммерческая система для грузовиков публично не заявила или не подтвердила соответствие этому строгому требованию.
б. Барьер ударопрочности (>1500 кДж)
·Основное требование: Энергия столкновения полностью загруженного грузовика значительно превышает таковую у легковых автомобилей, легко превышая 1500 кДж. Как структурный компонент шасси, аккумуляторный блок должен обладать сверхвысокой прочностью, чтобы оставаться целым после столкновения, предотвращая повреждение внутренних ячеек, которое может привести к тепловому разгону.
·Суровая реальность: Текущие национальные и международные стандарты (например, GB/T 31467.3-2015, UNECE R100) не имеют четких или достаточных порогов для испытаний на ударную энергию аккумуляторных блоков грузовиков. Открытые данные сертификации систем, прошедших испытания на уровне 1500 кДж, крайне редки. Хотя существуют симуляции с более высокой энергией (например, 2500 кДж), полная валидация системы остается серьезной проблемой.
·Основная сложность и пробел: Отсутствие четких стандартов защиты от ударов высокой энергии и тщательно проверенных решений.
в. Риски вторичных катастроф (взрыв груза и паралич дорожного движения)
·Риск взрыва груза: Высокотемпературное пламя от теплового разгона аккумулятора может легко воспламенить груз (особенно опасные материалы), создавая цепочку катастроф: «разгон аккумулятора → возгорание груза → взрыв».
·Риск паралича дорожного движения: Пожары литиевых батарей трудно тушить (требуется большое количество непрерывной охлаждающей воды) и склонны к повторному возгоранию. Многотонный грузовик, загоревшийся на шоссе или в туннеле, усложняет спасательные операции (отключение высокого напряжения, предотвращение токсичных газов) и требует много времени (до нескольких часов, с потенциальными последствиями до 24 часов), серьезно нарушая движение и вызывая значительные социальные последствия.
·Основная сложность и пробел: Отсутствие целевых количественных стандартов времени расчистки дорог и эффективных систем экстренного реагирования.
3-Построение линии защиты: проектирование системы раннего предупреждения о тепловых событиях – четырехуровневая защитная сеть
4-Вспомогательные решения по терморегулированию: усиление системы раннего предупреждения
·Система жидкостного охлаждения: Интегрированные высокоэффективные охлаждающие пластины устраняют локальные перегревы, поддерживая разницу температур между ячейками <3°C.
·Модульная конструкция: Независимо съемные модульные конструкции позволяют быстро заменять неисправные блоки.
·Интеллектуальная платформа мониторинга: Облачный анализ состояния аккумулятора в реальном времени с автоматической отправкой предупреждений обслуживающим командам.
Мы будем регулярно обновлять технологии и информацию о тепловых проектах и оптимизации, и делиться этой информацией с вами для справки. Благодарим вас за интерес к компании Walmate.

На рынке тяжёлых грузовиков на новой энергии "наращивание ёмкости" стало ключевым термином: ёмкость аккумуляторов основных моделей превысила 370 кВт·ч, а модели с ёмкостью 600+ кВт·ч появляются всё чаще. Это не просто скачок технических характеристик, но и декларация отрасли о полномасштабном штурме рынка магистральных перевозок - за счёт увеличения запаса хода на одном заряде, решения ключевой проблемы пользователей "боязни разрядки" и оптимизации совокупной стоимости владения (TCO). В этой статье мы разберём бизнес-логику и технологические прорывы, стоящие за этим трендом.
1-Бизнес-логика: Почему необходимо "наращивать ёмкость"?
a. Сценарная необходимость
· Закрытые сценарии (короткие дистанции, высокая частота): Порты, шахты и подобные объекты полагаются на модели с заменой аккумуляторов (подзарядка за 3-5 минут), где достаточно батарей ёмкостью 280 кВт·ч.
· Магистральные перевозки (дальние грузоперевозки): Составляют 70% грузооборота, требуя запаса хода на одном заряде 500+ км. Аккумуляторы 600+ кВт·ч становятся "пропуском" на этот рынок.
b. Экономика TCO
Ключевой вывод: При суточном пробеге свыше 300 км совокупная стоимость владения (TCO) грузовиков с заменяемыми аккумуляторами начинает превосходить дизельные аналоги.
b. Инновационные модели: Решение проблемы затрат
· Battery-as-a-Service (BaaS): Пользователи приобретают "голое шасси" с ежемесячной арендой аккумулятора (5 000–9 000 юаней), что снижает первоначальные затраты на 30%.
· Услуги замены аккумуляторов: Стоимость услуги 0,2–0,5 юаня за кВт·ч, общие энергозатраты около 2,73 юаня/км (близко к дизельным грузовикам - 2,8 юаня).
· Практическое подтверждение: Станция замены, обслуживающая 50 автомобилей/день, может сократить срок окупаемости до 5 лет (IRR 13,1%).
2-Технологические прорывы: Как сбалансировать запас хода и вес?
a. Компромисс в пространственном размещении: Шасси вместо грузового пространства
· Чтобы аккумуляторы не занимали грузовое пространство, отрасль оптимизирует их расположение. Например, интеграция в шасси (вместо традиционного заднего размещения) освобождает грузовой объём, снижает центр тяжести и может улучшить энергоэффективность.
· Компромисс: Уменьшенный дорожный просвет и ограниченная модульность шасси.
b. Компромисс в материаловедении: Энергоплотность вместо веса
· Ключ к снижению веса - повышение энергетической плотности аккумуляторов (больше энергии на единицу веса). Высокая плотность позволяет использовать более лёгкие батареи или увеличить запас хода при том же весе.
· Основные инновации: Материалы аккумуляторов (например, катоды с высоким содержанием никеля, аноды из кремния и углерода).
· Компромисс: Повышение энергоплотности часто сопровождается рисками безопасности, сокращением срока службы, ростом затрат и снижением скорости зарядки - требуется сложный баланс параметров.
c. Компромисс в бизнес-модели: Сеть вместо нагрузки на отдельное транспортное средство
· Модель замены аккумуляторов переносит проблему "неограниченного запаса хода" с отдельных автомобилей на сеть станций. Плотное размещение станций вдоль маршрутов позволяет грузовикам иметь заряд только до следующей станции, исключая необходимость в громоздких аккумуляторах.
· Результат: Снижаются экстремальные требования к ёмкости, делая нагрузку аккумуляторов более "рациональной".
d. Управление остаточной стоимостью: Ключевой барьер для BaaS
Банки аккумуляторов должны развивать полный жизненный цикл: мониторинг состояния здоровья (SOH), каскадное использование и системы утилизации.
Рисунок 1: Корпус аккумуляторной батареи для тяжёлых грузовиков
3-Будущие тренды: От "наращивания ёмкости" к "эффективной энергозагрузке"
a. Технологическая эволюция: Твердотельные аккумуляторы преодолеют барьеры энергоплотности, перебалансировав вес и запас хода.
b. Зарядная инфраструктура: Стандартизированные протоколы замены для тяжёлых грузовиков и синергия с энергосетями (например, выравнивание пиков) критичны для масштабирования.
c. Многовариантная конкуренция: Водородные грузовики сохраняют потенциал замены в сегменте дальних перевозок с тяжёлыми грузами.
Заключение: Поэтапная стратегия, долгосрочная эволюция
"Наращивание ёмкости" - неизбежный выбор для электрических грузовиков в завоевании рынка магистральных перевозок, отражающий динамичный баланс между коммерческими потребностями и техническими реалиями. По мере развития аккумуляторных технологий и зрелости бизнес-моделей отрасль перейдёт от "гонки ёмкостей" к "гонке эффективности". В настоящее время это движет переход китайских тяжёлых грузовиков на новой энергии из категории "нишевых" в "мейнстрим".
Мы будем регулярно обновлять технологии и информацию о тепловых проектах и оптимизации, и делиться этой информацией с вами для справки. Благодарим вас за интерес к компании Walmate.
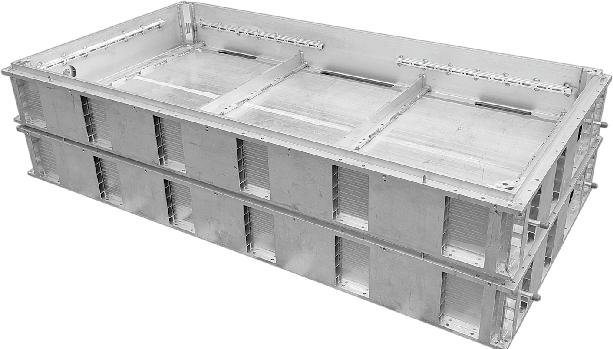
Тяжелые грузовики (HDT), как основная сила в дорожной логистике, сделали безопасность, надежность и экономическую эффективность их аккумуляторных систем ключевым технологическим приоритетом. Аккумуляторный поддон, являясь критически важным структурным компонентом, который несет, защищает и управляет модулями батареи, теперь сталкивается с беспрецедентными экстремальными вызовами.
Рисунок 1: Аккумуляторный поддон для электрического грузовика
1-Экстремальные вызовы для аккумуляторных поддонов тяжелых грузовиков
a. Жесткие требования к механической долговечности: вибрация, удар и срок службы в миллион километров
Тяжелые грузовики проектируются со сроком службы ≥1,5 миллиона километров, что в 10 раз больше, чем у легковых автомобилей. Аккумуляторный поддон должен непрерывно выдерживать следующие три типа экстремальных механических нагрузок на протяжении всего жизненного цикла:
·Высокочастотные случайные вибрации: при полной загрузке и движении по бездорожью, строительным или неровным дорогам шасси генерирует случайные вибрации в широком частотном диапазоне (5 Гц–2 кГц). Эти вибрации не только проверяют пределы усталости основной рамы поддона, но также вызывают микротрещины в зонах концентрации напряжений, таких как сварные швы, отверстия под болты и фланцы, становясь потенциальными точками начала разрушения.
·Высокоускоренное ударное воздействие: Глубокие выбоины, экстренное торможение или падение могут создавать ударные ускорения, превышающие 50 g в течение миллисекунд. Поддон должен мгновенно поглощать/рассеивать энергию, чтобы предотвратить смещение элементов, короткое замыкание или разрыв корпуса.
·Кумулятивное усталостное повреждение: Срок службы в миллион километров означает сотни миллионов циклов вибрации. Под действием переменных напряжений алюминиевые сплавы склонны к образованию и распространению усталостных трещин, что в конечном итоге приводит к разрушению конструкции. Основная задача проектирования — отсрочить возникновение трещин до вывода транспортного средства из эксплуатации за счет топологической оптимизации, локального усиления, интеграции гибридных материалов и контроля процессов.
b.Сложные задачи теплового управления и температурных циклов
Из-за сверхвысокой емкости (сотни кВт·ч) и мощной зарядки/разрядки аккумуляторные батареи тяжелых грузовиков выделяют значительное количество тепла. Они также работают в условиях от арктических до тропических, сталкиваясь с экстремальными перепадами температур.
·Управление в широком температурном диапазоне: Поддон и система теплового управления (TMS) должны точно поддерживать температуру элементов в оптимальном диапазоне 25–40°C при окружающей температуре от -40°C до +85°C, с разницей температур между отдельными элементами менее 5°C.
·Термоциклирование при высоких нагрузках: В ускоренных испытаниях на старение система должна выдерживать тысячи циклов термоудара -40°C ↔ +85°C (скорость изменения: 5–15°C/мин, время выдержки: 5–15 минут). Этот процесс вызывает повторяющееся тепловое расширение/сжатие на границах материалов (алюминиевый сплав/герметик/пластиковые компоненты), создавая серьезные проблемы для надежности сварных/клеевых соединений в интегрированных охлаждающих каналах.
2-Основные материальные решения и технологии многофункциональной интеграции
Для решения этих задач отрасль разработала технологическую дорожную карту на основе высокопрочных алюминиевых сплавов, эволюционируя в сторону высокоинтегрированных многофункциональных решений.
a.Выбор основного материала: доминирование алюминиевых сплавов серии 6xxx
В конкуренции со сталью, магниевыми сплавами и композитами алюминиевые сплавы серии 6xxx (Al-Mg-Si) стали основным материалом для аккумуляторных поддонов тяжелых грузовиков благодаря их превосходной совокупной производительности, зрелым технологиям обработки и высокой экономической эффективности.
Ключевые марки сплавов и их свойства:
·6061-T6: Наиболее широко используемая марка, известная своей выдающейся прочностью, хорошей свариваемостью и коррозионной стойкостью.
·6005A-T6 и 6063-T6: Дополнительные варианты, также обладающие хорошей экструдируемостью, подходящие для компонентов с несколько меньшими требованиями к прочности.
b. Смена парадигмы в философии проектирования: тепловое управление и мониторинг состояния конструкции
Философия проектирования современных аккумуляторных поддонов для тяжелых грузовиков претерпела фундаментальную трансформацию — эволюционировав от чисто механической «несущей конструкции» до высокоинтегрированной «интеллектуальной платформы терморегуляции». Это изменение проявляется в двух ключевых технологических направлениях:
·Интегрированное тепловое управление (зрелое применение)
В настоящее время это наиболее технологически зрелый и широко применяемый подход. Его основная концепция заключается во встраивании функции охлаждения непосредственно в конструкцию поддона для достижения компактного и эффективного терморегулирования.
·Исследования мониторинга состояния конструкции (SHM) (начальная стадия)
Эта новая технология направлена на заблаговременное обнаружение потенциальных структурных повреждений (например, трещин, деформаций) в ходе длительной эксплуатации. Однако она остается на этапе валидации и лабораторных исследований, не имея крупномасштабных коммерческих примеров внедрения или достаточных данных о долгосрочной эксплуатационной надежности.
3-Анализ основных технологических маршрутов производства
Производственные процессы для аккумуляторных поддонов тяжелых грузовиков напрямую определяют их стоимость, производительность и эффективность производства. Основной подход сочетает экструзию алюминия и сварку трением с перемешиванием (FSW), оптимально балансируя требования к производительности с моделями мелко- и среднесерийного производства.
a. Экструзия алюминия
Этот процесс формирует алюминиевые заготовки в удлиненные структурные компоненты (например, поперечные балки, продольные балки) с помощью матриц. Будучи краеугольной технологией для аккумуляторных поддонов, он предлагает:
·Преимущества: Низкая стоимость оснастки, короткие сроки разработки и адаптивность к крупным, нестандартным деталям в малых партиях.
·Ограничения: Требует резки, механической обработки и многоэтапной сборочной сварки, что приводит к низкой автоматизации, более медленным циклам и меньшей эффективности по сравнению с интегрированным литьем под давлением.
b. Сварка трением с перемешиванием (FSW)
Эта технология соединения в твердой фазе генерирует тепло с помощью вращающегося инструмента для получения высокопрочных сварных швов алюминия, что делает ее лучшим выбором для несущих/герметичных соединений:
·Производительность: Прочность сварного шва достигает 80–90% от основного материала, без дефектов пористости/трещин. Минимальные термические искажения обеспечивают герметичность уровня IP67+ и экологичность.
·Ограничение: Применима только для плоских или простых криволинейных сварных геометрий.
Алюминиевые аккумуляторные поддоны для тяжелых грузовиков вышли за рамки своей роли высокопрочных легких конструкций, став многофункциональными интегрированными платформами. Однако расширение функциональности влечет за собой такие проблемы, как отказы из-за мультифизического взаимодействия, сложность процессов и риски надежности. Будущие прорывы будут зависеть от совместных инноваций в материалах, процессах и системах, использующих адаптивные интерфейсы и технологии цифровых двойников, чтобы обеспечить безопасную и устойчивую эволюцию интеллектуальных поддонов.
Мы будем регулярно обновлять технологии и информацию о тепловых проектах и оптимизации, и делиться этой информацией с вами для справки. Благодарим вас за интерес к компании Walmate.
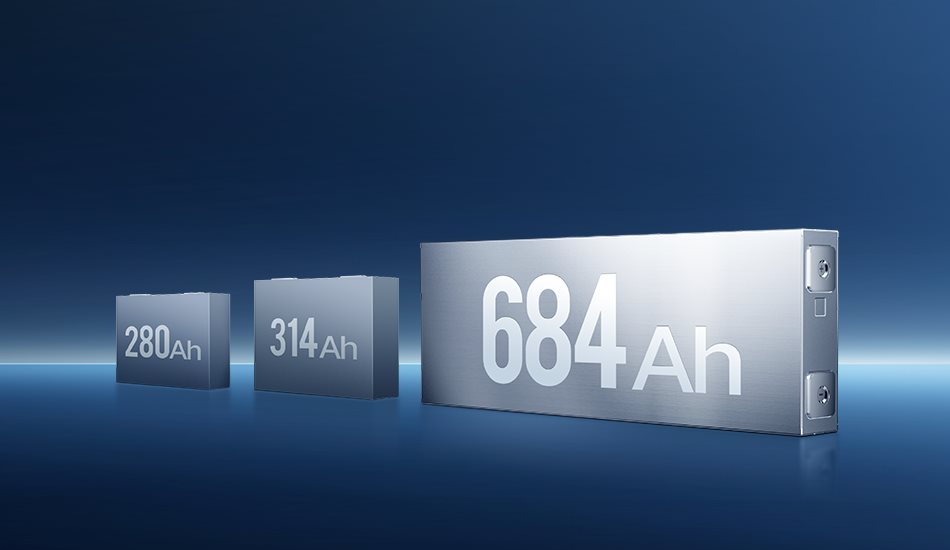
Революция крупноформатных элементов, движимая снижением затрат, и вызовы охлаждения: Отрасль накопления энергии переживает глубокую трансформацию, движимую требованием «снижения затрат и повышения эффективности» — стремительно набирает обороты технология крупноформатных элементов питания. Элементы 300Ач+ постепенно становятся стандартом, а элементы емкостью 500Ач и выше ускоряют свое внедрение. Хотя эта трансформация повышает плотность энергии системы и снижает удельную стоимость ватт-часа, она также создает серьезные проблемы: резко увеличивается масса отдельного элемента, стремительно растет общий вес модуля/аккумуляторного блока (PACK), многократно возрастает нагрузка на несущие конструкции днища; более высокая тепловая мощность и более длинные внутренние пути теплопередачи предъявляют предельные требования к эффективности и равномерности системы охлаждения. Жидкостные охладительные пластины (ЖОП), являющиеся ядром теплового управления PACK, сталкиваются с насущной необходимостью модернизации.
Традиционная конструкция ЖОП по принципу «тонкого покрывающего листа» становится несостоятельной. В условиях ограниченного пространства и жесткого контроля затрат, ЖОП должны выйти за рамки единственной функции теплоотвода и эволюционировать в направлении триединства: «интеграция конструкционных функций, предельная эффективность теплоотвода, облегчение системы». В данной статье подробно рассматривается этот путь совершенствования конструкции.
1-Интеграция конструкционных функций: «Революция несущей способности» жидкостных охладительных пластин
Когда масса элементов существенно возрастает, нагрузки, воспринимаемые днищем корпуса и ЖОП, резко увеличиваются. Проектирование ЖОП в качестве несущих конструкционных элементов становится ключевым прорывом для решения противоречий между весом, стоимостью и пространством.
a. Стать «скелетом» корпуса: Интегрированное несущее днище
Концепция проектирования: ЖОП больше не крепится к днищу корпуса, а сама становится основной несущей конструкцией корпуса.
Ключевое преимущество: Значительное сокращение традиционного днища и монтажных кронштейнов, существенное снижение веса системы и затрат на материалы, упрощение процесса сборки.
Технические требования: Должны обладать чрезвычайно высокой жесткостью и прочностью на изгиб, сжатие и ударные нагрузки.
b. Встроенный «арматурный каркас»: Топологическая оптимизация и усиливающие структуры
Проектирование, управляемое механикой:Использование CAE-моделирования для топологической оптимизации, интегрирование усиливающих элементов (ребер жесткости и т.п.) в областях пластины, не критичных для теплоотвода (например, промежутки между каналами, края).
Эффективное использование материала: Оптимизированная конструкция обеспечивает распределение материала по критическим путям напряжения, удаление избыточного материала, достижение облегчения при сохранении несущей способности.
c. Несущая платформа на уровне модуля: Объединение разрозненных элементов
Крупногабаритные высокопрочные ЖОП могут напрямую служить монтажной платформой и несущим каркасом для модулей. Элементы или модули крепятся непосредственно на нее, что устраняет необходимость в дополнительных поддерживающих рамах, дополнительно упрощает структуру и повышает коэффициент использования объема.、
2-Скачок в производительности охлаждения: Искусство баланса между эффективностью и равномерностью
Ключевая проблема крупноформатных элементов питания — сложность отвода тепла из центральной зоны и контроля общего температурного градиента. Конструкция ЖОП требует инноваций в нескольких измерениях: тракты потока, интерфейсы, материалы.
a. Проектирование гидравлических трактов: От «простых труб» к «интеллектуальным сосудам»
Точное распределение потока и усиление турбулизации: Применение древовидных разветвленных каналов, комбинированных структур (змеевик + турбулизаторы/оребрение) для увеличения расхода и турбулизации в зонах высокого тепловыделения в центре элемента. Предотвращение эффекта «быстрого охлаждения краев и медленного центра» из-за широких прямых каналов.
Каналы переменного сечения и зональное охлаждение: Проектирование каналов с плавно изменяющимся сечением или независимо управляемых контуров для разных зон элемента (например, центр > края) на основе распределения тепловыделения. Обеспечивает точное распределение тепловой нагрузки по потребности, контроль температурного градиента в пределах ±2°C.
Бионические и топологически оптимизированные тракты: Использование CFD и методов топологической оптимизации для создания высокоэффективных, низкоомных трактовых сетей «естественного роста». Максимизирует площадь теплообмена и эффективность, снижает потери на перекачку.
b. Преодоление термического сопротивления интерфейса: Повышение «плотности контакта»
Высокоэффективные интерфейсные материалы (ТIM): Разработка термопрокладок/гелей/материалов с фазовым переходом с высокой теплопроводностью (>5 Вт/(м·К)), низким термическим сопротивлением, долговременной стабильностью, а также обеспечивающих электроизоляцию, демпфирование и технологичность нанесения.
Микроструктурирование поверхности:Нанесение микроканавок, массива микровыступов или специальных покрытий на контактную поверхность ЖОП для увеличения эффективной площади контакта. Использование капиллярных сил для улучшения контакта, значительное снижение термического сопротивления интерфейса (на 30%-50%).
c. Модернизация материалов: Двойная цель — теплопроводность и прочность
Исследование алюминиевых сплавов с более высокой теплопроводностью (например, высокотеплопроводные сплавы серии 6ххх, специфические сплавы серии 7ххх) или алюминиевых композиционных материалов (АКМ), обеспечивающих улучшение базовой теплопроводности при сохранении требуемой конструкционной прочности.
3-Сквозная оптимизация массы: Борьба за каждый грамм
Снижение массы каждого грамма означает сокращение затрат и повышение эффективности транспортировки и монтажа.
Тонкая «похудательная» оптимизация:
a. Утонение, основанное на моделировании: Точный расчет методом CAE для максимального уменьшения толщины стенок ЖОП (например, с 2.0 мм до 1.5 мм) при выполнении требований по прочности, жесткости и теплоотводу.
b. Полые структуры и перфорация: Проектирование полостей внутри ребер жесткости и безопасное перфорирование в некритичных для прочности и теплообмена зонах.
c. Применение высокопрочных материалов: Использование алюминиевых сплавов повышенной прочности (серия 7ххх) для уменьшения толщины и массы при сохранении требуемых характеристик.
4-Технологии производства: Фундамент для прогрессивного проектирования
«Структуризация» и «усложнение» ЖОП предъявляют повышенные требования к производственным процессам.
Модернизация и конвергенция основных технологий:
Экструзия алюминия + Сварка трением с перемешиванием (СТП):Преимущества: крупные габариты, высокая конструкционная прочность. Направления развития: разработка сложных профилей с интегрированными каналами и ребрами жесткости; прорыв в технологии СТП сверхдлинных швов и швов с переменным сечением для обеспечения прочности и герметичности сварных соединений.
Штамповка + Пайка:Преимущества: гибкость в проектировании каналов, высокий потенциал облегчения. Направления развития: реализация прецизионной штамповки более глубоких и сложных каналов; повышение выхода годных и надежности соединений при пайке крупногабаритных конструкций с множеством деталей; интеграция усиливающих структур в штампованные детали.
Литье под высоким давлением (ЛВД):Потенциал: изготовление высокоинтегрированных ЖОП (каналы, ребра, интерфейсы — единое целое) со сложнейшей геометрией. Необходимо решить проблемы стоимости оснастки, чистоты поверхности внутренних каналов, контроля пористости.
Инновации в гибридных технологиях:Комбинирование различных процессов для объединения их преимуществ и удовлетворения требований к более сложным конструкциям.
5-Надежность: Жизненно важная линия интегрированного проектирования
Когда ЖОП становится конструкционным ядром, ее надежность определяет безопасность всего аккумуляторного блока (PACK).
Усиление двойной надежности: структурной и гидравлической:
a. Испытания на предельные механические нагрузки:Необходимость прохождения испытаний на вибрацию, удар, сдавливание и падение, значительно превышающих стандартные требования, для моделирования экстремальных условий эксплуатации.
b. Обеспечение усталостной долговечности:Проведение детального моделирования и испытаний на структурную усталость и циклическое давление для гарантии отсутствия течей и трещин при длительных знакопеременных нагрузках.
c. Избыточное уплотнение:Применение многоконтурных стратегий уплотнения на критических соединениях.
d. Строгий контроль качества:Внедрение автоматизированного операционного контроля для обеспечения стабильности производства.
Этот перевод обеспечивает высокий уровень детализации, необходимый для понимания специалистами в области проектирования систем теплового управления, механики и производства СНЭ, и полностью соответствует требованиям профессиональной технической коммуникации на русском языке.
Мы будем регулярно обновлять технологии и информацию о тепловых проектах и оптимизации, и делиться этой информацией с вами для справки. Благодарим вас за интерес к компании Walmate.
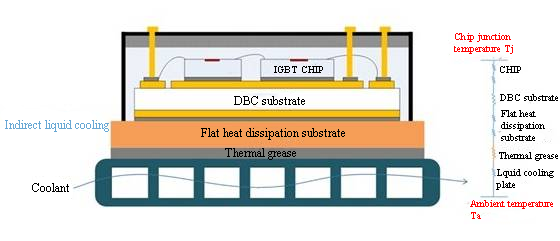
Сутью теплоотвода IGBT является проблема эффективности теплопередачи под многослойными последовательно соединенными тепловыми резисторами, среди которых тепловое сопротивление интерфейса составляет более 60% и является основным объектом оптимизации.
Рисунок 1: Диаграмма теплового сопротивления IGBT
1-Корень проблемы: где скрывается тепловое сопротивление?
Тепловое сопротивление IGBT-модуля представляет собой сложную многослойную структуру, состоящую из нескольких слоёв материалов и путей теплопроводности. Тепловое сопротивление IGBT-модуля в основном складывается из теплового сопротивления (Rth) IGBT-модуля, которое складывается из теплового сопротивления переход-корпус (Rth-Rjc) и теплового сопротивления корпус-окружающая среда (Rth-Rca) последовательно:
a. Тепловое сопротивление переход-корпус (Rth-Rjc):
· Керамическая плата с медным покрытием является основным узким местом: на неё приходится более 75% Rth-Rjc, поскольку её керамический слой (например, Al₂O₃) обладает низкой теплопроводностью (15–35 Вт/м·К), и его толщина не может быть проигнорирована. · Остальные уровни составляют оставшиеся 25% теплового сопротивления кристалла (теплопроводность кремния ≈ 150 Вт/м·К), тепловое сопротивление припоя (пустоты создают тепловое сопротивление интерфейса) и тепловое сопротивление медной подложки (высокая теплопроводность, но малый эффект толщины). б. Тепловое сопротивление между корпусом и окружающей средой (Rth-Rca):
· Тепловое сопротивление контакта интерфейса является доминирующим: тепловое сопротивление термопасты/контактной поверхности между подложкой и радиатором составляет 40–60% от общего теплового сопротивления и более 60% в традиционной односторонней конструкции теплоотвода.
· Влияние структуры теплоотвода: например, в радиаторе с воздушным охлаждением тепловое сопротивление контакта (Rjc), тепловое сопротивление теплопроводности (Rch) и тепловое сопротивление теплообмена (Rha) составляют 65,9%, 5,9% и 28,2% соответственно (традиционная структура ребер).
2-Путь преодоления теплового сопротивления: скоординированная оптимизация материалов и структур
a. Утончение кристалла: снижение внутреннего теплового сопротивления
· Технологическое развитие: уменьшение толщины пластины PT с 200 мкм до 70 мкм для IGBT7, что снижает тепловое сопротивление на 60%. Процесс утончения (шлифовка/химическая магнитная генерация/плазменное травление) позволяет снять напряжения и повысить эффективность термодиффузии.
· Физический механизм: толщина уменьшается с 350 мкм до 110 мкм, а теплоёмкость на единицу площади (Cth) — с 786,5 Дж/℃·м² до 247,2 Дж/℃·м², что ускоряет нестационарный отвод тепла. После утончения сопротивление снижается, омический контакт улучшается, а риск отказа, вызванного внутренним напряжением, снижается.
b. Инновация в интерфейсе: спекание серебра заменяет теплопроводящую силиконовую смазку
Усовершенствование материала интерфейса – ключ к снижению теплового сопротивления контакта
Таблица 1: Сравнение теплопроводности серебряного спекания и теплопроводящей силиконовой смазки
c. Модернизация подложек: керамика с высокой теплопроводностью и алмаз
Материалы подложек претерпевают ключевую эволюцию от Al₂O₃ к AlN, а затем к алмазу. Основная цель — значительно повысить теплопроводность для удовлетворения потребностей в рассеивании тепла в электронных устройствах с более высокой плотностью мощности.
· Прорыв в области подложек из AlN
Теплопроводность может достигать 5–10 раз выше, чем у Al₂O₃. Коэффициент теплового расширения (около 4,5 ppm/K) близок к кремнию (около 2,6 ppm/K), что эффективно снижает напряжение, возникающее из-за теплового рассогласования между кремниевыми кристаллами.
· Перспективы алмазных подложек: теплопроводность превышает 2000 Вт/(м·К) (в 80 раз выше, чем у Al₂O₃), коэффициент теплового расширения составляет 1,1 ppm/K, что идеально подходит для кремниевых кристаллов. Теплопроводность композиционных материалов на основе алмаза и алюминия достигает 613 Вт/(м·К) (в 2,6 раза больше, чем у чистого алюминия), а оптимизация интерфейса повышает прочность соединения.
Таблица 2: Сравнение основных свойств материалов подложки
3-Проблемы, связанные с преодолением теплового сопротивления
a. Механическая прочность – узкое место при утончении кристалла
Уменьшение толщины с 200 мкм до 70 мкм (IGBT7) может снизить тепловое сопротивление на 60%, но дальнейшее утончение до 20 мкм приведет к риску разрушения. Ультратонкие кристаллы (<50 мкм) подвержены образованию микротрещин из-за несоответствия коэффициентов теплового расширения (КТР).
b. Проблема высокой теплопроводности подложки
Таблица 3: Проблемы с подложками с высокой теплопроводностью
c. Надёжность интерфейса: проблема многофизической связи
· Риск несоответствия КТР спекания серебра: КТР слоя спекания серебра (КТР = 18,4 ppm/K) в 4 раза отличается от КТР кристалла SiC (КТР = 4,5 ppm/K), и термоциклирование склонно к расслоению.
· Контроль контактного давления интерфейса: давление 0,1 → 0,5 МПа может снизить тепловое сопротивление на 40%, но давление > 1 МПа выдавит слой серебра.
С достижением плотности мощности IGBT в 10 кВт/см² проектирование систем теплоотвода перешло из разряда «вспомогательной инженерии» в разряд «проблемного места в системе». Революция в области подложек с Al₂O₃ на алмаз, переход от силиконовой смазки к спеканию меди и уменьшение толщины кристалла с 200 мкм до 50 мкм — всё это, по сути, борьба со вторым законом термодинамики. Проектирование систем теплоотвода приближается к физическому пределу, и треугольная синергия материалов, структуры и процесса станет ключом к прорыву.
Мы будем регулярно обновлять технологии и информацию о тепловых проектах и оптимизации, и делиться этой информацией с вами для справки. Благодарим вас за интерес к компании Walmate.
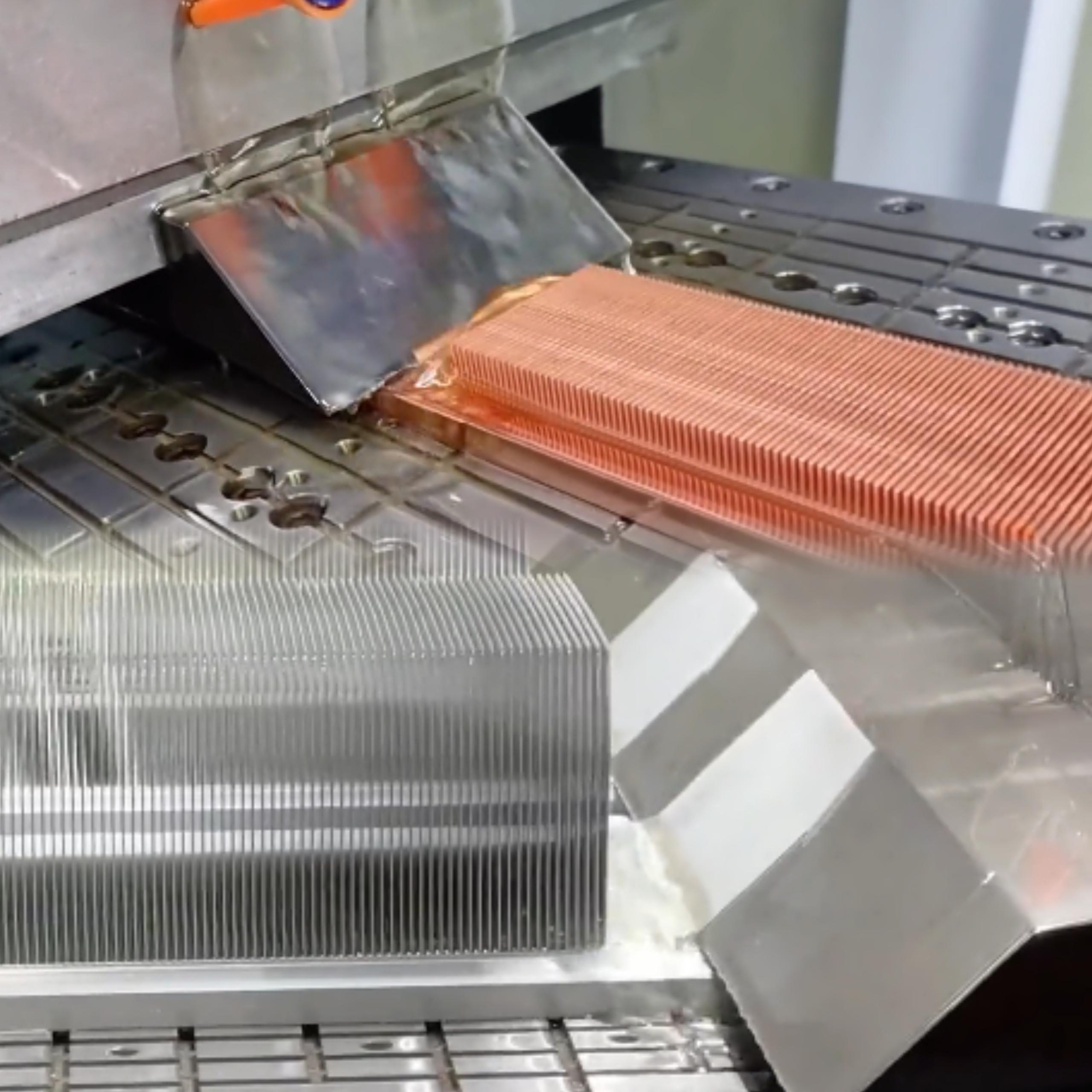
Замена меди алюминием стала необратимой тенденцией в области Радиатор со скошенными ребрами. Основными движущими силами являются стоимость, малый вес и ресурсосбережение, а разрыв в производительности компенсируется за счет технологических инноваций (технология скошенных ребер, микроканальная конструкция). В типичных приложениях алюминиевые решения широко используются в высокоэффективных системах, таких как центры обработки данных и транспортные средства на новых источниках энергии. Однако замена меди алюминием — это не просто замена материала, а системный проект, требующий комплексной оптимизации, охватывающей выбор материала, проектирование конструкции, производственный процесс и условия применения, для достижения оптимального баланса между стоимостью и производительностью. В данной статье подробно рассматриваются ключевые технологические прорывы и прикладные решения в этой области.
1-Алюминий против меди: свойства материалов и проблемы замены
Чтобы научно оценить возможность замены меди алюминием, необходимо сначала понять различия в основных физических свойствах этих двух металлов в системах теплоотвода:
Таблица 1: Комплексное сравнение свойств теплорассеивающих материалов из алюминия и меди
Эффективность теплоотвода зависит не только от теплопроводности материала, но и от его теплоёмкости и использования площади поверхности. Разница в физических свойствах алюминия и меди определяет границы применимости замещения:
a. Диалектическая связь между теплопроводностью и теплоёмкостью
·Мгновенное преимущество меди: высокая теплопроводность (385 Вт/м·К), более быстрое начальное рассеивание тепла;
·Прорыв алюминия в стационарном состоянии: высокая удельная теплоёмкость (900 Дж/кг·К, в 2,3 раза больше, чем у меди), увеличение теплоёмкости на единицу массы на 133%, низкая плотность (2,7 г/см³, 30% меди), увеличение площади рассеивания тепла на 40% при том же объёме и долгосрочный баланс, достигаемый за счёт большей площади поверхности на этапе непрерывного рассеивания тепла.
b. Тепловое согласование
Коэффициент теплового расширения алюминия (23,1×10⁻⁶/K) близок к коэффициенту теплового расширения подложки печатной платы (13–18×10⁻⁶/K), что снижает риск выхода из строя из-за термических напряжений.
Кроме того, эта тенденция обусловлена изменением взглядов на производительность — снижение локальной теплопроводности в обмен на снижение веса системы, оптимизацию затрат и повышение устойчивости.
2-Ключевые прорывы в производственном процессе
a. Прорыв в системе материалов: оптимизация состава сплава и контроль твёрдости
· Традиционные проблемы: традиционные алюминиевые материалы (например, чистый алюминий 1060) имеют низкую твёрдость (24–38 HB) и легко поддаются стачиванию, но при последующей обработке склонны к налипанию на инструмент; алюминиевый сплав 6063 имеет высокую твёрдость (34–42 HB), что благоприятно для последующей обработки, но высота стачивания ограничена (≤50 мм).
· Прорыв: благодаря оптимизации состава сплава (Si 0,25%, Mg 0,41%) и инновационным процессам плавки и литья (гомогенизация при 556°C + экструзия при 430°C / закалка при 490°C) твёрдость алюминиевых материалов контролируется поэтапно: поддержание низкой твёрдости 32–39 HB перед срезанием ребер (для обеспечения обработки ребер высотой 70 мм) и упрочнение до 55–64 HB после срезания ребер (для решения проблемы налипания на инструмент во время обработки).
·Контроль примесей и баланс теплопроводности: благодаря контролю чистоты Fe ≤0,11% и Cu ≤0,02% (99,70% алюминиевой основы) поддерживается высокая теплопроводность и повышается эффективность обработки, что обеспечивает высокую производительность и эксплуатационную прочность алюминиевых радиаторов с высоким ребром.
b. Существенное различие между твёрдостью материала и чувствительностью к резанию: основное преимущество алюминия в получении сверхтонких рёбер заключается в его способности к упрочнению и требуемой силе резания.
Технический анализ:
·Мягкие свойства меди обуславливают процесс срезания рёбер: выдавливание инструмента легко приводит к накоплению материала у основания рёбер (образуя «эффект завёртывания»).
Участок тонкой плёнки подвержен сильной пластической деформации (высокая степень нестабильности при толщине <0,1 мм); степень упрочнения низкая, и структура не может быть упрочнена деформацией.
·При срезании алюминиевого сплава: упрочнение значительно повышает жёсткость рёбер (прочность сплава 6063 повышается после холодной закалки); низкая сила резания позволяет использовать более точный инструмент с тонкими лезвиями; небольшое упругое восстановление (около 1/3 меди) обеспечивает геометрическую точность рёбер.
c. Прорыв в области структурных ограничений и оптимизация затрат
Конструкция ультратонких ребер, по сути, направлена на максимизацию соотношения площади поверхности к объему, и физические свойства алюминия лучше подходят для этой цели:
Таблица 2: Сравнение параметров алюминиевых и медных радиаторов со скошенными теплоотвод
Простые алюминиевые профили с поперечным сечением (пластина/паз) используются для замены сложных пресс-форм, снижая стоимость пресс-форм на 60%. Мелкосерийное производство напрямую использует пластинчатые ребра (без пресс-форм) для адаптации к индивидуальным потребностям.
3-Суть тренда: Оптимизация системы заменяет материальный эгоизм
Основная ценность алюминиевых радиаторов со строжкой ребер заключается в комплексной оптимизации на системном уровне, а не в замене отдельных характеристик теплопроводности:
·Техническое преимущество: Достижение синергетического прорыва в области легкого и эффективного рассеивания тепла за счет многослойной структуры ребер, технологии тонких ребер и цельного литья;
·Преимущество интеграции с малым весом: В таких развивающихся областях, как новая энергетика/5G, малый вес и стоимость стали более важными показателями, чем абсолютная теплопроводность, и производные преимущества были улучшены.
·Экономия полного цикла: Первоначальная стоимость составляет всего 45% от стоимости медного решения, а снижение энергопотребления вентилятора за счет уменьшения веса может обеспечить быструю окупаемость инвестиций. ·Основа устойчивого производства: достаточные мощности по производству алюминия и коэффициент извлечения >95% в отрасли гарантируют стабильность цепочки поставок.
Мы будем регулярно обновлять технологии и информацию о тепловых проектах и оптимизации, и делиться этой информацией с вами для справки. Благодарим вас за интерес к компании Walmate.

Скачок в плотности мощности и игра тепловых границ являются движущей силой четырех революций в технологии охлаждения солнечных инверторов. От централизованного воздушного охлаждения ребер H-моста до трехуровневой топологии NPC, использующей тепловые трубки для укрощения источника тепла; от модульных многоуровневых систем для создания защитной линии тепловой избыточности с материалами с фазовым переходом до мягких переключателей SiC, использующих микроканальное жидкостное охлаждение для прорыва через высокую стену плотности теплового потока — каждая итерация топологии переписывает парадигму охлаждения. Суть этой эволюции — конечный вызов силовой электроники второму закону термодинамики в условиях треугольных ограничений эффективности, плотности мощности и надежности, и она определит конкурентные барьеры следующего поколения систем термоядерного хранения фотоэлектрических элементов.
1-Эволюция системы солнечного инвертора
Эволюция системы солнечного инвертора следует четырехэтапному переходу адаптации рассеивания тепла → управления температурой → тепловой синергии → системы снижения энтропии, движущей формой от централизации шкафного типа к интеллектуальной интеграции на уровне чипа, плотность мощности продолжает расти, эффективность и проникновение в сцену одновременно совершают скачок.
a. Физическая форма солнечного инвертора претерпела трехуровневый переход:
Ранние централизованные инверторы были большими по размеру (>1 м³/МВт) и весили более тонны; последующее решение струнного типа разбирало силовой блок на модули мощностью 20–100 кВт, а объем был уменьшен до 0,3 м³/МВт; текущая модульная конструкция была дополнительно усовершенствована до субблоков мощностью 10 кВт, плотность мощности превысила 50 кВт/л, а вес снизился до <15 кг/кВт.
b. Адаптивность к окружающей среде переходит от пассивной защиты к активной адаптации:
· Уровень защиты: IP54 → IP66/C5-M антикоррозийная защита (прибрежные/соленые сценарии)
· Диапазон температур: -25~+60℃ → -40~+85℃ (экстремально холодные/пустынные сценарии)
· Интеллектуальный ответ: алгоритм динамического управления температурой регулирует мощность рассеивания тепла в реальном времени в соответствии с пылью/высокой влажностью окружающей среды
c. Потребность в рассеивании тепла качественно меняется со скачком в плотности мощности:
Раннее принудительное воздушное охлаждение справляется с плотностью теплового потока <100 Вт/см²; технология тепловых трубок в трехуровневую эпоху решает проблему однородности температуры нескольких источников тепла; высокая частота SiC способствует популяризации жидкостного охлаждения; Микроканальное охлаждение с изменением фазы становится стандартным решением для >300 Вт/см², а доля системы рассеивания тепла была сокращена с 30% до 12% от всей машины.
2- Эволюция топологии системы солнечного инвертора и терморегулирование
Основная логика эволюции топологии системы солнечного инвертора обусловлена «эффективностью-плотностью мощности-стоимостью»:
· Изменения в механизме потерь: от преобладания потерь проводимости (H-мост) → потери коммутации ядра (NPC) → высокочастотные магнитные части/потери конденсатора (MMC) → потери электромагнитной совместимости при мягком переключении SiC составляют более 60%, сдвигая фокус рассеивания тепла со «средней температуры» на «управление сверхвысокой плотностью теплового потока»;
· Переход плотности мощности: физический предел кремниевых IGBT (20 кГц/3 кВт/л) был преодолен устройствами SiC (100 кГц/50 кВт/л), заставив решение рассеивания тепла перейти от воздушного охлаждения → тепловой трубки → жидкостного охлаждения → микроканального фазового изменения охлаждения;
· Динамический баланс стоимости: доля стоимости системы рассеивания тепла постепенно уменьшается от H-моста к SiC, но стоимость рассеивания тепла на единицу мощности вместо этого увеличивается. Необходимо реконструировать тепловую границу посредством совместного проектирования топологии-упаковки-рассеивания тепла, чтобы в конечном итоге добиться снижения LCOE.
Таблица 1: Эволюция топологий солнечных инверторов и управления тепловым режимом
Столкнувшись с инженерными проблемами постоянного скачка плотности мощности и постоянного прорыва в плотности теплового потока фотоэлектрических инверторов, решение по рассеиванию тепла необходимо систематически модернизировать:
· Эволюция от воздушного охлаждения к жидкостному: чтобы справиться с высокими характеристиками плотности теплового потока новых чипов, значительно снизить температуру ядра;
· Сочетание тепловой трубки и технологии изменения фазы: эффективно подавляет тепловой удар модульных систем и продлевает срок службы ключевых компонентов;
· Совместное проектирование и контроль затрат: оптимизирует долю системы рассеивания тепла за счет глубокой интеграции электрического и теплового управления.
Как партнер по тепловому управлению, Walmate фокусируется на технологии охлаждения непосредственно на чипе и оптимизации теплового сопротивления на уровне системы, чтобы предоставить осуществимые решения по рассеиванию тепла для фотоэлектрических систем хранения.
Мы будем регулярно обновлять технологии и информацию о тепловых проектах и оптимизации, и делиться этой информацией с вами для справки. Благодарим вас за интерес к компании Walmate.

Настоящая статья систематизирует возможные направления технологических инноваций систем охлаждения HVDC в условиях стремительного роста ИИ-нагрузок, с акцентом на координацию жидкостного охлаждения и модернизацию материалов. Основана на открытых отраслевых источниках, возможные неточности просьба уточнять.
1-Необходимость роста HVDC и эволюции охлаждения
Взрывной рост вычислительной мощности ИИ приводит к резкому увеличению плотности мощности в ЦОД (более 100 кВт на стойку), что требует перехода на более эффективные системы электропитания.
Традиционные UPS испытывают сложности с КПД и занимаемой площадью, тогда как HVDC демонстрирует преимущества в виде высокой эффективности, низких потерь, компактности и надежности, и стремительно становится доминирующим решением для ИИ-ЦОД.
Попутно растет потребность в более высоких напряжениях (750В, 1000В) для повышения мощности и эффективности.
a. Рост вычислений ИИ и ужесточение требований по энергоэффективности
Для достижения стандартов PUE ≤1,5 или даже ≤1,3 системы охлаждения HVDC должны обеспечивать:
Эффективное охлаждение: внедрение жидкостных систем под высокую плотность мощности.
Оптимизацию теплоносителя: приоритет деионизированной воды, либо стабильных флюидов с низкой разделяемостью фаз (напр. PCD).
Повышение теплопередачи: использование высокотеплопроводных материалов и специальных каналов в радиаторах.
Интеллектуальный температурный контроль: мониторинг ключевых точек, предиктивная диагностика.
Резервирование: архитектура N+1, двухконтурные системы охлаждения.
Аварийное охлаждение: готовность к экстремальным нагрузкам.
Экологическая устойчивость: работа при +15…+35°C, защита от влаги и конденсата.
b. Углубление применения третьего поколения полупроводников (SiC/GaN)
ИИ-сценарии требуют высоковольтных решений (например, HVDC 800В), где активно применяются:
SiC/GaN-компоненты с высокой плотностью мощности, частотой переключения и низкими потерями.
Это позволяет повысить эффективность, снизить тепловыделение, уменьшить стоимость материалов и повысить надежность.
c. Сравнение HVDC и переменного тока (AC) с точки зрения энергоэффективности и охлаждения
Требования архитектуры HVDC к системам рассеивания тепла в основном отражаются в высокой плотности мощности, эффективных методах охлаждения, избыточной конструкции, экологической адаптивности, оптимизации энергоэффективности и быстром восстановлении после сбоев. Эти требования совместно определяют сложность и проблемы систем HVDC при проектировании и эксплуатации.
Таблица 1: Разбивка основных причин различий в потерях при преобразовании энергии постоянного тока высокого напряжения и переменного тока
2- Инновационное ядро: Синергия жидкостного охлаждения и решения по модернизации материалов
a. Система жидкостного охлаждения: переход поколений от периферии к мейнстриму
Уровень проникновения жидкостного охлаждения быстро растет, вычислительная мощность ИИ увеличивает потребление энергии графического процессора до 1000 Вт, заставляя воздушное охлаждение трансформироваться, а периферийные сценарии должны адаптироваться к экстремальному диапазону температур от -30℃ до 60℃.
Таблица 2: Смена поколений технологических путей
б. Модернизация материалов: ключевой прорыв в решении экстремальных тепловых задач
Модернизация материалов способствует прорывам в эффективности рассеивания тепла: оптимизируйте тепловое управление тиристорами с помощью интерфейсных материалов с высокой теплопроводностью, объедините керамические подложки из нитрида алюминия (теплопроводность ≥ 180 Вт/мК) для повышения теплоотдачи устройств SiC/GaN и используйте композитную структуру жидкостного охлаждения для поддержки высокой плотности мощности. На системном уровне используется архитектура жидкостного охлаждения с резервированием N+1, интеллектуальная стратегия контроля температуры и конструкция трубопровода с выдерживаемым напряжением 800 В для достижения безопасного и эффективного совместного рассеивания тепла.
3-Технические проблемы и возможности в цепочке индустрии охлаждения
a. Ключевые проблемы: узкие места стандартизации и совместимости
Отсутствие единообразия в интерфейсе охлаждающей пластины на уровне чипа и разница в выдерживаемом напряжении трубопровода на уровне шкафа (500 В ~ 800 В) приводят к плохой совместимости и увеличивают стоимость трансформации; пути охлаждающей пластины и технологии погружения разделены, а отсутствие стандартов изоляции охлаждающей жидкости усугубляет фрагментацию отрасли; существуют скрытые опасности в звене эксплуатации и обслуживания, такие как недостаточный механизм обнаружения утечек и пустые стандарты для снижения производительности охлаждающей жидкости. Основная причина кроется в экологическом разделении трех сторон поставщиков чипов/поставщиков серверов/поставщиков решений для жидкостного охлаждения, что формирует дилемму «островизации» с неясными обязанностями.
b. Возможности сотрудничества: техническое сотрудничество и промышленное сотрудничество
Уровень микросхемы способствует стандартизации интерфейсов охлаждающих пластин, а системный уровень связывает нагрузку HVDC и скорость потока охлаждения с помощью алгоритмов управления температурой AI; промышленный уровень опирается на ODCC для установления стандартов интерфейса и охлаждающей жидкости и сокращает цикл развертывания с помощью модульных целых машин; внедряет инновационные технологии регенерации охлаждающей жидкости и модели лизинга оборудования для снижения затрат и покрывает риски утечки с помощью механизмов страхования для достижения трехмерного сотрудничества технологий, промышленности и финансов.
В настоящее время технология охлаждения HVDC все еще сталкивается с такими проблемами, как стандартизация и совместимость, но промышленное сотрудничество показало признаки прорыва. Эта статья представляет собой лишь временное наблюдение, и мы с нетерпением ждем обсуждения направлений оптимизации с коллегами в отрасли.
Мы будем регулярно обновлять технологии и информацию о тепловых проектах и оптимизации, и делиться этой информацией с вами для справки. Благодарим вас за интерес к компании Walmate.
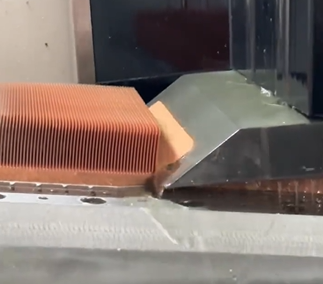
Для производства радиаторов выбор материала и точность скашивания ребер являются ключом к успеху. Столкнувшись со строгими требованиями сверхтонких ребер и ребер высокой плотности, основная проблема заключается в следующем: как сбалансировать теплопроводность материала, стоимость и технологичность? Как преодолеть ограничение оборудования, достичь стабильной точности на уровне микрона и обеспечить постоянство формы зубьев и эффективность рассеивания тепла? Это напрямую определяет производительность продукта, конкурентоспособность по стоимости и выход массового производства.
1-Основные проблемы и сложности процесса
a. Суть процесса: послойное шабрение (грубая → тонкая обработка) формирует высокоплотные детали ребер
Послойное шабрение быстро удаляет излишки посредством черновой обработки и обеспечивает точность формы ребра посредством тонкой обработки, но сталкивается с тремя основными противоречиями:
· Контроль тепловой деформации: высокое тепло резания, выделяемое при черновой обработке, вызывает локальное расширение тонкостенных деталей ребер. Деформацию необходимо компенсировать во время тонкой обработки, в противном случае возникнут ошибки эллиптичности (например, неравномерное расстояние между теплоотводящими ребрами).
· Баланс напряжений: накопление остаточного напряжения при послойной обработке вызывает коробление деталей зубьев, особенно алюминия (высокая теплопроводность, но низкий предел текучести), что требует снижения силы резания за счет стратегии «малой глубины резания и быстрой подачи».
· Точный перенос: неровный остаточный материал, остающийся после грубой обработки, увеличивает нагрузку на инструмент для тонкой обработки, что легко может вызвать вибрацию и привести к допуску толщины ребра.
б. Две основные болевые точки
· Выбор материала радиатора: выбор материала радиатора должен сбалансировать теплопроводность, технологичность и стоимость. Благодаря сравнению производительности и принятию решений о выборе в сочетании с модификацией материала и контролем стоимости можно достичь синергетической оптимизации.
Таблица 1: Количественное сравнение свойств материалов и логика выбора
· Точность оборудования: Оптимизация точности оборудования повышает точность обработки и срок службы инструмента за счет подавления термической деформации резания, износа и погрешности инструмента, используя инновационные инструменты и компенсацию погрешности термомеханического соединения.
Таблица 2: Причинно-следственная цепочка дефектов точности
2-Выбор материала: ключ к производительности и стоимости
a. Доминирует спрос на теплопроводность
· Сценарий с высоким тепловым потоком (>100 Вт/см²): предпочтительна медь (теплопроводность 380 Вт/м·К), ее теплопроводность на 30% выше, чем у алюминия.
Контроль рисков: травление для удаления оксидного слоя (10% HNO₃) + масляная пленка бензотриазола для предотвращения вторичного окисления, что снижает износ инструмента на 40%.
Сценарий со средним и низким тепловым потоком (<80 Вт/см²): предпочтителен чистый алюминий (теплопроводность 210 Вт/м·К), который удовлетворяет большинству потребностей бытовой электроники и стоит всего 30% от стоимости меди.
b. Оптимизация ограничений по стоимости
· Чувствительные к стоимости проекты, утончение материала (например, алюминиевая подложка от 4 мм до 2 мм); переработка отходов (степень извлечения медной стружки >95%); локальная композитная конструкция (медь используется только в области контакта с источником тепла).
· Альтернативное решение, чистый алюминий + конструкция тепловой трубки, эквивалентная теплопроводность 200–220 Вт/м·К.
c. Компромисс сложности обработки
· При высоких требованиях к ребрам (>70 мм) выбирайте чистый алюминий, предельная высота ребра составляет 120 мм, а сопротивление изгибу выше, чем у меди; предварительная обработка, предварительный отжиг алюминия (снижение остаточного напряжения) для снижения колебаний твердости.
· Для высокоточной формы ребра (толщина ребра <0,5 мм) выбирайте алюминий 6 серии, AL6063 закаляется после мягкой обработки, а толщину ребра можно контролировать до 0,25 мм; Табу, избегайте прямой обработки твердых медных материалов (легко разрушающиеся зубья), требуется низкотемпературная предварительная обработка.
3- Оптимизация точности оборудования: основа повышения производительности
Точность оборудования является основой процесса скашивания для достижения высокой плотности ребер и контроля деформации и износа.
Таблица 3: Механизм влияния источников ошибок оборудования на выход продукции
Идеи по оптимизации точности оборудования для заточки:
· Повышение точности: замена ЧПУ, замена механической передачи на систему ЧПУ для устранения ошибки индексации; подавление тепловой деформации, использование технологии резки холодным воздухом и объединение технологии компенсации для активного контроля тепловой деформации во время обработки; укрепление инструмента, нанесение покрытия CBN и оптимизация геометрической структуры для улучшения противосколочной способности инструмента.
· Основные достижения: точность обработки оборудования достигает ±0,003 мм (уровень микрометра); успешно поддерживает проектирование экстремальных ребер толщиной 0,3 мм и высотой ребра 120 мм; выход продукции достиг значительного скачка с 65% до 95%.
Подводя итог, точное соответствие материалов и экстремальная точность заточки являются основными барьерами производства радиаторов. Оптимизированные материалы гарантируют основу производительности, в то время как оборудование с точностью микронного уровня (передача ЧПУ, подавление тепловой деформации и долговечные инструменты) является единственным способом достижения высокой производительности и поддержки проектирования экстремальной формы ребра. Только путем постоянной оптимизации этих двух ядер и активного внедрения передовых технологий точного управления мы сможем укрепить лидирующие позиции на рынке обработки радиаторов.
Мы будем регулярно обновлять технологии и информацию о тепловых проектах и оптимизации, и делиться этой информацией с вами для справки. Благодарим вас за интерес к компании Walmate.
Когда вы видите радиатор, точный как зубья расчески в электронном устройстве, вы можете не подумать, что его пиковая производительность была определена задолго до того, как лезвие коснулось металла. Почему крупные производители готовы тратить много денег на предварительную обработку материала? Потому что этот шаг может напрямую модернизировать радиатор: резка алюминия экономит 20% усилий, медные радиаторы могут использоваться еще 3 года, и даже радиаторы высотой 12 см можно разрезать за один раз. В этой статье рассказывается, как «массировать и размягчать кости» металла с помощью научных методов, чтобы твердый металл можно было послушно превратить в идеальный радиатор.
1-Почему предварительная обработка является «невидимым двигателем» ребристые радиаторы?
а. Производственные проблемы высокоточных радиаторов
· Остаточная концентрация напряжений: Остаточное напряжение от процесса прокатки или литья сырья высвобождается во время скошивания, вызывая деформацию подложки.
· Размягчение материала: Алюминий, медь и другие материалы локально размягчаются из-за повышения температуры (алюминий 40-60 ℃, медь 80-120 ℃) в процессе резки, что приводит к разрушению зуба или увеличению заусенцев.
· Поверхностное окисление: Медь легко окисляется на воздухе, образуя слой CuO (высокая твердость и высокая хрупкость), что усиливает износ инструмента и сокращает срок его службы.
б. Предварительная обработка — ключевой мост от «металлического сырья» к «точным зубчатым срезам»
· Оптимизация характеристик материала, рекристаллизационный отжиг алюминиевых и медных материалов соответственно, устраняет остаточное напряжение, возникающее в процессе прокатки, и можно значительно улучшить однородность твердости материала.
· Контроль состояния поверхности с использованием химической очистки для удаления оксидного слоя на поверхности материала, например, медь можно протравить 10% HNO₃, и шероховатость поверхности можно уменьшить до 0,4 мкм после обработки, эффективно уменьшая адгезию инструмента; или пассивационная обработка алюминия, например, анодирование алюминия для формирования пленки Al2O3 толщиной 5–10 мкм для предотвращения вторичного окисления во время обработки.
c. Как технология предварительной обработки повышает эффективность обработки?
· Сократите цикл обработки, сопротивление резанию материала уменьшается после предварительной обработки, что позволяет увеличить скорость подачи.
·Снижение частоты повторной обработки: предварительное снятие напряжения значительно повышает скорость прохождения плоскостности подложки, устраняя вторичный процесс коррекции.
2-Основа технологии предварительной обработки: интеграция материаловедения и технологии
Основа технологии предварительной обработки — настройка логики процесса на основе свойств материала для решения внутренних противоречий материалов с высокой теплопроводностью, таких как алюминий и медь, при точении зубьев.
a.Свойства материала определяют логику предварительной обработки
·Предварительная обработка алюминиевых материалов: отжиг при 300–350℃×2ч может устранить напряжение прокатки и улучшить однородность твердости на 40%; обработка поверхности может быть выбрана путем анодирования для создания пленки Al₂O₃ толщиной 5–10 мкм или химической пассивации (хроматирование) для предотвращения окисления во время обработки.
·Предварительная обработка медных материалов: отжиг при 500–600℃×1ч может смягчить материал, снизить твердость с 80HB до 45HB и уменьшить силу резания на 30%; травление использует 10% раствор HNO₃ для удаления оксидного слоя. Когда толщина CuO превышает 1 мкм, скорость износа инструмента увеличится на 50%.
б. Основное противоречие: Парадокс обработки материалов с высокой теплопроводностью
·Точка противоречия: высокая теплопроводность (например, 380 Вт/м·К для меди) является основным преимуществом радиатора. Высокая теплопроводность приводит к тому, что тепло резки быстро передается инструменту, ускоряя износ (срок службы инструмента при обработке меди составляет всего 1/3 от срока службы алюминия).
Схема предварительной обработки, баланс между теплопроводностью и обрабатываемостью, например, низкотемпературная предварительная обработка медных материалов для снижения повышения температуры резания или градиентная конструкция материала; управление оксидным слоем, например, сохранение плотной пленки Al₂O₃ алюминиевых материалов для снижения трения; покрытие медных материалов масляной пленкой бензотриазола после травления для блокировки вторичного окисления.
3-Методы предварительной обработки сердечника
a. Механическая предварительная обработка: «прокладывание пути» для обработки
Очистка поверхности (пескоструйная обработка/полировка), удаление оксидных слоев, масляных пятен и заусенцев, улучшение шероховатости поверхности (значение Ra), улучшение адгезии покрытия или последующего эффекта травления.
b. Химическая предварительная обработка: активация поверхностной активности материала
Благодаря физической очистке (дезактивации), химической модификации (формированию конверсионной пленки) и улучшению характеристик поверхности поверхность материала преобразуется из инертного состояния в высокоактивное. Суть заключается в балансировке шероховатости поверхности, плотности химических функциональных групп и коррозионной стойкости, тем самым обеспечивая идеальную подложку для последующих процессов.
c. Термическая обработка: изменение микроструктуры материала
Благодаря точному контролю процессов нагрева, изоляции и охлаждения материала микроструктура реорганизуется и оптимизируется. Суть заключается в использовании механизмов термической активации для управления атомной диффузией, фазовым переходом и реорганизацией дефектов, тем самым придавая материалу новые эксплуатационные характеристики.
d. Контроль состава: полное управление процессом от плавки до формовки
Контроль состава является основной технологией производства материалов. За счет выбора сырья, точного контроля плавки и оптимизации параметров формовки в сочетании с цифровым обнаружением, точным контролем колебаний и улучшенной производительностью.
4-Алюминий против меди: дифференцированные стратегии предварительной обработки
В связи со значительными различиями в физических и химических свойствах алюминия и меди стратегии предварительной обработки должны быть разработаны специально для решения соответствующих проблем обработки.
5-Как предварительная обработка становится «усилителем» эффективности?
а. Сотрудничество с обработкой зачистки
· Уменьшение износа инструмента: после предварительной обработки уменьшается остаточный твердый оксид на поверхности, увеличивается срок службы инструмента зачистки и снижается скорость скалывания деталей ребер высокой плотности.
· Повышение точности обработки: предварительная пескоструйная обработка устраняет внутреннее напряжение материала, снижает погрешность высоты зуба с ±0,5 мм до ±0,1 мм и соответствует требованиям зубьев с большим количеством зубьев (высота зуба/толщина подложки ≥10).
б. Сотрудничество с обработкой поверхности
· Повышение адгезии покрытия: после предварительной обработки пассивацией можно значительно улучшить показатель прохождения испытания на адгезию покрытия.
· Уменьшение контактного термического сопротивления: предварительная обработка формирует однородную микропористую структуру, которая снижает термическое сопротивление сварного интерфейса радиатора и тепловой трубы на 15%-20%.
в. Сотрудничество с обработкой поверхности с ЧПУ
· Сокращение дефектов вторичной обработки: после химической очистки для удаления масляных пятен скорость образования заусенцев при фрезеровании алюминия с ЧПУ снижается на 60%, а дефекты резьбы и скольжения снижаются на 50%.
г. Влияние предварительной обработки на эффективность производства
· Повышение производительности: ребристые радиаторы процессов химической и механической предварительной обработки производительность срезанного радиатора и обработки с ЧПУ значительно повышается, а качество продукции гарантируется.
· Сокращение цикла обработки: после предварительной обработки обработка алюминия не требует отдельного снятия заусенцев, а время обработки одной детали значительно сокращается. Скорость обработки автоматизированной пескоструйной линии увеличивается, а эффективность производства значительно повышается.
· Сокращение энергопотребления и затрат: вместо химического травления используется механическая предварительная обработка, а потребление энергии при обработке снижается. После предварительной обработки твердость материала снижается, потери при формовании уменьшаются, а себестоимость продукции эффективно снижается.
Мы будем регулярно обновлять технологии и информацию о тепловых проектах и оптимизации, и делиться этой информацией с вами для справки. Благодарим вас за интерес к компании Walmate.
По мере ускорения трансформации глобальной энергетической структуры роль систем хранения энергии в регулировании частоты питания, новом потреблении энергии и других сценариях становится все более заметной. Как основной носитель, конструкция корпуса батареи ess с учетом адаптации к окружающей среде должна учитывать экстремальную устойчивость к климату, прочность конструкции и долгосрочную надежность. Начиная с требований сценария, в этой статье рассматриваются основные технические пути адаптации к климату, анализируются проблемы проектирования и направления инноваций, а также дается справочная информация по разработке корпуса батареи ess с высокой степенью адаптации к окружающей среде.
1-Дифференциация сценариев рынка хранения энергии и уточненные тенденции управления
a. Карта дифференциации сценариев: связь региональных характеристик и технических требований
Рынок хранения энергии демонстрирует значительную региональную дифференциацию, и технические решения должны адаптироваться к климатическим условиям, характеристикам сети и сценариям применения:
· Экстремальные климатические сценарии:
Высокотемпературная среда пустыни: корпус должен выдерживать высокие температуры выше 50 °C (эффект острова тепла внутри контейнера может достигать 53,3 °C), проходить сертификацию уровня защиты IP55/IP67 и использовать множество мер, таких как пыленепроницаемый хлопок и герметик для защиты от ветра и песчаной эрозии.
Высокогорная/низкотемпературная среда: при низких температурах -40 °C необходимо интегрировать технологию предварительного нагрева элементов батареи, оптимизировать затухание охлаждающей способности системы жидкостного охлаждения (рабочий нижний предел увеличен до -30 °C) и усилить электрическую изоляцию, чтобы справиться с риском возникновения дуги, вызванным разреженным воздухом.
· Сценарии адаптации энергосистемы:
Регулирование частоты европейской электросети должно соответствовать динамическому регулированию мощности (диапазон 47,5–51,5 Гц) и быть совместимым с требованиями рынка вспомогательных услуг; североамериканские проекты интеграции фотоэлектрических хранилищ должны поддерживать архитектуру постоянного тока 1500 В и быстрое переключение зарядки и разрядки (≤100 мс), а также проходить испытания на распространение теплового разгона для обеспечения безопасности.
·Промышленные и коммерческие сценарии хранения энергии:
Компактная конструкция использует технологию прямой интеграции ячеек (использование пространства увеличено до 33%), модульные решения поддерживают гибкое расширение (15–921 кВт·ч) и интегрируют интеллектуальные функции эксплуатации и обслуживания для снижения стоимости всего жизненного цикла.
б. Усовершенствованная бизнес-стратегия, переход от поставки продукции к ценностному обслуживанию
·Индивидуальные технические решения: Учитывая высокую стоимость передачи в изолированных районах, конфигурация долгосрочного хранилища энергии более 4 часов может сократить инвестиции в модернизацию сети на 30%; система хранения энергии сетевого типа поддерживает совместимость с несколькими сценариями и повышает стабильность сети.
· Полный жизненный цикл обслуживания: оптимизируйте первоначальные инвестиции и расходы на эксплуатацию и обслуживание с помощью модели LCoS (выравниваемая стоимость хранения), интеллектуальная платформа эксплуатации и обслуживания объединяет данные о ценах на электроэнергию и прогнозы нагрузки, динамически оптимизирует стратегии зарядки и разрядки и увеличивает доход более чем на 15%.
2-Ключевые технические пути для устойчивости к климату
a. Совместное проектирование структуры управления температурой
·Технология жидкостного охлаждения:
Охлаждающая пластина с холодным слоем: использование змеевидной микроканальной холодной пластины (ширина канала ≤ 2 мм), контроль разницы температур ≤ 3 ℃, стоимость преобразования на 15–20 % выше, чем у системы воздушного охлаждения, а срок службы батареи увеличивается на 30 %.
Охлаждение с погружением в жидкость: прямое рассеивание тепла через диэлектрический хладагент, эффективность теплопроводности увеличивается более чем на 50 %, но необходимо сбалансировать стоимость хладагента и сложность обслуживания, и в основном используется в сценариях высокого класса.
·Оптимизация структурной интеграции:
Интегрированная конструкция проточной части канала-донной пластины сочетается с процессом сварки трением с перемешиванием, прочность сварного шва достигает 95 % от исходного материала, сейсмические характеристики соответствуют стандартам IEC, а вес корпуса снижается на 18 %.
b. Система защиты от климатической эрозии: революция в материалах и инновационные технологии герметизации
·Выбор материала:
Коробка из алюминиевого сплава достигает уровня защиты от коррозии C5 за счет анодирования, а испытание в соляном тумане достигает 3000 часов без коррозии; композитный материал из углеродного волокна снижает вес на 35%, а сопротивление давлению ветра достигает 2,5 кПа.
·Технология герметизации:
Динамическая структура герметизации использует резину EPDM, слой полиуретановой пены и силиконовый герметик для тройной защиты, а процесс лазерной сварки обеспечивает герметичность до 10⁻⁷ Па·м³/с.
c. Стратегия реагирования на экстремальные климатические условия: активная защита и интеллектуальное регулирование
·Адаптируемость к высоким и низким температурам:
Композитный изоляционный слой (теплопроводность ≤0,018 Вт/м·К) сочетается с электронагревательной пленкой для поддержания разницы температур между внутренней и внешней частью коробки выше 50 ℃; технология импульсного самонагрева снижает потребление энергии на 70%.
· Конструкция, защищающая от ветра и песка:
Система вентиляции с положительным давлением (эффективность удаления пыли ≥95%) и бионическая конструкция поверхности с микроканавками, концентрация пыли контролируется до ≤0,1 мг/м³, а количество пыли на поверхности снижается на 60%.
3-Основные проблемы и требования к конструкции корпусов аккумуляторных батарей ESS
a. Определение экологической адаптивности
Оно должно соответствовать многомерным показателям, таким как механическая прочность (стойкость к ударам, сейсмостойкость), химическая устойчивость (стойкость к соляному туману, устойчивость к УФ-излучению) и эффективность терморегулирования.
b. Требования к прочности конструкции
Внутренние перегородки и ребра жесткости оптимизируют распределение напряжений, а несущая конструкция уравновешивает давление; рамы из алюминиевого сплава в сочетании с композитными панелями обеспечивают легкость (снижение веса на 31%) и высокую жесткость.
c. Факторы, определяющие рынок
Ориентация политики: строительство крупных отечественных ветровых и солнечных баз способствует высоким экологическим стандартам; обязательная сертификация на зарубежных рынках (например, AS/NZS 4777.2 в Австралии) ускоряет модернизацию технологий.
Экономические требования: системы жидкостного охлаждения снижают LCoS и имеют значительные преимущества в сценариях с высокой скоростью заряда и разряда (1C).
4-Система проектирования многомерной прочности конструкции
a. Инновации в материалах и композитная структура
Высокопроизводительный алюминиевый сплав (предел прочности на разрыв ≥ 270 МПа) и кронштейн из магниевого сплава работают вместе, чтобы уменьшить вес; композитная сэндвич-структура (алюминиевая панель + слой сердцевины из вспененного алюминия) учитывает как легкость, так и ударопрочность.
b. Модульная и масштабируемая архитектура
Стандартизированные интерфейсы поддерживают быстрое расширение кластеров батарей, а гибкие производственные процессы (сварка трением с перемешиванием/лазерная сварка) улучшают совместимость производственной линии и адаптируются к потребностям смешанной установки многоразмерных аккумуляторных элементов.
Конструкция адаптивности к окружающей среде корпуса батареи ESS является продуктом глубокой связи итерации технологий и требований сценария. Необходимо достичь скачка в надежности за счет многомерной структурной оптимизации и инноваций в области технологий защиты климата. Будущее технологическое развитие будет сосредоточено на интеллектуальном динамическом контроле температуры (например, стратегии терморегулирования на основе ИИ), процессах с низкоуглеродными материалами (применение биокомпозитных материалов) и сертификации по глобальной стандартизации (охватывающей многорегиональные климатические условия) для того, чтобы справляться с экстремальными условиями и разнообразными рыночными вызовами. Благодаря усилению структурной прочности, облегченной конструкции и оптимизации затрат на весь жизненный цикл, системы хранения энергии могут эффективно поддерживать крупномасштабное применение новой энергии и предоставлять высокоадаптируемые инфраструктурные гарантии для низкоуглеродной трансформации глобальной энергетической системы.
Мы будем регулярно обновлять технологии и информацию о тепловых проектах и оптимизации, и делиться этой информацией с вами для справки. Благодарим вас за интерес к компании Walmate.
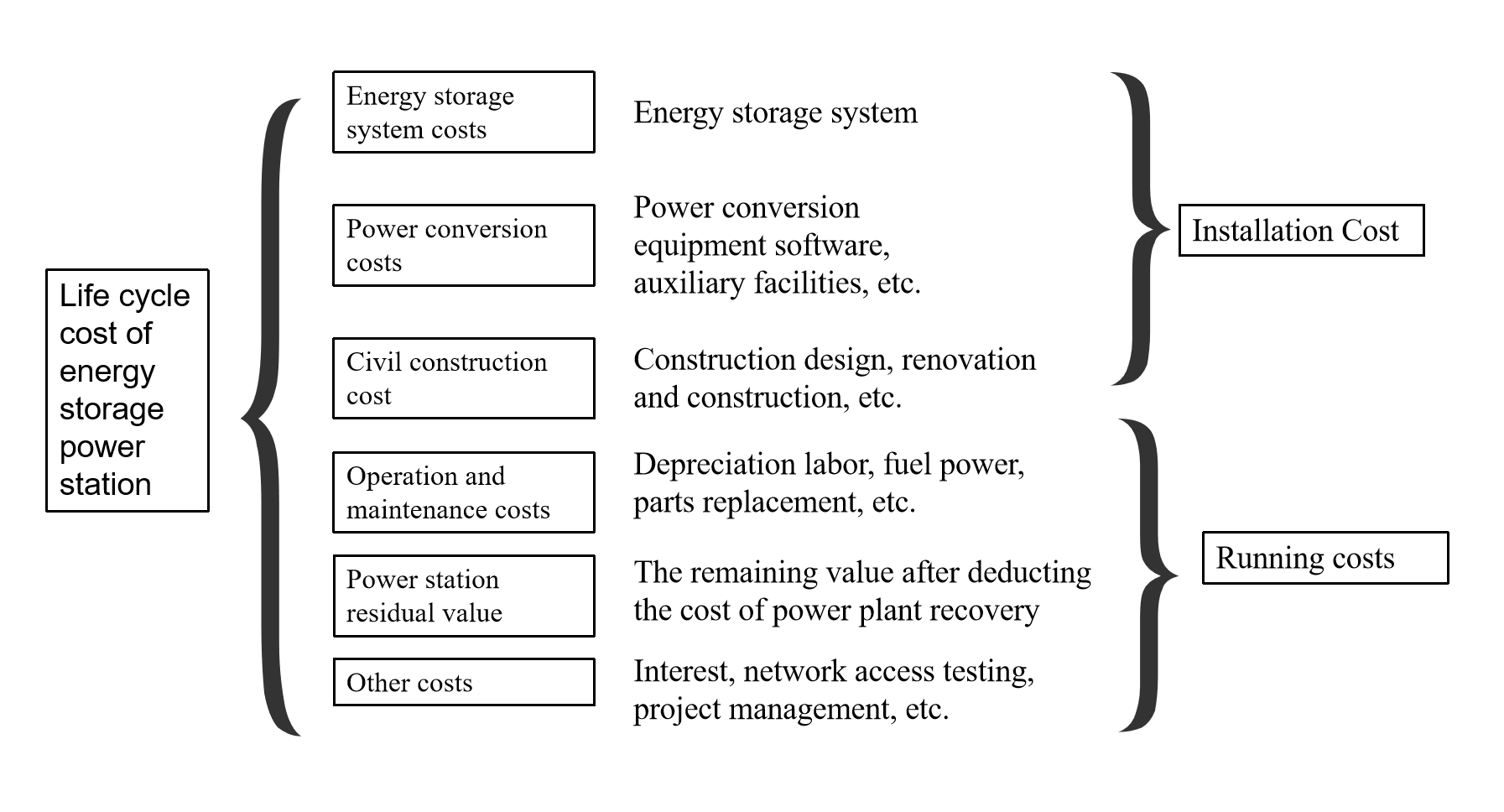
Процесс применения основных материалов корпуса батареи ESS по сути является процессом балансировки между требованиями к легкости, эффективностью управления температурой и затратами полного цикла. От стали до алюминиевого сплава и композитных материалов, каждая итерация сопровождается инновациями в процессе (такими как технология сварки, модульная конструкция) и функциональной интеграцией (жидкостное охлаждение + противопожарная защита + герметизация).
1-Облегченная логика
a. Логика выбора и замены материала
· Начальный этап (до 2020 г.): доминируют сталь и оцинкованные стальные пластины
Характеристики материала: сталь (плотность 7,8 г/см³) стала основной из-за своей низкой стоимости и отработанной технологии, но она тяжелая и легко подвергается коррозии. Оцинкованные стальные пластины (класс защиты от песка и износа 4) по-прежнему подвержены риску ржавчины после длительного использования и имеют высокие затраты на техническое обслуживание.
Ограничения применения: вес корпуса составляет более 40%, плотность энергии системы низкая, а индивидуальная сварка приводит к длительному циклу установки, что трудно удовлетворить спрос на распределенное хранение энергии.
· Прорывной период (2020-2024): Разнообразное применение алюминиевого сплава и нержавеющей стали
Популяризация алюминиевого сплава: плотность (2,7 г/см³) на 65% ниже, чем у стали, а коэффициент теплопроводности 237 Вт/мК подходит для технологии жидкостного охлаждения. Интегрированная конструкция объединяет канал жидкостного охлаждения и нижнюю пластину посредством сварки трением с перемешиванием, уменьшая количество разъемов и улучшая герметизацию; типичное решение двухслойной структуры (внешняя оцинкованная стальная пластина, защищающая от ветра и песка + внутренний контроль температуры из алюминиево-магниевого сплава) обеспечивает повышение эффективности системы на 12%.
Оптимизация нержавеющей стали: нержавеющая сталь 316L устойчива к коррозии хлорид-ионами более 2000 часов и в сочетании с силиконовыми уплотнениями образует решение для сценария высокой влажности.
· Зрелая стадия (с 2024 г. по настоящее время): Композитные материалы и функциональная интеграция
Композитные материалы SMC: Армирование стекловолокном (плотность 1,67 г/см³) весит всего 21% от стали, а компрессионное формование реализует конструкцию специальной формы; композитная структура «сэндвич» (SMC+аэрогель) имеет предел огнестойкости 2 часа и одновременное снижение веса на 30%.
Исследование углеродного волокна: прочность на разрыв 300–1200 МПа, плотность 1,5–2,0 г/см³, ограничено стоимостью (в 5–8 раз больше, чем у стали), в основном используется для локального армирования в сценариях высокого класса.
Основа облегчения материала заключается в оптимизации соотношения плотности и прочности. Сравнительные характеристики материалов см. в таблице ниже. Заменив материалы высокой плотности (например, сталь) алюминиевыми сплавами или композитными материалами, можно значительно снизить вес, сохранив при этом прочность (например, компенсируя потерю прочности за счет топологической оптимизации), тем самым повысив плотность энергии и эффективность транспортировки.
б. Технология структурной оптимизации
Структурная оптимизация реконструирует механическую структуру коробки с помощью инновационных методов проектирования, оптимизируя материалы и процессы, сохраняя при этом несущую способность. Технология сварки алюминиевого сплава с учетом индивидуальных особенностей использует передовую технологию сварки для достижения значительного утончения толщины стенки в сочетании с интегрированной конструкцией канала потока и рамы для уменьшения избыточных узлов соединения и снижения риска отказа уплотнения. Технология штамповочной пайки использует технологию формования пресс-форм для создания интегрированной изогнутой тонкостенной конструкции, значительно сокращая использование традиционных крепежных элементов и интегрируя технологию обработки поверхности для повышения коррозионной стойкости, эффективно снижая расходы на эксплуатацию и техническое обслуживание в течение всего жизненного цикла. Эти две технологии синергетически повышают эффективность производства и надежность конструкции за счет сокращения технологических связей и избыточности материалов, значительно снижая стоимость хранения энергии на единицу продукции, обеспечивая при этом долгосрочную стабильность работы оборудования в сложных рабочих условиях.
c. Инновации в производственном процессе
Оптимизация конструкции конструкции и повышение эффективности:
Интегрированная интеграция: канал жидкостного охлаждения интегрирован с нижней пластиной корпуса, что сокращает количество разъемов на 30% и повышает как герметичность, так и эффективность рассеивания тепла.
Модульная конструкция: стандартизированный интерфейс совместим с несколькими материалами, эффективность установки увеличивается на 50%, и он подходит для быстрого развертывания в различных сценариях.
Передовые технологии снижают затраты и повышают эффективность:
Высокоточная автоматизация: лазерная резка + роботизированная сварка, коэффициент использования материала увеличивается на 15%, а производственный цикл сокращается на 40%.
Цифровое моделирование: CAE оптимизирует параметры процесса, количество испытаний пресс-форм сокращается на 50%, а выход годных превышает 98%.
2-Основные элементы полного цикла контроля затрат
а. Модель состава затрат
Стоимость полного цикла (LCOS) включает в себя:
· Первоначальные инвестиционные затраты (C_mv): закупка оборудования (составляет более 50%) и строительство.
· Эксплуатационные расходы (C_ps): зарядка электроэнергии, управление трудом, потери энергии (например, стоимость зарядки увеличивается на 33%, когда эффективность преобразования составляет 75%).
· Расходы на эксплуатацию и техническое обслуживание (C_om): обслуживание оборудования, устранение неисправностей, замена запасных частей (составляют 20–30 % стоимости жизненного цикла)
Формула выражения: CEss=α⋅EBESS+β⋅PBESS+Cps+ComCEss=α⋅EBESS+β⋅PBESS+Cps+Com
Среди них облегчение напрямую влияет на первоначальные инвестиции за счет снижения E (потребления энергии) и P (потребления мощности).
Рисунок 1. Стоимость жизненного цикла электростанции с накопителем энергии
б.Влияние легкого веса на стоимость
3-Ключевые стратегии для баланса легкости и производительности
a. Баланс между прочностью и весом
Локальное усиление: используйте сталь для усиления зон концентрации напряжений (например, болтовых соединений) и используйте легкие материалы в других областях.
Бионическая конструкция структуры: например, трубки жидкостного охлаждения в форме листовых прожилок, которые могут снизить вес и повысить эффективность рассеивания тепла.
b. Оптимизация характеристик рассеивания тепла
Соответствие теплопроводности материала: алюминиевый сплав (237 Вт/мК) лучше стали (50 Вт/мК), которая подходит для систем жидкостного охлаждения.
Интеграция управления температурой: объедините охлаждающую пластину и коробку, чтобы уменьшить вес дополнительных компонентов рассеивания тепла.
c. Гарантия производительности защиты
Многослойная герметизация: двойная защита коллоидной герметизации + механическое сжатие используется для соответствия стандартам IP67.
Пожаробезопасная конструкция: «сэндвич»-структура кабины (слой, устойчивый к высоким температурам + огнестойкий слой) достигает предела огнестойкости 2 часа.
Основная логика легкого веса и контроля затрат ESS Battery Enclosure заключается в снижении потребления ресурсов полного цикла при обеспечении производительности посредством трехмерной синергии замены материалов-оптимизации структуры-инновации процесса. Ее суть - всеобъемлющая игра по улучшению плотности энергии, оптимизации эффективности эксплуатации и обслуживания и переработке материалов, и необходимо найти наилучший баланс между технической осуществимостью и экономической эффективностью.
Мы будем регулярно обновлять технологии и информацию о тепловых проектах и оптимизации, и делиться этой информацией с вами для справки. Благодарим вас за интерес к компании Walmate.
Эволюция безопасности в отрасли хранения энергии — это систематическое изменение, обусловленное синергией итерации технологий и стандартов безопасности. От реконструкции путей рассеивания тепла, скоординированной защиты материалов и конструкций до интегрированного управления температурой, этот процесс отражает базовую логику отрасли для защиты от теплового разгона — от пассивной защиты к активному подавлению и от одномерного к многоуровневому обновлению связи.
1- «Невозможный треугольник» технологии хранения энергии и стратегии разрешения основных противоречий
a. Противоречия «невозможный треугольник» технологии хранения энергии в основном проявляются во взаимных проверках и противовесах нескольких измерений:
Развитие технологии хранения энергии сталкивается со сложным балансом между плотностью энергии, безопасностью и стоимостью. Хотя высокоактивные материалы могут улучшить плотность энергии, они также значительно увеличивают риск теплового разгона; в то время как проектирование безопасности на уровне системы (например, технология контроля температуры жидкостного охлаждения) может снизить риски, оно часто сопровождается потерей плотности энергии. Кроме того, внедрение активных систем защиты и технологий внутренней безопасности может повысить безопасность, но значительно увеличить стоимость небатарейных деталей. Эти противоречия выявляют многочисленные ограничения, которые необходимо решить в ходе развития технологии хранения энергии.
b. Стратегии разрешения основных противоречий:
Инновации в материалах: применение новых электролитных материалов значительно замедляет время распространения теплового разгона, принимая во внимание высокую плотность энергии; Натрий-ионные аккумуляторы поддерживают разумную плотность энергии при снижении затрат за счет оптимизации материалов отрицательного электрода; внедрение нанокомпозитных материалов значительно увеличивает теоретическую емкость.
Оптимизация системы: передовая технология жидкостного охлаждения значительно повышает эффективность рассеивания тепла за счет точного контроля температуры, одновременно снижая затраты на эксплуатацию и обслуживание; динамически реконфигурируемые сети аккумуляторов повышают доступность системы за счет быстрой корректировки топологии.
Интеллектуальное управление: система раннего оповещения на основе искусственного интеллекта значительно повысила точность прогнозирования рисков за счет многомерного слияния данных; прогресс в технологии преобразования энергии значительно повысил эффективность системы. Инновации в политике и бизнес-моделях ускорили внедрение технологий. Например, модель совместного хранения энергии снизила давление одноточечных инвестиций, а каскадное использование еще больше оптимизировало стоимость всего жизненного цикла.
2-Evolution rules
a. Слияние инноваций технических путей
Интеллектуальное раннее оповещение, основанное на данных из нескольких источников: новое поколение систем мониторинга объединяет многомерные данные датчиков, такие как сигналы газа, давления и акустические сигналы, и объединяет динамические модели отказов с анализом исторических данных, чтобы значительно снизить частоту ложных срабатываний и ускорить время оповещения.
Конструкция управления температурой и пожарной связи: технология жидкостного охлаждения в сочетании с динамическим алгоритмом регулировки температуры для достижения точного контроля температуры, система противопожарной защиты и управление аккумулятором глубоко интегрированы для формирования многоуровневой стратегии связи, которая эффективно подавляет распространение теплового разгона.
Скоординированная оптимизация материалов и конструкций: высокотемпературное изоляционное покрытие заменяет традиционные огнестойкие материалы, значительно продлевая время блокировки распространения тепла; в конструкцию конструкции введены антистолкновительное армирование и направленные каналы сброса давления для повышения способности противостоять механическому воздействию.
b. Постепенное углубление уровней защиты
Прогрессивная защита от элементов батареи до систем: Ранний мониторинг риска достигается с помощью встроенных датчиков на уровне элементов батареи; Композитные детекторы и материалы с фазовым переходом используются на уровне модуля для подавления локального накопления тепла; на системном уровне создается платформа совместного мониторинга для достижения полной защиты жизненного цикла.
От пассивного реагирования к активной защите: новый стандарт способствует развитию технологии активной защиты. Например, интеллектуальная система управления аккумулятором отсекает путь риска в начале зарядки с помощью динамического анализа импеданса, а активная технология противоконденсации устраняет опасности для окружающей среды.
Многомерная совместная защита: тепловое, электро-механическое совместное проектирование усиливает общую безопасность системы; противопожарная защита и совместный мониторинг эксплуатации и обслуживания охватывают все производственные и транспортные связи, чтобы снизить риск ложных срабатываний.
3-процесс эволюции
a. Итерация технологии рассеивания тепла
Технология жидкостного охлаждения стала мейнстримом: системы жидкостного охлаждения значительно снижают разницу температур кластеров батарей за счет эффективной равномерности температуры, продлевают срок службы и повышают безопасность; технология иммерсионного жидкостного охлаждения еще больше преодолевает предел рассеивания тепла и поддерживает сценарии высокоскоростной зарядки и разрядки.
Структурная оптимизация повышает эффективность рассеивания тепла: многоканальная параллельная конструкция реализует равномерный поток охлаждающей жидкости, а интеграция функций теплоизоляции и охлаждения блокирует путь распространения тепла.
b. Инновации в материалах и конструкциях
Высокобезопасная система материалов: высокотемпературные стойкие диафрагмы и керамические покрытия значительно задерживают цепную реакцию теплового разгона; легкие композитные материалы повышают прочность конструкции и защитные характеристики, одновременно снижая вес.
Инновации в элементах и модулях аккумуляторных батарей: новая конструкция элементов аккумуляторных батарей снижает циркуляцию и продлевает срок службы за счет оптимизации внутренней структуры, а технология интеграции модулей улучшает использование пространства и эффективность рассеивания тепла.
c. Интеграция управления температурой
Интегрированное проектирование на уровне системы: интегрированное решение глубоко интегрирует управление батареями, противопожарную защиту и управление температурой, поддерживает гибкое развертывание и адаптируется к экстремальным условиям.
Интеллект и совместное управление: модели искусственного интеллекта прогнозируют состояние батареи в режиме реального времени и оптимизируют распределение энергии, а системы противопожарной защиты и управления температурой связаны для достижения быстрого реагирования.
Управление полным жизненным циклом: управление замкнутым контуром от проектирования до вывода из эксплуатации в сочетании с цифровым мониторингом и облачной оценкой состояния значительно повышает надежность системы.
Инновация в области безопасности технологии хранения энергии является не только результатом технологической итерации, но и реконструкцией базовой логики энергетической системы. Благодаря глубокой интеграции материалов, структур и интеллекта отрасль прорывается сквозь многочисленные оковы плотности энергии, безопасности и стоимости и создает трехмерную защитную сеть от микроэлементов до макросистем. Синергия технологии жидкостного охлаждения и динамического раннего оповещения, взаимодополняемость материалов, устойчивых к высоким температурам, и легкой конструкции, а также замкнутая логика управления полным жизненным циклом совместно очерчивают будущее видение высокобезопасных и высокоэффективных систем хранения энергии. Благодаря прорывам в передовых технологиях, таких как квантовые материалы и твердотельные батареи, отрасль хранения энергии ускорится к новой эре внутренней безопасности и крупномасштабного применения, внося долгосрочную энергию в низкоуглеродную и интеллектуальную трансформацию глобальной энергетической системы.
Мы будем регулярно обновлять технологии и информацию о тепловых проектах и оптимизации, и делиться этой информацией с вами для справки. Благодарим вас за интерес к компании Walmate.

Поскольку системы хранения энергии развиваются в сторону большой емкости и высокой плотности энергии, соответствие размеров и совместимость корпусов батарей ESS стали основными вопросами для повышения эффективности и надежности системы. В этой статье объединены новейшие инженерные проекты, запатентованные технологии и тенденции отрасли для анализа с трех измерений: использование пространства, модульная совместимость, а также расположение ячеек и конструкция опоры.
1- Оптимизация использования пространства
Улучшение использования пространства интеграции систем хранения энергии по сути является двусторонним движением итерации технологий и требований сценария. Благодаря совместным инновациям таких технологий, как аккумуляторные элементы большой емкости, модульная архитектура и интеграция жидкостного охлаждения, отрасль переходит от «обширного штабелирования» к «экстремальному повторному использованию пространства».
а. Применение аккумуляторных элементов большой емкости: скачок плотности энергии и эффективности
Краткое изложение идей: применение аккумуляторных элементов большой емкости по сути заключается в снижении внутреннего структурного уровня аккумуляторного блока и непосредственном улучшении использования пространства аккумуляторного элемента в аккумуляторном блоке. Традиционные аккумуляторные блоки используют трехуровневый режим интеграции «аккумуляторный элемент → модуль → аккумуляторный блок», а структура модуля (поперечная балка, продольная балка, болты и т. д.) приводит к низкому использованию пространства. Аккумуляторные элементы большой емкости могут напрямую пропускать уровень модуля, удлиняя или увеличивая объем отдельного элемента, и использовать технологию CTP (Cell to Pack) для прямой интеграции аккумуляторного элемента в аккумуляторный блок. Техническое ядро: используйте сверхбольшие аккумуляторные элементы емкостью 600 Ач+, чтобы уменьшить количество аккумуляторных элементов и точек подключения, а также увеличить емкость отдельного элемента.
б. Пространственное повторное использование и оптимизация затрат: от «укладки компонентов» к «многомерному повторному использованию»
Краткое изложение идей: Пространственное повторное использование и оптимизация затрат — это две стороны одной медали, и их основная логика заключается в том, чтобы сломать физические и стоимостные границы традиционных систем хранения энергии посредством структурного упрощения, функциональной интеграции, итерации материалов и стандартизированного дизайна.
Основа пространственного повторного использования — сокращение промежуточных звеньев посредством предельного упрощения структурного уровня. Например: конструкция высоковольтного ящика «два в одном»: запатентованная технология Jiangsu Trina Energy Storage объединяет два высоковольтных ящика в один, разделяя общее положительное/отрицательное реле и электрическое соединение, сокращая горизонтальное занимаемое пространство на 30% и снижая стоимость электрических компонентов на 15%.
Междоменное повторное использование функциональных модулей, интеграция структурных частей и каналов отвода тепла, например, интеграция пластины жидкостного охлаждения с нижней пластиной корпуса и совместное использование пространства между трубкой жидкостного охлаждения и структурной опорой, что сокращает на 15% количество независимых компонентов отвода тепла; корпус батареи как структурная часть: лезвийная батарея BYD обеспечивает прочность опоры за счет длинных и тонких боковых стенок ячейки батареи, устраняя каркас модуля и увеличивая коэффициент использования пространства до 60%-80%. Глубокая оптимизация электрической топологии, например, топология каскада высокого напряжения сокращает количество параллельных цепей за счет увеличения емкости и уровня напряжения отдельных ячеек (например, интеллектуального струнного накопителя энергии Huawei), уменьшая физическое пространство стека батареи на 20% и сокращая время отклика системы на 50%. Общая конструкция реле, высоковольтный шкаф «два в одном» компании Jiangsu Trina Energy Storage позволяет двум линиям использовать одно и то же реле, что сокращает количество реле и длину кабеля на 50% и повышает эффективность установки на 30%.
2- Расположение ячеек и конструкция опоры: баланс нагрузки, рассеивания тепла и виброустойчивости
Суть расположения ячеек заключается в игре между использованием пространства, распределением тепла и механической устойчивостью. Физическая форма и направление расположения ячейки напрямую влияют на эффективность заполнения пространства:
a. Оптимизация расположения ячеек
Конструкция перевернутой ячейки: поверните взрывозащищенный клапан ячейки вниз, чтобы тепловой разгонный выпуск и нижнее шаронепроницаемое пространство были общими, освобождая пространство по высоте ячейки и достигая использования объема.
Ложная компоновка ячеек: оптимизируйте использование пространства в направлении высоты аккумуляторной батареи, увеличивайте долю активных материалов и значительно увеличивайте коэффициент использования объема, чем вертикальная ячейка.
Сверхдлинные и тонкие ячейки: уменьшайте количество ячеек на единицу объема за счет длины ячейки и конструкции тонкости, а также улучшайте эффективность группировки.
b. Совместная конструкция рассеивания тепла и несущей нагрузки: направлена на достижение двойной оптимизации эффективного рассеивания тепла и прочности конструкции за счет совместных инноваций структуры, материалов и процессов.
Путь структурного проектирования:
Интегрированная структура, например, конформная конструкция пластины жидкостного охлаждения и опорной балки: встраивание канала жидкостного охлаждения в опорную балку из алюминиевого сплава для уменьшения количества независимых компонентов и улучшения использования пространства;
Многослойная и секционная компоновка, укладка аккумуляторной батареи, системы жидкостного охлаждения и BMS слоями для уменьшения взаимного влияния теплового потока и механического напряжения;
Оптимизация бионической механики, например, сотовая/гофрированная структура, проектирование сотового или гофрированного слоя сердцевины в опорной раме из алюминиевого сплава (например, запатентованное решение Mufeng.com), поглощение энергии вибрации посредством деформации и оптимизация пути рассеивания тепла.
Путь инноваций в области материалов:
Интегрированная теплопроводность и несущая способность, например, композитный волокнистый материал из алюминиевого сплава (теплопроводность ≥ 200 Вт/м·К, прочность +30%); интеллектуальный материал, слой наполнения с изменением фазы (PCM) поглощает тепло и медленно отдает его, разница температур ±1,5℃; Легкое демпфирование: эластичная силиконовая подушка поглощает вибрацию (демпфирование +40%).
Путь внедрения процесса:
Процесс точного формования, такой как экструзионное формование: используется для изготовления балок из алюминиевого сплава с жидкостным охлаждением и сложными проточными каналами;
Технология обработки поверхности, такая как создание слоя оксида керамики на поверхности алюминиевого сплава для повышения коррозионной стойкости (испытание в соляном тумане ≥1000 ч), при одновременном повышении эффективности рассеивания тепла (излучательная способность поверхности увеличена на 20%);
Интеллектуальный процесс сборки, динамическая регулировка предварительной нагрузки, такая как интеграция датчиков давления и электроприводов для регулировки предварительной нагрузки болтов (5-20 кН) в режиме реального времени, чтобы избежать повреждения элемента батареи избыточным давлением.
c. Скоординированная конструкция несущей способности и виброустойчивости опорной конструкции: опорная система должна соответствовать двойным требованиям статической несущей способности (вес элемента батареи + давление штабелирования) и динамической виброустойчивости (транспортировка/удары землетрясения).
3-Модульность и совместимость: стандартизированный интерфейс и масштабируемая архитектура
Суть стандартизированного интерфейса, адаптируемого к батареям разных размеров, заключается в достижении гибкого расширения спецификаций батарей на единой платформе посредством совместных инноваций в области механического, электрического и теплового управления. Текущая технология перешла от статической совместимости к динамической настройке и в будущем будет развиваться в сторону интеллекта, легкости и кросс-сценарной интеграции.
а. Совместные инновации механической структуры:
Стандартизация механического интерфейса: определение унифицированного размера соединительного устройства.
Модульная конструкция аккумуляторного блока/шкафа: создание масштабируемых модулей и аккумуляторных шкафов с использованием ячеек батарей стандартизированного размера (например, батареи 280 Ач, 314 Ач), поддерживающих гибкие комбинации различных требований к емкости.
Рисунок 1-Корпус аккумуляторной батареи ESS 280 А·ч
b. Динамическая настройка электрической системы
Стандартизированные протоколы связи и интерфейсы, такие как совместимость с BMS: сформулируйте унифицированный протокол связи BMS (система управления батареями) для поддержки бесшовного соединения с PCS и аккумуляторными ячейками разных производителей; динамическая регулировка мощности с помощью виртуального управления инерцией и алгоритма оптимизации многовременного масштаба для достижения регулировки активной/реактивной мощности в реальном времени; и адаптивная конструкция соответствия электрических параметров.
c. Интеллектуальная адаптация системы терморегулирования
Градуированные решения по терморегулированию, такие как использование огнестойкой пены с высоким отскоком, теплопроводящего клея и других материалов на уровне батареи для балансировки требований к изоляции и рассеиванию тепла и предотвращения диффузии тепла; интегрированная конструкция интегрированной пластины жидкостного охлаждения на уровне модуля и изоляционного слоя для улучшения срока службы цикла; системный уровень динамически регулирует охлаждающую способность с помощью компрессоров переменной частоты и нескольких ветвей охлаждения.
Интеллектуальный мониторинг и прогнозирование, слияние нескольких датчиков. Расположите датчики температуры в ключевых местах, таких как полюса батареи и большие поверхности, для достижения высокоточного получения температуры; Технология цифровых двойников оптимизирует стратегию рассеивания тепла в режиме реального времени с помощью облачного мониторинга и предиктивного обслуживания.
4-Резюме
Оптимизация пространства корпуса батареи ESS перешла от единичного структурного улучшения к многомерным совместным инновациям:
Слияние материалов, структуры и алгоритма, например, сочетание корпуса из углеродного волокна + технологии CTP + алгоритма компоновки ИИ, станет мейнстримом.
Модулизация и стандартизация ускоряются, а стандартизированная конструкция с Pack в качестве наименьшей функциональной единицы будет способствовать снижению затрат и повышению эффективности в отрасли.
Глубокая связь управления тепловым режимом и использования пространства, иммерсионного жидкостного охлаждения и технологии динамического контроля температуры еще больше высвобождают потенциал пространства.
Мы будем регулярно обновлять технологии и информацию о тепловых проектах и оптимизации, и делиться этой информацией с вами для справки. Благодарим вас за интерес к компании Walmate.
С взрывным ростом вычислительной мощности ИИ и постоянным увеличением плотности мощности центров обработки данных традиционная технология воздушного охлаждения больше не может удовлетворить потребности в рассеивании тепла. Технология жидкостного охлаждения стала необходимостью благодаря своим преимуществам эффективного рассеивания тепла, энергосбережения и снижения потребления. В технологии жидкостного охлаждения конкуренция между холодной пластиной и погружением особенно острая. В этой статье будут проанализированы преимущества и недостатки этих двух технологий с точки зрения технических характеристик, сценариев применения, экономической эффективности и будущих тенденций, а также будут изучены их будущие доминирующие направления.
1- Сравнение технических характеристик: тип холодной пластины имеет сильную совместимость, а тип погружения имеет более высокую эффективность рассеивания тепла
a. Жидкостное охлаждение холодной пластиной: «реформатор» с плавным переходом
Сильная совместимость: нет необходимости значительно изменять структуру сервера, он совместим с инфраструктурой существующего центра обработки данных с воздушным охлаждением, с низкой стоимостью модификации и коротким циклом.
Высокая безопасность: охлаждающая жидкость не вступает в прямой контакт с электронными компонентами, риск утечки низок, и риск может быть дополнительно снижен за счет модульной конструкции (например, быстросменных соединений и избыточных труб).
Высокая зрелость: технология холодной пластины широко использовалась в таких сценариях, как совместные проекты Alibaba Cloud Qiandao Lake Data Center и Intel, на которые приходится 90% текущего рынка жидкостного охлаждения.
Ограничения: тип холодной пластины может охватывать только некоторые высокомощные компоненты (такие как ЦП и ГП), а остальное тепло по-прежнему должно полагаться на воздушное охлаждение для содействия рассеиванию тепла. Значение PUE обычно составляет 1,1–1,2, что немного выше, чем у иммерсионного типа.
б. Иммерсионное жидкостное охлаждение: «новатор» с эффективным теплоотводом
Иммерсионное жидкостное охлаждение полностью погружает сервер в изолирующий хладагент и обеспечивает полное рассеивание тепла устройства посредством прямого контакта. Его основные преимущества включают:
Чрезвычайная энергоэффективность: теплопроводность жидкости в 20–30 раз выше, чем у воздуха, PUE может быть всего 1,05, а эффективность рассеивания тепла увеличивается более чем в 3 раза.
Экономия места: объем системы охлаждения составляет всего 1/3 от объема воздушного охлаждения, а плотность мощности одного шкафа может достигать более 50 кВт, что подходит для сценариев с высокой плотностью, таких как суперкомпьютеры ИИ.
Тихое и экологически чистое: вентиляторы не требуются, шум снижается более чем на 90%, а загрязнение пылью отсутствует, что продлевает срок службы оборудования.
Проблемы: для погружения требуются индивидуальные серверы, стоимость охлаждающей жидкости составляет до 60% (например, фторированной жидкости), первоначальные инвестиции высоки, а экологичность необходимо улучшить.
2-Дифференциация сценариев применения: средне- и краткосрочный тип холодной пластины доминирует, долгосрочный потенциал типа погружения раскрывается
a. Тип холодной пластины: «рентабельный выбор» для преобразования запасов и строительства новых IDC
Реконструкция старых центров обработки данных: тип холодной пластины может быстро адаптироваться к существующей архитектуре с воздушным охлаждением, с коротким циклом преобразования и контролируемыми затратами. Например, модульное решение, разработанное Intel и Bih, снижает сложность развертывания за счет стандартизированной конструкции холодной пластины.
Сценарии средней и высокой плотности вычислительной мощности: тип холодной пластины уже поддерживает мощность 130–250 кВт на шкаф (например, графический процессор NVIDIA серии B), что соответствует большинству потребностей в обучении ИИ.
b. Тип погружения: «окончательное решение» для суперкомпьютеров и экологически чистых центров обработки данных
Вычислительная мощность сверхвысокой плотности: мощность шкафа следующего поколения чипов (например, серии NVIDIA Rubin) превысит 1000 кВт, и тип погружения станет единственным возможным решением.
Потребности в зеленой экономии энергии: PUE иммерсионного типа близок к 1,05, а эффективность рекуперации отработанного тепла достигает 90% (например, решение Lenovo), что соответствует целевой политике «двойного углерода».
c. Текущая рыночная ситуация
Тип холодной пластины доминирует на текущем рынке: в 2025 году тип холодной пластины составит 80%-90% рынка жидкостного охлаждения, а тип иммерсионного — менее 10%. Кроме того, были сформированы стандартизированные интерфейсы (например, конструкция холодной пластины OCP компании Intel), а решения от таких производителей, как Inspur и Sugon, обладают высокой совместимостью. Внутренний проект «East Data West Computing» требует, чтобы PUE новых центров обработки данных был ≤1,25, и тип холодной пластины стал первым выбором для перехода.
Погружной тип готов к использованию: решение Sugon Digital C8000 для иммерсионного фазового перехода достигло PUE 1.04, а центр обработки данных «Kirin» компании Alibaba Cloud подтвердил осуществимость однофазного иммерсионного типа. Мощные чипы, такие как графический процессор NVIDIA B200 (1000 Вт+), форсируют приложения иммерсионного типа, а плотность вычислительной мощности жидкостного охлаждения увеличивается на 30–50%. ЕС планирует запретить фторированные жидкости в 2028 году, а отечественные исследования и разработки охлаждающих жидкостей на основе углеводородного/силиконового масла ускоряются (например, серия «Kunlun» компании Sinopec).
3-Авторитетное мнение PK
Фракция холодной пластины: Холодная пластина является «ледоколом» популяризации жидкостного охлаждения и по-прежнему будет занимать 80% рынка жидкостного охлаждения в течение следующих пяти лет. Иммерсионный тип должен дождаться, пока энергопотребление чипа не превысит критическую точку.
Фракция иммерсии: Иммерсия с изменением фазы является окончательной формой жидкостного охлаждения, а холодная пластина — лишь переходным решением. Когда энергопотребление одного чипа превысит 800 Вт, иммерсия станет единственным выбором.
Нейтральная фракция: Дифференциация технических маршрутов отражает стратификацию спроса на вычислительную мощность. Холодная пластина обслуживает «Восточные данные», а иммерсия поддерживает «Западные вычисления». Двухпутевая параллельная разработка станет главной темой на следующие десять лет.
4-Возможности и стратегии отрасли
Стоимость и экологическая игра: Холодная пластина имеет краткосрочное преимущество, а иммерсионный тип должен снизить затраты, чтобы выйти из тупика.
Холодная пластина: Оптимизация материалов (медно-алюминиевый композит), повышение точности обработки (процесс предотвращения утечек) и продвижение модульной и стандартизированной конструкции.
Погружение: Разработка экономически эффективных охлаждающих жидкостей (например, однофазной иммерсионной жидкости), совместимых шкафов и сотрудничество с производителями микросхем для настройки решений охлаждения.
Технический резерв: Изучение двухфазной охлаждающей пластины и интеллектуальной системы мониторинга (например, динамической регулировки потока ИИ) для удовлетворения будущего спроса на высокую мощность.
5-Вывод
Краткосрочная перспектива (2025-2027): Холодная пластина доминирует в общих сценариях, а уровень проникновения иммерсии увеличивается до 15%-20%; Долгосрочная перспектива (2030+): Иммерсионный тип с изменением фазы становится основным в области высокой вычислительной мощности, а холодная пластина отступает на рынок средней и низкой плотности.
Выигрышная рука: Стоимость охлаждающей жидкости, скорость скачка энергопотребления микросхемы, международная политика защиты окружающей среды.
Мы будем регулярно обновлять технологии и информацию о тепловых проектах и оптимизации, и делиться этой информацией с вами для справки. Благодарим вас за интерес к компании Walmate.

С быстрым развитием новых энергетических транспортных средств и отраслей хранения энергии, легкий вес, высокая безопасность и эффективное управление температурой стали основными требованиями. Наша компания глубоко вовлечена в область обработки материалов из алюминиевых сплавов. Опираясь на передовой выбор материалов, процесс формовки и технологию сварки, мы сосредоточены на исследованиях, разработках и производстве поддонов для батарей, пластин жидкостного охлаждения, коробок для хранения энергии и радиаторов. Алюминиевый сплав стал идеальным выбором для легкого веса и управления температурой нового энергетического оборудования благодаря своей низкой плотности (около 2,7 г/см³), высокой прочности, коррозионной стойкости и отличной теплопроводности (теплопроводность составляет около 150-220 Вт/м·К).
1- Выбор материала из алюминиевого сплава и основные соображения
Различные продукты предъявляют существенно разные требования к эксплуатационным характеристикам алюминиевых сплавов, и необходимо сочетать прочность, коррозионную стойкость, свариваемость и технологическую приспособляемость для комплексного выбора материалов:
a. Поддон для батареи
Обычные марки: 6061-T6, 6005A-T6, 6063-T6.
Основание выбора:
·Должен соответствовать пределу прочности на растяжение ≥ 240 МПа (например, 6061-T6) для прохождения национальных стандартных испытаний на экструзию, падение и удар шаром;
·Высокие требования к свариваемости, необходимо избегать термических трещин (предпочтительно серия 6xxx, усиленная Mg/Si);
·Коррозионная стойкость улучшается за счет анодирования или алюминиевого плакирования.
Рисунок 1. Поддон для батареи из алюминиевого сплава
b. Ящик для хранения энергии
Обычные марки: 5083, 6061-T6 (прочность и коррозионная стойкость).
Основание выбора:
·Необходимо выдерживать вибрационные и ударные нагрузки, предел текучести должен быть ≥200 МПа;
·Высокие требования к обработке поверхности для предотвращения электрохимической коррозии.
c. Пластина жидкостного охлаждения
Обычные марки: 3003, 6061/6063, 6082.
Основание выбора:
·Высокая теплопроводность и коррозионная стойкость;
·Канал жидкостного охлаждения требует сложной формовки, и предпочтительны серии 6xxx с отличными характеристиками экструзии.
2-Различия в производительности процесса и трудности обработки
Обработка алюминиевых сплавов должна адаптироваться к их физическим свойствам, особенно при резке, ЧПУ, сварке и обработке поверхности:
a. Резка и обработка ЧПУ
Трудности:
· Высокоточная обработка отверстий подвержена образованию заусенцев или деформаций (например, выступов на кромке ступенчатых отверстий) из-за пластичности материала;
· Тонкостенные конструкции (например, каналы потока пластины жидкого охлаждения) должны контролировать силы резания, чтобы предотвратить коробление.
Решение:
· Используйте инструменты с алмазным покрытием для улучшения остроты кромок и снижения деформации экструзии;
· Оптимизируйте параметры обработки (например, высокую скорость и низкую подачу) и взаимодействуйте с общим оборудованием ЧПУ для достижения стабильной обработки.
b. Процесс сварки
Основные проблемы:
· Оксидная пленка (температура плавления Al₂O₃ 2050 ℃) затрудняет сплавление и легко приводит к образованию пор и шлаковых включений;
· Некоторые сплавы имеют высокую склонность к образованию горячих трещин, поэтому необходимо контролировать линейную энергию и состав сварочной проволоки.
Предпочтительные процессы:
·TIG-сварка (источник переменного тока): подходит для тонких пластин, а оксидная пленка удаляется «катодной очисткой»;
·MIG-сварка (высокий ток + гелиевая газовая смесь): высокая эффективность сварки для толстых пластин и контролируемый подвод тепла.
Рисунок 2- Сварка поддона аккумуляторной батареи
c. Обработка поверхности
·Изоляционное покрытие, устойчивое к давлению: наносится на поддон аккумуляторной батареи и внутреннюю часть коробки Pack, оно должно пройти испытание давлением (≥3000 В постоянного тока/1 мин), толщина покрытия составляет 20–50 мкм, чтобы обеспечить безопасность изоляции в условиях высокого напряжения;
·Изоляционное и осушающее покрытие: для коробки Pack для хранения энергии используются гидрофобные материалы (например, фторуглеродная смола) для снижения риска внутренней конденсации, а значение дин составляет ≥34 для обеспечения адгезии;
·Покрытие для защиты от столкновений: используется для внешней стенки поддона аккумуляторной батареи, выбран полиуретановый эластомер (твердость ≥80 по Шору А), а ударопрочность улучшена более чем на 30%;
·Анодирование: обычная антикоррозионная обработка, погрешность толщины пленки ≤3 мкм, подходит для сложных конструкций.
3- Проверочный осмотр и адаптируемость оборудования
Для соответствия стандартам новой энергетической отрасли (таким как GB/T31467.3, UL2580) требуются многомерная проверка и адаптация процесса:
a. Проверочный осмотр
· Прочность конструкции: проверка несущей способности, экструзии и ударопрочности лотка с помощью конечно-элементного моделирования (максимальное напряжение ≤ предел текучести материала);
· Испытание на герметичность: система жидкостного охлаждения использует обнаружение утечек гелия (скорость утечки ≤1×10⁻⁶ мбар·л/с) и циклическое испытание давлением (0,5-1,5 МПа/5000 раз);
· Проверка характеристик покрытия:
Испытание изоляционного покрытия на выдерживаемое напряжение (5000 В постоянного тока/60 с без пробоя);
Покрытие против столкновений выдерживает удар падающим шаром (стальной шар 1 кг высотой 1 м) и испытание солевым туманом (1000 ч без отслаивания).
б. Оптимизация адаптивности оборудования
· Общая трансформация оборудования с ЧПУ: благодаря высокоточной конструкции приспособления и алгоритму динамической компенсации деформация обработки тонкостенных деталей может составлять ≤0,1 мм;
· Библиотека параметров сварки: установите стандартные параметры сварки (такие как ток и скорость подачи проволоки) для различных марок алюминиевых сплавов, чтобы сократить цикл отладки;
· Автоматизированное напыление покрытия: используйте многоосевое роботизированное напыление в сочетании с технологией инфракрасного отверждения, погрешность равномерности покрытия составляет ≤5%.
Заключение
Широкое применение алюминиевых сплавов в новом энергетическом оборудовании — это не только победа материаловедения, но и проявление технологических инноваций. Наша компания продолжит изучать новые алюминиевые сплавы, которые отличаются высокой прочностью, коррозионной стойкостью и простотой обработки, а также будет способствовать повышению производительности таких изделий, как поддоны для аккумуляторных батарей и пластины жидкостного охлаждения, за счет технологических инноваций, помогая отрасли двигаться к эффективному и легкому будущему.
Мы будем регулярно обновлять технологии и информацию о тепловых проектах и оптимизации, и делиться этой информацией с вами для справки. Благодарим вас за интерес к компании Walmate.
Поскольку плотность мощности электронных устройств продолжает расти, проектирование рассеивания тепла стало ключевым звеном, влияющим на надежность и срок службы системы. Как профессиональный производитель с 19-летним опытом в области управления температурой, мы объединяем типичные инженерные случаи с опытом многофизического полевого моделирования, чтобы глубоко проанализировать пять основных технических недоразумений, которые инженеры склонны упускать из виду в сценариях высокой мощности, и предоставить решения, соответствующие отраслевой практике.
Заблуждение 1: Злоупотребление материалами с высокой теплопроводностью, отклонение расчета теплового сопротивления интерфейса
Типичная проблема: Чрезмерное стремление к теоретическим значениям теплопроводящих материалов, игнорирование инженерной реальности теплового сопротивления контакта интерфейса.
Анализ случая: Некий модуль рассеивания тепла автомобильного лазерного радара использует чистую медную подложку (теплопроводность 401 Вт/м·К), но толщина покрытия материала теплового интерфейса (TIM) не контролируется точно (проектная 0,1 мм, фактическое отклонение ±0,05 мм), а измеренное тепловое сопротивление контакта достигает 0,6 °C·см²/Вт, в результате чего температура перехода ПЛИС превышает стандартную на 22%. После перехода на предварительно сформированные термопрокладки (допуск ±0,02 мм, тепловое сопротивление <0,03 °C·см²/Вт) и объединения с процессом вакуумного спекания температура перехода снижается на 17 °C, а среднее время безотказной работы (MTBF) увеличивается до 100 000 часов.
План оптимизации:
Выбор материала: в соответствии со стандартом ASTM D5470 измеряется тепловое сопротивление TIM, и предпочтительными являются материалы с фазовым переходом или наполненные металлом эластомеры.
Управление процессом: используйте автоматическое дозирующее оборудование (точность ±3%), чтобы обеспечить допуск по толщине <10% и избежать воздушных зазоров.
Заблуждение 2: Несоответствие организации воздушного потока в системе воздушного охлаждения, локальные горячие точки выходят из-под контроля
Типичная проблема: слепое размещение вентиляторов, игнорирование согласования импеданса канала потока и эффекта разделения пограничного слоя.
Пример проектирования: кластер графических процессоров центра обработки данных использует 4 вентилятора 12038 (объем воздуха 200 куб. футов в минуту), но из-за неправильной конструкции угла воздуховода (прямой угол изгиба 90°) фактический эффективный объем воздуха составляет всего 65% от номинального значения, а локальная разница температур достигает 40°C. После оптимизации моделирования CFD воздуховод изменяется на постепенно расширяющийся канал потока (угол диффузии <7°), и принимается ступенчатое расположение ребер (градиент интервала увеличивается с 2 мм до 3,5 мм), общее сопротивление воздуха снижается на 30%, а разница температур в горячих точках контролируется в пределах 8°C.
Основная стратегия:
Проектирование поля потока: Испытания в аэродинамической трубе проводятся в соответствии со стандартом ISO 5801 для оптимизации соотношения площади входа и выхода (рекомендуется 1:1,2).
Динамическое управление: на основе кривой Q-H вентилятора с ШИМ точка сопротивления системы подбирается в соответствии с диапазоном максимальной эффективности (обычно 60–80 % от максимального объема воздуха).
Заблуждение 3: Несоблюдение требований по защите окружающей среды ускоряет старение материала
Типичная проблема: внимание уделяется только первоначальным характеристикам рассеивания тепла, при этом игнорируются эффекты долгосрочного воздействия окружающей среды, такие как влажность, жара, пыль и соляной туман.
Анализ случая: преобразователь морской ветровой энергии использует радиатор из алюминиевого сплава 6061 (поверхность анодирована). После работы в условиях соляного тумана в течение 6 месяцев оксидный слой отслоился, что привело к увеличению контактного теплового сопротивления на 50%, а частота отказов IGBT резко возросла. Переход на алюминиевый сплав 5052 (стойкость к соляному туману >1000 ч) и напыление полиуретановой трехкомпонентной краски (толщина 50 мкм, в соответствии со стандартом IEC 60068-2-11) снизила частоту отказов в полевых условиях за 3 года на 75%.
Конструктивные особенности:
Технология покрытия: плазменное напыление керамического покрытия Al2O3 (теплопроводность 30 Вт/м·К, термостойкость >800 °C) используется в условиях высоких температур.
Конструкция уплотнения: уровень защиты IP69K (двухпроходное силиконовое уплотнение + предохранительный клапан) для обеспечения нулевого проникновения пыли/водяного пара.
Заблуждение 4: Отсутствие моделирования переходной тепловой нагрузки и неправильный выбор материалов с фазовым переходом
Типичная проблема: Решение по рассеиванию тепла, разработанное с помощью моделирования стационарного состояния, не может справиться с импульсами мощности на уровне миллисекунд.
Измеренные данные: Твердотельный усилитель мощности подвергается воздействию импульсной нагрузки 2 мс при 2000 Вт в базовой станции 5G. Переходное повышение температуры традиционного решения с алюминиевой подложкой достигает 55 °C, в то время как микрокапсульный материал с фазовым переходом (композит парафин/графен, скрытая теплота фазового перехода 220 Дж/г) в сочетании с переходным термическим моделированием (длительность переходного шага ANSYS Icepak 1 мс) используется для управления повышением температуры до 18 °C, что соответствует требованиям испытаний на ударопрочность MIL-STD-810G.
Технология динамического управления:
Упаковка с фазовым переходом: сотовая структура используется для инкапсуляции материала с фазовым переходом (пористость>70%), чтобы избежать утечки жидкости и повысить эффективность диффузии тепла.
Калибровка модели: Граничные условия моделирования корректируются на основе инфракрасного тепловидения (частота дискретизации 100 Гц), погрешность составляет <±1,5°C
Заблуждение 5: Оценка TCO односторонняя и игнорирует скрытые затраты на эксплуатацию и обслуживание
Типичная проблема: сравнивается только начальная стоимость оборудования, а потери от потребления энергии/обслуживания/простоев не подсчитываются.
Сравнение затрат: изначально на заводе по производству полупроводников использовались шкафы с воздушным охлаждением (первоначальная стоимость 500 000 юаней) с годовым счетом за электроэнергию в 1,2 млн юаней (PUE=1,8). После модернизации до двухфазного иммерсионного жидкостного охлаждения (первоначальная стоимость 1,8 млн юаней) годовой счет за электроэнергию снизился до 450 000 юаней (PUE=1,05), а из-за снижения нагрузки на кондиционирование воздуха в чистых помещениях годовая совокупная экономия достигла 900 000 юаней, а дополнительные инвестиции могут быть окуплены за 2,1 года (IRR>25%).
Модель принятия решения:
Усовершенствованное моделирование: Внедрение моделирования Монте-Карло для количественной оценки влияния частоты отказов оборудования (распределение Вейбулла) на совокупную стоимость владения.
Наложение политик: В сочетании с механизмами налога на выбросы углерода (такими как EU CBAM) выбросы углерода жидкостными системами охлаждения за весь их жизненный цикл сокращаются на 60%, и получается дополнительная субсидия в размере 15%
Заключение: модернизация парадигмы теплового проектирования с основанной на опыте на основанную на данных
Стандартизированный процесс: внедрение стандарта теплового испытания JESD51-14 на этапе концептуального проектирования для избежания доработок в дальнейшем (проектный цикл определенного оптического модуля сокращается на 30%).
Многопрофильное сотрудничество: благодаря объединению COMSOL Multiphysics электромагнитных потерь (извлечение HFSS) и поля тепловой деформации эффективность рассеивания тепла радиолокационного компонента TR повышается на 40%.
Интеллектуальная эксплуатация и обслуживание: развертывание датчиков температуры волоконно-оптической решетки (точность ±0,1 °C) и цифровых платформ двойников для прогнозирования неисправностей (неожиданное время простоя суперкомпьютерного центра сокращается на 90%).
Благодаря строгому инженерному мышлению и полносвязной проверке данных инженеры-тепловики могут точно избегать «невидимых убийц» и закладывать основу для высоконадежных систем. Как специалисты отрасли, мы стремимся предоставлять комплексные решения от материалов до систем и совместно с клиентами решать проблемы терморегулирования.
Мы будем регулярно обновлять технологии и информацию о тепловых проектах и оптимизации, и делиться этой информацией с вами для справки. Благодарим вас за интерес к компании Walmate.
1- Специальные требования к допускам для ключевых деталей
При производстве поддонов для аккумуляторных батарей электромобилей и корпусов аккумуляторных батарей с жидкостным охлаждением контроль допусков ключевых соединительных поверхностей и интерфейсов напрямую влияет на герметичность, эффективность рассеивания тепла и точность сборки.
a. Поверхность установки пластины жидкостного охлаждения
Пластина жидкостного охлаждения является основным компонентом системы терморегулирования батареи. Плоскостность ее установочной поверхности напрямую влияет на герметичность канала потока охлаждающей жидкости. Если плоскостность выходит за пределы допуска, это приведет к неравномерному сжатию силиконовой прокладки, что приведет к локальной утечке или повышенному тепловому сопротивлению.
b. Несоосность сварного шва
В поддоне батареи часто используется сварная конструкция из алюминиевого сплава. Несоосность сварного шва приведет к концентрации напряжений и сокращению усталостной долговечности. Особенно в сценариях с высокими требованиями к герметичности корпуса аккумуляторной батареи (например, IP67), несоосность должна строго контролироваться.
c. Отверстие для позиционирования модуля батареи
Отверстие для позиционирования используется для точной фиксации модуля батареи. Избыточный допуск приведет к смещению модуля, что приведет к отказу электрического соединения или риску механической вибрации.
d. Фиксация положения отверстия для болта
Отверстие для болта используется для соединения корпуса аккумуляторной батареи с шасси. Отклонение положения вызовет напряжение при сборке и даже приведет к поломке болта.
e. Прямолинейность края корпуса аккумуляторной батареи
Прямолинейность края корпуса аккумуляторной батареи влияет на сборку верхней и нижней крышек и уровень защиты IP, особенно для корпусов, сваренных лазером, где край необходимо использовать в качестве ориентира для отслеживания лазерной головки.
2-Влияние допуска на размер на эффективность производства
Влияние допуска на размер на эффективность производства в основном отражается в его балансе между потоком обработки, контролем затрат и качеством продукции. Разумная конструкция допуска может не только обеспечить функциональность продукта, но и оптимизировать производственный ритм. Влияние разумного контроля допуска на эффективность производства в основном отражается в следующих аспектах:
a. Баланс между точностью обработки и себестоимостью производства
· Хотя строгий допуск на размер может улучшить точность герметизации и сборки, требуются высокоточное оборудование для обработки и сложные процессы, что значительно увеличивает инвестиции в оборудование и время обработки.
· Чрезмерное стремление к точности может привести к увеличению затрат на обработку. Необходимо установить строгие допуски в ключевых функциональных частях, а допуски следует соответствующим образом смягчить в некритических областях для снижения затрат.
b. Контроль скорости доработки и скорости брака
· Разумная конструкция допуска может сократить доработку, вызванную отклонением размеров.
· Сварочная деформация является основной проблемой при производстве поддонов для батарей. Использование процесса холодной сварки CMT может оптимизировать подвод тепла, уменьшить деформацию после сварки и сократить цикл доработки.
c. Модульное и стандартизированное производство
· Благодаря стандартизированным компонентам требования к допускам концентрируются на локальных заменяемых деталях, что снижает общую сложность обработки.
· Стандартизированная конструкция допусков также может поддерживать многомодельную совместимость и снижать необходимость в индивидуальной обработке.
3-Отраслевые стандарты и практическое применение контроля плоскостности
Для поддонов аккумуляторных батарей для новых энергетических транспортных средств отраслевые стандарты предъявляют строгие требования:
a. Стандарт плоскостности: плоскостность поверхности установки пластины жидкостного охлаждения должна быть ≤0,2 мм, плоскостность нижней опорной пластины должна быть ≤0,5 мм/м², а погрешность плоскостности рамы после сварки должна быть ≤0,8 мм6.
b. Оптимизация производственного процесса: прецизионное фрезерование с ЧПУ, холодная сварка CMT и обработка вибрационным старением (VSR) в сочетании с онлайн-обнаружением лазерным интерферометром снижают риск деформации.
c. Выбор материала: рекомендуется использовать высокопрочные алюминиевые сплавы, такие как 6061, с пределом текучести ≥1180 МПа, принимая во внимание как легкость, так и структурную устойчивость.
4- Стратегия корректировки допусков, обусловленная материалами и процессами
a. Инновации в материалах способствуют снижению веса
Использование легких высокопрочных алюминиевых сплавов (например, 6061) и композитных материалов (алюминиевая матрица, армированная карбидом кремния) в сочетании с анодированием и изоляционным покрытием позволяет добиться снижения веса на 30% и улучшить коррозионную стойкость, адаптируясь к требованиям по рассеиванию тепла в системах жидкостного охлаждения.
b. Совместная работа в процессе повышает точность производства
Цельное экструзионное формование + сварка трением с перемешиванием (FSW) сокращают количество сварных швов, холодная сварка CMT и лазерная сварка контролируют термическую деформацию.
c. Замкнутый контур обнаружения моделирования для обеспечения надежности
Моделирование CAE оптимизирует расположение ребер жесткости, лазерное сканирование и технология обнаружения утечек гелия реализуют полный мониторинг процесса, модульная конструкция совместима с допуском ±5 мм, что снижает затраты и повышает эффективность.
Мы будем регулярно обновлять технологии и информацию о тепловых проектах и оптимизации, и делиться этой информацией с вами для справки. Благодарим вас за интерес к компании Walmate.

1- Характеристики процесса сварки алюминиевого сплава для поддона батареи/ящика для хранения энергии
При производстве новых энергетических жидкостно-охлаждаемых ящиков для батарей, поддонов для батарей и других изделий каналы жидкостного охлаждения и многополостные структуры являются типичными сложными конструктивными особенностями (как показано на рисунке 1). Такие структуры часто включают в себя следующие особенности:
Рисунок 1: Типичная конструкция поддона для батареи
Трехмерное пространственное переплетение: проточные каналы распределены в змеевидной форме, с большим количеством пространственных точек поворота;
Многоуровневое соединение: основная полость и подполостные соединены тонкостенными перегородками (толщина 2-3 мм);
Особенности миниатюризации: малый размер поперечного сечения проточного канала (минимальная толщина стенки проточного канала алюминиевого профиля составляет 1,2 мм) и плохая доступность сварки.
2-Анализ сложности объединения нескольких технологий сварки при производстве поддонов для аккумуляторных батарей
В практике производства поддонов для аккумуляторных батарей необходимо объединять несколько технологий сварки, таких как скоординированное применение сварки трением с перемешиванием (FSW), холодная сварка переходом металла (CMT), традиционная сварка плавлением (TIG/MIG) и другие технологии. Это сочетание направлено на учет легкости, прочности, герметизации и эффективности производства, но также сталкивается со следующими основными трудностями:
a. Проблема скоординированного подвода тепла несколькими процессами
Различные технологии сварки (такие как FSW и лазерная сварка) имеют большие различия в подводе тепла, что может легко вызвать изменения характеристик материала и термическую деформацию, и их необходимо решать путем оптимизации последовательности сварки и регулировки параметров.
b. Узкое место совместимости и эффективности оборудования
Переключение оборудования является сложным, а требования к точности синхронизации параметров высоки. Для повышения эффективности совместной работы и сокращения времени цикла требуются модульная конструкция рабочей станции и интеллектуальные сварочные машины.
c. Проблемы баланса прочности герметизации и стоимости
Риск утечки на пересечении нескольких сварных швов высок (составляет 70% дефектов), поэтому требуется избыточная герметизация + оптимизация топологии конструкции.
3-Инженерная практика: Аккумуляторный лоток, жидкостное охлаждение PACK, координация процесса сварки
a. Планирование положения сварного шва
· Оптимизация положения сварки: На этапе проектирования продукта следует полностью рассмотреть рациональность положения сварки, чтобы избежать появления сварных швов в ключевых частях или областях, которые влияют на функции продукта. Например, отрегулируйте зазор между передней рамой и водяным соплом, чтобы предотвратить помехи от сварных швов; оптимизируйте положение сварки водяного сопла, чтобы уменьшить влияние на производительность продукта.
· Соответствие структуре продукта: Положение сварки должно соответствовать структуре продукта, чтобы гарантировать, что сварной шов может выдерживать различные нагрузки и напряжения во время использования продукта. Например, в проекте жидкостного охлаждения структурная устойчивость и надежность продукта улучшаются за счет рационального планирования положения сварки.
· Простота эксплуатации и обнаружения: Положение сварки должно быть удобным для операторов для выполнения сварочных операций и последующих проверок качества. Например, избегайте сварки в труднодоступных или плохо просматриваемых местах, чтобы повысить эффективность и качество сварки.
b. Контроль сварного шва
· Размер сварного шва: Размер сварного шва необходимо строго контролировать. Как правило, высота сварного шва должна быть в пределах 4/6 мм, а сварной шов не должен выходить за пределы плоскости, чтобы обеспечить внешний вид и точность сборки изделия. Например, в проекте жидкостной охлаждающей пластины размер сварного шва успешно контролировался путем корректировки параметров сварки и процесса, что позволило избежать влияния сварного шва на эксплуатационные характеристики и качество изделия.
· Форма сварного шва: Форма сварного шва должна быть максимально правильной, чтобы избежать чрезмерного плавления или неполного сплавления. Оптимизируя параметры сварки и методы работы, можно эффективно улучшить форму сварного шва и повысить качество сварки.
· Шлифовальная обработка: Для вогнутых следов сварки, полученных в месте сварки трением, используется шлифовальная обработка, чтобы обеспечить гладкую поверхность для соответствия требованиям к внешнему виду и эксплуатационным характеристикам изделия.
c. Оптимизация последовательности сварки
· Сварка разделов: для крупных изделий метод сварки разделов может эффективно контролировать общую деформацию. Разделив изделие на несколько областей и сваривая их последовательно, можно снизить концентрацию тепла во время процесса сварки и снизить риск термической деформации.
· Пошаговая коррекция: во время процесса сварки метод пошаговой коррекции используется для корректировки сварочной деформации во времени. Благодаря непрерывному измерению и коррекции деформации изделия во время процесса сварки обеспечивается точность размеров и форма конечного изделия в соответствии с требованиями проекта.
· Оптимизация пути сварки: рационально планируйте путь сварки, чтобы избежать повторной сварки в одной и той же области и снизить подвод тепла. Например, в проекте пластины жидкостного охлаждения было снижено подвод тепла во время процесса сварки, а качество сварки было улучшено за счет оптимизации пути сварки.
d. Совместный контроль деформации
Пластина жидкостного охлаждения подвергается термической деформации во время процесса сварки, что приводит к снижению точности размеров изделия.
Меры оптимизации:
· Используйте методы сварки перегородок и пошаговой коррекции для контроля общей деформации.
· Оптимизируйте параметры сварки, уменьшите ток и напряжение, а также уменьшите тепловложение.
· Используйте приспособления для фиксации изделия, чтобы уменьшить перемещение и деформацию во время сварки.
· Используйте симметричный метод сварки, чтобы равномерно распределить сварочное тепло.
Мы будем регулярно обновлять технологии и информацию о тепловых проектах и оптимизации, и делиться этой информацией с вами для справки. Благодарим вас за интерес к компании Walmate.
Технология CTC (Cell-to-Chassis) привлекла большое внимание, поскольку она может значительно улучшить дальность и эффективность использования пространства электромобилей, но может ли она действительно заменить традиционную технологию аккумуляторов, все еще остается спорным вопросом. Основное узкое место на стороне производства — процесс сварки поддона аккумулятора — стало ключом к определению будущего этой технологии: сложная структурная конструкция, совместимость с несколькими материалами и строгие требования к тепловому регулированию подвергли традиционную технологию сварки серьезному испытанию. Начиная с точки зрения передовых инженеров, объединяя отраслевые тенденции и инженерные практики, эта статья анализирует потенциал и ограничения технологии CTC и исследует, как технология сварки стала «пробным камнем» этой технологической революции.
1-«Идеал и реальность» технологии CTC
Технология CTC теоретически может сократить избыточные структурные детали и повысить плотность энергии за счет интеграции аккумуляторной батареи непосредственно в шасси, но осуществимость ее широкомасштабного применения сталкивается с реальными проблемами:
Радикальность и осторожность автомобильных компаний: Tesla, BYD и другие ведущие компании запустили решения CTC, но все больше производителей все еще ждут и наблюдают. Данные отрасли показывают, что по состоянию на февраль 2025 года массовые модели CTC составляют 15–20 % в мире, а традиционная технология CTP (Cell-to-Pack) по-прежнему остается основной.
«Стоимость» улучшенного срока службы батареи: хотя CTC может увеличить плотность энергии на 15–20 %, сложность конструкции шасси приводит к увеличению производственных затрат на 30–50 % (по расчетам консалтингового агентства), а баланс между затратами и выгодами пока не ясен.
Экономические противоречия в обслуживании: Интегрированная конструкция привела к резкому росту затрат на обслуживание батареи. Данные страховых компаний показывают, что частота замены аккумуляторных сборок после аварий моделей CTC достигает 70%, что намного выше, чем 25% традиционных моделей.
Эти противоречия делают будущее технологии CTC полным переменных. Сможет ли рынок преодолеть 20% зависит от трех основных переменных: прогресс массового производства Tesla Cybertruck; заставит ли ценовая война между китайскими автопроизводителями сократить издержки; и степень компромисса европейских правил по ремонтопригодности аккумуляторов. Уровень технологии сварки на производственной стороне будет ключом к определению того, сможет ли он преодолеть разрыв между лабораторным и массовым производством.
2-Три «барьера жизни и смерти» процесса сварки
Для производителей аккумуляторных лотков внедрение технологии CTC должно преодолеть три основные проблемы:
a. Игра между точностью «микронного уровня» и эффективностью
Традиционные сварочные процессы могут допускать ошибки в 0,5 мм, но лотки CTC должны переносить больше батарей, а количество швов увеличивается более чем в 3 раза, и большинство из них распределяется по изогнутым и неровным деталям. Испытания, проведенные производителем, показывают, что когда ошибка позиционирования сварки превышает 0,15 мм, выход годных сборок аккумуляторных элементов резко падает с 99% до 82%. Что еще сложнее, так это то, что повышение точности часто сопровождается снижением эффективности — хотя точность лазерной сварки высока, стоимость оборудования более чем в 5 раз выше, чем у традиционной сварки.
b. «Вода и огонь» смешанных материалов
Чтобы сбалансировать легкость и прочность, лотки CTC часто используют смешанную структуру «алюминиевый сплав + углеродное волокно + специальная сталь». Разница в коэффициентах теплового расширения различных материалов может достигать 20 раз (например, алюминий 23 мкм/м·К против углеродного волокна 0,8 мкм/м·К), что легко может привести к возникновению внутреннего напряжения во время сварки и вызвать трещины. Когда компания попыталась соединить алюминий и углеродное волокно, скорость образования трещин в сварном шве достигла 18%, что намного превышает приемлемый для отрасли порог в 3%.
c. «Невидимый убийца» зоны термического влияния
Высокая температура сварки может повредить изоляционные материалы или цепи датчиков вокруг элемента аккумулятора. Однажды автомобильная компания увеличила скорость саморазряда модуля аккумулятора на 50% из-за неправильного контроля подводимого тепла при сварке. Инженеры должны контролировать колебания температуры сварки в пределах ±15℃ в течение 0,1 секунды — это эквивалентно установке «высокоточного температурного тормоза» на сварочный пистолет.
3-Выход: нет серебряной пули, есть только системные инновации
Столкнувшись с этими проблемами, отрасль изучает три прорывных пути:
a. «Коктейльная терапия» комбинирования процессов
Гибридная лазерная дуговая сварка: сочетание точности лазерной сварки с преимуществами проплавления дуговой сварки, скорость сварки алюминиевого сплава увеличивается на 40%;
Технология холодного перехода металла (CMT): благодаря точному контролю подводимого тепла площадь зоны термического влияния уменьшается на 60%;
Интеллектуальная система компенсации робота: автоматически регулирует траекторию сварочного пистолета на основе данных сканирования сварного шва в реальном времени и увеличивает квалифицированную скорость сварки сложных криволинейных поверхностей с 75% до 95%.
b. «Предварительный компромисс» со стороны материала
Некоторые компании начали совместно разрабатывать «сварочные» композитные материалы с поставщиками материалов. Например, чувствительность к трещинам при сварке отечественного модифицированного алюминиевого сплава (материал из алюминиевого сплава, отрегулированный физическими, химическими или технологическими средствами) была снижена с уровня 7 до уровня 3 (согласно стандартам ISO). Хотя это и снижает 5% эффекта легкости, это увеличивает выход сварки до 98%.
c. «Цифровой двойник» в измерении обнаружения
Собирая все данные о процессе сварки (ток, температура, скорость и т. д.) в сочетании с моделями ИИ для прогнозирования вероятности дефектов. После того, как завод внедрил эту технологию, онлайн-уровень обнаружения дефектов сварки увеличился с 80% до 97%, а стоимость лома снизилась на 45%.
4-Новое предложение инженеров: поиск определенности в неопределенности
a. Споры по поводу технологии CTC по сути являются игрой между «системной оптимизацией» и «локальными ограничениями»:
Если прорывная скорость процесса сварки медленнее, чем ожидания автомобильных компаний по снижению затрат, CTC может стать нишевой технологией;
Если материалы, процессы и технологии испытаний совершат прорыв скоординированным образом, ожидается, что это откроет новую эру проектирования конструкций электромобилей.
b. Инженерам необходимо реконструировать возможности из двух измерений:
Интеграция междоменных знаний: понимание порога чувствительности электрохимических свойств к подводимому теплу сварки;
Способность гибкого реагирования: исследование случая европейского поставщика показывает, что команда, которая может завершить оптимизацию параметров сварки новых сплавов в течение недели, имеет в 3 раза больше вероятности получения заказов.
Технология CTC находится на перекрестке «подрывных инноваций» и «ловушки массового производства». Возможно, это не полностью заменит существующие технологии, но это заставляет процесс сварки развиваться в сторону более высокой точности, более сильной совместимости и более интеллектуального управления. В этом технологическом марафоне настоящим победителем может оказаться не самая первая автомобильная компания, а команда инженеров, которая превращает «невозможные сварные швы» в «стандартизированные интерфейсы» на производственной стороне.
Мы будем регулярно обновлять технологии и информацию о тепловых проектах и оптимизации, и делиться этой информацией с вами для справки. Благодарим вас за интерес к компании Walmate.

Поскольку технология CTP (Cell to Pack) полностью подрывает традиционную структуру аккумуляторной батареи, «роль» поддона батареи сместилась с пассивной нагрузки на активную интеграцию. Технология сварки стала основой безопасности и производительности. Требования к легкому весу (толщина стенки всего 1,5 мм), герметизации без пор и интеграции нескольких материалов (алюминий/медь/углеродное волокно) привели к тому, что традиционная сварка оказалась в дилемме деформации и дефектов. Отрасль совершает прорывы за счет инноваций в материалах, интеллектуального контроля качества и итерации процесса. В этой статье будут проанализированы разрушительные проблемы, которые CTP создает для сварки, и исследован технический путь к высокой точности и высокой надежности.
1-Анализ изменений в требованиях к структурному проектированию аккумуляторных лотков из-за технологии CTP
Технология CTP (Cell to Pack) напрямую интегрирует аккумуляторные элементы в аккумуляторный блок, устраняя модульную структуру в традиционном аккумуляторном блоке. Это технологическое новшество выдвигает всесторонние и многомерные требования к модернизации структурного проектирования аккумуляторного лотка. Ниже приведен конкретный анализ с точки зрения материалов, производительности, процесса, интеграции и т. д.:
(1) Всестороннее улучшение структурной прочности и ударопрочности
a. Требования к механическим подшипникам после устранения модуля:
После того, как технология CTP устраняет модульную структуру, аккумуляторный лоток должен напрямую нести функции поддержки, фиксации и амортизации внешних сил аккумуляторного элемента. Традиционный модуль рассеивает механическую нагрузку, в то время как лоток CTP должен поглощать деформацию расширения аккумуляторного элемента во время зарядки и разрядки в целом (например, сила расширения квадратного аккумуляторного элемента может достигать 10-20 кН), при этом выдерживая вибрацию, экструзию и ударную нагрузку во время движения транспортного средства.
b. Направление оптимизации материалов и конструкции
· Доминирование высокопрочного алюминиевого сплава: Ранняя сталь постепенно заменялась из-за ее большого веса, и 6061-T6 стал основным. Он обладает высокой удельной прочностью и сильной коррозионной стойкостью, что может соответствовать двойным требованиям легкости и высокой жесткости.
· Конструкция композитной структуры: Например, структура «двойной рамы кольцевой балки» Leapmotor повышает локальную ударопрочность за счет продольных и поперечных отсеков балки, при этом технология экструзии позволяет оптимизировать распределение материала и снизить избыточный вес.
· Исследование магниево-алюминиевого сплава и углеродного волокна: магниево-алюминиевый сплав на 30% легче традиционных алюминиевых материалов, а композитные материалы из углеродного волокна обладают как высокой прочностью, так и легким весом, но в настоящее время используются только в моделях высокого класса из-за стоимости и зрелости процесса.
(2) Требования к интегрированной герметичности и терморегулированию
а. Улучшение характеристик уплотнения
После извлечения модуля внутренняя циркуляция охлаждающей жидкости и газовая герметизация аккумуляторной батареи полностью зависят от поддона, а дефекты сварки (такие как поры и трещины) могут привести к риску утечки.
Рисунок 1. Испытание герметичности аккумуляторного лотка
б. Интеграция функций управления температурой
Лотки CTP должны включать в себя такие компоненты, как пластины жидкостного охлаждения и теплопроводящие клеи. Например, структурные клеи используются для фиксации аккумуляторных элементов и передачи напряжения расширения, а полиуретановые теплопроводящие клеи (теплопроводность > 1,5 Вт/м·К) используются для теплопередачи между аккумуляторными элементами и с трубками жидкостного охлаждения. Количество клея, используемого в одном PACK, более чем на 50% выше, чем в традиционных конструкциях. Каналы потока должны быть спроектированы внутри лотка, чтобы оптимизировать эффективность охлаждения, избегая при этом повреждения герметизации, вызванного зоной термического воздействия сварки.
(3) Облегчение веса и инновации в материалах
a. Тенденции выбора материалов
Процесс экструзии и литья под давлением алюминиевых сплавов: экструдированные алюминиевые профили используются для каркасных конструкций (например, аккумуляторный лоток Tesla 4680), а процессы литья под давлением (например, интегрированное литье под давлением) упрощают процесс сварки и снижают вес на 15%-20%.
Применение пластиковых композитных материалов: например, армированные стекловолокном материалы PA6 используются в ненесущих деталях для дальнейшего снижения веса, но необходимо решить проблему совместимости с интерфейсом металлического соединения.
б. Стратегия облегченной конструкции
Оптимизация топологии: сокращение избыточных материалов с помощью моделирования CAE и снижение веса лотка при обеспечении прочности.
Тонкостенные и интегрированные: толщина стенки лотка уменьшена с 3 мм до 1,5-2 мм, а функциональные компоненты, такие как кронштейны BMS и каналы жгутов проводов, интегрированы для уменьшения количества деталей.
(4) Интеграция и модульная конструкция
а. Высокая интеграция функциональных компонентов
Лотки CTP должны интегрировать модули, такие как система управления батареями (BMS), высоковольтные разъемы и огнестойкие изоляционные слои.
б. Модульная и совместимая конструкция
Линия сварки должна поддерживать смешанное производство нескольких моделей лотков, иметь возможность «изменения типа одним щелчком» и быть совместимой со структурами лотков разных размеров аккумуляторных элементов (например, квадратных и цилиндрических).
2-Особые проблемы инноваций технологии CTP в процессе сварки
Технология CTP (Cell to Pack) значительно улучшила использование пространства и плотность энергии, но также создала беспрецедентные проблемы для процесса сварки.
(1) Резко возросла сложность контроля дефектов сварки
a. Проблемы пористости и герметизации
После того, как технология CTP устраняет модуль, лоток для батареи должен напрямую взять на себя функцию герметизации. Поры сварки (распространенный дефект при сварке алюминиевых сплавов) напрямую приведут к риску утечки охлаждающей жидкости или проникновения газа.
b. Трещины и совместимость материалов
Высокоцинкованные алюминиевые сплавы (например, 7 серии) подвержены трещинам из-за термического напряжения во время сварки.
c. Зазор и ошибка сборки
Прямая интеграция нескольких ячеек приводит к увеличению количества точек стыковки конструкции лотка. Накопление ошибок сборки может привести к тому, что зазор сварки превысит ±1 мм.
(2) Проблемы адаптации процесса, вызванные обновлением системы материалов
a. Проблемы сварки легких материалов
Материал лотка CTP перешел от стали к алюминиевому сплаву (6061-T6, 7075-T6), магниево-алюминиевому сплаву (снижение веса на 30%) и композитным материалам из углеродного волокна. Сварка алюминиевых сплавов должна решить проблему недостаточного проплавления, вызванную трудным плавлением оксидной пленки и высокой теплопроводностью.
b. Технология соединения разнородных материалов
Когда лоток объединяет функциональные компоненты, такие как жидкостная охлаждающая пластина (медь/алюминий) и огнестойкий слой (керамический матричный композитный материал), на границе разнородных материалов склонны появляться хрупкие интерметаллические соединения.
(3) Повышение сложности конструкции и требований к точности
a. Контроль деформации крупногабаритных тонкостенных конструкций
Толщина стенки лотка CTP уменьшается с 3 мм до 1,5-2 мм, а чувствительность сварки к термической деформации резко возрастает.
b. Высокоплотные паяные соединения и эффективность процесса
Количество паяных соединений на одном поддоне увеличилось с 2000 в традиционных модулях до более чем 5000.
Рисунок 2- Сварка поддона аккумуляторной батареи
3-Модернизация производственного процесса и контроля качества
Технология CTP способствует трансформации сварки аккумуляторных лотков из «единого процесса» в «мультитехнологическое сотрудничество, интеллект и экологичность». Производителям необходимо сосредоточиться на трех основных направлениях:
Модернизация технологий: прорыв в контроле дефектов, таких как поры и трещины, и адаптация к легким материалам;
Интеллектуальный переход: полная оцифровка процесса и контроль качества с помощью ИИ для достижения высокоточного производства;
Экологическое сотрудничество: совместное создание технических стандартов с поставщиками материалов, оборудования и OEM-производителями.
Мы будем регулярно обновлять технологии и информацию о тепловых проектах и оптимизации, и делиться этой информацией с вами для справки. Благодарим вас за интерес к компании Walmate.
Алюминиевые сплавы и другие лёгкие материалы стали основным выбором благодаря своим превосходным характеристикам. Однако контроль теплового вклада, подавление деформации и стабильность процессов при сварке тонких листов остаются серьёзными вызовами для традиционных технологий. Холодный перенос металла (CMT), обладающий преимуществами низкого теплового вклада, отсутствия брызг и интеллектуального управления параметрами, предлагает инновационное решение для производства аккумуляторных поддонов.
В этой статье подробно рассматриваются стратегии точного контроля CMT-технологии при сварке тонких листов для поддонов, анализируются её адаптивность, технологические сложности и гибридные сценарии применения, чтобы обеспечить теоретическую и практическую базу для эффективного и качественного производства.
Рис. 1: CMT-сварка нижнего корпуса с жидкостным охлаждением для аккумулятора 104S
1-Требования к сварке поддонов и адаптивность CMT
Технология CMT, благодаря низкому тепловому вкладу, отсутствию брызг и интеллектуальному управлению, идеально соответствует требованиям высокой точности, низкой деформации и эффективности при сварке аккумуляторных поддонов.
(1)Ключевые требования к процессу сварки
a. Совместимость материалов и лёгкость
Поддоны чаще всего изготавливаются из алюминиевых сплавов (например, серии 6xxx, 6061) или композитов с углеволокном для премиум-моделей, что требует высокой прочности (60–70% от основного материала) и низкой плотности (алюминий: 2,7 г/см³).
Соединение разнородных материалов: Для гибридных сталеалюминиевых конструкций необходимо минимизировать деформацию, вызванную разницей коэффициентов теплового расширения.
b. Качество сварки и показатели
Низкий тепловой вклад и контроль деформации: Для тонких листов (0,3–3 мм) деформация должна быть ≤2 мм. Длинные швы требуют секционной сварки или противоискривления.
Герметичность и прочность: Швы должны быть полностью герметичны для предотвращения утечек электролита и соответствовать стандартам (например, T/CWAN 0027-2022).
Контроль пористости: Пористость при сварке алюминия должна быть ≤0,5%.
c. Эффективность и автоматизация
Скорость сварки ≥7 мм/с, время на один поддон — 5–10 минут.
Автоматизированные станции должны поддерживать двухпозиционную сборку и работу нескольких роботов.
(2)Преимущества CMT для сварки поддонов
a. Точный контроль теплового вклада
CMT снижает тепловой ввод на 33% по сравнению с MIG-сваркой, исключая прожоги для листов толщиной 0,3 мм. Чередование нагрева и охлаждения уменьшает деформацию до ≤1,5 мм (примеры BYD и BAIC).
b. Стабильность и качество
Отсутствие брызг: Механическое втягивание проволоки устраняет разбрызгивание.
Снижение пористости: Использование Ar+30% He уменьшает пористость на 50%.
Толерантность к зазорам: Допускает зазоры до 1,5 мм.
c. Интеграция с автоматизацией
Двухпозиционные станции (например, Taixiang Tech) удваивают эффективность. Симметричная сварка роботами сокращает время цикла до ≤10 минут.
2-Анализ трудностей процесса CMT для аккумуляторных лотков
Рисунок 2: Поток процесса сварки CMT
(1)Свойства материала и контроль дефектов сварки
a. Чувствительность к пористости при сварке алюминиевых сплавов
Лотки из алюминиевых сплавов (например, 6061, 6063) склонны к пористости из-за быстрого затвердевания и изменения растворимости водорода. Состав защитного газа имеет решающее значение: чистый Ar приводит к пористости ~5%, в то время как Ar+30%He снижает пористость до ≤0,5%. Регулировка индуктивности (например, отрицательная настройка) оптимизирует поток расплавленной ванны, минимизируя размер пор.
b. Горячие трещины и сегрегация состава
Сегрегация Mg, Si и т. д. в алюминиевых сплавах может вызвать охрупчивание границ зерен. Хотя низкий подвод тепла CMT снижает ЗТВ, необходим точный контроль скорости сварки и подачи проволоки, чтобы избежать недостаточного проплавления или локального перегрева.
c. Металлургическая совместимость при сварке разнородных материалов
Интерфейсы в соединениях из алюминиевой стали или алюминиевого композита (например, балки и корпуса) должны смягчать влияние хрупких фаз (например, FeAl₃) и паров цинка.
(2)Проблемы оптимизации параметров процесса
a. Балансировка проникновения и подвода тепла
Сварочные швы должны соответствовать стандартам T/CWAN 0027 по глубине проникновения (≥0,8 мм). Низкий подвод тепла CMT может привести к недостаточному проникновению, требуя регулировки длины дуги или импульсного тока для улучшения проникновения.
b. Компромисс между скоростью и стабильностью
Автоматизированные линии требуют скорости ≥1,2 м/мин, но высокие скорости рискуют нестабильностью дуги или неравномерным переносом капель.
c. Перекрытие зазоров в сложных сварных швах
Лотки часто имеют большие зазоры (0,5–1,5 мм) или нерегулярные соединения (например, Т-образные соединения).
(3) Совместимость конструкции и производственного процесса
a. Контроль деформации сварки тонких пластин
Толщина стенки поддонов из алюминиевого сплава обычно составляет 2-3 мм. Деформация традиционной сварки MAG может достигать 1,2 мм, в то время как сварка CMT может уменьшить деформацию до менее 0,3 мм за счет низкого подвода тепла. Однако необходимо сотрудничать с конструкцией антидеформационного инструмента и роботизированной симметричной сваркой (двухстанционная рабочая станция) для дальнейшего повышения точности.
b. Непрерывность и герметизация длинных сварных швов
Длина герметичного сварного шва поддона батареи может достигать нескольких метров, и необходимо избегать разрыва дуги или колебаний расплавленной ванны. Технология CMT обеспечивает однородность сварного шва посредством более чем 70 циклов повторного зажигания дуги в секунду, а уровень квалификации герметичности может быть увеличен до 99% с помощью лазерной системы слежения.
c. Синергия многопроцессных композитных приложений
Высококачественные поддоны часто используют композитный процесс CMT+FSW (сварка трением с перемешиванием): CMT используется для сложных конструкций (например, соединение между рамой и нижней пластиной). FSW используется в областях с высокой нагрузкой (например, продольные балки) для повышения прочности. Необходимо решить проблему согласования параметров соединения двух процессов (например, температуры предварительного нагрева и термообработки после сварки).
3-Типичные сценарии применения процесса CMT при производстве поддонов для батарей
(1) Соединение основной конструкции поддона для батарей
a. Сварка рамы и нижней пластины
Процесс CMT широко используется в соединении между рамой и нижней пластиной поддонов для батарей из алюминиевого сплава, особенно для длинных сварных швов и тонких пластин (толщиной 2-3 мм)
b. Соединение между балкой и нижней пластиной
В конструкции поддонов для батарей CTP, из-за уменьшенного количества балок и сложной структуры, процесс CMT используется для: Высокоточной позиционной сварки: локальное соединение между балкой и нижней пластиной (например, Т-образное соединение) должно избегать недостаточного проплавления. CMT достигает стабильного проплавления ≥ 0,8 мм за счет цифрового управления длиной дуги (например, технологии Fonis CMT Advanced). Адаптация к нескольким материалам: если балка изготовлена из алюминиево-магниевого сплава (например, 6061), а нижняя пластина — из высокопрочного алюминия, технология CMT может уменьшить поры за счет защиты смесью газов Ar+He, одновременно адаптируясь к различиям в теплопроводности различных материалов.
(2) Сварка тонких пластин и сложных геометрических конструкций
a. Сварка тонкостенных алюминиевых сплавов (2-3 мм)
Спрос на легкие аккумуляторные лотки способствует применению тонких пластин, но традиционная сварка MIG склонна к деформации. Преимущества процесса CMT:
b. Сварка сверхтонких пластин: Taixiang Automation использует технологию CMT для достижения сварки без брызг сверхтонких пластин толщиной 0,3 мм для герметизации краев аккумуляторных лотков.
c. Перекрытие сварных швов специальной формы: Для конструкций специальной формы, таких как внутренние ребра жесткости и противостолкновительные балки лотка, режим CMT Gap Bridging может заполнить зазор 0,5-1,5 мм за счет втягивания проволоки и перенаправления дуги, чтобы избежать непроваренных дефектов.
d. Сварочные швы с высокими требованиями к герметизации: Герметизация аккумуляторного лотка напрямую связана с безопасностью аккумулятора. Процесс CMT обеспечивает это следующими способами:
· Непрерывные длинные сварные швы: использование более 70 циклов повторного зажигания дуги в секунду (например, технология Fronius LaserHybrid) для обеспечения непрерывности нескольких метров сварных швов с герметичностью прохода 99%.
· Низкий контроль тепловложения: по сравнению с лазерной сваркой CMT имеет более низкое тепловложение, что снижает тепловое воздействие колебаний расплавленной ванны на слой герметика и подходит для процесса нанесения клея.
(3) Многопроцессный сценарий композитного производства
a. Композитный процесс CMT+FSW
В высококлассных линиях по производству аккумуляторных лотков CMT часто координируется со сваркой трением с перемешиванием (FSW):
Разделение труда и кооперация: CMT используется для гибкой сварки сложных конструкций (таких как рамы и соединения специальной формы), а FSW используется для областей с высокой нагрузкой (таких как продольные балки) для повышения прочности. Например, автоматизированная производственная линия Shanghai Weisheng использует комбинацию CMT+FSW+CNC для повышения эффективности производства лотков на 30%.
Оптимизация технологического соединения: производственная линия Huashu Jinming использует модульную конструкцию и достигает бесшовного соединения с FSW за счет согласования параметров предварительного нагрева (например, локального нагрева до 150 °C после сварки CMT).
b. В сочетании с технологией заклепок FDS/SPR
В технологии CTP второго поколения CMT координируется с технологиями фрикционного самозатягивания (FDS) и самопроникающей заклепки (SPR): Гибридное решение для соединения: например, несущая область рамы и нижней пластины использует FSW, в то время как съемные части (такие как пластины водяного охлаждения и изоляционные слои) предварительно позиционируются сваркой CMT, а затем фиксируются заклепками FDS, принимая во внимание как прочность, так и удобство обслуживания.
Мы будем регулярно обновлять технологии и информацию о тепловых проектах и оптимизации, и делиться этой информацией с вами для справки. Благодарим вас за интерес к компании Walmate.
На пути к экзафлопсным (Exascale) вычислениям ИИ сверхузел Huawei CloudMatrix 384 и кластер NVIDIA GB200 NVL72 стали двумя всемирно признанными технологическими вершинами. Они представляют не только разные возможности аппаратной интеграции, но и более глубоко раскрывают две фундаментальные философии построения суперкомпьютерных систем.
Один из них сравнивают с «постоянной высокой температурой», сталкиваясь с предельными проблемами отвода тепла от 384 чипов, работающих в устойчивом режиме в плотном, «недышащем» пространстве. Другой описывают как «интермиттирующую эпилепсию», которую нужно обуздать, — он имеет дело с интенсивными импульсными тепловыми потоками, возникающими при синхронной работе 72 топовых GPU. Эти две разные «причины болезни» в конечном итоге указывают на совершенно разные «рецепты» — решения для охлаждения — и ясно демонстрируют нам два подхода: противостояние детерминированного системного инжиниринга и agile-инноваций в экосистеме. Для каждой компании в цепочке поставок понимание этого противостояния является ключом к определению своей будущей роли.
1- Источник ключевых различий — «Диагноз определяет лечение»
Стартовые точки проектирования Huawei и NVIDIA изначально разошлись, что напрямую сформировало их разные тепловые характеристики:
Таблица 1: Сравнение тепловых характеристик двух технологических подходов
Различие между «постоянной высокой температурой» и «интермиттирующей эпилепсией» не случайно. Оно отражает выбор Huawei как претендента на лидерство, сфокусированного на прорыве в общей производительности системы, стремящегося любой ценой достичь предельной плотности вычислений в одном шкафу. В то время как задача NVIDIA как лидера — обеспечивать абсолютное превосходство производительности отдельного чипа, одновременно создавая экосистему, способную к эффективному взаимодействию и легкому масштабированию.
1- Материализация инженерной философии — два пути жидкостного охлаждения
Две различные философии проектирования наиболее ярко воплощаются в ключевых решениях по жидкостному охлаждению, формируя полный технологический стек от чипа до машинного зала.
a. Huawei: Практика жидкостного охлаждения в рамках детерминированного системного инжиниринга
Это философия проектирования «сверху вниз», рожденная для достижения детерминированных системных целей. Её суть заключается в глобальной, интегрированной и высоконадежной инженерной реализации системы охлаждения как ключевой части инфраструктуры, а не просто как комплектующего компонента.
Рис. 1: Сверхузел Huawei Ascend 384
· Точность на уровне чипа и надежные соединения: Для обеспечения эффективной передачи тепла от чипа к холодной пластине Huawei фокусируется на инженерной оптимизации интерфейсных материалов. Хотя открытые источники указывают на наличие у компании передовых патентов в этой области (например, наполнитель из карбида кремния с высокой сферичностью), конкретные решения, применяемые в сверхузле, не раскрываются. Можно утверждать, что их подход неизменно направлен на достижение крайне низкого контактного термического сопротивления и долгосрочной надежности для противодействия вызову «постоянной высокой температуры».
· Системная избыточность и интеллектуальное управление: Используются решения с резервированием, такие как кольцевая подача жидкости, а также собственный контроллер термоменеджмента (TMU), выступающий в роли «мозгового центра» системы. Этот контроллер обеспечивает переключение между контурами за 0 секунд и использует ИИ для прогнозирования отказов, гарантируя детерминированность и надежность цепочки охлаждения программно-определяемым способом, что является типичным проявлением их системного инженерного мышления.
· Интеграция с инфраструктурой («объединение холода и электричества»): На уровне шкафа блок распределения жидкости (CDU) физически интегрируется с блоком высоковольтного распределения электроэнергии (PDU) и управляется как единое целое. Такой дизайн «холод-электричество в одном» представляет собой конечный инженерный ответ на сверхвысокую плотность мощности в одном шкафу, упрощение развертывания и повышение энергоэффективности (снижение PUE) — материальное воплощение их детерминированного подхода от концепции до физической формы.
b. NVIDIA: Каркас жидкостного охлаждения для agile-инноваций в экосистеме
Это философия проектирования, ориентированная на GPU, которая расширяет возможности глобальной экосистемы через определение открытых стандартов. Её суть — предоставление проверенного «шаблона», снижающего порог входа для всей отрасли и обеспечивающего эффективное, гибкое и масштабируемое развертывание.
· Стандартизация на уровне чипа и референс-дизайн (VRD): NVIDIA предоставляет детальные референс-дизайны для систем охлаждения своих GPU (например, серии Blackwell), четко определяя такие интерфейсы, как физические размеры холодной пластины, рассеиваемая мощность (TDP), расход и перепад давления. Это эквивалентно предоставлению всем производителям систем охлаждения «стандартного ответа», инкапсулируя сложность в стандартные компоненты и гарантируя совместимость и базовый уровень качества ключевых элементов.
Рис. 2: Серверный модуль NVIDIA и микроканальная холодная пластина
· Коллаборация на уровне экосистемы и сертификация решений: Глубокое сотрудничество с ведущими производителями систем теплового менеджмента и инфраструктуры, такими как Vertiv и Boyd, для совместной разработки и сертификации решений жидкостного охлаждения уровня шкафа. Например, решение Vertiv Tier 2 Ready Cabinet представляет собой предварительно проверенный продукт, созданный на основе шаблонов NVIDIA, позволяющий операторам ЦОДов быстро получать готовые к работе кластеры с жидкостным охлаждением, как при закупке стандартного оборудования.
· Расширение возможностей с помощью цифровых двойников и ускорение развертывания: Платформа NVIDIA Omniverse предоставляет инструменты для создания цифровых двойников и моделирования систем жидкостного охлаждения ЦОД. Клиенты могут проектировать, проверять и оптимизировать решения по охлаждению в виртуальной среде, что значительно снижает затраты и риски физического прототипирования, обеспечивая agile-переход от проектирования к развертыванию.
Для более четкого понимания этих двух путей мы сравниваем их ключевые различия ниже:
Таблица 2: Модель Huawei vs. Модель NVIDIA: Ключевые различия
3- Исторический урок и будущее сближение
Соперничество этих двух путей не является уникальным случаем в истории технологий. По сути, это очередная классическая демонстрация инноваций через системную интеграцию против инноваций через платформенную экосистему. Huawei, как Apple эпохи Джобса, стремится к абсолютному контролю над пользовательским опытом продукта от верхнего до нижнего уровня. В то время как NVIDIA больше похожа на современный Google Android, двигая процветание всей экосистемы через установление ключевых стандартов (ОС Android / архитектура GPU).
Для отрасли будущий тренд заключается не в полном вытеснении одного подхода другим, а в возможном определенном сближении:
· В государственных или корпоративных проектах, нацеленных на предельную вычислительную мощность, привлекательность «детерминированного системного инжиниринга» по-прежнему не ослабевает.
· На обширном рынке коммерческих облачных вычислений «agile-инновации в экосистеме» будут продолжать расширяться благодаря своим преимуществам в скорости и стоимости.
· Искры гения могут возникать на стыке: внедрение более глубокой кастомизации и совместной оптимизации в открытые стандарты экосистемы.
4- Заключение
Таким образом, спор об охлаждении между Huawei и NVIDIA по своей сути является противостоянием двух ключевых конкурентных преимуществ в эпоху ИИ: одна сторона стремится достичь детерминированной предельной производительности через глубокую интеграцию системного инжиниринга; другая — стимулирует agile-инновации и быстрое распространение в отрасли через построение открытых стандартов и экосистемы. Это противостояние четко обозначило для участников цепочки поставок выбор пути: быть ли «спецназом», глубоко интегрированным для штурма конкретных системных крепостей, или стать «основной армией», вливаясь в экосистему для освоения рынков на обширных равнинах стандартов. В конечном счете, победа зависит не только от самой технологии, но и от понимания логики развития отрасли и четкого определения собственного места в будущей картине.
Мы будем регулярно обновлять технологии и информацию о тепловых проектах и оптимизации, и делиться этой информацией с вами для справки. Благодарим вас за интерес к компании Walmate.
Когда «большая» ячейка становится консенсусом, «прочность» Pack становится новым полем битвы
Индустрия накопления энергии вступает в эпоху скачка ёмкости ячеек — переход от 280Ач к 500Ач+ становится реальностью. Пока отрасль сосредоточена на «большом» размере ячеек, «прочность» Pack — то есть способность его механической конструкции выдерживать нагрузки и обеспечивать безопасность — становится новым центром конкуренции. Независимо от эволюции химического состава и ёмкости ячеек, силы их расширения, энергия теплового разгона и механические нагрузки в конечном итоге должны восприниматься механической основой — нижним корпусом Pack.
В этой статье с точки зрения конструкционного проектирования рассматривается, как нижний корпус Pack может отвечать дифференцированным механическим и тепловым требованиям на фоне диверсификации технологических путей ячеек, и как формировать инжиниринговые возможности для устойчивой адаптации.
1-Механический анализ трёх технологических путей: треугольник проблем «нагрузка — тепло — пространство»
Увеличение ёмкости ячеек напрямую меняет граничные условия проектирования системы Pack. Нижний корпус как «скелет» и «кожа» системы должен заново ответить на три основных вопроса:
a. Механический анализ пути 587Ач (высокая интеграция)
Ключевое требование: Достижение плотности энергии ≥6 МВт·ч в стандартном 20-футовом контейнере, что породило сверхкомпактные компоновки, такие как «всего 4 колонны, 8 кластеров».
Задачи для нижнего корпуса:
· Оптимизация несущей способности: При увеличенной общей массе и уменьшенном количестве точек опоры корпус требует оптимизации путей передачи усилий, сочетая общую жёсткость с локальной прочностью ключевых зон для обеспечения структурной стабильности при транспортировке и эксплуатации.
· Интеграция с конструкцией теплового менеджмента: Система жидкостного охлаждения глубоко интегрирована с днищем корпуса и силовыми элементами, выступая одновременно как ядро теплового управления и часть силовой структуры. Конструкция должна обеспечивать долговременную надёжность герметизации охлаждения при постоянных структурных нагрузках и тепловых циклах.
Рис. 1: Моделирование нижнего корпуса накопительного Pack
· Точная координация пространства: Корпус должен предусматривать в ограниченном пространстве соответствующие зазоры для расширения ячеек, теплового смещения электрических соединений, противопожарных трубопроводов и т.д., обеспечивая надёжное сосуществование всех подсистем в условиях плотной компоновки.
b. Термо-структурный анализ пути 684Ач (сверхвысокая ёмкость)
Ключевое требование: Снижение стоимости за Вт·ч за счёт максимализации ёмкости отдельной ячейки, что приводит к эффекту концентрации на физическом уровне.
Задачи для нижнего корпуса:
· «Фокусирующий» эффект силы расширения: Сила расширения отдельной ячейки растёт не линейно, а почти экспоненциально с увеличением ёмкости. Внутренний каркас корпуса требует более мощной и равномерной «системы сдерживания» для распределения концентрированных напряжений расширения по всему корпусу, предотвращая локальную пластическую деформацию.
· Проблема «равномерности» теплового менеджмента: Более крупный источник тепла требует более эффективных путей теплопередачи. Критически важными становятся материал и толщина днища корпуса, а также конструкция контактной поверхности с дном ячейки (например, степень сжатия теплопроводящей прокладки). При тепловом разгоне больший выброс энергии предъявляет более высокие требования к способности каналов сброса давления направленно отводить газы и к огнестойкости внутренних противопожарных перегородок.
· Структурный отклик на сосредоточенную массу: Более тяжёлые отдельные ячейки изменяют общие моды вибрации Pack. Для нижнего корпуса требуется повторное моделирование на усталость, чтобы предотвратить ослабление соединений или растрескивание конструкции из-за резонанса на определённых частотах.
c. Объяснение производственной адаптации пути 392Ач (устойчивый переход)
Ключевое требование: Акцент на балансе между производительностью, стоимостью и эффективностью поставок, предоставление рынку полностью проверенных решений.
Задачи для нижнего корпуса:
· Стабильная реализация отработанных решений: Обеспечение стабильности продукции через строгий контроль процессов на основе проверенной системы проектирования и технологий, поддержка быстрого и стабильного ритма массового производства.
· Глубокая координация цепочки поставок: Опора на зрелую систему поставок для постоянного повышения общей конкурентоспособности по стоимости продукта через выбор материалов, оптимизацию процессов и масштабные закупки.
2- Инжиниринговый подход к диверсификации:
Столкнувшись с множеством технологических путей, поставщики нижних корпусов не могут перестраивать технологические системы для каждого из них. Истинное решение заключается в платформенном точном реагировании — эффективной адаптации к различным потребностям с помощью масштабируемого модульного проектирования.
a. Фокус на общих физических принципах и моделях сотрудничества
Итерация ячеек следует стабильным физическим законам. На основе ключевых параметров мы создали процесс совместной оценки. Интегрируя данные о материалах и структуре, мы оперативно анализируем осуществимость новых ячеек, заранее выявляем риски совместимости, помогая сфокусировать направление проектирования и уменьшая последующие доработки.
Рис. 2: Нижний корпус накопительного Pack 587Ач
b. Создание гибкой системы «Стандартные интерфейсы + Конфигурируемые модули»
Для удовлетворения индивидуальных требований, вызванных диверсификацией технологических путей, мы создали систему проектирования с чёткой стандартизацией интерфейсов и возможностью внутренней конфигурации модулей:
· Унифицированные внешние интерфейсы: Монтажные и позиционирующие элементы корпуса для контейнера, проходы для электрокоммуникаций, точки подключения системы охлаждения и т.д. строго соответствуют распространённым отраслевым стандартам, обеспечивая совместимость и единообразие сборки на системном уровне.
· Конфигурируемая внутренняя структура: Мы предлагаем серийные внутренние опорные компоненты и интегрированные решения для теплового менеджмента, которые можно гибко комбинировать в зависимости от размеров и расположения ячеек.
· Интегрированный модуль теплового менеджмента: Модуль теплового управления имеет модульную конструкцию, ориентированную на оптимизацию контроля повышения температуры и равномерности температуры ячеек, что позволяет гибко адаптироваться к потребностям теплового менеджмента различных технологических путей.
c. Внедрение гибких производственных линий по принципу «Производство как проектирование»
Для соответствия разнообразию технологических путей наша производственная система организована вокруг масштабируемой базовой платформы и модульной сборки:
· Производство базовой платформы корпуса: Обеспечивает точность и единообразие основной конструкции, предоставляя надёжную основу для различных конфигураций.
· Модульные сборочные узлы: Позволяют гибко выбирать и устанавливать соответствующие внутренние опорные и тепловые модули в зависимости от размеров и компоновки ячеек. Такая организация позволяет эффективно переключать производство продуктов разных технологических путей на одной линии, помогая клиентам справляться с проблемами цепочки поставок и логистики, вызванными параллельной разработкой нескольких направлений.
3- Переопределение ценности нижнего корпуса: от пассивного восприятия нагрузки к активному наделению возможностями
Нижний корпус трансформируется из пассивного контейнера в ключевой компонент, активно наделяющий систему возможностями, напрямую влияя на безопасность, плотность энергии и стоимость всего жизненного цикла:
a. Безопасная несущая конструкция: Обеспечивает надежные структурные каналы и монтажную основу для системного сброса давления и противопожарных перегородок, совместно с контролем теплового распространения создавая многоуровневую защиту.
b. Поддержка плотности энергии: Облегченная и высокопрочная конструкция снижает собственный вес и занимаемое пространство, оставляя больше запаса для производительности ячеек и системы охлаждения.
c. Гарантия долгосрочной надежности: Целостность конструкции и расчет на усталостную долговечность позволяют системе противостоять постоянным вызовам, таким как длительные циклы работы, транспортные вибрации и т.д.
4- Заключение: Строительство моста между диверсифицированной верхушкой и определенной базой
По мере развития технологий ячеек, системы накопления энергии продолжают стремиться к безопасности, высокой плотности и низкой стоимости. Нижний корпус должен обеспечивать надежную и адаптивную основу, используя модульность и гибкое производство для соответствия различным технологическим путям. Конкуренция в отрасли смещается в сторону системного инжиниринга, где корпус Pack является его ключевым элементом.
Мы будем регулярно обновлять технологии и информацию о тепловых проектах и оптимизации, и делиться этой информацией с вами для справки. Благодарим вас за интерес к компании Walmate.
За десятилетия развития центров обработки данных воздушное охлаждение всегда было основным выбором. Однако выход серии продуктов NVIDIA GB200 полностью нарушает этот баланс. Когда плотность вычислений достигает новых высот, традиционные методы охлаждения больше не удовлетворяют потребностям, и технология жидкостного охлаждения официально выходит из-за кулис на передний план, становясь ключевой инфраструктурой, поддерживающей вычислительную мощность ИИ.
1-Фундаментальные изменения со стороны спроса
a. Плотность мощности преодолевает критическую точку
Ожидается, что плотность мощности шкафа GB200 NVL72 превысит 30 кВт на стойку, что далеко превосходит предел охлаждения традиционных технологий воздушного охлаждения в 15-20 кВт. Это означает:
· Неизбежный выбор технологического пути: Жидкостное охлаждение превращается из «варианта, который стоит рассмотреть» в «единственный выбор».
· Качественное изменение рыночного пространства: Каждое развертывание GB200 означает гарантированный спрос на жидкостное охлаждение.
· Значительное увеличение стоимости: Стоимость системы жидкостного охлаждения для одной стойки достигает сотен тысяч юаней.
b. Повышение требований к надежности
По мере роста плотности вычислительной мощности в одной стойке, ценность обслуживаемого ею бизнеса также растет экспоненциально. Надежность системы жидкостного охлаждения напрямую влияет на:
· Непрерывность бизнеса: Один сбой в охлаждении может привести к потере вычислительной мощности на миллионы.
· Срок службы системы: При повышении температуры на каждые 10°C срок службы электронных компонентов сокращается вдвое.
· Стабильность производительности: Эффективность охлаждения напрямую влияет на способность чипов постоянно поддерживать пиковую производительность.
2-Всестороннее повышение технических требований
a. Скачкообразный рост требований к эффективности охлаждения
GB200 предъявляет беспрецедентные требования к системе охлаждения:
· Кратный рост теплопроводности
· Коэффициент теплопроводности холодных пластин должен быть в 3-5 раз выше, чем у традиционных решений.
· Требования к контактному термическому сопротивлению должны быть снижены на порядок.
Рис.1 — Микроканальная холодная пластина жидкостного охлаждения
b. Точность контроля расхода
· Требуется точность контроля расхода в пределах ±1%.
· Поддержка динамической регулировки расхода для адаптации к различным режимам нагрузки.
c. Равномерность температуры
· Перепад температуры на поверхности чипа должен контролироваться в пределах 5°C.
· Необходимо избегать локальных перегревов, влияющих на стабильность системы.
3-Скачкообразный рост сложности системной интеграции
Система жидкостного охлаждения превратилась из простой поставки компонентов в сложную системотехническую задачу:
a. Традиционная модель:
· Поставка стандартизированных холодных пластин.
· Простое соединение трубопроводов.
· Базовые функции мониторинга.
b. Эпоха GB200:
· Проектирование архитектуры жидкостного охлаждения на уровне стойки/шкафа.
· Интеллектуальная система распределения расхода.
· Мониторинг состояния работоспособности в реальном времени.
· Возможности прогнозного (превентивного) обслуживания.
Рис.2 — Шкаф NVIDIA GB200
4. Всестороннее повышение конкурентных барьеров
В новых рыночных условиях компаниям необходимо преодолевать более высокие пороги:
a. Технологические барьеры
Производители систем жидкостного охлаждения должны выйти за рамки одной дисциплины и создать комплексную междисциплинарную технологическую систему. Глубокая интеграция многодисциплинарных технологий, таких как проектирование микроканалов, материаловедение и механика жидкостей, становится базовым требованием. Способность к тепловому моделированию и оптимизации на уровне чипа ещё больше проверяет глубину технологических накоплений компании. Это уже не простое усовершенствование процессов, а системная задача, требующая долгосрочных инвестиций в НИОКР.
b. Сертификационные барьеры
Отраслевая система сертификации становится всё более строгой. Компании должны не только пройти строгие испытания на надежность, установленные производителями серверов, но и получить техническую сертификацию от разработчиков чипов. Это требование двойной сертификации проверяет не только технические характеристики продукта, но и систему менеджмента качества компании, а также её способность к стабильным поставкам, становясь обязательным пропуском в ключевые цепочки поставок.
c. Сервисные барьеры
По мере того как системы жидкостного охлаждения становятся ключевыми подсистемами, сервисные возможности превращаются в важнейший конкурентный элемент. Компаниям необходимо создать общенациональную сеть оперативного реагирования и построить профессиональную систему технической поддержки 24/7. Такие сервисные возможности требуют не только своевременности технической поддержки, но и комплексных решений для всего цикла обслуживания, включая профилактическое обслуживание и аварийное реагирование, чтобы стать по-настоящему надёжным партнёром для клиентов.
Мы будем регулярно обновлять технологии и информацию о тепловых проектах и оптимизации, и делиться этой информацией с вами для справки. Благодарим вас за интерес к компании Walmate.
В истории эволюции вычислительных архитектур некоторые моменты наступают не бесшумно. Появление NVIDIA GB200 NVL72 — как раз такой момент: это не просто новый продукт, а полная пересборка самой концепции сервера.
Три десятилетия «сервер» означал стандартизированный корпусной модуль: внутри — материнская плата, ЦП, память, накопители и карты расширения, соединенные через отраслевые стандартные интерфейсы. Мы измеряли его в «юнитах», складывали в стойки, соединяли сетью. Однако появление GB200 NVL72 разрушает это устоявшееся определение в самой основе.
Его суть больше не «один сервер», а «компьютер» в форме целой стойки. Традиционные компоненты сервера деконструированы, а затем в большем масштабе — через NVLink-C2C, жидкостное охлаждение и управление питанием на уровне стойки — заново интегрированы в нераздельное вычислительное целое. Это не просто апгрейд, а глубокая смена парадигмы.
1. Что такое «сервер»? Ответ меняется
Три десятилетия мы понимали сервер как стандартизированный корпус: внутри материнская плата, ЦП, память, накопители, карты расширения — все компоненты следуют отраслевым стандартам, их можно заменять и обновлять.
Но изменение с GB200 фундаментально:
· Вычислительное ядро — не отдельные ЦП и ГП, а суперчип GB200, глубоко интегрировавший их в единое целое
· Связь осуществляется не через стандартные слоты PCIe, а через специализированную панель NVLink
· Охлаждение — не опциональный аксессуар, а интегрированная система жидкостного охлаждения
· Базовая единица развертывания — не «корпус», а «стойка»
Компоненты традиционного сервера «разобраны», а затем заново собраны в большем масштабе — масштабе стойки. Это не эволюция, а пересборка.
Таблица 1 - Переосмысление физической архитектуры: от «корпуса» к «стойке»
2-Три столпа «архитектуры на уровне стоек»
Традиционный дизайн серверов представляет собой балансировку и компромиссы в закрытом корпусе. В то время как архитектура на уровне стойки, представленная GB200, проектируется на системном уровне в совершенно новом измерении, где охлаждение, взаимосвязь, питание и управление рассматриваются как единая система. Это уже не просто набор компонентов, а глубокая интеграция на системном уровне. В основе этого лежат три ключевых столпа, обеспечивающие синергию инноваций.
Столп первый: от «сетевого взаимодействия» к «шине backplane»
В традиционных центрах обработки данных серверы являются независимыми узлами, взаимодействующими через сеть (например, Ethernet). В GB200 NVL72 внутренняя сеть NVLink Fabric фактически заменяет традиционную шину на материнской плате, становясь «скелетом», соединяющим все вычислительные блоки. Это изменение позволяет 72 GPU в стойке работать как один гигантский GPU, обеспечивая оптимизацию пропускной способности и задержек связи на порядки.
Столп второй: охлаждение переходит из «вспомогательной системы» в «ключевую подсистему»
Когда плотность вычислений возрастает с десятков киловатт до сотен киловатт на стойку, традиционные технологии воздушного охлаждения становятся неэффективными. Жидкостное охлаждение больше не является опциональной «вспомогательной системой», а становится ключевой подсистемой наравне с вычислениями и взаимосвязью. Его конструкция напрямую определяет производительность и стабильность работы всей системы, что является ключевым переходом от «функциональности» к «высокой эффективности».
Столп третий: «централизация и реструктуризация» управления и электропитания
GB200 использует централизованное электропитание и управление на уровне стойки. Это не только повышает эффективность преобразования энергии, но и переопределяет степень интеграции системы. Такой подход упрощает кабельную разводку и обеспечивает единый интерфейс управления, однако расширяет домен отказов с отдельного сервера до всей стойки, что предъявляет новые требования к эксплуатации и обслуживанию.
3-Реструктуризация и смещение цепочки создания стоимости
Архитектура на уровне стойки, представленная GB200, вышла далеко за рамки технологий и чётко очерчивает новую кривую отраслевой цепочки создания стоимости. Традиционное распределение стоимости нарушается, а новые точки роста формируются в области системной интеграции и синергии программного и аппаратного обеспечения.
Стратегическая трансформация производителей серверов: от «определителей» к «интеграторам»
Ключевые игроки рынка серверов, такие как Dell и HPE, сталкиваются с смещением своей основной ценности. Их традиционные компетенции — проектирование материнских плат, оптимизация систем и стандартизированное производство — теряют значимость в условиях высококастамизированных, готовых к работе систем, подобных GB200.
Однако в этом кризисе скрываются новые стратегические возможности:
· Повышение ценности: фокус конкуренции смещается с внутренней конструкции серверов к жидкостному охлаждению, эффективности электропитания и компоновке на уровне стойки.
· Расширение ценности: ключевые компетенции трансформируются от производства оборудования к профессиональным услугам по масштабному развертыванию, кроссплатформенному управлению и интеграции с корпоративной ИТ-средой.
Это означает, что роль производителей серверов меняется от «определителей» стандартных продуктов к «продвинутым интеграторам и поставщикам возможностей» для сложных систем.
«Страгические закупки» облачных провайдеров: баланс между зависимостью и самостоятельностью
Для гипермасштабных облачных провайдеров GB200 является как стратегической необходимостью, так и предупреждением.
· Краткосрочная тактика: закупка GB200 становится неизбежным выбором для удовлетворения рыночного спроса на передовые вычислительные мощности для ИИ.
· Долгосрочная стратегия: чтобы избежать рисков цепочки поставок и технологической блокировки, самостоятельная разработка ИИ-чипов (таких как TPU, Trainium, Inferentia) стала ключевой стратегией для будущей независимости.
Действия облачных провайдеров ярко демонстрируют сложный баланс между эффективностью и самостоятельностью, краткосрочными рыночными интересами и долгосрочным контролем.
Эволюция решений конечных пользователей: от оценки «компонентов» к анализу «результатов»
Для технических руководителей конечных пользователей (таких как CTO, технические вице-президенты) парадигма закупок претерпевает фундаментальные изменения.
Традиционный перечень критериев закупки:
· Количество ядер и тактовая частота CPU
· Модель и количество GPU
· Объем и скорость памяти и накопителей
Современные стратегические соображения:
· Показатели эффективности: производительность на ватт, общее время обучения моделей
· Общая стоимость владения: комплексные затраты, включая оборудование, энергопотребление, эксплуатацию и персонал
· Операционная гибкость: временной цикл от развертывания до получения результатов
Этот переход знаменует ключевую эволюцию в корпоративных технологических закупках — от мышления в категориях центра затрат к подходу к технологиям как к инвестициям в производительность.
GB200 переопределил единицу вычислений — с «сервера» на «стойку». Это не просто обновление производительности, но и фундаментальный сдвиг в архитектурной парадигме. Стремление к эффективности вышло за рамки простого набора компонентов, а отраслевая цепочка создания стоимости перестраивается. В этих изменениях ясно одно: адаптируйтесь к ним, или окажетесь позади.
Новая эра вычислений началась.
Микроканальные охлаждающие пластины
Мы будем регулярно обновлять технологии и информацию о тепловых проектах и оптимизации, и делиться этой информацией с вами для справки. Благодарим вас за интерес к компании Walmate.
Когда ваше оборудование имеет несколько основных точек нагрева, которые работают независимо, обладают разным энергопотреблением или требуют изолированного охлаждения, традительные одноконтурные жидкостные холодные плиты перестают справляться. В этом случае многоконтурные жидкостные холодные плиты со встроенными медными трубками становятся ключевым решением проблемы.
1-Почему выбирают многоконтурную систему? Три ключевых сценария, решающие основные проблемы
a. Изоляция тепловых помех для обеспечения производительности ключевых компонентов
При плотном размещении различных компонентов, таких как IGBT и диоды, CPU и GPU, единый канал охлаждения приводит к взаимному “перекрестному” влиянию тепла, вынуждая менее нагретые компоненты работать при высоких температурах. Многоконтурная конструкция действует как “персональный кондиционер” для каждого компонента, полностью устраняя тепловые помехи и гарантируя работу каждого элемента в оптимальном температурном диапазоне, что повышает общую производительность и стабильность системы.
b. Обеспечение резервирования системы для создания высоконадежной архитектуры
В областях с чрезвычайно высокими требованиями к надежности (например, серверы, базовые станции связи) отказ единственного контура охлаждения означает простой системы. Многоконтурная конструкция позволяет построить систему охлаждения с резервированием «N+1». При случайном отказе одного контура остальные контуры сохраняют возможность базового теплоотвода, предоставляя ценное время для обслуживания системы, что является краеугольным камнем для проектирования высокой доступности.
c. Адаптация к нестандартной компоновке и различным требованиям охлаждения
При неравномерном распределении источников тепла единый канал охлаждения не может обеспечить равномерный теплоотвод. Многоконтурная система поддерживает «индивидуальный подход: вы можете гибко настраивать траекторию каждой медной трубки в соответствии с фактической формой и расположением источников тепла, точно покрывая каждую точку нагрева оптимальным путем охлаждающего канала. Кроме того, можно настроить контуры с высоким расходом для компонентов с большим энергопотреблением и контуры с низким расходом для компонентов с меньшим энергопотреблением, достигая оптимального распределения ресурсов охлаждения.
Рисунок 1: Многоконтурная жидкостная охлаждающая пластина с медными трубками
2-Ключевой аспект проектирования и производства: как достичь баланса между производительностью и надежностью в ограниченном пространстве?
В многоконтурной конструкции расстояние между каналами является решающим фактором успеха.
a. Тепловой минимум: предотвращение “теплового короткого замыкания”
Если расстояние между соседними каналами слишком мало, даже при независимых контурах тепло будет быстро распространяться через алюминиевую подложку, что значительно снизит эффект изоляции. С помощью моделирования и испытаний мы установили базовый принцип расстояния ≥1.5 диаметра трубы, чтобы гарантировать тепловую независимость.
b. Конструкционный предел: сохранение “линии выдерживания давления”
Алюминиевая подложка между каналами является слабым звеном, воспринимающим внутреннее давление. Слишком узкое расстояние приводит к недостаточной прочности перемычки, что создает риск разрыва при скачках давления. С помощью механического моделирования напряжений мы гарантируем, что при любых рабочих условиях напряжение между каналами остается значительно ниже предела текучести материала, полностью устраняя риск “разрыва пластины”.
Рисунок 2: Жидкостная охлаждающая пластина с медными трубками
c. Технологический предел: обеспечение “прецизионного производства”
Узкие расстояния представляют серьезное испытание для фрезерных инструментов при обработке пазов. Основываясь на богатом производственном опыте, мы связываем расстояние с диаметром инструмента, чтобы обеспечить не только эффективную обработку, но и гладкие и ровные стенки пазов — основу для последующей плотной укладки медных труб и соединения с низким тепловым сопротивлением.
3- Ключевые аспекты инженерной реализации
Успешное проектирование многоконтурной системы требует соблюдения следующих ключевых моментов:
a. Совместное проектирование
Рекомендуется интегрировать тепловое и механическое проектирование уже на концептуальной стадии. Комплексный учет компоновки каналов, структурной прочности и технологических возможностей позволяет избежать последующих изменений в конструкции.
b. Контроль производственных процессов
• Применение высокоточного ЧПУ-фрезерования каналов для обеспечения допусков ширины и качества поверхности паза.
• Использование технологии гибки труб с оправкой для сохранения проходного сечения и равномерной толщины стенки медной трубы после гибки.
• Надежная технология фиксации уложенных труб, предотвращающая смещение медных труб в условиях вибрации.
c. Проверочные испытания
Комплексная система испытаний включает:
• 100%-ное испытание на герметичность
• Снятие расходно-перепадовой характеристики
• Проверка теплового сопротивления
• Испытания на давление разрушения
В заключение можно отметить: многоконтурные жидкостные холодные плиты с встроенными медными трубами являются эффективным инструментом для решения сложных задач теплоотвода от множественных источников тепла. Ключ к успеху заключается в глубоком понимании их конструктивной логики и нахождении оптимального баланса между производительностью и надежностью.
Мы будем регулярно обновлять технологии и информацию о тепловых проектах и оптимизации, и делиться этой информацией с вами для справки. Благодарим вас за интерес к компании Walmate.
1-Предварительная обработка медных трубок (гибка и сплющивание)
Цель: Придание прямой круглой медной трубке плоской формы, в точности соответствующей проектной конфигурации каналов.
a. Выбор материала: Почему бескислородная медь?
Бескислородная медь (C1220) имеет чистоту до 99,9% и не содержит оксидов на границах зерен. Это обеспечивает превосходную пластичность, подобную тесту, что значительно снижает риск растрескивания или образования микротрещин при гибке и сплющивании, гарантируя последующую надежность.
b. Радиус гибки: Безопасный предел
Минимальный радиус гибки ≥ 1,5 внешних диаметра трубы — это строгое правило. При меньших значениях внешняя стенка трубки чрезмерно истончается из-за растяжения и может порваться. Использование трубогиба с дорном является ключевым для предотвращения образования складок на внутренней стороне изгиба.
c. Сплющивание: Точное “обжатие”
Сплющивание — это не просто сжатие, а контролируемая пластическая деформация с помощью прецизионной оснастки. Высота канала после сплющивания не должна быть менее 30% от исходного внутреннего диаметра. Ключевая цель — обеспечить равномерную толщину стенки после сплющивания; недопустимы локальные заломы или чрезмерное утоньшение, так как эти места станут будущими точками утечки.
Рис. 1: Гибка тепловой трубки
d. Выбор последовательности операций: Сначала гнуть, потом сплющивать?
Обязательна последовательность: сначала гибка, затем сплющивание. Гибка круглой трубы — это отработанная и контролируемая технология. Если сначала сплющить трубку, то качественно согнуть ее по малому радиусу становится практически невозможно, внутренняя стенка канала серьезно деформируется, а гидравлическое сопротивление резко возрастает.
2-Обработка базовой плиты (прецизионное фрезерование канавок)
Цель: Создание на алюминиевой базовой плите точных «направляющих» для размещения медных трубок.
Рис. 2: Встроенная медная трубка
a. Конструкция ширины канавки: Посадка с натягом
Ширина канавки должна быть спроектирована немного меньше ширины сплющенной медной трубки (обычно на 0.05-0.1 мм), образуя «посадку с натягом». Это позволяет силам трения плотно «удерживать» медную трубку, что является основой для ее первоначальной фиксации и снижения контактного термического сопротивления.
b. Контроль глубины канавки: Припуск на фрезеровку
Глубина канавки определяет высоту выступа медной трубки над поверхностью базовой плиты после ее укладки. Эта высота представляет собой припуск на последующую операцию фрезерования. Однородность глубины канавки напрямую влияет на равномерность окончательной толщины стенки медной трубки.
c. Инструмент и “вибрация”
При обработке узких и глубоких канавок фреза со слишком большим соотношением длины к диаметру склонна к «вибрации (биению)», что приводит к шероховатости стенок канавки и отклонению размеров. Следовательно, расстояние между каналами не может быть слишком маленьким; необходимо обеспечивать пространство для прочности и жесткости инструмента.
d. Чистота: Невидимое качество
После фрезерования канавок алюминиевая стружка и масляные загрязнения должны быть удалены на 100%. Любые остатки создают теплоизоляционный слой между медной трубкой и алюминиевой базовой плитой, что значительно увеличивает контактное термическое сопротивление и приводит к резкому падению тепловых характеристик.
3-Укладка и фиксация трубок
Цель: Точная укладка сформированных медных трубок в канавки базовой плиты и создание прочного соединения.
a. Посадка с натягом: Основная сила фиксации
Благодаря точным расчетам размеров медная трубка с усилием запрессовывается в чуть более узкую канавку с помощью пресса. Упругий отбой материала создает значительное нормальное давление, которое является основным источником силы фиксации.
Рис. 3: Крепление тепловой трубки
b. Вспомогательная фиксация: Противодействие "эффекту качелей"
Одной только посадки с натягом может быть недостаточно – под действием термических напряжений концы трубок могут приподниматься. Требуется вспомогательная фиксация: микроконтактная сварка (высокая прочность, требует контроля нагрева) или высокотеплопроводный эпоксидный клей (меньшие напряжения, но риск старения).
c. Враг контактного термического сопротивления
Воздух в зазоре между медной трубкой и алюминиевой канавкой, являясь плохим проводником тепла, – основной источник контактного термического сопротивления. Высокотеплопроводный клей или пайка заполняют микрополости, вытесняя воздух и значительно снижая термическое сопротивление.
d. Предупреждение об электрохимической коррозии
Алюминий и медь в присутствии электролита образуют гальваническую пару, где алюминий (анод) подвергается коррозии. Необходимо обеспечивать герметичность системы охлаждения и использовать деионизированную воду/антикоррозионную охлаждающую жидкость, чтобы прервать путь коррозии на системном уровне.
4- Формирование поверхности (Фрезерование vs. Глубокая заделка)
Цель: Получение окончательной теплоотводящей поверхности с высокой плоскостностью и низким термическим сопротивлением, пригодной для монтажа чипов.
a. Технология фрезерования: Лидер производительности
Использование сверхтвердого инструмента для одновременного срезания меди и алюминия, формируя идеально ровную и совмещенную поверхность. Это обеспечивает непосредственный и большую площадь контакта источника тепла с высокотеплопроводной медной трубкой, достигая минимального термического сопротивления.
b. Технология глубокой заделки трубок: Страж надежности
Круглая медная трубка укладывается в канавку, которая заполняется высокотеплопроводной эпоксидной смолой. Медная трубка сохраняет круглую форму, что обеспечивает более высокое сопротивление давлению. Наполнитель обеспечивает дополнительную защиту и демпфирование напряжений, повышая надежность, хотя термическое сопротивление обычно несколько выше, чем при фрезеровании.
c. Конечная толщина стенки: Линия жизни
Ключевой параметр контроля в технологии фрезерования – конечная остаточная толщина стенки медной трубки. Необходим баланс между производительностью (тоньше) и надежностью/защитой от прорезания (толще), обычно поддерживаемый в оптимальном диапазоне 0.15-0.3 мм.
d. Плоскостность: Гарантия контакта
Независимо от технологии, плоскостность монтажной поверхности (обычно требование < 0.1 мм) является жестким критерием. Микронные неровности требуют заполнения теплопроводящей пастой; плохая плоскостность приводит к резкому росту контактного термического сопротивления и отказу теплоотвода.
Мы будем регулярно обновлять технологии и информацию о тепловых проектах и оптимизации, и делиться этой информацией с вами для справки. Благодарим вас за интерес к компании Walmate.
Для повышения запаса хода и емкости электромобилей Силовые аккумуляторные батареи переходят от однослойной компоновки к Многослойным штабельным структурам. Этот переход значительно повышает Энергетическую плотность, но также создает совершенно новые структурные вызовы. В данной статье рассматриваются три аспекта: основные проблемы,主流ные решения и будущие технологические направления.
1-Основные вызовы: Механические проблемы многослойного штабелирования
Расширение Аккумуляторных батарей от одного слоя до Нескольких слоев - это далеко не простое штабелирование. Это изменяет внутреннюю механическую среду и внешние Пути нагрузки, создавая четыре основных вызова:
a.Вертикальный Нагрузка всплеск и риск Ползучести материала
・В Многослойных структурах вес Элементов, Модулей и Структурных компонентов накапливается слой за слоем. Статическая нагрузка, воспринимаемая нижним слоем, значительно выше, чем у верхнего слоя.
・Эта постоянная Высоконапряженная среда создает серьезные испытания для Долгосрочной производительности материалов, особенно Сопротивления ползучести (медленная Пластическая деформация материалов под Постоянным напряжением с течением времени).
・Если Межслойные опоры или Компоненты крепления элементов подвергаются Ползучести, это может привести к Релаксации предварительного натяжения, влияя на Срок службы элементов и Стабильность контакта на границе раздела. Поэтому крайне важно найти материалы, сочетающие Легкость с отличными Характеристиками сопротивления ползучести.
b.Сила расширенияЭффект суммирования и Структурная стабильность
・Литий-ионные аккумуляторы испытывают "Эффект дыхания" во время Зарядки и разрядки из-за Изменения объемаМатериалов электродов, что приводит к Расширению элемента. В М многослойных штабельных структурах Силы расширения накапливаются слой за слоем, заставляя Модули нижнего слоя выдерживать огромное давление.
・Это Циклическое напряжение может легко вызвать Вздутие корпуса, Разгерметизацию, Сжатие структурных компонентов, Короткое замыкание элементов и ускоренную Деградацию производительности аккумулятора. Эффективный контроль требует Встроенных датчиков для Мониторинга в реальном времени в сочетании с Цифровым моделированием для руководства Оптимизацией структурного проектирования.
c.Основное противоречие между Использованием пространства и Энергетической плотностью
・Решение Гравитации и Сил расширения требует Усиленных структур (таких как добавление Поперечных балок или утолщение Пластин), но это занимает ценное пространство и увеличивает вес, противореча основным целям повышения Объемной энергетической плотности и Весовой энергетической плотности.
・Решение заключается в Структурной оптимизации и применении Эффективных материалов, что стимулирует переход Аккумуляторных батарей к Гибридным многоматериальным конструкциям.
d.Нагрузка при столкновенииПуть передачи и Резервирование безопасности модернизация
・Увеличенная высота Аккумуляторных батарей усиливает Механические нагрузки во время Боковых или Ударов снизу; Увеличенная структура усиливает Эффект рычага, предъявляя более высокие требования к Прочности точек соединения и Собственной жесткости аккумуляторной батареи.
・Необходимо использование Ударопрочных материалов и Интегрированного дизайна для оптимизации Передачи усилия и Поглощения энергии, обеспечения Безопасности элементов в Экстремальных условиях, тем самым способствуя развитию технологии Интеграции аккумулятора с кузовом (CTC), делая Аккумуляторную батарею неотъемлемой частью Структуры кузова автомобиля.
2- Сравнительный анализ основных структурных решений
Для решения этих вызовов отрасль исследовала различные инновационные решения:
a.Цельнолитой поддон(One-piece Die-cast Tray)
・Преимущества: Высокая Интеграция, сокращение Количества деталей, улучшенная Общая жесткость, Единообразие и Герметичность. Процесс поддерживает Сложные геометрические формы, облегчая интеграцию Охлаждения, Усиливающих ребер и Точек крепления. Монолитная структура помогает управлять Сложными напряжениями.
・Вызовы: Цельное литье под давлением Многослойных каркасов предъявляет чрезвычайно высокие требования к Оборудованию, Штампам и Процессам, что делает его дорогостоящим. Ремонт после столкновения затруднен или невозможен. Монолитная жесткая структура может не иметь Гибкости для управления Разными силами расширения между Слоями.
b.Многоуровневая модульная рама(Multi-level Frame Modular)
・Преимущества: Гибкость Проектирования и изготовления, облегчающая Производство, Обслуживание и Замену. Естественно подходит для Гибридных многоматериальных конструкций, позволяя оптимизировать Производительность и Стоимость для разных Уровней. Использование концепции "Квази-изотропное наслоение" Композитных материалов для оптимизации Общего механического отклика и распределения Напряжения.
・Вызовы: Многочисленные Компоненты и Соединители, Сложная сборка, Накопленные допуски, влияющие на Точность и Предварительный натяг. Многочисленные Интерфейсы соединения (Болты, Заклепки) являются Потенциальными точками отказа и увеличивают вес.
c.Гибридная сэндвич-структура(Hybrid Material Sandwich Structure)
・Преимущества: Отличная Эффективность облегчения и чрезвычайно высокая Удельная жесткость (Высокопрочные панели + Легкие основные материалы, такие как Пена/Алюминиевый сот). Высокая Сопротивление изгибу, при этом Основные материалы обладают как Теплоизоляцией, так и Характеристиками поглощения энергии, повышая Тепловую безопасность и Безопасность при столкновении. Соответствует тенденции Многофункциональной интеграции.
・Вызовы: Сложный Производственный процесс и высокая стоимость. Прочность сцепления на границе раздела и Долговечность между Панелями и Основными материалами являются ключевыми. Основные материалы должны обладать отличным Сопротивлением сжатию и ползучести.
d.Бионическая сотововая структура
・Преимущества: Теоретически идеальный Бионический дизайн (подражание ШестиугольнойСоте) для достижения Предельного облегчения, Высокой жесткости и Прочности на сжатие. Обеспечивает Равномерную поддержку с сильной Способностью поглощения удара.
・Вызовы: Чрезвычайно сложное Производство и высокая стоимость, с значительными Трудностями интеграции с Системами охлаждения и т.д. В настоящее время в основном на этапе Передовых исследований, требуется больше времени для крупномасштабного Коммерческого применения.
3- Ключевые направления технологического прорыва
Будущие ключевые прорывы в решении Проблем проектирования Многослойного штабелирования заключаются в:
a.Материал и Инновации процесса для Облегчения и Баланса жесткости
・Материалы: Постоянная оптимизация CFRP, Алюминиевых сплавов, Магниевых сплавов; разработка новых Многофункциональных полимеров и Композитных материалов, сочетающих Низкую ползучесть, Высокую изоляцию, Хорошую теплопроводность и Легкость обработки.
・Процессы: Разработка Передовых технологий соединения (Сопротивление точечной сварке, Лазерная сварка, Ультразвуковая сварка) для достижения надежных, легких Многоматериальных соединений.
Рисунок 1:Лазерная сварка корпуса аккумулятора электромобиля роботом
b. Адаптивное управление Силами расширения
Сдвиг подхода от "Жесткого сопротивления" к "Гибкой адаптации", создание Динамических систем для поддержания Элементов в Оптимальной стрессовой среде на протяжении всего Жизненного цикла.
c.Межслойное соединение и Интеграционная революция
・Технологии соединения: Эволюция от БолтовыхМеханических соединений к Структурному клеюСклеиванию и Передовой сварке для более равномерного Распределения напряжений, Хорошей герметизации и Сопротивления усталости.
・Конечная интеграция: CTC/CTB (Cell-to-Chassis/Body) является важным будущим направлением для ИнтеграцииАккумуляторной батареи. Путем устранения Независимых корпусов и прямой интеграции Элементов или Модулей в Шасси, сама Многослойная укладка становится Структурным компонентом кузова автомобиля (таким как Поперечные балки или Полы), решая Ограничения пространства и максимизируя Функциональность структуры аккумулятора. Достижение этой технологии требует Глубокого сотрудничества между множеством областей, включая Аккумуляторы, Структуры, Теплоуправление и Безопасность, представляя Конечную форму концепции "Структура как функция".
Рисунок 2:корпус аккумулятора электромобиля
Многослойное штабелирование является неизбежным выбором для увеличения Энергетической плотностиАккумулятора, но оно также приносит огромные вызовы в Структуре, Силах расширения и Безопасности. Решение заключается в Инновациях материалов, Бионической структурной оптимизации и Интеллектуальном управлении Силами расширения. В конечном итоге Аккумуляторные батареи Глубоко интегрируются с Кузовами автомобилей, становясь интегрированным "Энергетическим шасси".
Мы будем регулярно обновлять технологии и информацию о тепловых проектах и оптимизации, и делиться этой информацией с вами для справки. Благодарим вас за интерес к компании Walmate.
Две ключевые проблемы электрогрузовиков: углубленный анализ компоновки аккумуляторов и технологии штабелирования
Когда полностью груженный электрогрузовик движется по автомагистралям, секрет его сотен километров запаса хода скрывается в шасси и аккумуляторном отсеке. Поскольку волна электрификации грузовых автомобилей охватывает глобальную логистическую отрасль, компоновка и технология штабелирования аккумуляторных систем стали критически важными для успеха на рынке.
Рисунок 1: Решение жидкостного охлаждения для аккумуляторов электрогрузовиков
1-Компоновка аккумуляторов: Как три решения формируют электрогрузовики?
a. Задняя компоновка: Проворный выбор для коротких перевозок
· Сценарий: Короткие перевозки в закрытых зонах, таких как порты, шахты и металлургические заводы.
· Ключевое преимущество: Быстрая смена аккумуляторов (требует проверки конкретного времени), повышение транспортного средства.
· Ограничения: Ограничения емкости аккумулятора (<350 кВт·ч, отраслевой стандарт), высокий центр тяжести влияет на стабильность.
· Пространственный компромисс: Занимает грузовое или пространство кабины, снижая грузоподъемность.
b. Компоновка на шасси: Король дальности для магистральных перевозок
· Прорыв в емкости: Емкость аккумулятора превышает 500 кВт·ч (например, раскрытые решения на 513 кВт·ч).
· Эффективность пространства: Максимизирует пространство шасси, избегая грузового пространства.
· Безопасность: Сверхнизкий центр тяжести повышает стабильность на высоких скоростях.
· Технические барьеры: Интеграция шасси требует повышенной защиты и теплового управления.
c. Нижне-боковая компоновка: Двигатель эффективности сетей замены аккумуляторов
· Инновация: Боковая замена аккумуляторов повышает операционную эффективность.
· Баланс пространства: Сохраняет полное грузовое пространство с запасом хода между задней и шассированной компоновками.
· Фокус на безопасности: Требует усиленных структур защиты от бокового удара.
2-Технология штабелирования: Решения эффективной интеграции аккумуляторных блоков грузовиков
Многослойное штабелирование является ключом к улучшению плотности энергии:
Рисунок 2: Блок интеграции жидкостного охлаждения штабелированного типа для тяжелых грузовиков
a. Бескаркасное интеграционное штабелирование:
· Прямое штабелирование элементов сокращает конструкционные компоненты.
· Устраняет модули/рамы, обеспечивая "Бесшовное Z-штабелирование".
· Значительно повышает плотность энергии системы.
· Поддерживает сверхбыструю зарядку (производительность требует проверки).
b. Интеграция модуля с шасси (напр., MTB/CTC):
· MTB: Модули напрямую соединяются с рамой, улучшая коэффициент использования объема.
· Аккумулятор Qilin(CTP 3.0): 72% коэффициент использования объема, плотность энергии 255 Вт·ч/кг.
· CTC: Элементы интегрируются в шасси, снижая вес на 10%.
c. Инновация форм-фактора элементов (напр., Blade Battery):
· Плоские элементы плотно arranged, увеличивая коэффициент использования объема (>50% по данным BYD).
· Преодолевает ограничения плотности энергии LFP.
3-Основные технические проблемы
Проблема 1: Структурная безопасность
· Экстремальные условия: Боковые столкновения со столбами угрожают боковым компоновкам.
· Решения: Корпуса из высокопрочного алюминиевого сплава + буферы; Имитация столкновений МКЭ; сверхгосударственные механические испытания на удар.
Проблема 2: Тепловое управление
· Критическая проблема: Контроль перепада температур внутри блоков жизненно важен.
· Инновации: Боковое жидкостное охлаждение(<3°C перепад); прямое охлаждение хладагентом; динамическое управление MPC.
Проблема 3: Вибрационная усталость
· Скрытый риск: Дорожная вибрация вызывает структурные повреждения.
· Стратегии: Z-штабелирование оптимизирует распределение напряжений; испытания на вибрацию дорожного спектра; высокодемпфирующие материалы.
4-Текущие тенденции развития
· Компоновки на шасси доминируют в средних/дальних перевозках: Предпочтение отдается высокому запасу хода (>500 кВт·ч) и низкому центру тяжести.
· Интеграция CTC объединяет аккумуляторы с шасси, улучшая использование пространства и жесткость.
· AI-управляемое тепловое управление обеспечивает точный температурный контроль (<5°C перепад), продлевая срок службы аккумулятора.
· Полутвердотельные аккумуляторы ускоряют коммерциализацию, focusing на безопасность и плотность энергии.
Мы будем регулярно обновлять технологии и информацию о тепловых проектах и оптимизации, и делиться этой информацией с вами для справки. Благодарим вас за интерес к компании Walmate
Волна электрических грузовиков охватывает мировую логистику и транспортную отрасль, внося значительный вклад в достижение «двойных углеродных» целей. Однако с ростом спроса на увеличение запаса хода аккумуляторные системы с единичной емкостью, превышающей 500 кВт·ч и приближающейся к 1000 кВт·ч, стали обычным явлением. Это равносильно оснащению транспортных средств мобильной «энергетической крепостью», но потенциальные риски термобезопасности также достигли беспрецедентного уровня. Когда три экстремальных показателя безопасности — «сверхбольшая емкость», «сверхбыстрое распространение тепла» (<2 минут) и «сверхвысокая ударопрочность» (>1500 кДж) — сходятся вместе, отрасль сталкивается с серьезным технологическим разрывом. В этой статье анализируются эти вызовы и исследуются системные решения для создания специализированной линии защиты электрогрузовиков.
Рисунок 1: Трехслойная компоновка Short-Blade
1-Эпоха 500 кВт·ч+: возможности и проблемы безопасности
а. Резкий рост емкости стал нормой
Для удовлетворения потребностей тяжелых и дальних перевозок емкость аккумуляторов электрогрузовиков быстро увеличилась с 200–300 кВт·ч до 600 кВт·ч+. Лидеры отрасли представили решения с емкостью от 500 кВт·ч и 600 кВт·ч до 1000 кВт·ч, что ознаменовало официальное наступление эры сверхбольшой емкости.
б. Зрелость технологии LFP-аккумуляторов (литий-железо-фосфатных)
LFP-аккумуляторы стали основным драйвером благодаря своим преимуществам в безопасности и долговечности циклов, что делает их основным выбором для грузовиков.
2-«Три основные проблемы» в условиях экстремальных требований к безопасности
а. Контроль предела распространения тепла (<2 минут)
·Основная цель: Конструкции безопасности должны замедлять или блокировать распространение тепла, чтобы создать временное окно для эвакуации и спасательных работ (например, требование 5-минутного предупреждения по стандарту GB 38031-2020 в Китае).
·Суровая реальность: В высокоплотных аккумуляторных батареях емкостью более 500 кВт·ч огромная энергия, выделяемая одной ячейкой при тепловом разгоне, может легко вызвать катастрофическую цепную реакцию. Данные испытаний показывают чрезвычайно быстрое распространение тепла: в некоторых случаях требуется всего 22 секунды для охвата всего блока, 5 секунд для воспламенения соседних модулей и всего 44 секунды для распространения между модулями.
·Основная сложность и пробел: Как эффективно обеспечить, чтобы распространение тепла между модулями контролировалось более 2 минут? В настоящее время ни одна коммерческая система для грузовиков публично не заявила или не подтвердила соответствие этому строгому требованию.
б. Барьер ударопрочности (>1500 кДж)
·Основное требование: Энергия столкновения полностью загруженного грузовика значительно превышает таковую у легковых автомобилей, легко превышая 1500 кДж. Как структурный компонент шасси, аккумуляторный блок должен обладать сверхвысокой прочностью, чтобы оставаться целым после столкновения, предотвращая повреждение внутренних ячеек, которое может привести к тепловому разгону.
·Суровая реальность: Текущие национальные и международные стандарты (например, GB/T 31467.3-2015, UNECE R100) не имеют четких или достаточных порогов для испытаний на ударную энергию аккумуляторных блоков грузовиков. Открытые данные сертификации систем, прошедших испытания на уровне 1500 кДж, крайне редки. Хотя существуют симуляции с более высокой энергией (например, 2500 кДж), полная валидация системы остается серьезной проблемой.
·Основная сложность и пробел: Отсутствие четких стандартов защиты от ударов высокой энергии и тщательно проверенных решений.
в. Риски вторичных катастроф (взрыв груза и паралич дорожного движения)
·Риск взрыва груза: Высокотемпературное пламя от теплового разгона аккумулятора может легко воспламенить груз (особенно опасные материалы), создавая цепочку катастроф: «разгон аккумулятора → возгорание груза → взрыв».
·Риск паралича дорожного движения: Пожары литиевых батарей трудно тушить (требуется большое количество непрерывной охлаждающей воды) и склонны к повторному возгоранию. Многотонный грузовик, загоревшийся на шоссе или в туннеле, усложняет спасательные операции (отключение высокого напряжения, предотвращение токсичных газов) и требует много времени (до нескольких часов, с потенциальными последствиями до 24 часов), серьезно нарушая движение и вызывая значительные социальные последствия.
·Основная сложность и пробел: Отсутствие целевых количественных стандартов времени расчистки дорог и эффективных систем экстренного реагирования.
3-Построение линии защиты: проектирование системы раннего предупреждения о тепловых событиях – четырехуровневая защитная сеть
4-Вспомогательные решения по терморегулированию: усиление системы раннего предупреждения
·Система жидкостного охлаждения: Интегрированные высокоэффективные охлаждающие пластины устраняют локальные перегревы, поддерживая разницу температур между ячейками <3°C.
·Модульная конструкция: Независимо съемные модульные конструкции позволяют быстро заменять неисправные блоки.
·Интеллектуальная платформа мониторинга: Облачный анализ состояния аккумулятора в реальном времени с автоматической отправкой предупреждений обслуживающим командам.
Мы будем регулярно обновлять технологии и информацию о тепловых проектах и оптимизации, и делиться этой информацией с вами для справки. Благодарим вас за интерес к компании Walmate.
На рынке тяжёлых грузовиков на новой энергии "наращивание ёмкости" стало ключевым термином: ёмкость аккумуляторов основных моделей превысила 370 кВт·ч, а модели с ёмкостью 600+ кВт·ч появляются всё чаще. Это не просто скачок технических характеристик, но и декларация отрасли о полномасштабном штурме рынка магистральных перевозок - за счёт увеличения запаса хода на одном заряде, решения ключевой проблемы пользователей "боязни разрядки" и оптимизации совокупной стоимости владения (TCO). В этой статье мы разберём бизнес-логику и технологические прорывы, стоящие за этим трендом.
1-Бизнес-логика: Почему необходимо "наращивать ёмкость"?
a. Сценарная необходимость
· Закрытые сценарии (короткие дистанции, высокая частота): Порты, шахты и подобные объекты полагаются на модели с заменой аккумуляторов (подзарядка за 3-5 минут), где достаточно батарей ёмкостью 280 кВт·ч.
· Магистральные перевозки (дальние грузоперевозки): Составляют 70% грузооборота, требуя запаса хода на одном заряде 500+ км. Аккумуляторы 600+ кВт·ч становятся "пропуском" на этот рынок.
b. Экономика TCO
Ключевой вывод: При суточном пробеге свыше 300 км совокупная стоимость владения (TCO) грузовиков с заменяемыми аккумуляторами начинает превосходить дизельные аналоги.
b. Инновационные модели: Решение проблемы затрат
· Battery-as-a-Service (BaaS): Пользователи приобретают "голое шасси" с ежемесячной арендой аккумулятора (5 000–9 000 юаней), что снижает первоначальные затраты на 30%.
· Услуги замены аккумуляторов: Стоимость услуги 0,2–0,5 юаня за кВт·ч, общие энергозатраты около 2,73 юаня/км (близко к дизельным грузовикам - 2,8 юаня).
· Практическое подтверждение: Станция замены, обслуживающая 50 автомобилей/день, может сократить срок окупаемости до 5 лет (IRR 13,1%).
2-Технологические прорывы: Как сбалансировать запас хода и вес?
a. Компромисс в пространственном размещении: Шасси вместо грузового пространства
· Чтобы аккумуляторы не занимали грузовое пространство, отрасль оптимизирует их расположение. Например, интеграция в шасси (вместо традиционного заднего размещения) освобождает грузовой объём, снижает центр тяжести и может улучшить энергоэффективность.
· Компромисс: Уменьшенный дорожный просвет и ограниченная модульность шасси.
b. Компромисс в материаловедении: Энергоплотность вместо веса
· Ключ к снижению веса - повышение энергетической плотности аккумуляторов (больше энергии на единицу веса). Высокая плотность позволяет использовать более лёгкие батареи или увеличить запас хода при том же весе.
· Основные инновации: Материалы аккумуляторов (например, катоды с высоким содержанием никеля, аноды из кремния и углерода).
· Компромисс: Повышение энергоплотности часто сопровождается рисками безопасности, сокращением срока службы, ростом затрат и снижением скорости зарядки - требуется сложный баланс параметров.
c. Компромисс в бизнес-модели: Сеть вместо нагрузки на отдельное транспортное средство
· Модель замены аккумуляторов переносит проблему "неограниченного запаса хода" с отдельных автомобилей на сеть станций. Плотное размещение станций вдоль маршрутов позволяет грузовикам иметь заряд только до следующей станции, исключая необходимость в громоздких аккумуляторах.
· Результат: Снижаются экстремальные требования к ёмкости, делая нагрузку аккумуляторов более "рациональной".
d. Управление остаточной стоимостью: Ключевой барьер для BaaS
Банки аккумуляторов должны развивать полный жизненный цикл: мониторинг состояния здоровья (SOH), каскадное использование и системы утилизации.
Рисунок 1: Корпус аккумуляторной батареи для тяжёлых грузовиков
3-Будущие тренды: От "наращивания ёмкости" к "эффективной энергозагрузке"
a. Технологическая эволюция: Твердотельные аккумуляторы преодолеют барьеры энергоплотности, перебалансировав вес и запас хода.
b. Зарядная инфраструктура: Стандартизированные протоколы замены для тяжёлых грузовиков и синергия с энергосетями (например, выравнивание пиков) критичны для масштабирования.
c. Многовариантная конкуренция: Водородные грузовики сохраняют потенциал замены в сегменте дальних перевозок с тяжёлыми грузами.
Заключение: Поэтапная стратегия, долгосрочная эволюция
"Наращивание ёмкости" - неизбежный выбор для электрических грузовиков в завоевании рынка магистральных перевозок, отражающий динамичный баланс между коммерческими потребностями и техническими реалиями. По мере развития аккумуляторных технологий и зрелости бизнес-моделей отрасль перейдёт от "гонки ёмкостей" к "гонке эффективности". В настоящее время это движет переход китайских тяжёлых грузовиков на новой энергии из категории "нишевых" в "мейнстрим".
Мы будем регулярно обновлять технологии и информацию о тепловых проектах и оптимизации, и делиться этой информацией с вами для справки. Благодарим вас за интерес к компании Walmate.
Тяжелые грузовики (HDT), как основная сила в дорожной логистике, сделали безопасность, надежность и экономическую эффективность их аккумуляторных систем ключевым технологическим приоритетом. Аккумуляторный поддон, являясь критически важным структурным компонентом, который несет, защищает и управляет модулями батареи, теперь сталкивается с беспрецедентными экстремальными вызовами.
Рисунок 1: Аккумуляторный поддон для электрического грузовика
1-Экстремальные вызовы для аккумуляторных поддонов тяжелых грузовиков
a. Жесткие требования к механической долговечности: вибрация, удар и срок службы в миллион километров
Тяжелые грузовики проектируются со сроком службы ≥1,5 миллиона километров, что в 10 раз больше, чем у легковых автомобилей. Аккумуляторный поддон должен непрерывно выдерживать следующие три типа экстремальных механических нагрузок на протяжении всего жизненного цикла:
·Высокочастотные случайные вибрации: при полной загрузке и движении по бездорожью, строительным или неровным дорогам шасси генерирует случайные вибрации в широком частотном диапазоне (5 Гц–2 кГц). Эти вибрации не только проверяют пределы усталости основной рамы поддона, но также вызывают микротрещины в зонах концентрации напряжений, таких как сварные швы, отверстия под болты и фланцы, становясь потенциальными точками начала разрушения.
·Высокоускоренное ударное воздействие: Глубокие выбоины, экстренное торможение или падение могут создавать ударные ускорения, превышающие 50 g в течение миллисекунд. Поддон должен мгновенно поглощать/рассеивать энергию, чтобы предотвратить смещение элементов, короткое замыкание или разрыв корпуса.
·Кумулятивное усталостное повреждение: Срок службы в миллион километров означает сотни миллионов циклов вибрации. Под действием переменных напряжений алюминиевые сплавы склонны к образованию и распространению усталостных трещин, что в конечном итоге приводит к разрушению конструкции. Основная задача проектирования — отсрочить возникновение трещин до вывода транспортного средства из эксплуатации за счет топологической оптимизации, локального усиления, интеграции гибридных материалов и контроля процессов.
b.Сложные задачи теплового управления и температурных циклов
Из-за сверхвысокой емкости (сотни кВт·ч) и мощной зарядки/разрядки аккумуляторные батареи тяжелых грузовиков выделяют значительное количество тепла. Они также работают в условиях от арктических до тропических, сталкиваясь с экстремальными перепадами температур.
·Управление в широком температурном диапазоне: Поддон и система теплового управления (TMS) должны точно поддерживать температуру элементов в оптимальном диапазоне 25–40°C при окружающей температуре от -40°C до +85°C, с разницей температур между отдельными элементами менее 5°C.
·Термоциклирование при высоких нагрузках: В ускоренных испытаниях на старение система должна выдерживать тысячи циклов термоудара -40°C ↔ +85°C (скорость изменения: 5–15°C/мин, время выдержки: 5–15 минут). Этот процесс вызывает повторяющееся тепловое расширение/сжатие на границах материалов (алюминиевый сплав/герметик/пластиковые компоненты), создавая серьезные проблемы для надежности сварных/клеевых соединений в интегрированных охлаждающих каналах.
2-Основные материальные решения и технологии многофункциональной интеграции
Для решения этих задач отрасль разработала технологическую дорожную карту на основе высокопрочных алюминиевых сплавов, эволюционируя в сторону высокоинтегрированных многофункциональных решений.
a.Выбор основного материала: доминирование алюминиевых сплавов серии 6xxx
В конкуренции со сталью, магниевыми сплавами и композитами алюминиевые сплавы серии 6xxx (Al-Mg-Si) стали основным материалом для аккумуляторных поддонов тяжелых грузовиков благодаря их превосходной совокупной производительности, зрелым технологиям обработки и высокой экономической эффективности.
Ключевые марки сплавов и их свойства:
·6061-T6: Наиболее широко используемая марка, известная своей выдающейся прочностью, хорошей свариваемостью и коррозионной стойкостью.
·6005A-T6 и 6063-T6: Дополнительные варианты, также обладающие хорошей экструдируемостью, подходящие для компонентов с несколько меньшими требованиями к прочности.
b. Смена парадигмы в философии проектирования: тепловое управление и мониторинг состояния конструкции
Философия проектирования современных аккумуляторных поддонов для тяжелых грузовиков претерпела фундаментальную трансформацию — эволюционировав от чисто механической «несущей конструкции» до высокоинтегрированной «интеллектуальной платформы терморегуляции». Это изменение проявляется в двух ключевых технологических направлениях:
·Интегрированное тепловое управление (зрелое применение)
В настоящее время это наиболее технологически зрелый и широко применяемый подход. Его основная концепция заключается во встраивании функции охлаждения непосредственно в конструкцию поддона для достижения компактного и эффективного терморегулирования.
·Исследования мониторинга состояния конструкции (SHM) (начальная стадия)
Эта новая технология направлена на заблаговременное обнаружение потенциальных структурных повреждений (например, трещин, деформаций) в ходе длительной эксплуатации. Однако она остается на этапе валидации и лабораторных исследований, не имея крупномасштабных коммерческих примеров внедрения или достаточных данных о долгосрочной эксплуатационной надежности.
3-Анализ основных технологических маршрутов производства
Производственные процессы для аккумуляторных поддонов тяжелых грузовиков напрямую определяют их стоимость, производительность и эффективность производства. Основной подход сочетает экструзию алюминия и сварку трением с перемешиванием (FSW), оптимально балансируя требования к производительности с моделями мелко- и среднесерийного производства.
a. Экструзия алюминия
Этот процесс формирует алюминиевые заготовки в удлиненные структурные компоненты (например, поперечные балки, продольные балки) с помощью матриц. Будучи краеугольной технологией для аккумуляторных поддонов, он предлагает:
·Преимущества: Низкая стоимость оснастки, короткие сроки разработки и адаптивность к крупным, нестандартным деталям в малых партиях.
·Ограничения: Требует резки, механической обработки и многоэтапной сборочной сварки, что приводит к низкой автоматизации, более медленным циклам и меньшей эффективности по сравнению с интегрированным литьем под давлением.
b. Сварка трением с перемешиванием (FSW)
Эта технология соединения в твердой фазе генерирует тепло с помощью вращающегося инструмента для получения высокопрочных сварных швов алюминия, что делает ее лучшим выбором для несущих/герметичных соединений:
·Производительность: Прочность сварного шва достигает 80–90% от основного материала, без дефектов пористости/трещин. Минимальные термические искажения обеспечивают герметичность уровня IP67+ и экологичность.
·Ограничение: Применима только для плоских или простых криволинейных сварных геометрий.
Алюминиевые аккумуляторные поддоны для тяжелых грузовиков вышли за рамки своей роли высокопрочных легких конструкций, став многофункциональными интегрированными платформами. Однако расширение функциональности влечет за собой такие проблемы, как отказы из-за мультифизического взаимодействия, сложность процессов и риски надежности. Будущие прорывы будут зависеть от совместных инноваций в материалах, процессах и системах, использующих адаптивные интерфейсы и технологии цифровых двойников, чтобы обеспечить безопасную и устойчивую эволюцию интеллектуальных поддонов.
Мы будем регулярно обновлять технологии и информацию о тепловых проектах и оптимизации, и делиться этой информацией с вами для справки. Благодарим вас за интерес к компании Walmate.
Революция крупноформатных элементов, движимая снижением затрат, и вызовы охлаждения: Отрасль накопления энергии переживает глубокую трансформацию, движимую требованием «снижения затрат и повышения эффективности» — стремительно набирает обороты технология крупноформатных элементов питания. Элементы 300Ач+ постепенно становятся стандартом, а элементы емкостью 500Ач и выше ускоряют свое внедрение. Хотя эта трансформация повышает плотность энергии системы и снижает удельную стоимость ватт-часа, она также создает серьезные проблемы: резко увеличивается масса отдельного элемента, стремительно растет общий вес модуля/аккумуляторного блока (PACK), многократно возрастает нагрузка на несущие конструкции днища; более высокая тепловая мощность и более длинные внутренние пути теплопередачи предъявляют предельные требования к эффективности и равномерности системы охлаждения. Жидкостные охладительные пластины (ЖОП), являющиеся ядром теплового управления PACK, сталкиваются с насущной необходимостью модернизации.
Традиционная конструкция ЖОП по принципу «тонкого покрывающего листа» становится несостоятельной. В условиях ограниченного пространства и жесткого контроля затрат, ЖОП должны выйти за рамки единственной функции теплоотвода и эволюционировать в направлении триединства: «интеграция конструкционных функций, предельная эффективность теплоотвода, облегчение системы». В данной статье подробно рассматривается этот путь совершенствования конструкции.
1-Интеграция конструкционных функций: «Революция несущей способности» жидкостных охладительных пластин
Когда масса элементов существенно возрастает, нагрузки, воспринимаемые днищем корпуса и ЖОП, резко увеличиваются. Проектирование ЖОП в качестве несущих конструкционных элементов становится ключевым прорывом для решения противоречий между весом, стоимостью и пространством.
a. Стать «скелетом» корпуса: Интегрированное несущее днище
Концепция проектирования: ЖОП больше не крепится к днищу корпуса, а сама становится основной несущей конструкцией корпуса.
Ключевое преимущество: Значительное сокращение традиционного днища и монтажных кронштейнов, существенное снижение веса системы и затрат на материалы, упрощение процесса сборки.
Технические требования: Должны обладать чрезвычайно высокой жесткостью и прочностью на изгиб, сжатие и ударные нагрузки.
b. Встроенный «арматурный каркас»: Топологическая оптимизация и усиливающие структуры
Проектирование, управляемое механикой:Использование CAE-моделирования для топологической оптимизации, интегрирование усиливающих элементов (ребер жесткости и т.п.) в областях пластины, не критичных для теплоотвода (например, промежутки между каналами, края).
Эффективное использование материала: Оптимизированная конструкция обеспечивает распределение материала по критическим путям напряжения, удаление избыточного материала, достижение облегчения при сохранении несущей способности.
c. Несущая платформа на уровне модуля: Объединение разрозненных элементов
Крупногабаритные высокопрочные ЖОП могут напрямую служить монтажной платформой и несущим каркасом для модулей. Элементы или модули крепятся непосредственно на нее, что устраняет необходимость в дополнительных поддерживающих рамах, дополнительно упрощает структуру и повышает коэффициент использования объема.、
2-Скачок в производительности охлаждения: Искусство баланса между эффективностью и равномерностью
Ключевая проблема крупноформатных элементов питания — сложность отвода тепла из центральной зоны и контроля общего температурного градиента. Конструкция ЖОП требует инноваций в нескольких измерениях: тракты потока, интерфейсы, материалы.
a. Проектирование гидравлических трактов: От «простых труб» к «интеллектуальным сосудам»
Точное распределение потока и усиление турбулизации: Применение древовидных разветвленных каналов, комбинированных структур (змеевик + турбулизаторы/оребрение) для увеличения расхода и турбулизации в зонах высокого тепловыделения в центре элемента. Предотвращение эффекта «быстрого охлаждения краев и медленного центра» из-за широких прямых каналов.
Каналы переменного сечения и зональное охлаждение: Проектирование каналов с плавно изменяющимся сечением или независимо управляемых контуров для разных зон элемента (например, центр > края) на основе распределения тепловыделения. Обеспечивает точное распределение тепловой нагрузки по потребности, контроль температурного градиента в пределах ±2°C.
Бионические и топологически оптимизированные тракты: Использование CFD и методов топологической оптимизации для создания высокоэффективных, низкоомных трактовых сетей «естественного роста». Максимизирует площадь теплообмена и эффективность, снижает потери на перекачку.
b. Преодоление термического сопротивления интерфейса: Повышение «плотности контакта»
Высокоэффективные интерфейсные материалы (ТIM): Разработка термопрокладок/гелей/материалов с фазовым переходом с высокой теплопроводностью (>5 Вт/(м·К)), низким термическим сопротивлением, долговременной стабильностью, а также обеспечивающих электроизоляцию, демпфирование и технологичность нанесения.
Микроструктурирование поверхности:Нанесение микроканавок, массива микровыступов или специальных покрытий на контактную поверхность ЖОП для увеличения эффективной площади контакта. Использование капиллярных сил для улучшения контакта, значительное снижение термического сопротивления интерфейса (на 30%-50%).
c. Модернизация материалов: Двойная цель — теплопроводность и прочность
Исследование алюминиевых сплавов с более высокой теплопроводностью (например, высокотеплопроводные сплавы серии 6ххх, специфические сплавы серии 7ххх) или алюминиевых композиционных материалов (АКМ), обеспечивающих улучшение базовой теплопроводности при сохранении требуемой конструкционной прочности.
3-Сквозная оптимизация массы: Борьба за каждый грамм
Снижение массы каждого грамма означает сокращение затрат и повышение эффективности транспортировки и монтажа.
Тонкая «похудательная» оптимизация:
a. Утонение, основанное на моделировании: Точный расчет методом CAE для максимального уменьшения толщины стенок ЖОП (например, с 2.0 мм до 1.5 мм) при выполнении требований по прочности, жесткости и теплоотводу.
b. Полые структуры и перфорация: Проектирование полостей внутри ребер жесткости и безопасное перфорирование в некритичных для прочности и теплообмена зонах.
c. Применение высокопрочных материалов: Использование алюминиевых сплавов повышенной прочности (серия 7ххх) для уменьшения толщины и массы при сохранении требуемых характеристик.
4-Технологии производства: Фундамент для прогрессивного проектирования
«Структуризация» и «усложнение» ЖОП предъявляют повышенные требования к производственным процессам.
Модернизация и конвергенция основных технологий:
Экструзия алюминия + Сварка трением с перемешиванием (СТП):Преимущества: крупные габариты, высокая конструкционная прочность. Направления развития: разработка сложных профилей с интегрированными каналами и ребрами жесткости; прорыв в технологии СТП сверхдлинных швов и швов с переменным сечением для обеспечения прочности и герметичности сварных соединений.
Штамповка + Пайка:Преимущества: гибкость в проектировании каналов, высокий потенциал облегчения. Направления развития: реализация прецизионной штамповки более глубоких и сложных каналов; повышение выхода годных и надежности соединений при пайке крупногабаритных конструкций с множеством деталей; интеграция усиливающих структур в штампованные детали.
Литье под высоким давлением (ЛВД):Потенциал: изготовление высокоинтегрированных ЖОП (каналы, ребра, интерфейсы — единое целое) со сложнейшей геометрией. Необходимо решить проблемы стоимости оснастки, чистоты поверхности внутренних каналов, контроля пористости.
Инновации в гибридных технологиях:Комбинирование различных процессов для объединения их преимуществ и удовлетворения требований к более сложным конструкциям.
5-Надежность: Жизненно важная линия интегрированного проектирования
Когда ЖОП становится конструкционным ядром, ее надежность определяет безопасность всего аккумуляторного блока (PACK).
Усиление двойной надежности: структурной и гидравлической:
a. Испытания на предельные механические нагрузки:Необходимость прохождения испытаний на вибрацию, удар, сдавливание и падение, значительно превышающих стандартные требования, для моделирования экстремальных условий эксплуатации.
b. Обеспечение усталостной долговечности:Проведение детального моделирования и испытаний на структурную усталость и циклическое давление для гарантии отсутствия течей и трещин при длительных знакопеременных нагрузках.
c. Избыточное уплотнение:Применение многоконтурных стратегий уплотнения на критических соединениях.
d. Строгий контроль качества:Внедрение автоматизированного операционного контроля для обеспечения стабильности производства.
Этот перевод обеспечивает высокий уровень детализации, необходимый для понимания специалистами в области проектирования систем теплового управления, механики и производства СНЭ, и полностью соответствует требованиям профессиональной технической коммуникации на русском языке.
Мы будем регулярно обновлять технологии и информацию о тепловых проектах и оптимизации, и делиться этой информацией с вами для справки. Благодарим вас за интерес к компании Walmate.
Сутью теплоотвода IGBT является проблема эффективности теплопередачи под многослойными последовательно соединенными тепловыми резисторами, среди которых тепловое сопротивление интерфейса составляет более 60% и является основным объектом оптимизации.
Рисунок 1: Диаграмма теплового сопротивления IGBT
1-Корень проблемы: где скрывается тепловое сопротивление?
Тепловое сопротивление IGBT-модуля представляет собой сложную многослойную структуру, состоящую из нескольких слоёв материалов и путей теплопроводности. Тепловое сопротивление IGBT-модуля в основном складывается из теплового сопротивления (Rth) IGBT-модуля, которое складывается из теплового сопротивления переход-корпус (Rth-Rjc) и теплового сопротивления корпус-окружающая среда (Rth-Rca) последовательно:
a. Тепловое сопротивление переход-корпус (Rth-Rjc):
· Керамическая плата с медным покрытием является основным узким местом: на неё приходится более 75% Rth-Rjc, поскольку её керамический слой (например, Al₂O₃) обладает низкой теплопроводностью (15–35 Вт/м·К), и его толщина не может быть проигнорирована. · Остальные уровни составляют оставшиеся 25% теплового сопротивления кристалла (теплопроводность кремния ≈ 150 Вт/м·К), тепловое сопротивление припоя (пустоты создают тепловое сопротивление интерфейса) и тепловое сопротивление медной подложки (высокая теплопроводность, но малый эффект толщины). б. Тепловое сопротивление между корпусом и окружающей средой (Rth-Rca):
· Тепловое сопротивление контакта интерфейса является доминирующим: тепловое сопротивление термопасты/контактной поверхности между подложкой и радиатором составляет 40–60% от общего теплового сопротивления и более 60% в традиционной односторонней конструкции теплоотвода.
· Влияние структуры теплоотвода: например, в радиаторе с воздушным охлаждением тепловое сопротивление контакта (Rjc), тепловое сопротивление теплопроводности (Rch) и тепловое сопротивление теплообмена (Rha) составляют 65,9%, 5,9% и 28,2% соответственно (традиционная структура ребер).
2-Путь преодоления теплового сопротивления: скоординированная оптимизация материалов и структур
a. Утончение кристалла: снижение внутреннего теплового сопротивления
· Технологическое развитие: уменьшение толщины пластины PT с 200 мкм до 70 мкм для IGBT7, что снижает тепловое сопротивление на 60%. Процесс утончения (шлифовка/химическая магнитная генерация/плазменное травление) позволяет снять напряжения и повысить эффективность термодиффузии.
· Физический механизм: толщина уменьшается с 350 мкм до 110 мкм, а теплоёмкость на единицу площади (Cth) — с 786,5 Дж/℃·м² до 247,2 Дж/℃·м², что ускоряет нестационарный отвод тепла. После утончения сопротивление снижается, омический контакт улучшается, а риск отказа, вызванного внутренним напряжением, снижается.
b. Инновация в интерфейсе: спекание серебра заменяет теплопроводящую силиконовую смазку
Усовершенствование материала интерфейса – ключ к снижению теплового сопротивления контакта
Таблица 1: Сравнение теплопроводности серебряного спекания и теплопроводящей силиконовой смазки
c. Модернизация подложек: керамика с высокой теплопроводностью и алмаз
Материалы подложек претерпевают ключевую эволюцию от Al₂O₃ к AlN, а затем к алмазу. Основная цель — значительно повысить теплопроводность для удовлетворения потребностей в рассеивании тепла в электронных устройствах с более высокой плотностью мощности.
· Прорыв в области подложек из AlN
Теплопроводность может достигать 5–10 раз выше, чем у Al₂O₃. Коэффициент теплового расширения (около 4,5 ppm/K) близок к кремнию (около 2,6 ppm/K), что эффективно снижает напряжение, возникающее из-за теплового рассогласования между кремниевыми кристаллами.
· Перспективы алмазных подложек: теплопроводность превышает 2000 Вт/(м·К) (в 80 раз выше, чем у Al₂O₃), коэффициент теплового расширения составляет 1,1 ppm/K, что идеально подходит для кремниевых кристаллов. Теплопроводность композиционных материалов на основе алмаза и алюминия достигает 613 Вт/(м·К) (в 2,6 раза больше, чем у чистого алюминия), а оптимизация интерфейса повышает прочность соединения.
Таблица 2: Сравнение основных свойств материалов подложки
3-Проблемы, связанные с преодолением теплового сопротивления
a. Механическая прочность – узкое место при утончении кристалла
Уменьшение толщины с 200 мкм до 70 мкм (IGBT7) может снизить тепловое сопротивление на 60%, но дальнейшее утончение до 20 мкм приведет к риску разрушения. Ультратонкие кристаллы (<50 мкм) подвержены образованию микротрещин из-за несоответствия коэффициентов теплового расширения (КТР).
b. Проблема высокой теплопроводности подложки
Таблица 3: Проблемы с подложками с высокой теплопроводностью
c. Надёжность интерфейса: проблема многофизической связи
· Риск несоответствия КТР спекания серебра: КТР слоя спекания серебра (КТР = 18,4 ppm/K) в 4 раза отличается от КТР кристалла SiC (КТР = 4,5 ppm/K), и термоциклирование склонно к расслоению.
· Контроль контактного давления интерфейса: давление 0,1 → 0,5 МПа может снизить тепловое сопротивление на 40%, но давление > 1 МПа выдавит слой серебра.
С достижением плотности мощности IGBT в 10 кВт/см² проектирование систем теплоотвода перешло из разряда «вспомогательной инженерии» в разряд «проблемного места в системе». Революция в области подложек с Al₂O₃ на алмаз, переход от силиконовой смазки к спеканию меди и уменьшение толщины кристалла с 200 мкм до 50 мкм — всё это, по сути, борьба со вторым законом термодинамики. Проектирование систем теплоотвода приближается к физическому пределу, и треугольная синергия материалов, структуры и процесса станет ключом к прорыву.
Мы будем регулярно обновлять технологии и информацию о тепловых проектах и оптимизации, и делиться этой информацией с вами для справки. Благодарим вас за интерес к компании Walmate.
Замена меди алюминием стала необратимой тенденцией в области Радиатор со скошенными ребрами. Основными движущими силами являются стоимость, малый вес и ресурсосбережение, а разрыв в производительности компенсируется за счет технологических инноваций (технология скошенных ребер, микроканальная конструкция). В типичных приложениях алюминиевые решения широко используются в высокоэффективных системах, таких как центры обработки данных и транспортные средства на новых источниках энергии. Однако замена меди алюминием — это не просто замена материала, а системный проект, требующий комплексной оптимизации, охватывающей выбор материала, проектирование конструкции, производственный процесс и условия применения, для достижения оптимального баланса между стоимостью и производительностью. В данной статье подробно рассматриваются ключевые технологические прорывы и прикладные решения в этой области.
1-Алюминий против меди: свойства материалов и проблемы замены
Чтобы научно оценить возможность замены меди алюминием, необходимо сначала понять различия в основных физических свойствах этих двух металлов в системах теплоотвода:
Таблица 1: Комплексное сравнение свойств теплорассеивающих материалов из алюминия и меди
Эффективность теплоотвода зависит не только от теплопроводности материала, но и от его теплоёмкости и использования площади поверхности. Разница в физических свойствах алюминия и меди определяет границы применимости замещения:
a. Диалектическая связь между теплопроводностью и теплоёмкостью
·Мгновенное преимущество меди: высокая теплопроводность (385 Вт/м·К), более быстрое начальное рассеивание тепла;
·Прорыв алюминия в стационарном состоянии: высокая удельная теплоёмкость (900 Дж/кг·К, в 2,3 раза больше, чем у меди), увеличение теплоёмкости на единицу массы на 133%, низкая плотность (2,7 г/см³, 30% меди), увеличение площади рассеивания тепла на 40% при том же объёме и долгосрочный баланс, достигаемый за счёт большей площади поверхности на этапе непрерывного рассеивания тепла.
b. Тепловое согласование
Коэффициент теплового расширения алюминия (23,1×10⁻⁶/K) близок к коэффициенту теплового расширения подложки печатной платы (13–18×10⁻⁶/K), что снижает риск выхода из строя из-за термических напряжений.
Кроме того, эта тенденция обусловлена изменением взглядов на производительность — снижение локальной теплопроводности в обмен на снижение веса системы, оптимизацию затрат и повышение устойчивости.
2-Ключевые прорывы в производственном процессе
a. Прорыв в системе материалов: оптимизация состава сплава и контроль твёрдости
· Традиционные проблемы: традиционные алюминиевые материалы (например, чистый алюминий 1060) имеют низкую твёрдость (24–38 HB) и легко поддаются стачиванию, но при последующей обработке склонны к налипанию на инструмент; алюминиевый сплав 6063 имеет высокую твёрдость (34–42 HB), что благоприятно для последующей обработки, но высота стачивания ограничена (≤50 мм).
· Прорыв: благодаря оптимизации состава сплава (Si 0,25%, Mg 0,41%) и инновационным процессам плавки и литья (гомогенизация при 556°C + экструзия при 430°C / закалка при 490°C) твёрдость алюминиевых материалов контролируется поэтапно: поддержание низкой твёрдости 32–39 HB перед срезанием ребер (для обеспечения обработки ребер высотой 70 мм) и упрочнение до 55–64 HB после срезания ребер (для решения проблемы налипания на инструмент во время обработки).
·Контроль примесей и баланс теплопроводности: благодаря контролю чистоты Fe ≤0,11% и Cu ≤0,02% (99,70% алюминиевой основы) поддерживается высокая теплопроводность и повышается эффективность обработки, что обеспечивает высокую производительность и эксплуатационную прочность алюминиевых радиаторов с высоким ребром.
b. Существенное различие между твёрдостью материала и чувствительностью к резанию: основное преимущество алюминия в получении сверхтонких рёбер заключается в его способности к упрочнению и требуемой силе резания.
Технический анализ:
·Мягкие свойства меди обуславливают процесс срезания рёбер: выдавливание инструмента легко приводит к накоплению материала у основания рёбер (образуя «эффект завёртывания»).
Участок тонкой плёнки подвержен сильной пластической деформации (высокая степень нестабильности при толщине <0,1 мм); степень упрочнения низкая, и структура не может быть упрочнена деформацией.
·При срезании алюминиевого сплава: упрочнение значительно повышает жёсткость рёбер (прочность сплава 6063 повышается после холодной закалки); низкая сила резания позволяет использовать более точный инструмент с тонкими лезвиями; небольшое упругое восстановление (около 1/3 меди) обеспечивает геометрическую точность рёбер.
c. Прорыв в области структурных ограничений и оптимизация затрат
Конструкция ультратонких ребер, по сути, направлена на максимизацию соотношения площади поверхности к объему, и физические свойства алюминия лучше подходят для этой цели:
Таблица 2: Сравнение параметров алюминиевых и медных радиаторов со скошенными теплоотвод
Простые алюминиевые профили с поперечным сечением (пластина/паз) используются для замены сложных пресс-форм, снижая стоимость пресс-форм на 60%. Мелкосерийное производство напрямую использует пластинчатые ребра (без пресс-форм) для адаптации к индивидуальным потребностям.
3-Суть тренда: Оптимизация системы заменяет материальный эгоизм
Основная ценность алюминиевых радиаторов со строжкой ребер заключается в комплексной оптимизации на системном уровне, а не в замене отдельных характеристик теплопроводности:
·Техническое преимущество: Достижение синергетического прорыва в области легкого и эффективного рассеивания тепла за счет многослойной структуры ребер, технологии тонких ребер и цельного литья;
·Преимущество интеграции с малым весом: В таких развивающихся областях, как новая энергетика/5G, малый вес и стоимость стали более важными показателями, чем абсолютная теплопроводность, и производные преимущества были улучшены.
·Экономия полного цикла: Первоначальная стоимость составляет всего 45% от стоимости медного решения, а снижение энергопотребления вентилятора за счет уменьшения веса может обеспечить быструю окупаемость инвестиций. ·Основа устойчивого производства: достаточные мощности по производству алюминия и коэффициент извлечения >95% в отрасли гарантируют стабильность цепочки поставок.
Мы будем регулярно обновлять технологии и информацию о тепловых проектах и оптимизации, и делиться этой информацией с вами для справки. Благодарим вас за интерес к компании Walmate.
Скачок в плотности мощности и игра тепловых границ являются движущей силой четырех революций в технологии охлаждения солнечных инверторов. От централизованного воздушного охлаждения ребер H-моста до трехуровневой топологии NPC, использующей тепловые трубки для укрощения источника тепла; от модульных многоуровневых систем для создания защитной линии тепловой избыточности с материалами с фазовым переходом до мягких переключателей SiC, использующих микроканальное жидкостное охлаждение для прорыва через высокую стену плотности теплового потока — каждая итерация топологии переписывает парадигму охлаждения. Суть этой эволюции — конечный вызов силовой электроники второму закону термодинамики в условиях треугольных ограничений эффективности, плотности мощности и надежности, и она определит конкурентные барьеры следующего поколения систем термоядерного хранения фотоэлектрических элементов.
1-Эволюция системы солнечного инвертора
Эволюция системы солнечного инвертора следует четырехэтапному переходу адаптации рассеивания тепла → управления температурой → тепловой синергии → системы снижения энтропии, движущей формой от централизации шкафного типа к интеллектуальной интеграции на уровне чипа, плотность мощности продолжает расти, эффективность и проникновение в сцену одновременно совершают скачок.
a. Физическая форма солнечного инвертора претерпела трехуровневый переход:
Ранние централизованные инверторы были большими по размеру (>1 м³/МВт) и весили более тонны; последующее решение струнного типа разбирало силовой блок на модули мощностью 20–100 кВт, а объем был уменьшен до 0,3 м³/МВт; текущая модульная конструкция была дополнительно усовершенствована до субблоков мощностью 10 кВт, плотность мощности превысила 50 кВт/л, а вес снизился до <15 кг/кВт.
b. Адаптивность к окружающей среде переходит от пассивной защиты к активной адаптации:
· Уровень защиты: IP54 → IP66/C5-M антикоррозийная защита (прибрежные/соленые сценарии)
· Диапазон температур: -25~+60℃ → -40~+85℃ (экстремально холодные/пустынные сценарии)
· Интеллектуальный ответ: алгоритм динамического управления температурой регулирует мощность рассеивания тепла в реальном времени в соответствии с пылью/высокой влажностью окружающей среды
c. Потребность в рассеивании тепла качественно меняется со скачком в плотности мощности:
Раннее принудительное воздушное охлаждение справляется с плотностью теплового потока <100 Вт/см²; технология тепловых трубок в трехуровневую эпоху решает проблему однородности температуры нескольких источников тепла; высокая частота SiC способствует популяризации жидкостного охлаждения; Микроканальное охлаждение с изменением фазы становится стандартным решением для >300 Вт/см², а доля системы рассеивания тепла была сокращена с 30% до 12% от всей машины.
2- Эволюция топологии системы солнечного инвертора и терморегулирование
Основная логика эволюции топологии системы солнечного инвертора обусловлена «эффективностью-плотностью мощности-стоимостью»:
· Изменения в механизме потерь: от преобладания потерь проводимости (H-мост) → потери коммутации ядра (NPC) → высокочастотные магнитные части/потери конденсатора (MMC) → потери электромагнитной совместимости при мягком переключении SiC составляют более 60%, сдвигая фокус рассеивания тепла со «средней температуры» на «управление сверхвысокой плотностью теплового потока»;
· Переход плотности мощности: физический предел кремниевых IGBT (20 кГц/3 кВт/л) был преодолен устройствами SiC (100 кГц/50 кВт/л), заставив решение рассеивания тепла перейти от воздушного охлаждения → тепловой трубки → жидкостного охлаждения → микроканального фазового изменения охлаждения;
· Динамический баланс стоимости: доля стоимости системы рассеивания тепла постепенно уменьшается от H-моста к SiC, но стоимость рассеивания тепла на единицу мощности вместо этого увеличивается. Необходимо реконструировать тепловую границу посредством совместного проектирования топологии-упаковки-рассеивания тепла, чтобы в конечном итоге добиться снижения LCOE.
Таблица 1: Эволюция топологий солнечных инверторов и управления тепловым режимом
Столкнувшись с инженерными проблемами постоянного скачка плотности мощности и постоянного прорыва в плотности теплового потока фотоэлектрических инверторов, решение по рассеиванию тепла необходимо систематически модернизировать:
· Эволюция от воздушного охлаждения к жидкостному: чтобы справиться с высокими характеристиками плотности теплового потока новых чипов, значительно снизить температуру ядра;
· Сочетание тепловой трубки и технологии изменения фазы: эффективно подавляет тепловой удар модульных систем и продлевает срок службы ключевых компонентов;
· Совместное проектирование и контроль затрат: оптимизирует долю системы рассеивания тепла за счет глубокой интеграции электрического и теплового управления.
Как партнер по тепловому управлению, Walmate фокусируется на технологии охлаждения непосредственно на чипе и оптимизации теплового сопротивления на уровне системы, чтобы предоставить осуществимые решения по рассеиванию тепла для фотоэлектрических систем хранения.
Мы будем регулярно обновлять технологии и информацию о тепловых проектах и оптимизации, и делиться этой информацией с вами для справки. Благодарим вас за интерес к компании Walmate.
Настоящая статья систематизирует возможные направления технологических инноваций систем охлаждения HVDC в условиях стремительного роста ИИ-нагрузок, с акцентом на координацию жидкостного охлаждения и модернизацию материалов. Основана на открытых отраслевых источниках, возможные неточности просьба уточнять.
1-Необходимость роста HVDC и эволюции охлаждения
Взрывной рост вычислительной мощности ИИ приводит к резкому увеличению плотности мощности в ЦОД (более 100 кВт на стойку), что требует перехода на более эффективные системы электропитания.
Традиционные UPS испытывают сложности с КПД и занимаемой площадью, тогда как HVDC демонстрирует преимущества в виде высокой эффективности, низких потерь, компактности и надежности, и стремительно становится доминирующим решением для ИИ-ЦОД.
Попутно растет потребность в более высоких напряжениях (750В, 1000В) для повышения мощности и эффективности.
a. Рост вычислений ИИ и ужесточение требований по энергоэффективности
Для достижения стандартов PUE ≤1,5 или даже ≤1,3 системы охлаждения HVDC должны обеспечивать:
Эффективное охлаждение: внедрение жидкостных систем под высокую плотность мощности.
Оптимизацию теплоносителя: приоритет деионизированной воды, либо стабильных флюидов с низкой разделяемостью фаз (напр. PCD).
Повышение теплопередачи: использование высокотеплопроводных материалов и специальных каналов в радиаторах.
Интеллектуальный температурный контроль: мониторинг ключевых точек, предиктивная диагностика.
Резервирование: архитектура N+1, двухконтурные системы охлаждения.
Аварийное охлаждение: готовность к экстремальным нагрузкам.
Экологическая устойчивость: работа при +15…+35°C, защита от влаги и конденсата.
b. Углубление применения третьего поколения полупроводников (SiC/GaN)
ИИ-сценарии требуют высоковольтных решений (например, HVDC 800В), где активно применяются:
SiC/GaN-компоненты с высокой плотностью мощности, частотой переключения и низкими потерями.
Это позволяет повысить эффективность, снизить тепловыделение, уменьшить стоимость материалов и повысить надежность.
c. Сравнение HVDC и переменного тока (AC) с точки зрения энергоэффективности и охлаждения
Требования архитектуры HVDC к системам рассеивания тепла в основном отражаются в высокой плотности мощности, эффективных методах охлаждения, избыточной конструкции, экологической адаптивности, оптимизации энергоэффективности и быстром восстановлении после сбоев. Эти требования совместно определяют сложность и проблемы систем HVDC при проектировании и эксплуатации.
Таблица 1: Разбивка основных причин различий в потерях при преобразовании энергии постоянного тока высокого напряжения и переменного тока
2- Инновационное ядро: Синергия жидкостного охлаждения и решения по модернизации материалов
a. Система жидкостного охлаждения: переход поколений от периферии к мейнстриму
Уровень проникновения жидкостного охлаждения быстро растет, вычислительная мощность ИИ увеличивает потребление энергии графического процессора до 1000 Вт, заставляя воздушное охлаждение трансформироваться, а периферийные сценарии должны адаптироваться к экстремальному диапазону температур от -30℃ до 60℃.
Таблица 2: Смена поколений технологических путей
б. Модернизация материалов: ключевой прорыв в решении экстремальных тепловых задач
Модернизация материалов способствует прорывам в эффективности рассеивания тепла: оптимизируйте тепловое управление тиристорами с помощью интерфейсных материалов с высокой теплопроводностью, объедините керамические подложки из нитрида алюминия (теплопроводность ≥ 180 Вт/мК) для повышения теплоотдачи устройств SiC/GaN и используйте композитную структуру жидкостного охлаждения для поддержки высокой плотности мощности. На системном уровне используется архитектура жидкостного охлаждения с резервированием N+1, интеллектуальная стратегия контроля температуры и конструкция трубопровода с выдерживаемым напряжением 800 В для достижения безопасного и эффективного совместного рассеивания тепла.
3-Технические проблемы и возможности в цепочке индустрии охлаждения
a. Ключевые проблемы: узкие места стандартизации и совместимости
Отсутствие единообразия в интерфейсе охлаждающей пластины на уровне чипа и разница в выдерживаемом напряжении трубопровода на уровне шкафа (500 В ~ 800 В) приводят к плохой совместимости и увеличивают стоимость трансформации; пути охлаждающей пластины и технологии погружения разделены, а отсутствие стандартов изоляции охлаждающей жидкости усугубляет фрагментацию отрасли; существуют скрытые опасности в звене эксплуатации и обслуживания, такие как недостаточный механизм обнаружения утечек и пустые стандарты для снижения производительности охлаждающей жидкости. Основная причина кроется в экологическом разделении трех сторон поставщиков чипов/поставщиков серверов/поставщиков решений для жидкостного охлаждения, что формирует дилемму «островизации» с неясными обязанностями.
b. Возможности сотрудничества: техническое сотрудничество и промышленное сотрудничество
Уровень микросхемы способствует стандартизации интерфейсов охлаждающих пластин, а системный уровень связывает нагрузку HVDC и скорость потока охлаждения с помощью алгоритмов управления температурой AI; промышленный уровень опирается на ODCC для установления стандартов интерфейса и охлаждающей жидкости и сокращает цикл развертывания с помощью модульных целых машин; внедряет инновационные технологии регенерации охлаждающей жидкости и модели лизинга оборудования для снижения затрат и покрывает риски утечки с помощью механизмов страхования для достижения трехмерного сотрудничества технологий, промышленности и финансов.
В настоящее время технология охлаждения HVDC все еще сталкивается с такими проблемами, как стандартизация и совместимость, но промышленное сотрудничество показало признаки прорыва. Эта статья представляет собой лишь временное наблюдение, и мы с нетерпением ждем обсуждения направлений оптимизации с коллегами в отрасли.
Мы будем регулярно обновлять технологии и информацию о тепловых проектах и оптимизации, и делиться этой информацией с вами для справки. Благодарим вас за интерес к компании Walmate.
Для производства радиаторов выбор материала и точность скашивания ребер являются ключом к успеху. Столкнувшись со строгими требованиями сверхтонких ребер и ребер высокой плотности, основная проблема заключается в следующем: как сбалансировать теплопроводность материала, стоимость и технологичность? Как преодолеть ограничение оборудования, достичь стабильной точности на уровне микрона и обеспечить постоянство формы зубьев и эффективность рассеивания тепла? Это напрямую определяет производительность продукта, конкурентоспособность по стоимости и выход массового производства.
1-Основные проблемы и сложности процесса
a. Суть процесса: послойное шабрение (грубая → тонкая обработка) формирует высокоплотные детали ребер
Послойное шабрение быстро удаляет излишки посредством черновой обработки и обеспечивает точность формы ребра посредством тонкой обработки, но сталкивается с тремя основными противоречиями:
· Контроль тепловой деформации: высокое тепло резания, выделяемое при черновой обработке, вызывает локальное расширение тонкостенных деталей ребер. Деформацию необходимо компенсировать во время тонкой обработки, в противном случае возникнут ошибки эллиптичности (например, неравномерное расстояние между теплоотводящими ребрами).
· Баланс напряжений: накопление остаточного напряжения при послойной обработке вызывает коробление деталей зубьев, особенно алюминия (высокая теплопроводность, но низкий предел текучести), что требует снижения силы резания за счет стратегии «малой глубины резания и быстрой подачи».
· Точный перенос: неровный остаточный материал, остающийся после грубой обработки, увеличивает нагрузку на инструмент для тонкой обработки, что легко может вызвать вибрацию и привести к допуску толщины ребра.
б. Две основные болевые точки
· Выбор материала радиатора: выбор материала радиатора должен сбалансировать теплопроводность, технологичность и стоимость. Благодаря сравнению производительности и принятию решений о выборе в сочетании с модификацией материала и контролем стоимости можно достичь синергетической оптимизации.
Таблица 1: Количественное сравнение свойств материалов и логика выбора
· Точность оборудования: Оптимизация точности оборудования повышает точность обработки и срок службы инструмента за счет подавления термической деформации резания, износа и погрешности инструмента, используя инновационные инструменты и компенсацию погрешности термомеханического соединения.
Таблица 2: Причинно-следственная цепочка дефектов точности
2-Выбор материала: ключ к производительности и стоимости
a. Доминирует спрос на теплопроводность
· Сценарий с высоким тепловым потоком (>100 Вт/см²): предпочтительна медь (теплопроводность 380 Вт/м·К), ее теплопроводность на 30% выше, чем у алюминия.
Контроль рисков: травление для удаления оксидного слоя (10% HNO₃) + масляная пленка бензотриазола для предотвращения вторичного окисления, что снижает износ инструмента на 40%.
Сценарий со средним и низким тепловым потоком (<80 Вт/см²): предпочтителен чистый алюминий (теплопроводность 210 Вт/м·К), который удовлетворяет большинству потребностей бытовой электроники и стоит всего 30% от стоимости меди.
b. Оптимизация ограничений по стоимости
· Чувствительные к стоимости проекты, утончение материала (например, алюминиевая подложка от 4 мм до 2 мм); переработка отходов (степень извлечения медной стружки >95%); локальная композитная конструкция (медь используется только в области контакта с источником тепла).
· Альтернативное решение, чистый алюминий + конструкция тепловой трубки, эквивалентная теплопроводность 200–220 Вт/м·К.
c. Компромисс сложности обработки
· При высоких требованиях к ребрам (>70 мм) выбирайте чистый алюминий, предельная высота ребра составляет 120 мм, а сопротивление изгибу выше, чем у меди; предварительная обработка, предварительный отжиг алюминия (снижение остаточного напряжения) для снижения колебаний твердости.
· Для высокоточной формы ребра (толщина ребра <0,5 мм) выбирайте алюминий 6 серии, AL6063 закаляется после мягкой обработки, а толщину ребра можно контролировать до 0,25 мм; Табу, избегайте прямой обработки твердых медных материалов (легко разрушающиеся зубья), требуется низкотемпературная предварительная обработка.
3- Оптимизация точности оборудования: основа повышения производительности
Точность оборудования является основой процесса скашивания для достижения высокой плотности ребер и контроля деформации и износа.
Таблица 3: Механизм влияния источников ошибок оборудования на выход продукции
Идеи по оптимизации точности оборудования для заточки:
· Повышение точности: замена ЧПУ, замена механической передачи на систему ЧПУ для устранения ошибки индексации; подавление тепловой деформации, использование технологии резки холодным воздухом и объединение технологии компенсации для активного контроля тепловой деформации во время обработки; укрепление инструмента, нанесение покрытия CBN и оптимизация геометрической структуры для улучшения противосколочной способности инструмента.
· Основные достижения: точность обработки оборудования достигает ±0,003 мм (уровень микрометра); успешно поддерживает проектирование экстремальных ребер толщиной 0,3 мм и высотой ребра 120 мм; выход продукции достиг значительного скачка с 65% до 95%.
Подводя итог, точное соответствие материалов и экстремальная точность заточки являются основными барьерами производства радиаторов. Оптимизированные материалы гарантируют основу производительности, в то время как оборудование с точностью микронного уровня (передача ЧПУ, подавление тепловой деформации и долговечные инструменты) является единственным способом достижения высокой производительности и поддержки проектирования экстремальной формы ребра. Только путем постоянной оптимизации этих двух ядер и активного внедрения передовых технологий точного управления мы сможем укрепить лидирующие позиции на рынке обработки радиаторов.
Мы будем регулярно обновлять технологии и информацию о тепловых проектах и оптимизации, и делиться этой информацией с вами для справки. Благодарим вас за интерес к компании Walmate.
Когда вы видите радиатор, точный как зубья расчески в электронном устройстве, вы можете не подумать, что его пиковая производительность была определена задолго до того, как лезвие коснулось металла. Почему крупные производители готовы тратить много денег на предварительную обработку материала? Потому что этот шаг может напрямую модернизировать радиатор: резка алюминия экономит 20% усилий, медные радиаторы могут использоваться еще 3 года, и даже радиаторы высотой 12 см можно разрезать за один раз. В этой статье рассказывается, как «массировать и размягчать кости» металла с помощью научных методов, чтобы твердый металл можно было послушно превратить в идеальный радиатор.
1-Почему предварительная обработка является «невидимым двигателем» ребристые радиаторы?
а. Производственные проблемы высокоточных радиаторов
· Остаточная концентрация напряжений: Остаточное напряжение от процесса прокатки или литья сырья высвобождается во время скошивания, вызывая деформацию подложки.
· Размягчение материала: Алюминий, медь и другие материалы локально размягчаются из-за повышения температуры (алюминий 40-60 ℃, медь 80-120 ℃) в процессе резки, что приводит к разрушению зуба или увеличению заусенцев.
· Поверхностное окисление: Медь легко окисляется на воздухе, образуя слой CuO (высокая твердость и высокая хрупкость), что усиливает износ инструмента и сокращает срок его службы.
б. Предварительная обработка — ключевой мост от «металлического сырья» к «точным зубчатым срезам»
· Оптимизация характеристик материала, рекристаллизационный отжиг алюминиевых и медных материалов соответственно, устраняет остаточное напряжение, возникающее в процессе прокатки, и можно значительно улучшить однородность твердости материала.
· Контроль состояния поверхности с использованием химической очистки для удаления оксидного слоя на поверхности материала, например, медь можно протравить 10% HNO₃, и шероховатость поверхности можно уменьшить до 0,4 мкм после обработки, эффективно уменьшая адгезию инструмента; или пассивационная обработка алюминия, например, анодирование алюминия для формирования пленки Al2O3 толщиной 5–10 мкм для предотвращения вторичного окисления во время обработки.
c. Как технология предварительной обработки повышает эффективность обработки?
· Сократите цикл обработки, сопротивление резанию материала уменьшается после предварительной обработки, что позволяет увеличить скорость подачи.
·Снижение частоты повторной обработки: предварительное снятие напряжения значительно повышает скорость прохождения плоскостности подложки, устраняя вторичный процесс коррекции.
2-Основа технологии предварительной обработки: интеграция материаловедения и технологии
Основа технологии предварительной обработки — настройка логики процесса на основе свойств материала для решения внутренних противоречий материалов с высокой теплопроводностью, таких как алюминий и медь, при точении зубьев.
a.Свойства материала определяют логику предварительной обработки
·Предварительная обработка алюминиевых материалов: отжиг при 300–350℃×2ч может устранить напряжение прокатки и улучшить однородность твердости на 40%; обработка поверхности может быть выбрана путем анодирования для создания пленки Al₂O₃ толщиной 5–10 мкм или химической пассивации (хроматирование) для предотвращения окисления во время обработки.
·Предварительная обработка медных материалов: отжиг при 500–600℃×1ч может смягчить материал, снизить твердость с 80HB до 45HB и уменьшить силу резания на 30%; травление использует 10% раствор HNO₃ для удаления оксидного слоя. Когда толщина CuO превышает 1 мкм, скорость износа инструмента увеличится на 50%.
б. Основное противоречие: Парадокс обработки материалов с высокой теплопроводностью
·Точка противоречия: высокая теплопроводность (например, 380 Вт/м·К для меди) является основным преимуществом радиатора. Высокая теплопроводность приводит к тому, что тепло резки быстро передается инструменту, ускоряя износ (срок службы инструмента при обработке меди составляет всего 1/3 от срока службы алюминия).
Схема предварительной обработки, баланс между теплопроводностью и обрабатываемостью, например, низкотемпературная предварительная обработка медных материалов для снижения повышения температуры резания или градиентная конструкция материала; управление оксидным слоем, например, сохранение плотной пленки Al₂O₃ алюминиевых материалов для снижения трения; покрытие медных материалов масляной пленкой бензотриазола после травления для блокировки вторичного окисления.
3-Методы предварительной обработки сердечника
a. Механическая предварительная обработка: «прокладывание пути» для обработки
Очистка поверхности (пескоструйная обработка/полировка), удаление оксидных слоев, масляных пятен и заусенцев, улучшение шероховатости поверхности (значение Ra), улучшение адгезии покрытия или последующего эффекта травления.
b. Химическая предварительная обработка: активация поверхностной активности материала
Благодаря физической очистке (дезактивации), химической модификации (формированию конверсионной пленки) и улучшению характеристик поверхности поверхность материала преобразуется из инертного состояния в высокоактивное. Суть заключается в балансировке шероховатости поверхности, плотности химических функциональных групп и коррозионной стойкости, тем самым обеспечивая идеальную подложку для последующих процессов.
c. Термическая обработка: изменение микроструктуры материала
Благодаря точному контролю процессов нагрева, изоляции и охлаждения материала микроструктура реорганизуется и оптимизируется. Суть заключается в использовании механизмов термической активации для управления атомной диффузией, фазовым переходом и реорганизацией дефектов, тем самым придавая материалу новые эксплуатационные характеристики.
d. Контроль состава: полное управление процессом от плавки до формовки
Контроль состава является основной технологией производства материалов. За счет выбора сырья, точного контроля плавки и оптимизации параметров формовки в сочетании с цифровым обнаружением, точным контролем колебаний и улучшенной производительностью.
4-Алюминий против меди: дифференцированные стратегии предварительной обработки
В связи со значительными различиями в физических и химических свойствах алюминия и меди стратегии предварительной обработки должны быть разработаны специально для решения соответствующих проблем обработки.
5-Как предварительная обработка становится «усилителем» эффективности?
а. Сотрудничество с обработкой зачистки
· Уменьшение износа инструмента: после предварительной обработки уменьшается остаточный твердый оксид на поверхности, увеличивается срок службы инструмента зачистки и снижается скорость скалывания деталей ребер высокой плотности.
· Повышение точности обработки: предварительная пескоструйная обработка устраняет внутреннее напряжение материала, снижает погрешность высоты зуба с ±0,5 мм до ±0,1 мм и соответствует требованиям зубьев с большим количеством зубьев (высота зуба/толщина подложки ≥10).
б. Сотрудничество с обработкой поверхности
· Повышение адгезии покрытия: после предварительной обработки пассивацией можно значительно улучшить показатель прохождения испытания на адгезию покрытия.
· Уменьшение контактного термического сопротивления: предварительная обработка формирует однородную микропористую структуру, которая снижает термическое сопротивление сварного интерфейса радиатора и тепловой трубы на 15%-20%.
в. Сотрудничество с обработкой поверхности с ЧПУ
· Сокращение дефектов вторичной обработки: после химической очистки для удаления масляных пятен скорость образования заусенцев при фрезеровании алюминия с ЧПУ снижается на 60%, а дефекты резьбы и скольжения снижаются на 50%.
г. Влияние предварительной обработки на эффективность производства
· Повышение производительности: ребристые радиаторы процессов химической и механической предварительной обработки производительность срезанного радиатора и обработки с ЧПУ значительно повышается, а качество продукции гарантируется.
· Сокращение цикла обработки: после предварительной обработки обработка алюминия не требует отдельного снятия заусенцев, а время обработки одной детали значительно сокращается. Скорость обработки автоматизированной пескоструйной линии увеличивается, а эффективность производства значительно повышается.
· Сокращение энергопотребления и затрат: вместо химического травления используется механическая предварительная обработка, а потребление энергии при обработке снижается. После предварительной обработки твердость материала снижается, потери при формовании уменьшаются, а себестоимость продукции эффективно снижается.
Мы будем регулярно обновлять технологии и информацию о тепловых проектах и оптимизации, и делиться этой информацией с вами для справки. Благодарим вас за интерес к компании Walmate.
По мере ускорения трансформации глобальной энергетической структуры роль систем хранения энергии в регулировании частоты питания, новом потреблении энергии и других сценариях становится все более заметной. Как основной носитель, конструкция корпуса батареи ess с учетом адаптации к окружающей среде должна учитывать экстремальную устойчивость к климату, прочность конструкции и долгосрочную надежность. Начиная с требований сценария, в этой статье рассматриваются основные технические пути адаптации к климату, анализируются проблемы проектирования и направления инноваций, а также дается справочная информация по разработке корпуса батареи ess с высокой степенью адаптации к окружающей среде.
1-Дифференциация сценариев рынка хранения энергии и уточненные тенденции управления
a. Карта дифференциации сценариев: связь региональных характеристик и технических требований
Рынок хранения энергии демонстрирует значительную региональную дифференциацию, и технические решения должны адаптироваться к климатическим условиям, характеристикам сети и сценариям применения:
· Экстремальные климатические сценарии:
Высокотемпературная среда пустыни: корпус должен выдерживать высокие температуры выше 50 °C (эффект острова тепла внутри контейнера может достигать 53,3 °C), проходить сертификацию уровня защиты IP55/IP67 и использовать множество мер, таких как пыленепроницаемый хлопок и герметик для защиты от ветра и песчаной эрозии.
Высокогорная/низкотемпературная среда: при низких температурах -40 °C необходимо интегрировать технологию предварительного нагрева элементов батареи, оптимизировать затухание охлаждающей способности системы жидкостного охлаждения (рабочий нижний предел увеличен до -30 °C) и усилить электрическую изоляцию, чтобы справиться с риском возникновения дуги, вызванным разреженным воздухом.
· Сценарии адаптации энергосистемы:
Регулирование частоты европейской электросети должно соответствовать динамическому регулированию мощности (диапазон 47,5–51,5 Гц) и быть совместимым с требованиями рынка вспомогательных услуг; североамериканские проекты интеграции фотоэлектрических хранилищ должны поддерживать архитектуру постоянного тока 1500 В и быстрое переключение зарядки и разрядки (≤100 мс), а также проходить испытания на распространение теплового разгона для обеспечения безопасности.
·Промышленные и коммерческие сценарии хранения энергии:
Компактная конструкция использует технологию прямой интеграции ячеек (использование пространства увеличено до 33%), модульные решения поддерживают гибкое расширение (15–921 кВт·ч) и интегрируют интеллектуальные функции эксплуатации и обслуживания для снижения стоимости всего жизненного цикла.
б. Усовершенствованная бизнес-стратегия, переход от поставки продукции к ценностному обслуживанию
·Индивидуальные технические решения: Учитывая высокую стоимость передачи в изолированных районах, конфигурация долгосрочного хранилища энергии более 4 часов может сократить инвестиции в модернизацию сети на 30%; система хранения энергии сетевого типа поддерживает совместимость с несколькими сценариями и повышает стабильность сети.
· Полный жизненный цикл обслуживания: оптимизируйте первоначальные инвестиции и расходы на эксплуатацию и обслуживание с помощью модели LCoS (выравниваемая стоимость хранения), интеллектуальная платформа эксплуатации и обслуживания объединяет данные о ценах на электроэнергию и прогнозы нагрузки, динамически оптимизирует стратегии зарядки и разрядки и увеличивает доход более чем на 15%.
2-Ключевые технические пути для устойчивости к климату
a. Совместное проектирование структуры управления температурой
·Технология жидкостного охлаждения:
Охлаждающая пластина с холодным слоем: использование змеевидной микроканальной холодной пластины (ширина канала ≤ 2 мм), контроль разницы температур ≤ 3 ℃, стоимость преобразования на 15–20 % выше, чем у системы воздушного охлаждения, а срок службы батареи увеличивается на 30 %.
Охлаждение с погружением в жидкость: прямое рассеивание тепла через диэлектрический хладагент, эффективность теплопроводности увеличивается более чем на 50 %, но необходимо сбалансировать стоимость хладагента и сложность обслуживания, и в основном используется в сценариях высокого класса.
·Оптимизация структурной интеграции:
Интегрированная конструкция проточной части канала-донной пластины сочетается с процессом сварки трением с перемешиванием, прочность сварного шва достигает 95 % от исходного материала, сейсмические характеристики соответствуют стандартам IEC, а вес корпуса снижается на 18 %.
b. Система защиты от климатической эрозии: революция в материалах и инновационные технологии герметизации
·Выбор материала:
Коробка из алюминиевого сплава достигает уровня защиты от коррозии C5 за счет анодирования, а испытание в соляном тумане достигает 3000 часов без коррозии; композитный материал из углеродного волокна снижает вес на 35%, а сопротивление давлению ветра достигает 2,5 кПа.
·Технология герметизации:
Динамическая структура герметизации использует резину EPDM, слой полиуретановой пены и силиконовый герметик для тройной защиты, а процесс лазерной сварки обеспечивает герметичность до 10⁻⁷ Па·м³/с.
c. Стратегия реагирования на экстремальные климатические условия: активная защита и интеллектуальное регулирование
·Адаптируемость к высоким и низким температурам:
Композитный изоляционный слой (теплопроводность ≤0,018 Вт/м·К) сочетается с электронагревательной пленкой для поддержания разницы температур между внутренней и внешней частью коробки выше 50 ℃; технология импульсного самонагрева снижает потребление энергии на 70%.
· Конструкция, защищающая от ветра и песка:
Система вентиляции с положительным давлением (эффективность удаления пыли ≥95%) и бионическая конструкция поверхности с микроканавками, концентрация пыли контролируется до ≤0,1 мг/м³, а количество пыли на поверхности снижается на 60%.
3-Основные проблемы и требования к конструкции корпусов аккумуляторных батарей ESS
a. Определение экологической адаптивности
Оно должно соответствовать многомерным показателям, таким как механическая прочность (стойкость к ударам, сейсмостойкость), химическая устойчивость (стойкость к соляному туману, устойчивость к УФ-излучению) и эффективность терморегулирования.
b. Требования к прочности конструкции
Внутренние перегородки и ребра жесткости оптимизируют распределение напряжений, а несущая конструкция уравновешивает давление; рамы из алюминиевого сплава в сочетании с композитными панелями обеспечивают легкость (снижение веса на 31%) и высокую жесткость.
c. Факторы, определяющие рынок
Ориентация политики: строительство крупных отечественных ветровых и солнечных баз способствует высоким экологическим стандартам; обязательная сертификация на зарубежных рынках (например, AS/NZS 4777.2 в Австралии) ускоряет модернизацию технологий.
Экономические требования: системы жидкостного охлаждения снижают LCoS и имеют значительные преимущества в сценариях с высокой скоростью заряда и разряда (1C).
4-Система проектирования многомерной прочности конструкции
a. Инновации в материалах и композитная структура
Высокопроизводительный алюминиевый сплав (предел прочности на разрыв ≥ 270 МПа) и кронштейн из магниевого сплава работают вместе, чтобы уменьшить вес; композитная сэндвич-структура (алюминиевая панель + слой сердцевины из вспененного алюминия) учитывает как легкость, так и ударопрочность.
b. Модульная и масштабируемая архитектура
Стандартизированные интерфейсы поддерживают быстрое расширение кластеров батарей, а гибкие производственные процессы (сварка трением с перемешиванием/лазерная сварка) улучшают совместимость производственной линии и адаптируются к потребностям смешанной установки многоразмерных аккумуляторных элементов.
Конструкция адаптивности к окружающей среде корпуса батареи ESS является продуктом глубокой связи итерации технологий и требований сценария. Необходимо достичь скачка в надежности за счет многомерной структурной оптимизации и инноваций в области технологий защиты климата. Будущее технологическое развитие будет сосредоточено на интеллектуальном динамическом контроле температуры (например, стратегии терморегулирования на основе ИИ), процессах с низкоуглеродными материалами (применение биокомпозитных материалов) и сертификации по глобальной стандартизации (охватывающей многорегиональные климатические условия) для того, чтобы справляться с экстремальными условиями и разнообразными рыночными вызовами. Благодаря усилению структурной прочности, облегченной конструкции и оптимизации затрат на весь жизненный цикл, системы хранения энергии могут эффективно поддерживать крупномасштабное применение новой энергии и предоставлять высокоадаптируемые инфраструктурные гарантии для низкоуглеродной трансформации глобальной энергетической системы.
Мы будем регулярно обновлять технологии и информацию о тепловых проектах и оптимизации, и делиться этой информацией с вами для справки. Благодарим вас за интерес к компании Walmate.
Процесс применения основных материалов корпуса батареи ESS по сути является процессом балансировки между требованиями к легкости, эффективностью управления температурой и затратами полного цикла. От стали до алюминиевого сплава и композитных материалов, каждая итерация сопровождается инновациями в процессе (такими как технология сварки, модульная конструкция) и функциональной интеграцией (жидкостное охлаждение + противопожарная защита + герметизация).
1-Облегченная логика
a. Логика выбора и замены материала
· Начальный этап (до 2020 г.): доминируют сталь и оцинкованные стальные пластины
Характеристики материала: сталь (плотность 7,8 г/см³) стала основной из-за своей низкой стоимости и отработанной технологии, но она тяжелая и легко подвергается коррозии. Оцинкованные стальные пластины (класс защиты от песка и износа 4) по-прежнему подвержены риску ржавчины после длительного использования и имеют высокие затраты на техническое обслуживание.
Ограничения применения: вес корпуса составляет более 40%, плотность энергии системы низкая, а индивидуальная сварка приводит к длительному циклу установки, что трудно удовлетворить спрос на распределенное хранение энергии.
· Прорывной период (2020-2024): Разнообразное применение алюминиевого сплава и нержавеющей стали
Популяризация алюминиевого сплава: плотность (2,7 г/см³) на 65% ниже, чем у стали, а коэффициент теплопроводности 237 Вт/мК подходит для технологии жидкостного охлаждения. Интегрированная конструкция объединяет канал жидкостного охлаждения и нижнюю пластину посредством сварки трением с перемешиванием, уменьшая количество разъемов и улучшая герметизацию; типичное решение двухслойной структуры (внешняя оцинкованная стальная пластина, защищающая от ветра и песка + внутренний контроль температуры из алюминиево-магниевого сплава) обеспечивает повышение эффективности системы на 12%.
Оптимизация нержавеющей стали: нержавеющая сталь 316L устойчива к коррозии хлорид-ионами более 2000 часов и в сочетании с силиконовыми уплотнениями образует решение для сценария высокой влажности.
· Зрелая стадия (с 2024 г. по настоящее время): Композитные материалы и функциональная интеграция
Композитные материалы SMC: Армирование стекловолокном (плотность 1,67 г/см³) весит всего 21% от стали, а компрессионное формование реализует конструкцию специальной формы; композитная структура «сэндвич» (SMC+аэрогель) имеет предел огнестойкости 2 часа и одновременное снижение веса на 30%.
Исследование углеродного волокна: прочность на разрыв 300–1200 МПа, плотность 1,5–2,0 г/см³, ограничено стоимостью (в 5–8 раз больше, чем у стали), в основном используется для локального армирования в сценариях высокого класса.
Основа облегчения материала заключается в оптимизации соотношения плотности и прочности. Сравнительные характеристики материалов см. в таблице ниже. Заменив материалы высокой плотности (например, сталь) алюминиевыми сплавами или композитными материалами, можно значительно снизить вес, сохранив при этом прочность (например, компенсируя потерю прочности за счет топологической оптимизации), тем самым повысив плотность энергии и эффективность транспортировки.
б. Технология структурной оптимизации
Структурная оптимизация реконструирует механическую структуру коробки с помощью инновационных методов проектирования, оптимизируя материалы и процессы, сохраняя при этом несущую способность. Технология сварки алюминиевого сплава с учетом индивидуальных особенностей использует передовую технологию сварки для достижения значительного утончения толщины стенки в сочетании с интегрированной конструкцией канала потока и рамы для уменьшения избыточных узлов соединения и снижения риска отказа уплотнения. Технология штамповочной пайки использует технологию формования пресс-форм для создания интегрированной изогнутой тонкостенной конструкции, значительно сокращая использование традиционных крепежных элементов и интегрируя технологию обработки поверхности для повышения коррозионной стойкости, эффективно снижая расходы на эксплуатацию и техническое обслуживание в течение всего жизненного цикла. Эти две технологии синергетически повышают эффективность производства и надежность конструкции за счет сокращения технологических связей и избыточности материалов, значительно снижая стоимость хранения энергии на единицу продукции, обеспечивая при этом долгосрочную стабильность работы оборудования в сложных рабочих условиях.
c. Инновации в производственном процессе
Оптимизация конструкции конструкции и повышение эффективности:
Интегрированная интеграция: канал жидкостного охлаждения интегрирован с нижней пластиной корпуса, что сокращает количество разъемов на 30% и повышает как герметичность, так и эффективность рассеивания тепла.
Модульная конструкция: стандартизированный интерфейс совместим с несколькими материалами, эффективность установки увеличивается на 50%, и он подходит для быстрого развертывания в различных сценариях.
Передовые технологии снижают затраты и повышают эффективность:
Высокоточная автоматизация: лазерная резка + роботизированная сварка, коэффициент использования материала увеличивается на 15%, а производственный цикл сокращается на 40%.
Цифровое моделирование: CAE оптимизирует параметры процесса, количество испытаний пресс-форм сокращается на 50%, а выход годных превышает 98%.
2-Основные элементы полного цикла контроля затрат
а. Модель состава затрат
Стоимость полного цикла (LCOS) включает в себя:
· Первоначальные инвестиционные затраты (C_mv): закупка оборудования (составляет более 50%) и строительство.
· Эксплуатационные расходы (C_ps): зарядка электроэнергии, управление трудом, потери энергии (например, стоимость зарядки увеличивается на 33%, когда эффективность преобразования составляет 75%).
· Расходы на эксплуатацию и техническое обслуживание (C_om): обслуживание оборудования, устранение неисправностей, замена запасных частей (составляют 20–30 % стоимости жизненного цикла)
Формула выражения: CEss=α⋅EBESS+β⋅PBESS+Cps+ComCEss=α⋅EBESS+β⋅PBESS+Cps+Com
Среди них облегчение напрямую влияет на первоначальные инвестиции за счет снижения E (потребления энергии) и P (потребления мощности).
Рисунок 1. Стоимость жизненного цикла электростанции с накопителем энергии
б.Влияние легкого веса на стоимость
3-Ключевые стратегии для баланса легкости и производительности
a. Баланс между прочностью и весом
Локальное усиление: используйте сталь для усиления зон концентрации напряжений (например, болтовых соединений) и используйте легкие материалы в других областях.
Бионическая конструкция структуры: например, трубки жидкостного охлаждения в форме листовых прожилок, которые могут снизить вес и повысить эффективность рассеивания тепла.
b. Оптимизация характеристик рассеивания тепла
Соответствие теплопроводности материала: алюминиевый сплав (237 Вт/мК) лучше стали (50 Вт/мК), которая подходит для систем жидкостного охлаждения.
Интеграция управления температурой: объедините охлаждающую пластину и коробку, чтобы уменьшить вес дополнительных компонентов рассеивания тепла.
c. Гарантия производительности защиты
Многослойная герметизация: двойная защита коллоидной герметизации + механическое сжатие используется для соответствия стандартам IP67.
Пожаробезопасная конструкция: «сэндвич»-структура кабины (слой, устойчивый к высоким температурам + огнестойкий слой) достигает предела огнестойкости 2 часа.
Основная логика легкого веса и контроля затрат ESS Battery Enclosure заключается в снижении потребления ресурсов полного цикла при обеспечении производительности посредством трехмерной синергии замены материалов-оптимизации структуры-инновации процесса. Ее суть - всеобъемлющая игра по улучшению плотности энергии, оптимизации эффективности эксплуатации и обслуживания и переработке материалов, и необходимо найти наилучший баланс между технической осуществимостью и экономической эффективностью.
Мы будем регулярно обновлять технологии и информацию о тепловых проектах и оптимизации, и делиться этой информацией с вами для справки. Благодарим вас за интерес к компании Walmate.
Эволюция безопасности в отрасли хранения энергии — это систематическое изменение, обусловленное синергией итерации технологий и стандартов безопасности. От реконструкции путей рассеивания тепла, скоординированной защиты материалов и конструкций до интегрированного управления температурой, этот процесс отражает базовую логику отрасли для защиты от теплового разгона — от пассивной защиты к активному подавлению и от одномерного к многоуровневому обновлению связи.
1- «Невозможный треугольник» технологии хранения энергии и стратегии разрешения основных противоречий
a. Противоречия «невозможный треугольник» технологии хранения энергии в основном проявляются во взаимных проверках и противовесах нескольких измерений:
Развитие технологии хранения энергии сталкивается со сложным балансом между плотностью энергии, безопасностью и стоимостью. Хотя высокоактивные материалы могут улучшить плотность энергии, они также значительно увеличивают риск теплового разгона; в то время как проектирование безопасности на уровне системы (например, технология контроля температуры жидкостного охлаждения) может снизить риски, оно часто сопровождается потерей плотности энергии. Кроме того, внедрение активных систем защиты и технологий внутренней безопасности может повысить безопасность, но значительно увеличить стоимость небатарейных деталей. Эти противоречия выявляют многочисленные ограничения, которые необходимо решить в ходе развития технологии хранения энергии.
b. Стратегии разрешения основных противоречий:
Инновации в материалах: применение новых электролитных материалов значительно замедляет время распространения теплового разгона, принимая во внимание высокую плотность энергии; Натрий-ионные аккумуляторы поддерживают разумную плотность энергии при снижении затрат за счет оптимизации материалов отрицательного электрода; внедрение нанокомпозитных материалов значительно увеличивает теоретическую емкость.
Оптимизация системы: передовая технология жидкостного охлаждения значительно повышает эффективность рассеивания тепла за счет точного контроля температуры, одновременно снижая затраты на эксплуатацию и обслуживание; динамически реконфигурируемые сети аккумуляторов повышают доступность системы за счет быстрой корректировки топологии.
Интеллектуальное управление: система раннего оповещения на основе искусственного интеллекта значительно повысила точность прогнозирования рисков за счет многомерного слияния данных; прогресс в технологии преобразования энергии значительно повысил эффективность системы. Инновации в политике и бизнес-моделях ускорили внедрение технологий. Например, модель совместного хранения энергии снизила давление одноточечных инвестиций, а каскадное использование еще больше оптимизировало стоимость всего жизненного цикла.
2-Evolution rules
a. Слияние инноваций технических путей
Интеллектуальное раннее оповещение, основанное на данных из нескольких источников: новое поколение систем мониторинга объединяет многомерные данные датчиков, такие как сигналы газа, давления и акустические сигналы, и объединяет динамические модели отказов с анализом исторических данных, чтобы значительно снизить частоту ложных срабатываний и ускорить время оповещения.
Конструкция управления температурой и пожарной связи: технология жидкостного охлаждения в сочетании с динамическим алгоритмом регулировки температуры для достижения точного контроля температуры, система противопожарной защиты и управление аккумулятором глубоко интегрированы для формирования многоуровневой стратегии связи, которая эффективно подавляет распространение теплового разгона.
Скоординированная оптимизация материалов и конструкций: высокотемпературное изоляционное покрытие заменяет традиционные огнестойкие материалы, значительно продлевая время блокировки распространения тепла; в конструкцию конструкции введены антистолкновительное армирование и направленные каналы сброса давления для повышения способности противостоять механическому воздействию.
b. Постепенное углубление уровней защиты
Прогрессивная защита от элементов батареи до систем: Ранний мониторинг риска достигается с помощью встроенных датчиков на уровне элементов батареи; Композитные детекторы и материалы с фазовым переходом используются на уровне модуля для подавления локального накопления тепла; на системном уровне создается платформа совместного мониторинга для достижения полной защиты жизненного цикла.
От пассивного реагирования к активной защите: новый стандарт способствует развитию технологии активной защиты. Например, интеллектуальная система управления аккумулятором отсекает путь риска в начале зарядки с помощью динамического анализа импеданса, а активная технология противоконденсации устраняет опасности для окружающей среды.
Многомерная совместная защита: тепловое, электро-механическое совместное проектирование усиливает общую безопасность системы; противопожарная защита и совместный мониторинг эксплуатации и обслуживания охватывают все производственные и транспортные связи, чтобы снизить риск ложных срабатываний.
3-процесс эволюции
a. Итерация технологии рассеивания тепла
Технология жидкостного охлаждения стала мейнстримом: системы жидкостного охлаждения значительно снижают разницу температур кластеров батарей за счет эффективной равномерности температуры, продлевают срок службы и повышают безопасность; технология иммерсионного жидкостного охлаждения еще больше преодолевает предел рассеивания тепла и поддерживает сценарии высокоскоростной зарядки и разрядки.
Структурная оптимизация повышает эффективность рассеивания тепла: многоканальная параллельная конструкция реализует равномерный поток охлаждающей жидкости, а интеграция функций теплоизоляции и охлаждения блокирует путь распространения тепла.
b. Инновации в материалах и конструкциях
Высокобезопасная система материалов: высокотемпературные стойкие диафрагмы и керамические покрытия значительно задерживают цепную реакцию теплового разгона; легкие композитные материалы повышают прочность конструкции и защитные характеристики, одновременно снижая вес.
Инновации в элементах и модулях аккумуляторных батарей: новая конструкция элементов аккумуляторных батарей снижает циркуляцию и продлевает срок службы за счет оптимизации внутренней структуры, а технология интеграции модулей улучшает использование пространства и эффективность рассеивания тепла.
c. Интеграция управления температурой
Интегрированное проектирование на уровне системы: интегрированное решение глубоко интегрирует управление батареями, противопожарную защиту и управление температурой, поддерживает гибкое развертывание и адаптируется к экстремальным условиям.
Интеллект и совместное управление: модели искусственного интеллекта прогнозируют состояние батареи в режиме реального времени и оптимизируют распределение энергии, а системы противопожарной защиты и управления температурой связаны для достижения быстрого реагирования.
Управление полным жизненным циклом: управление замкнутым контуром от проектирования до вывода из эксплуатации в сочетании с цифровым мониторингом и облачной оценкой состояния значительно повышает надежность системы.
Инновация в области безопасности технологии хранения энергии является не только результатом технологической итерации, но и реконструкцией базовой логики энергетической системы. Благодаря глубокой интеграции материалов, структур и интеллекта отрасль прорывается сквозь многочисленные оковы плотности энергии, безопасности и стоимости и создает трехмерную защитную сеть от микроэлементов до макросистем. Синергия технологии жидкостного охлаждения и динамического раннего оповещения, взаимодополняемость материалов, устойчивых к высоким температурам, и легкой конструкции, а также замкнутая логика управления полным жизненным циклом совместно очерчивают будущее видение высокобезопасных и высокоэффективных систем хранения энергии. Благодаря прорывам в передовых технологиях, таких как квантовые материалы и твердотельные батареи, отрасль хранения энергии ускорится к новой эре внутренней безопасности и крупномасштабного применения, внося долгосрочную энергию в низкоуглеродную и интеллектуальную трансформацию глобальной энергетической системы.
Мы будем регулярно обновлять технологии и информацию о тепловых проектах и оптимизации, и делиться этой информацией с вами для справки. Благодарим вас за интерес к компании Walmate.
Поскольку системы хранения энергии развиваются в сторону большой емкости и высокой плотности энергии, соответствие размеров и совместимость корпусов батарей ESS стали основными вопросами для повышения эффективности и надежности системы. В этой статье объединены новейшие инженерные проекты, запатентованные технологии и тенденции отрасли для анализа с трех измерений: использование пространства, модульная совместимость, а также расположение ячеек и конструкция опоры.
1- Оптимизация использования пространства
Улучшение использования пространства интеграции систем хранения энергии по сути является двусторонним движением итерации технологий и требований сценария. Благодаря совместным инновациям таких технологий, как аккумуляторные элементы большой емкости, модульная архитектура и интеграция жидкостного охлаждения, отрасль переходит от «обширного штабелирования» к «экстремальному повторному использованию пространства».
а. Применение аккумуляторных элементов большой емкости: скачок плотности энергии и эффективности
Краткое изложение идей: применение аккумуляторных элементов большой емкости по сути заключается в снижении внутреннего структурного уровня аккумуляторного блока и непосредственном улучшении использования пространства аккумуляторного элемента в аккумуляторном блоке. Традиционные аккумуляторные блоки используют трехуровневый режим интеграции «аккумуляторный элемент → модуль → аккумуляторный блок», а структура модуля (поперечная балка, продольная балка, болты и т. д.) приводит к низкому использованию пространства. Аккумуляторные элементы большой емкости могут напрямую пропускать уровень модуля, удлиняя или увеличивая объем отдельного элемента, и использовать технологию CTP (Cell to Pack) для прямой интеграции аккумуляторного элемента в аккумуляторный блок. Техническое ядро: используйте сверхбольшие аккумуляторные элементы емкостью 600 Ач+, чтобы уменьшить количество аккумуляторных элементов и точек подключения, а также увеличить емкость отдельного элемента.
б. Пространственное повторное использование и оптимизация затрат: от «укладки компонентов» к «многомерному повторному использованию»
Краткое изложение идей: Пространственное повторное использование и оптимизация затрат — это две стороны одной медали, и их основная логика заключается в том, чтобы сломать физические и стоимостные границы традиционных систем хранения энергии посредством структурного упрощения, функциональной интеграции, итерации материалов и стандартизированного дизайна.
Основа пространственного повторного использования — сокращение промежуточных звеньев посредством предельного упрощения структурного уровня. Например: конструкция высоковольтного ящика «два в одном»: запатентованная технология Jiangsu Trina Energy Storage объединяет два высоковольтных ящика в один, разделяя общее положительное/отрицательное реле и электрическое соединение, сокращая горизонтальное занимаемое пространство на 30% и снижая стоимость электрических компонентов на 15%.
Междоменное повторное использование функциональных модулей, интеграция структурных частей и каналов отвода тепла, например, интеграция пластины жидкостного охлаждения с нижней пластиной корпуса и совместное использование пространства между трубкой жидкостного охлаждения и структурной опорой, что сокращает на 15% количество независимых компонентов отвода тепла; корпус батареи как структурная часть: лезвийная батарея BYD обеспечивает прочность опоры за счет длинных и тонких боковых стенок ячейки батареи, устраняя каркас модуля и увеличивая коэффициент использования пространства до 60%-80%. Глубокая оптимизация электрической топологии, например, топология каскада высокого напряжения сокращает количество параллельных цепей за счет увеличения емкости и уровня напряжения отдельных ячеек (например, интеллектуального струнного накопителя энергии Huawei), уменьшая физическое пространство стека батареи на 20% и сокращая время отклика системы на 50%. Общая конструкция реле, высоковольтный шкаф «два в одном» компании Jiangsu Trina Energy Storage позволяет двум линиям использовать одно и то же реле, что сокращает количество реле и длину кабеля на 50% и повышает эффективность установки на 30%.
2- Расположение ячеек и конструкция опоры: баланс нагрузки, рассеивания тепла и виброустойчивости
Суть расположения ячеек заключается в игре между использованием пространства, распределением тепла и механической устойчивостью. Физическая форма и направление расположения ячейки напрямую влияют на эффективность заполнения пространства:
a. Оптимизация расположения ячеек
Конструкция перевернутой ячейки: поверните взрывозащищенный клапан ячейки вниз, чтобы тепловой разгонный выпуск и нижнее шаронепроницаемое пространство были общими, освобождая пространство по высоте ячейки и достигая использования объема.
Ложная компоновка ячеек: оптимизируйте использование пространства в направлении высоты аккумуляторной батареи, увеличивайте долю активных материалов и значительно увеличивайте коэффициент использования объема, чем вертикальная ячейка.
Сверхдлинные и тонкие ячейки: уменьшайте количество ячеек на единицу объема за счет длины ячейки и конструкции тонкости, а также улучшайте эффективность группировки.
b. Совместная конструкция рассеивания тепла и несущей нагрузки: направлена на достижение двойной оптимизации эффективного рассеивания тепла и прочности конструкции за счет совместных инноваций структуры, материалов и процессов.
Путь структурного проектирования:
Интегрированная структура, например, конформная конструкция пластины жидкостного охлаждения и опорной балки: встраивание канала жидкостного охлаждения в опорную балку из алюминиевого сплава для уменьшения количества независимых компонентов и улучшения использования пространства;
Многослойная и секционная компоновка, укладка аккумуляторной батареи, системы жидкостного охлаждения и BMS слоями для уменьшения взаимного влияния теплового потока и механического напряжения;
Оптимизация бионической механики, например, сотовая/гофрированная структура, проектирование сотового или гофрированного слоя сердцевины в опорной раме из алюминиевого сплава (например, запатентованное решение Mufeng.com), поглощение энергии вибрации посредством деформации и оптимизация пути рассеивания тепла.
Путь инноваций в области материалов:
Интегрированная теплопроводность и несущая способность, например, композитный волокнистый материал из алюминиевого сплава (теплопроводность ≥ 200 Вт/м·К, прочность +30%); интеллектуальный материал, слой наполнения с изменением фазы (PCM) поглощает тепло и медленно отдает его, разница температур ±1,5℃; Легкое демпфирование: эластичная силиконовая подушка поглощает вибрацию (демпфирование +40%).
Путь внедрения процесса:
Процесс точного формования, такой как экструзионное формование: используется для изготовления балок из алюминиевого сплава с жидкостным охлаждением и сложными проточными каналами;
Технология обработки поверхности, такая как создание слоя оксида керамики на поверхности алюминиевого сплава для повышения коррозионной стойкости (испытание в соляном тумане ≥1000 ч), при одновременном повышении эффективности рассеивания тепла (излучательная способность поверхности увеличена на 20%);
Интеллектуальный процесс сборки, динамическая регулировка предварительной нагрузки, такая как интеграция датчиков давления и электроприводов для регулировки предварительной нагрузки болтов (5-20 кН) в режиме реального времени, чтобы избежать повреждения элемента батареи избыточным давлением.
c. Скоординированная конструкция несущей способности и виброустойчивости опорной конструкции: опорная система должна соответствовать двойным требованиям статической несущей способности (вес элемента батареи + давление штабелирования) и динамической виброустойчивости (транспортировка/удары землетрясения).
3-Модульность и совместимость: стандартизированный интерфейс и масштабируемая архитектура
Суть стандартизированного интерфейса, адаптируемого к батареям разных размеров, заключается в достижении гибкого расширения спецификаций батарей на единой платформе посредством совместных инноваций в области механического, электрического и теплового управления. Текущая технология перешла от статической совместимости к динамической настройке и в будущем будет развиваться в сторону интеллекта, легкости и кросс-сценарной интеграции.
а. Совместные инновации механической структуры:
Стандартизация механического интерфейса: определение унифицированного размера соединительного устройства.
Модульная конструкция аккумуляторного блока/шкафа: создание масштабируемых модулей и аккумуляторных шкафов с использованием ячеек батарей стандартизированного размера (например, батареи 280 Ач, 314 Ач), поддерживающих гибкие комбинации различных требований к емкости.
Рисунок 1-Корпус аккумуляторной батареи ESS 280 А·ч
b. Динамическая настройка электрической системы
Стандартизированные протоколы связи и интерфейсы, такие как совместимость с BMS: сформулируйте унифицированный протокол связи BMS (система управления батареями) для поддержки бесшовного соединения с PCS и аккумуляторными ячейками разных производителей; динамическая регулировка мощности с помощью виртуального управления инерцией и алгоритма оптимизации многовременного масштаба для достижения регулировки активной/реактивной мощности в реальном времени; и адаптивная конструкция соответствия электрических параметров.
c. Интеллектуальная адаптация системы терморегулирования
Градуированные решения по терморегулированию, такие как использование огнестойкой пены с высоким отскоком, теплопроводящего клея и других материалов на уровне батареи для балансировки требований к изоляции и рассеиванию тепла и предотвращения диффузии тепла; интегрированная конструкция интегрированной пластины жидкостного охлаждения на уровне модуля и изоляционного слоя для улучшения срока службы цикла; системный уровень динамически регулирует охлаждающую способность с помощью компрессоров переменной частоты и нескольких ветвей охлаждения.
Интеллектуальный мониторинг и прогнозирование, слияние нескольких датчиков. Расположите датчики температуры в ключевых местах, таких как полюса батареи и большие поверхности, для достижения высокоточного получения температуры; Технология цифровых двойников оптимизирует стратегию рассеивания тепла в режиме реального времени с помощью облачного мониторинга и предиктивного обслуживания.
4-Резюме
Оптимизация пространства корпуса батареи ESS перешла от единичного структурного улучшения к многомерным совместным инновациям:
Слияние материалов, структуры и алгоритма, например, сочетание корпуса из углеродного волокна + технологии CTP + алгоритма компоновки ИИ, станет мейнстримом.
Модулизация и стандартизация ускоряются, а стандартизированная конструкция с Pack в качестве наименьшей функциональной единицы будет способствовать снижению затрат и повышению эффективности в отрасли.
Глубокая связь управления тепловым режимом и использования пространства, иммерсионного жидкостного охлаждения и технологии динамического контроля температуры еще больше высвобождают потенциал пространства.
Мы будем регулярно обновлять технологии и информацию о тепловых проектах и оптимизации, и делиться этой информацией с вами для справки. Благодарим вас за интерес к компании Walmate.
С взрывным ростом вычислительной мощности ИИ и постоянным увеличением плотности мощности центров обработки данных традиционная технология воздушного охлаждения больше не может удовлетворить потребности в рассеивании тепла. Технология жидкостного охлаждения стала необходимостью благодаря своим преимуществам эффективного рассеивания тепла, энергосбережения и снижения потребления. В технологии жидкостного охлаждения конкуренция между холодной пластиной и погружением особенно острая. В этой статье будут проанализированы преимущества и недостатки этих двух технологий с точки зрения технических характеристик, сценариев применения, экономической эффективности и будущих тенденций, а также будут изучены их будущие доминирующие направления.
1- Сравнение технических характеристик: тип холодной пластины имеет сильную совместимость, а тип погружения имеет более высокую эффективность рассеивания тепла
a. Жидкостное охлаждение холодной пластиной: «реформатор» с плавным переходом
Сильная совместимость: нет необходимости значительно изменять структуру сервера, он совместим с инфраструктурой существующего центра обработки данных с воздушным охлаждением, с низкой стоимостью модификации и коротким циклом.
Высокая безопасность: охлаждающая жидкость не вступает в прямой контакт с электронными компонентами, риск утечки низок, и риск может быть дополнительно снижен за счет модульной конструкции (например, быстросменных соединений и избыточных труб).
Высокая зрелость: технология холодной пластины широко использовалась в таких сценариях, как совместные проекты Alibaba Cloud Qiandao Lake Data Center и Intel, на которые приходится 90% текущего рынка жидкостного охлаждения.
Ограничения: тип холодной пластины может охватывать только некоторые высокомощные компоненты (такие как ЦП и ГП), а остальное тепло по-прежнему должно полагаться на воздушное охлаждение для содействия рассеиванию тепла. Значение PUE обычно составляет 1,1–1,2, что немного выше, чем у иммерсионного типа.
б. Иммерсионное жидкостное охлаждение: «новатор» с эффективным теплоотводом
Иммерсионное жидкостное охлаждение полностью погружает сервер в изолирующий хладагент и обеспечивает полное рассеивание тепла устройства посредством прямого контакта. Его основные преимущества включают:
Чрезвычайная энергоэффективность: теплопроводность жидкости в 20–30 раз выше, чем у воздуха, PUE может быть всего 1,05, а эффективность рассеивания тепла увеличивается более чем в 3 раза.
Экономия места: объем системы охлаждения составляет всего 1/3 от объема воздушного охлаждения, а плотность мощности одного шкафа может достигать более 50 кВт, что подходит для сценариев с высокой плотностью, таких как суперкомпьютеры ИИ.
Тихое и экологически чистое: вентиляторы не требуются, шум снижается более чем на 90%, а загрязнение пылью отсутствует, что продлевает срок службы оборудования.
Проблемы: для погружения требуются индивидуальные серверы, стоимость охлаждающей жидкости составляет до 60% (например, фторированной жидкости), первоначальные инвестиции высоки, а экологичность необходимо улучшить.
2-Дифференциация сценариев применения: средне- и краткосрочный тип холодной пластины доминирует, долгосрочный потенциал типа погружения раскрывается
a. Тип холодной пластины: «рентабельный выбор» для преобразования запасов и строительства новых IDC
Реконструкция старых центров обработки данных: тип холодной пластины может быстро адаптироваться к существующей архитектуре с воздушным охлаждением, с коротким циклом преобразования и контролируемыми затратами. Например, модульное решение, разработанное Intel и Bih, снижает сложность развертывания за счет стандартизированной конструкции холодной пластины.
Сценарии средней и высокой плотности вычислительной мощности: тип холодной пластины уже поддерживает мощность 130–250 кВт на шкаф (например, графический процессор NVIDIA серии B), что соответствует большинству потребностей в обучении ИИ.
b. Тип погружения: «окончательное решение» для суперкомпьютеров и экологически чистых центров обработки данных
Вычислительная мощность сверхвысокой плотности: мощность шкафа следующего поколения чипов (например, серии NVIDIA Rubin) превысит 1000 кВт, и тип погружения станет единственным возможным решением.
Потребности в зеленой экономии энергии: PUE иммерсионного типа близок к 1,05, а эффективность рекуперации отработанного тепла достигает 90% (например, решение Lenovo), что соответствует целевой политике «двойного углерода».
c. Текущая рыночная ситуация
Тип холодной пластины доминирует на текущем рынке: в 2025 году тип холодной пластины составит 80%-90% рынка жидкостного охлаждения, а тип иммерсионного — менее 10%. Кроме того, были сформированы стандартизированные интерфейсы (например, конструкция холодной пластины OCP компании Intel), а решения от таких производителей, как Inspur и Sugon, обладают высокой совместимостью. Внутренний проект «East Data West Computing» требует, чтобы PUE новых центров обработки данных был ≤1,25, и тип холодной пластины стал первым выбором для перехода.
Погружной тип готов к использованию: решение Sugon Digital C8000 для иммерсионного фазового перехода достигло PUE 1.04, а центр обработки данных «Kirin» компании Alibaba Cloud подтвердил осуществимость однофазного иммерсионного типа. Мощные чипы, такие как графический процессор NVIDIA B200 (1000 Вт+), форсируют приложения иммерсионного типа, а плотность вычислительной мощности жидкостного охлаждения увеличивается на 30–50%. ЕС планирует запретить фторированные жидкости в 2028 году, а отечественные исследования и разработки охлаждающих жидкостей на основе углеводородного/силиконового масла ускоряются (например, серия «Kunlun» компании Sinopec).
3-Авторитетное мнение PK
Фракция холодной пластины: Холодная пластина является «ледоколом» популяризации жидкостного охлаждения и по-прежнему будет занимать 80% рынка жидкостного охлаждения в течение следующих пяти лет. Иммерсионный тип должен дождаться, пока энергопотребление чипа не превысит критическую точку.
Фракция иммерсии: Иммерсия с изменением фазы является окончательной формой жидкостного охлаждения, а холодная пластина — лишь переходным решением. Когда энергопотребление одного чипа превысит 800 Вт, иммерсия станет единственным выбором.
Нейтральная фракция: Дифференциация технических маршрутов отражает стратификацию спроса на вычислительную мощность. Холодная пластина обслуживает «Восточные данные», а иммерсия поддерживает «Западные вычисления». Двухпутевая параллельная разработка станет главной темой на следующие десять лет.
4-Возможности и стратегии отрасли
Стоимость и экологическая игра: Холодная пластина имеет краткосрочное преимущество, а иммерсионный тип должен снизить затраты, чтобы выйти из тупика.
Холодная пластина: Оптимизация материалов (медно-алюминиевый композит), повышение точности обработки (процесс предотвращения утечек) и продвижение модульной и стандартизированной конструкции.
Погружение: Разработка экономически эффективных охлаждающих жидкостей (например, однофазной иммерсионной жидкости), совместимых шкафов и сотрудничество с производителями микросхем для настройки решений охлаждения.
Технический резерв: Изучение двухфазной охлаждающей пластины и интеллектуальной системы мониторинга (например, динамической регулировки потока ИИ) для удовлетворения будущего спроса на высокую мощность.
5-Вывод
Краткосрочная перспектива (2025-2027): Холодная пластина доминирует в общих сценариях, а уровень проникновения иммерсии увеличивается до 15%-20%; Долгосрочная перспектива (2030+): Иммерсионный тип с изменением фазы становится основным в области высокой вычислительной мощности, а холодная пластина отступает на рынок средней и низкой плотности.
Выигрышная рука: Стоимость охлаждающей жидкости, скорость скачка энергопотребления микросхемы, международная политика защиты окружающей среды.
Мы будем регулярно обновлять технологии и информацию о тепловых проектах и оптимизации, и делиться этой информацией с вами для справки. Благодарим вас за интерес к компании Walmate.
С быстрым развитием новых энергетических транспортных средств и отраслей хранения энергии, легкий вес, высокая безопасность и эффективное управление температурой стали основными требованиями. Наша компания глубоко вовлечена в область обработки материалов из алюминиевых сплавов. Опираясь на передовой выбор материалов, процесс формовки и технологию сварки, мы сосредоточены на исследованиях, разработках и производстве поддонов для батарей, пластин жидкостного охлаждения, коробок для хранения энергии и радиаторов. Алюминиевый сплав стал идеальным выбором для легкого веса и управления температурой нового энергетического оборудования благодаря своей низкой плотности (около 2,7 г/см³), высокой прочности, коррозионной стойкости и отличной теплопроводности (теплопроводность составляет около 150-220 Вт/м·К).
1- Выбор материала из алюминиевого сплава и основные соображения
Различные продукты предъявляют существенно разные требования к эксплуатационным характеристикам алюминиевых сплавов, и необходимо сочетать прочность, коррозионную стойкость, свариваемость и технологическую приспособляемость для комплексного выбора материалов:
a. Поддон для батареи
Обычные марки: 6061-T6, 6005A-T6, 6063-T6.
Основание выбора:
·Должен соответствовать пределу прочности на растяжение ≥ 240 МПа (например, 6061-T6) для прохождения национальных стандартных испытаний на экструзию, падение и удар шаром;
·Высокие требования к свариваемости, необходимо избегать термических трещин (предпочтительно серия 6xxx, усиленная Mg/Si);
·Коррозионная стойкость улучшается за счет анодирования или алюминиевого плакирования.
Рисунок 1. Поддон для батареи из алюминиевого сплава
b. Ящик для хранения энергии
Обычные марки: 5083, 6061-T6 (прочность и коррозионная стойкость).
Основание выбора:
·Необходимо выдерживать вибрационные и ударные нагрузки, предел текучести должен быть ≥200 МПа;
·Высокие требования к обработке поверхности для предотвращения электрохимической коррозии.
c. Пластина жидкостного охлаждения
Обычные марки: 3003, 6061/6063, 6082.
Основание выбора:
·Высокая теплопроводность и коррозионная стойкость;
·Канал жидкостного охлаждения требует сложной формовки, и предпочтительны серии 6xxx с отличными характеристиками экструзии.
2-Различия в производительности процесса и трудности обработки
Обработка алюминиевых сплавов должна адаптироваться к их физическим свойствам, особенно при резке, ЧПУ, сварке и обработке поверхности:
a. Резка и обработка ЧПУ
Трудности:
· Высокоточная обработка отверстий подвержена образованию заусенцев или деформаций (например, выступов на кромке ступенчатых отверстий) из-за пластичности материала;
· Тонкостенные конструкции (например, каналы потока пластины жидкого охлаждения) должны контролировать силы резания, чтобы предотвратить коробление.
Решение:
· Используйте инструменты с алмазным покрытием для улучшения остроты кромок и снижения деформации экструзии;
· Оптимизируйте параметры обработки (например, высокую скорость и низкую подачу) и взаимодействуйте с общим оборудованием ЧПУ для достижения стабильной обработки.
b. Процесс сварки
Основные проблемы:
· Оксидная пленка (температура плавления Al₂O₃ 2050 ℃) затрудняет сплавление и легко приводит к образованию пор и шлаковых включений;
· Некоторые сплавы имеют высокую склонность к образованию горячих трещин, поэтому необходимо контролировать линейную энергию и состав сварочной проволоки.
Предпочтительные процессы:
·TIG-сварка (источник переменного тока): подходит для тонких пластин, а оксидная пленка удаляется «катодной очисткой»;
·MIG-сварка (высокий ток + гелиевая газовая смесь): высокая эффективность сварки для толстых пластин и контролируемый подвод тепла.
Рисунок 2- Сварка поддона аккумуляторной батареи
c. Обработка поверхности
·Изоляционное покрытие, устойчивое к давлению: наносится на поддон аккумуляторной батареи и внутреннюю часть коробки Pack, оно должно пройти испытание давлением (≥3000 В постоянного тока/1 мин), толщина покрытия составляет 20–50 мкм, чтобы обеспечить безопасность изоляции в условиях высокого напряжения;
·Изоляционное и осушающее покрытие: для коробки Pack для хранения энергии используются гидрофобные материалы (например, фторуглеродная смола) для снижения риска внутренней конденсации, а значение дин составляет ≥34 для обеспечения адгезии;
·Покрытие для защиты от столкновений: используется для внешней стенки поддона аккумуляторной батареи, выбран полиуретановый эластомер (твердость ≥80 по Шору А), а ударопрочность улучшена более чем на 30%;
·Анодирование: обычная антикоррозионная обработка, погрешность толщины пленки ≤3 мкм, подходит для сложных конструкций.
3- Проверочный осмотр и адаптируемость оборудования
Для соответствия стандартам новой энергетической отрасли (таким как GB/T31467.3, UL2580) требуются многомерная проверка и адаптация процесса:
a. Проверочный осмотр
· Прочность конструкции: проверка несущей способности, экструзии и ударопрочности лотка с помощью конечно-элементного моделирования (максимальное напряжение ≤ предел текучести материала);
· Испытание на герметичность: система жидкостного охлаждения использует обнаружение утечек гелия (скорость утечки ≤1×10⁻⁶ мбар·л/с) и циклическое испытание давлением (0,5-1,5 МПа/5000 раз);
· Проверка характеристик покрытия:
Испытание изоляционного покрытия на выдерживаемое напряжение (5000 В постоянного тока/60 с без пробоя);
Покрытие против столкновений выдерживает удар падающим шаром (стальной шар 1 кг высотой 1 м) и испытание солевым туманом (1000 ч без отслаивания).
б. Оптимизация адаптивности оборудования
· Общая трансформация оборудования с ЧПУ: благодаря высокоточной конструкции приспособления и алгоритму динамической компенсации деформация обработки тонкостенных деталей может составлять ≤0,1 мм;
· Библиотека параметров сварки: установите стандартные параметры сварки (такие как ток и скорость подачи проволоки) для различных марок алюминиевых сплавов, чтобы сократить цикл отладки;
· Автоматизированное напыление покрытия: используйте многоосевое роботизированное напыление в сочетании с технологией инфракрасного отверждения, погрешность равномерности покрытия составляет ≤5%.
Заключение
Широкое применение алюминиевых сплавов в новом энергетическом оборудовании — это не только победа материаловедения, но и проявление технологических инноваций. Наша компания продолжит изучать новые алюминиевые сплавы, которые отличаются высокой прочностью, коррозионной стойкостью и простотой обработки, а также будет способствовать повышению производительности таких изделий, как поддоны для аккумуляторных батарей и пластины жидкостного охлаждения, за счет технологических инноваций, помогая отрасли двигаться к эффективному и легкому будущему.
Мы будем регулярно обновлять технологии и информацию о тепловых проектах и оптимизации, и делиться этой информацией с вами для справки. Благодарим вас за интерес к компании Walmate.
Поскольку плотность мощности электронных устройств продолжает расти, проектирование рассеивания тепла стало ключевым звеном, влияющим на надежность и срок службы системы. Как профессиональный производитель с 19-летним опытом в области управления температурой, мы объединяем типичные инженерные случаи с опытом многофизического полевого моделирования, чтобы глубоко проанализировать пять основных технических недоразумений, которые инженеры склонны упускать из виду в сценариях высокой мощности, и предоставить решения, соответствующие отраслевой практике.
Заблуждение 1: Злоупотребление материалами с высокой теплопроводностью, отклонение расчета теплового сопротивления интерфейса
Типичная проблема: Чрезмерное стремление к теоретическим значениям теплопроводящих материалов, игнорирование инженерной реальности теплового сопротивления контакта интерфейса.
Анализ случая: Некий модуль рассеивания тепла автомобильного лазерного радара использует чистую медную подложку (теплопроводность 401 Вт/м·К), но толщина покрытия материала теплового интерфейса (TIM) не контролируется точно (проектная 0,1 мм, фактическое отклонение ±0,05 мм), а измеренное тепловое сопротивление контакта достигает 0,6 °C·см²/Вт, в результате чего температура перехода ПЛИС превышает стандартную на 22%. После перехода на предварительно сформированные термопрокладки (допуск ±0,02 мм, тепловое сопротивление <0,03 °C·см²/Вт) и объединения с процессом вакуумного спекания температура перехода снижается на 17 °C, а среднее время безотказной работы (MTBF) увеличивается до 100 000 часов.
План оптимизации:
Выбор материала: в соответствии со стандартом ASTM D5470 измеряется тепловое сопротивление TIM, и предпочтительными являются материалы с фазовым переходом или наполненные металлом эластомеры.
Управление процессом: используйте автоматическое дозирующее оборудование (точность ±3%), чтобы обеспечить допуск по толщине <10% и избежать воздушных зазоров.
Заблуждение 2: Несоответствие организации воздушного потока в системе воздушного охлаждения, локальные горячие точки выходят из-под контроля
Типичная проблема: слепое размещение вентиляторов, игнорирование согласования импеданса канала потока и эффекта разделения пограничного слоя.
Пример проектирования: кластер графических процессоров центра обработки данных использует 4 вентилятора 12038 (объем воздуха 200 куб. футов в минуту), но из-за неправильной конструкции угла воздуховода (прямой угол изгиба 90°) фактический эффективный объем воздуха составляет всего 65% от номинального значения, а локальная разница температур достигает 40°C. После оптимизации моделирования CFD воздуховод изменяется на постепенно расширяющийся канал потока (угол диффузии <7°), и принимается ступенчатое расположение ребер (градиент интервала увеличивается с 2 мм до 3,5 мм), общее сопротивление воздуха снижается на 30%, а разница температур в горячих точках контролируется в пределах 8°C.
Основная стратегия:
Проектирование поля потока: Испытания в аэродинамической трубе проводятся в соответствии со стандартом ISO 5801 для оптимизации соотношения площади входа и выхода (рекомендуется 1:1,2).
Динамическое управление: на основе кривой Q-H вентилятора с ШИМ точка сопротивления системы подбирается в соответствии с диапазоном максимальной эффективности (обычно 60–80 % от максимального объема воздуха).
Заблуждение 3: Несоблюдение требований по защите окружающей среды ускоряет старение материала
Типичная проблема: внимание уделяется только первоначальным характеристикам рассеивания тепла, при этом игнорируются эффекты долгосрочного воздействия окружающей среды, такие как влажность, жара, пыль и соляной туман.
Анализ случая: преобразователь морской ветровой энергии использует радиатор из алюминиевого сплава 6061 (поверхность анодирована). После работы в условиях соляного тумана в течение 6 месяцев оксидный слой отслоился, что привело к увеличению контактного теплового сопротивления на 50%, а частота отказов IGBT резко возросла. Переход на алюминиевый сплав 5052 (стойкость к соляному туману >1000 ч) и напыление полиуретановой трехкомпонентной краски (толщина 50 мкм, в соответствии со стандартом IEC 60068-2-11) снизила частоту отказов в полевых условиях за 3 года на 75%.
Конструктивные особенности:
Технология покрытия: плазменное напыление керамического покрытия Al2O3 (теплопроводность 30 Вт/м·К, термостойкость >800 °C) используется в условиях высоких температур.
Конструкция уплотнения: уровень защиты IP69K (двухпроходное силиконовое уплотнение + предохранительный клапан) для обеспечения нулевого проникновения пыли/водяного пара.
Заблуждение 4: Отсутствие моделирования переходной тепловой нагрузки и неправильный выбор материалов с фазовым переходом
Типичная проблема: Решение по рассеиванию тепла, разработанное с помощью моделирования стационарного состояния, не может справиться с импульсами мощности на уровне миллисекунд.
Измеренные данные: Твердотельный усилитель мощности подвергается воздействию импульсной нагрузки 2 мс при 2000 Вт в базовой станции 5G. Переходное повышение температуры традиционного решения с алюминиевой подложкой достигает 55 °C, в то время как микрокапсульный материал с фазовым переходом (композит парафин/графен, скрытая теплота фазового перехода 220 Дж/г) в сочетании с переходным термическим моделированием (длительность переходного шага ANSYS Icepak 1 мс) используется для управления повышением температуры до 18 °C, что соответствует требованиям испытаний на ударопрочность MIL-STD-810G.
Технология динамического управления:
Упаковка с фазовым переходом: сотовая структура используется для инкапсуляции материала с фазовым переходом (пористость>70%), чтобы избежать утечки жидкости и повысить эффективность диффузии тепла.
Калибровка модели: Граничные условия моделирования корректируются на основе инфракрасного тепловидения (частота дискретизации 100 Гц), погрешность составляет <±1,5°C
Заблуждение 5: Оценка TCO односторонняя и игнорирует скрытые затраты на эксплуатацию и обслуживание
Типичная проблема: сравнивается только начальная стоимость оборудования, а потери от потребления энергии/обслуживания/простоев не подсчитываются.
Сравнение затрат: изначально на заводе по производству полупроводников использовались шкафы с воздушным охлаждением (первоначальная стоимость 500 000 юаней) с годовым счетом за электроэнергию в 1,2 млн юаней (PUE=1,8). После модернизации до двухфазного иммерсионного жидкостного охлаждения (первоначальная стоимость 1,8 млн юаней) годовой счет за электроэнергию снизился до 450 000 юаней (PUE=1,05), а из-за снижения нагрузки на кондиционирование воздуха в чистых помещениях годовая совокупная экономия достигла 900 000 юаней, а дополнительные инвестиции могут быть окуплены за 2,1 года (IRR>25%).
Модель принятия решения:
Усовершенствованное моделирование: Внедрение моделирования Монте-Карло для количественной оценки влияния частоты отказов оборудования (распределение Вейбулла) на совокупную стоимость владения.
Наложение политик: В сочетании с механизмами налога на выбросы углерода (такими как EU CBAM) выбросы углерода жидкостными системами охлаждения за весь их жизненный цикл сокращаются на 60%, и получается дополнительная субсидия в размере 15%
Заключение: модернизация парадигмы теплового проектирования с основанной на опыте на основанную на данных
Стандартизированный процесс: внедрение стандарта теплового испытания JESD51-14 на этапе концептуального проектирования для избежания доработок в дальнейшем (проектный цикл определенного оптического модуля сокращается на 30%).
Многопрофильное сотрудничество: благодаря объединению COMSOL Multiphysics электромагнитных потерь (извлечение HFSS) и поля тепловой деформации эффективность рассеивания тепла радиолокационного компонента TR повышается на 40%.
Интеллектуальная эксплуатация и обслуживание: развертывание датчиков температуры волоконно-оптической решетки (точность ±0,1 °C) и цифровых платформ двойников для прогнозирования неисправностей (неожиданное время простоя суперкомпьютерного центра сокращается на 90%).
Благодаря строгому инженерному мышлению и полносвязной проверке данных инженеры-тепловики могут точно избегать «невидимых убийц» и закладывать основу для высоконадежных систем. Как специалисты отрасли, мы стремимся предоставлять комплексные решения от материалов до систем и совместно с клиентами решать проблемы терморегулирования.
Мы будем регулярно обновлять технологии и информацию о тепловых проектах и оптимизации, и делиться этой информацией с вами для справки. Благодарим вас за интерес к компании Walmate.
1- Специальные требования к допускам для ключевых деталей
При производстве поддонов для аккумуляторных батарей электромобилей и корпусов аккумуляторных батарей с жидкостным охлаждением контроль допусков ключевых соединительных поверхностей и интерфейсов напрямую влияет на герметичность, эффективность рассеивания тепла и точность сборки.
a. Поверхность установки пластины жидкостного охлаждения
Пластина жидкостного охлаждения является основным компонентом системы терморегулирования батареи. Плоскостность ее установочной поверхности напрямую влияет на герметичность канала потока охлаждающей жидкости. Если плоскостность выходит за пределы допуска, это приведет к неравномерному сжатию силиконовой прокладки, что приведет к локальной утечке или повышенному тепловому сопротивлению.
b. Несоосность сварного шва
В поддоне батареи часто используется сварная конструкция из алюминиевого сплава. Несоосность сварного шва приведет к концентрации напряжений и сокращению усталостной долговечности. Особенно в сценариях с высокими требованиями к герметичности корпуса аккумуляторной батареи (например, IP67), несоосность должна строго контролироваться.
c. Отверстие для позиционирования модуля батареи
Отверстие для позиционирования используется для точной фиксации модуля батареи. Избыточный допуск приведет к смещению модуля, что приведет к отказу электрического соединения или риску механической вибрации.
d. Фиксация положения отверстия для болта
Отверстие для болта используется для соединения корпуса аккумуляторной батареи с шасси. Отклонение положения вызовет напряжение при сборке и даже приведет к поломке болта.
e. Прямолинейность края корпуса аккумуляторной батареи
Прямолинейность края корпуса аккумуляторной батареи влияет на сборку верхней и нижней крышек и уровень защиты IP, особенно для корпусов, сваренных лазером, где край необходимо использовать в качестве ориентира для отслеживания лазерной головки.
2-Влияние допуска на размер на эффективность производства
Влияние допуска на размер на эффективность производства в основном отражается в его балансе между потоком обработки, контролем затрат и качеством продукции. Разумная конструкция допуска может не только обеспечить функциональность продукта, но и оптимизировать производственный ритм. Влияние разумного контроля допуска на эффективность производства в основном отражается в следующих аспектах:
a. Баланс между точностью обработки и себестоимостью производства
· Хотя строгий допуск на размер может улучшить точность герметизации и сборки, требуются высокоточное оборудование для обработки и сложные процессы, что значительно увеличивает инвестиции в оборудование и время обработки.
· Чрезмерное стремление к точности может привести к увеличению затрат на обработку. Необходимо установить строгие допуски в ключевых функциональных частях, а допуски следует соответствующим образом смягчить в некритических областях для снижения затрат.
b. Контроль скорости доработки и скорости брака
· Разумная конструкция допуска может сократить доработку, вызванную отклонением размеров.
· Сварочная деформация является основной проблемой при производстве поддонов для батарей. Использование процесса холодной сварки CMT может оптимизировать подвод тепла, уменьшить деформацию после сварки и сократить цикл доработки.
c. Модульное и стандартизированное производство
· Благодаря стандартизированным компонентам требования к допускам концентрируются на локальных заменяемых деталях, что снижает общую сложность обработки.
· Стандартизированная конструкция допусков также может поддерживать многомодельную совместимость и снижать необходимость в индивидуальной обработке.
3-Отраслевые стандарты и практическое применение контроля плоскостности
Для поддонов аккумуляторных батарей для новых энергетических транспортных средств отраслевые стандарты предъявляют строгие требования:
a. Стандарт плоскостности: плоскостность поверхности установки пластины жидкостного охлаждения должна быть ≤0,2 мм, плоскостность нижней опорной пластины должна быть ≤0,5 мм/м², а погрешность плоскостности рамы после сварки должна быть ≤0,8 мм6.
b. Оптимизация производственного процесса: прецизионное фрезерование с ЧПУ, холодная сварка CMT и обработка вибрационным старением (VSR) в сочетании с онлайн-обнаружением лазерным интерферометром снижают риск деформации.
c. Выбор материала: рекомендуется использовать высокопрочные алюминиевые сплавы, такие как 6061, с пределом текучести ≥1180 МПа, принимая во внимание как легкость, так и структурную устойчивость.
4- Стратегия корректировки допусков, обусловленная материалами и процессами
a. Инновации в материалах способствуют снижению веса
Использование легких высокопрочных алюминиевых сплавов (например, 6061) и композитных материалов (алюминиевая матрица, армированная карбидом кремния) в сочетании с анодированием и изоляционным покрытием позволяет добиться снижения веса на 30% и улучшить коррозионную стойкость, адаптируясь к требованиям по рассеиванию тепла в системах жидкостного охлаждения.
b. Совместная работа в процессе повышает точность производства
Цельное экструзионное формование + сварка трением с перемешиванием (FSW) сокращают количество сварных швов, холодная сварка CMT и лазерная сварка контролируют термическую деформацию.
c. Замкнутый контур обнаружения моделирования для обеспечения надежности
Моделирование CAE оптимизирует расположение ребер жесткости, лазерное сканирование и технология обнаружения утечек гелия реализуют полный мониторинг процесса, модульная конструкция совместима с допуском ±5 мм, что снижает затраты и повышает эффективность.
Мы будем регулярно обновлять технологии и информацию о тепловых проектах и оптимизации, и делиться этой информацией с вами для справки. Благодарим вас за интерес к компании Walmate.
1- Характеристики процесса сварки алюминиевого сплава для поддона батареи/ящика для хранения энергии
При производстве новых энергетических жидкостно-охлаждаемых ящиков для батарей, поддонов для батарей и других изделий каналы жидкостного охлаждения и многополостные структуры являются типичными сложными конструктивными особенностями (как показано на рисунке 1). Такие структуры часто включают в себя следующие особенности:
Рисунок 1: Типичная конструкция поддона для батареи
Трехмерное пространственное переплетение: проточные каналы распределены в змеевидной форме, с большим количеством пространственных точек поворота;
Многоуровневое соединение: основная полость и подполостные соединены тонкостенными перегородками (толщина 2-3 мм);
Особенности миниатюризации: малый размер поперечного сечения проточного канала (минимальная толщина стенки проточного канала алюминиевого профиля составляет 1,2 мм) и плохая доступность сварки.
2-Анализ сложности объединения нескольких технологий сварки при производстве поддонов для аккумуляторных батарей
В практике производства поддонов для аккумуляторных батарей необходимо объединять несколько технологий сварки, таких как скоординированное применение сварки трением с перемешиванием (FSW), холодная сварка переходом металла (CMT), традиционная сварка плавлением (TIG/MIG) и другие технологии. Это сочетание направлено на учет легкости, прочности, герметизации и эффективности производства, но также сталкивается со следующими основными трудностями:
a. Проблема скоординированного подвода тепла несколькими процессами
Различные технологии сварки (такие как FSW и лазерная сварка) имеют большие различия в подводе тепла, что может легко вызвать изменения характеристик материала и термическую деформацию, и их необходимо решать путем оптимизации последовательности сварки и регулировки параметров.
b. Узкое место совместимости и эффективности оборудования
Переключение оборудования является сложным, а требования к точности синхронизации параметров высоки. Для повышения эффективности совместной работы и сокращения времени цикла требуются модульная конструкция рабочей станции и интеллектуальные сварочные машины.
c. Проблемы баланса прочности герметизации и стоимости
Риск утечки на пересечении нескольких сварных швов высок (составляет 70% дефектов), поэтому требуется избыточная герметизация + оптимизация топологии конструкции.
3-Инженерная практика: Аккумуляторный лоток, жидкостное охлаждение PACK, координация процесса сварки
a. Планирование положения сварного шва
· Оптимизация положения сварки: На этапе проектирования продукта следует полностью рассмотреть рациональность положения сварки, чтобы избежать появления сварных швов в ключевых частях или областях, которые влияют на функции продукта. Например, отрегулируйте зазор между передней рамой и водяным соплом, чтобы предотвратить помехи от сварных швов; оптимизируйте положение сварки водяного сопла, чтобы уменьшить влияние на производительность продукта.
· Соответствие структуре продукта: Положение сварки должно соответствовать структуре продукта, чтобы гарантировать, что сварной шов может выдерживать различные нагрузки и напряжения во время использования продукта. Например, в проекте жидкостного охлаждения структурная устойчивость и надежность продукта улучшаются за счет рационального планирования положения сварки.
· Простота эксплуатации и обнаружения: Положение сварки должно быть удобным для операторов для выполнения сварочных операций и последующих проверок качества. Например, избегайте сварки в труднодоступных или плохо просматриваемых местах, чтобы повысить эффективность и качество сварки.
b. Контроль сварного шва
· Размер сварного шва: Размер сварного шва необходимо строго контролировать. Как правило, высота сварного шва должна быть в пределах 4/6 мм, а сварной шов не должен выходить за пределы плоскости, чтобы обеспечить внешний вид и точность сборки изделия. Например, в проекте жидкостной охлаждающей пластины размер сварного шва успешно контролировался путем корректировки параметров сварки и процесса, что позволило избежать влияния сварного шва на эксплуатационные характеристики и качество изделия.
· Форма сварного шва: Форма сварного шва должна быть максимально правильной, чтобы избежать чрезмерного плавления или неполного сплавления. Оптимизируя параметры сварки и методы работы, можно эффективно улучшить форму сварного шва и повысить качество сварки.
· Шлифовальная обработка: Для вогнутых следов сварки, полученных в месте сварки трением, используется шлифовальная обработка, чтобы обеспечить гладкую поверхность для соответствия требованиям к внешнему виду и эксплуатационным характеристикам изделия.
c. Оптимизация последовательности сварки
· Сварка разделов: для крупных изделий метод сварки разделов может эффективно контролировать общую деформацию. Разделив изделие на несколько областей и сваривая их последовательно, можно снизить концентрацию тепла во время процесса сварки и снизить риск термической деформации.
· Пошаговая коррекция: во время процесса сварки метод пошаговой коррекции используется для корректировки сварочной деформации во времени. Благодаря непрерывному измерению и коррекции деформации изделия во время процесса сварки обеспечивается точность размеров и форма конечного изделия в соответствии с требованиями проекта.
· Оптимизация пути сварки: рационально планируйте путь сварки, чтобы избежать повторной сварки в одной и той же области и снизить подвод тепла. Например, в проекте пластины жидкостного охлаждения было снижено подвод тепла во время процесса сварки, а качество сварки было улучшено за счет оптимизации пути сварки.
d. Совместный контроль деформации
Пластина жидкостного охлаждения подвергается термической деформации во время процесса сварки, что приводит к снижению точности размеров изделия.
Меры оптимизации:
· Используйте методы сварки перегородок и пошаговой коррекции для контроля общей деформации.
· Оптимизируйте параметры сварки, уменьшите ток и напряжение, а также уменьшите тепловложение.
· Используйте приспособления для фиксации изделия, чтобы уменьшить перемещение и деформацию во время сварки.
· Используйте симметричный метод сварки, чтобы равномерно распределить сварочное тепло.
Мы будем регулярно обновлять технологии и информацию о тепловых проектах и оптимизации, и делиться этой информацией с вами для справки. Благодарим вас за интерес к компании Walmate.
Технология CTC (Cell-to-Chassis) привлекла большое внимание, поскольку она может значительно улучшить дальность и эффективность использования пространства электромобилей, но может ли она действительно заменить традиционную технологию аккумуляторов, все еще остается спорным вопросом. Основное узкое место на стороне производства — процесс сварки поддона аккумулятора — стало ключом к определению будущего этой технологии: сложная структурная конструкция, совместимость с несколькими материалами и строгие требования к тепловому регулированию подвергли традиционную технологию сварки серьезному испытанию. Начиная с точки зрения передовых инженеров, объединяя отраслевые тенденции и инженерные практики, эта статья анализирует потенциал и ограничения технологии CTC и исследует, как технология сварки стала «пробным камнем» этой технологической революции.
1-«Идеал и реальность» технологии CTC
Технология CTC теоретически может сократить избыточные структурные детали и повысить плотность энергии за счет интеграции аккумуляторной батареи непосредственно в шасси, но осуществимость ее широкомасштабного применения сталкивается с реальными проблемами:
Радикальность и осторожность автомобильных компаний: Tesla, BYD и другие ведущие компании запустили решения CTC, но все больше производителей все еще ждут и наблюдают. Данные отрасли показывают, что по состоянию на февраль 2025 года массовые модели CTC составляют 15–20 % в мире, а традиционная технология CTP (Cell-to-Pack) по-прежнему остается основной.
«Стоимость» улучшенного срока службы батареи: хотя CTC может увеличить плотность энергии на 15–20 %, сложность конструкции шасси приводит к увеличению производственных затрат на 30–50 % (по расчетам консалтингового агентства), а баланс между затратами и выгодами пока не ясен.
Экономические противоречия в обслуживании: Интегрированная конструкция привела к резкому росту затрат на обслуживание батареи. Данные страховых компаний показывают, что частота замены аккумуляторных сборок после аварий моделей CTC достигает 70%, что намного выше, чем 25% традиционных моделей.
Эти противоречия делают будущее технологии CTC полным переменных. Сможет ли рынок преодолеть 20% зависит от трех основных переменных: прогресс массового производства Tesla Cybertruck; заставит ли ценовая война между китайскими автопроизводителями сократить издержки; и степень компромисса европейских правил по ремонтопригодности аккумуляторов. Уровень технологии сварки на производственной стороне будет ключом к определению того, сможет ли он преодолеть разрыв между лабораторным и массовым производством.
2-Три «барьера жизни и смерти» процесса сварки
Для производителей аккумуляторных лотков внедрение технологии CTC должно преодолеть три основные проблемы:
a. Игра между точностью «микронного уровня» и эффективностью
Традиционные сварочные процессы могут допускать ошибки в 0,5 мм, но лотки CTC должны переносить больше батарей, а количество швов увеличивается более чем в 3 раза, и большинство из них распределяется по изогнутым и неровным деталям. Испытания, проведенные производителем, показывают, что когда ошибка позиционирования сварки превышает 0,15 мм, выход годных сборок аккумуляторных элементов резко падает с 99% до 82%. Что еще сложнее, так это то, что повышение точности часто сопровождается снижением эффективности — хотя точность лазерной сварки высока, стоимость оборудования более чем в 5 раз выше, чем у традиционной сварки.
b. «Вода и огонь» смешанных материалов
Чтобы сбалансировать легкость и прочность, лотки CTC часто используют смешанную структуру «алюминиевый сплав + углеродное волокно + специальная сталь». Разница в коэффициентах теплового расширения различных материалов может достигать 20 раз (например, алюминий 23 мкм/м·К против углеродного волокна 0,8 мкм/м·К), что легко может привести к возникновению внутреннего напряжения во время сварки и вызвать трещины. Когда компания попыталась соединить алюминий и углеродное волокно, скорость образования трещин в сварном шве достигла 18%, что намного превышает приемлемый для отрасли порог в 3%.
c. «Невидимый убийца» зоны термического влияния
Высокая температура сварки может повредить изоляционные материалы или цепи датчиков вокруг элемента аккумулятора. Однажды автомобильная компания увеличила скорость саморазряда модуля аккумулятора на 50% из-за неправильного контроля подводимого тепла при сварке. Инженеры должны контролировать колебания температуры сварки в пределах ±15℃ в течение 0,1 секунды — это эквивалентно установке «высокоточного температурного тормоза» на сварочный пистолет.
3-Выход: нет серебряной пули, есть только системные инновации
Столкнувшись с этими проблемами, отрасль изучает три прорывных пути:
a. «Коктейльная терапия» комбинирования процессов
Гибридная лазерная дуговая сварка: сочетание точности лазерной сварки с преимуществами проплавления дуговой сварки, скорость сварки алюминиевого сплава увеличивается на 40%;
Технология холодного перехода металла (CMT): благодаря точному контролю подводимого тепла площадь зоны термического влияния уменьшается на 60%;
Интеллектуальная система компенсации робота: автоматически регулирует траекторию сварочного пистолета на основе данных сканирования сварного шва в реальном времени и увеличивает квалифицированную скорость сварки сложных криволинейных поверхностей с 75% до 95%.
b. «Предварительный компромисс» со стороны материала
Некоторые компании начали совместно разрабатывать «сварочные» композитные материалы с поставщиками материалов. Например, чувствительность к трещинам при сварке отечественного модифицированного алюминиевого сплава (материал из алюминиевого сплава, отрегулированный физическими, химическими или технологическими средствами) была снижена с уровня 7 до уровня 3 (согласно стандартам ISO). Хотя это и снижает 5% эффекта легкости, это увеличивает выход сварки до 98%.
c. «Цифровой двойник» в измерении обнаружения
Собирая все данные о процессе сварки (ток, температура, скорость и т. д.) в сочетании с моделями ИИ для прогнозирования вероятности дефектов. После того, как завод внедрил эту технологию, онлайн-уровень обнаружения дефектов сварки увеличился с 80% до 97%, а стоимость лома снизилась на 45%.
4-Новое предложение инженеров: поиск определенности в неопределенности
a. Споры по поводу технологии CTC по сути являются игрой между «системной оптимизацией» и «локальными ограничениями»:
Если прорывная скорость процесса сварки медленнее, чем ожидания автомобильных компаний по снижению затрат, CTC может стать нишевой технологией;
Если материалы, процессы и технологии испытаний совершат прорыв скоординированным образом, ожидается, что это откроет новую эру проектирования конструкций электромобилей.
b. Инженерам необходимо реконструировать возможности из двух измерений:
Интеграция междоменных знаний: понимание порога чувствительности электрохимических свойств к подводимому теплу сварки;
Способность гибкого реагирования: исследование случая европейского поставщика показывает, что команда, которая может завершить оптимизацию параметров сварки новых сплавов в течение недели, имеет в 3 раза больше вероятности получения заказов.
Технология CTC находится на перекрестке «подрывных инноваций» и «ловушки массового производства». Возможно, это не полностью заменит существующие технологии, но это заставляет процесс сварки развиваться в сторону более высокой точности, более сильной совместимости и более интеллектуального управления. В этом технологическом марафоне настоящим победителем может оказаться не самая первая автомобильная компания, а команда инженеров, которая превращает «невозможные сварные швы» в «стандартизированные интерфейсы» на производственной стороне.
Мы будем регулярно обновлять технологии и информацию о тепловых проектах и оптимизации, и делиться этой информацией с вами для справки. Благодарим вас за интерес к компании Walmate.
Поскольку технология CTP (Cell to Pack) полностью подрывает традиционную структуру аккумуляторной батареи, «роль» поддона батареи сместилась с пассивной нагрузки на активную интеграцию. Технология сварки стала основой безопасности и производительности. Требования к легкому весу (толщина стенки всего 1,5 мм), герметизации без пор и интеграции нескольких материалов (алюминий/медь/углеродное волокно) привели к тому, что традиционная сварка оказалась в дилемме деформации и дефектов. Отрасль совершает прорывы за счет инноваций в материалах, интеллектуального контроля качества и итерации процесса. В этой статье будут проанализированы разрушительные проблемы, которые CTP создает для сварки, и исследован технический путь к высокой точности и высокой надежности.
1-Анализ изменений в требованиях к структурному проектированию аккумуляторных лотков из-за технологии CTP
Технология CTP (Cell to Pack) напрямую интегрирует аккумуляторные элементы в аккумуляторный блок, устраняя модульную структуру в традиционном аккумуляторном блоке. Это технологическое новшество выдвигает всесторонние и многомерные требования к модернизации структурного проектирования аккумуляторного лотка. Ниже приведен конкретный анализ с точки зрения материалов, производительности, процесса, интеграции и т. д.:
(1) Всестороннее улучшение структурной прочности и ударопрочности
a. Требования к механическим подшипникам после устранения модуля:
После того, как технология CTP устраняет модульную структуру, аккумуляторный лоток должен напрямую нести функции поддержки, фиксации и амортизации внешних сил аккумуляторного элемента. Традиционный модуль рассеивает механическую нагрузку, в то время как лоток CTP должен поглощать деформацию расширения аккумуляторного элемента во время зарядки и разрядки в целом (например, сила расширения квадратного аккумуляторного элемента может достигать 10-20 кН), при этом выдерживая вибрацию, экструзию и ударную нагрузку во время движения транспортного средства.
b. Направление оптимизации материалов и конструкции
· Доминирование высокопрочного алюминиевого сплава: Ранняя сталь постепенно заменялась из-за ее большого веса, и 6061-T6 стал основным. Он обладает высокой удельной прочностью и сильной коррозионной стойкостью, что может соответствовать двойным требованиям легкости и высокой жесткости.
· Конструкция композитной структуры: Например, структура «двойной рамы кольцевой балки» Leapmotor повышает локальную ударопрочность за счет продольных и поперечных отсеков балки, при этом технология экструзии позволяет оптимизировать распределение материала и снизить избыточный вес.
· Исследование магниево-алюминиевого сплава и углеродного волокна: магниево-алюминиевый сплав на 30% легче традиционных алюминиевых материалов, а композитные материалы из углеродного волокна обладают как высокой прочностью, так и легким весом, но в настоящее время используются только в моделях высокого класса из-за стоимости и зрелости процесса.
(2) Требования к интегрированной герметичности и терморегулированию
а. Улучшение характеристик уплотнения
После извлечения модуля внутренняя циркуляция охлаждающей жидкости и газовая герметизация аккумуляторной батареи полностью зависят от поддона, а дефекты сварки (такие как поры и трещины) могут привести к риску утечки.
Рисунок 1. Испытание герметичности аккумуляторного лотка
б. Интеграция функций управления температурой
Лотки CTP должны включать в себя такие компоненты, как пластины жидкостного охлаждения и теплопроводящие клеи. Например, структурные клеи используются для фиксации аккумуляторных элементов и передачи напряжения расширения, а полиуретановые теплопроводящие клеи (теплопроводность > 1,5 Вт/м·К) используются для теплопередачи между аккумуляторными элементами и с трубками жидкостного охлаждения. Количество клея, используемого в одном PACK, более чем на 50% выше, чем в традиционных конструкциях. Каналы потока должны быть спроектированы внутри лотка, чтобы оптимизировать эффективность охлаждения, избегая при этом повреждения герметизации, вызванного зоной термического воздействия сварки.
(3) Облегчение веса и инновации в материалах
a. Тенденции выбора материалов
Процесс экструзии и литья под давлением алюминиевых сплавов: экструдированные алюминиевые профили используются для каркасных конструкций (например, аккумуляторный лоток Tesla 4680), а процессы литья под давлением (например, интегрированное литье под давлением) упрощают процесс сварки и снижают вес на 15%-20%.
Применение пластиковых композитных материалов: например, армированные стекловолокном материалы PA6 используются в ненесущих деталях для дальнейшего снижения веса, но необходимо решить проблему совместимости с интерфейсом металлического соединения.
б. Стратегия облегченной конструкции
Оптимизация топологии: сокращение избыточных материалов с помощью моделирования CAE и снижение веса лотка при обеспечении прочности.
Тонкостенные и интегрированные: толщина стенки лотка уменьшена с 3 мм до 1,5-2 мм, а функциональные компоненты, такие как кронштейны BMS и каналы жгутов проводов, интегрированы для уменьшения количества деталей.
(4) Интеграция и модульная конструкция
а. Высокая интеграция функциональных компонентов
Лотки CTP должны интегрировать модули, такие как система управления батареями (BMS), высоковольтные разъемы и огнестойкие изоляционные слои.
б. Модульная и совместимая конструкция
Линия сварки должна поддерживать смешанное производство нескольких моделей лотков, иметь возможность «изменения типа одним щелчком» и быть совместимой со структурами лотков разных размеров аккумуляторных элементов (например, квадратных и цилиндрических).
2-Особые проблемы инноваций технологии CTP в процессе сварки
Технология CTP (Cell to Pack) значительно улучшила использование пространства и плотность энергии, но также создала беспрецедентные проблемы для процесса сварки.
(1) Резко возросла сложность контроля дефектов сварки
a. Проблемы пористости и герметизации
После того, как технология CTP устраняет модуль, лоток для батареи должен напрямую взять на себя функцию герметизации. Поры сварки (распространенный дефект при сварке алюминиевых сплавов) напрямую приведут к риску утечки охлаждающей жидкости или проникновения газа.
b. Трещины и совместимость материалов
Высокоцинкованные алюминиевые сплавы (например, 7 серии) подвержены трещинам из-за термического напряжения во время сварки.
c. Зазор и ошибка сборки
Прямая интеграция нескольких ячеек приводит к увеличению количества точек стыковки конструкции лотка. Накопление ошибок сборки может привести к тому, что зазор сварки превысит ±1 мм.
(2) Проблемы адаптации процесса, вызванные обновлением системы материалов
a. Проблемы сварки легких материалов
Материал лотка CTP перешел от стали к алюминиевому сплаву (6061-T6, 7075-T6), магниево-алюминиевому сплаву (снижение веса на 30%) и композитным материалам из углеродного волокна. Сварка алюминиевых сплавов должна решить проблему недостаточного проплавления, вызванную трудным плавлением оксидной пленки и высокой теплопроводностью.
b. Технология соединения разнородных материалов
Когда лоток объединяет функциональные компоненты, такие как жидкостная охлаждающая пластина (медь/алюминий) и огнестойкий слой (керамический матричный композитный материал), на границе разнородных материалов склонны появляться хрупкие интерметаллические соединения.
(3) Повышение сложности конструкции и требований к точности
a. Контроль деформации крупногабаритных тонкостенных конструкций
Толщина стенки лотка CTP уменьшается с 3 мм до 1,5-2 мм, а чувствительность сварки к термической деформации резко возрастает.
b. Высокоплотные паяные соединения и эффективность процесса
Количество паяных соединений на одном поддоне увеличилось с 2000 в традиционных модулях до более чем 5000.
Рисунок 2- Сварка поддона аккумуляторной батареи
3-Модернизация производственного процесса и контроля качества
Технология CTP способствует трансформации сварки аккумуляторных лотков из «единого процесса» в «мультитехнологическое сотрудничество, интеллект и экологичность». Производителям необходимо сосредоточиться на трех основных направлениях:
Модернизация технологий: прорыв в контроле дефектов, таких как поры и трещины, и адаптация к легким материалам;
Интеллектуальный переход: полная оцифровка процесса и контроль качества с помощью ИИ для достижения высокоточного производства;
Экологическое сотрудничество: совместное создание технических стандартов с поставщиками материалов, оборудования и OEM-производителями.
Мы будем регулярно обновлять технологии и информацию о тепловых проектах и оптимизации, и делиться этой информацией с вами для справки. Благодарим вас за интерес к компании Walmate.
Алюминиевые сплавы и другие лёгкие материалы стали основным выбором благодаря своим превосходным характеристикам. Однако контроль теплового вклада, подавление деформации и стабильность процессов при сварке тонких листов остаются серьёзными вызовами для традиционных технологий. Холодный перенос металла (CMT), обладающий преимуществами низкого теплового вклада, отсутствия брызг и интеллектуального управления параметрами, предлагает инновационное решение для производства аккумуляторных поддонов.
В этой статье подробно рассматриваются стратегии точного контроля CMT-технологии при сварке тонких листов для поддонов, анализируются её адаптивность, технологические сложности и гибридные сценарии применения, чтобы обеспечить теоретическую и практическую базу для эффективного и качественного производства.
Рис. 1: CMT-сварка нижнего корпуса с жидкостным охлаждением для аккумулятора 104S
1-Требования к сварке поддонов и адаптивность CMT
Технология CMT, благодаря низкому тепловому вкладу, отсутствию брызг и интеллектуальному управлению, идеально соответствует требованиям высокой точности, низкой деформации и эффективности при сварке аккумуляторных поддонов.
(1)Ключевые требования к процессу сварки
a. Совместимость материалов и лёгкость
Поддоны чаще всего изготавливаются из алюминиевых сплавов (например, серии 6xxx, 6061) или композитов с углеволокном для премиум-моделей, что требует высокой прочности (60–70% от основного материала) и низкой плотности (алюминий: 2,7 г/см³).
Соединение разнородных материалов: Для гибридных сталеалюминиевых конструкций необходимо минимизировать деформацию, вызванную разницей коэффициентов теплового расширения.
b. Качество сварки и показатели
Низкий тепловой вклад и контроль деформации: Для тонких листов (0,3–3 мм) деформация должна быть ≤2 мм. Длинные швы требуют секционной сварки или противоискривления.
Герметичность и прочность: Швы должны быть полностью герметичны для предотвращения утечек электролита и соответствовать стандартам (например, T/CWAN 0027-2022).
Контроль пористости: Пористость при сварке алюминия должна быть ≤0,5%.
c. Эффективность и автоматизация
Скорость сварки ≥7 мм/с, время на один поддон — 5–10 минут.
Автоматизированные станции должны поддерживать двухпозиционную сборку и работу нескольких роботов.
(2)Преимущества CMT для сварки поддонов
a. Точный контроль теплового вклада
CMT снижает тепловой ввод на 33% по сравнению с MIG-сваркой, исключая прожоги для листов толщиной 0,3 мм. Чередование нагрева и охлаждения уменьшает деформацию до ≤1,5 мм (примеры BYD и BAIC).
b. Стабильность и качество
Отсутствие брызг: Механическое втягивание проволоки устраняет разбрызгивание.
Снижение пористости: Использование Ar+30% He уменьшает пористость на 50%.
Толерантность к зазорам: Допускает зазоры до 1,5 мм.
c. Интеграция с автоматизацией
Двухпозиционные станции (например, Taixiang Tech) удваивают эффективность. Симметричная сварка роботами сокращает время цикла до ≤10 минут.
2-Анализ трудностей процесса CMT для аккумуляторных лотков
Рисунок 2: Поток процесса сварки CMT
(1)Свойства материала и контроль дефектов сварки
a. Чувствительность к пористости при сварке алюминиевых сплавов
Лотки из алюминиевых сплавов (например, 6061, 6063) склонны к пористости из-за быстрого затвердевания и изменения растворимости водорода. Состав защитного газа имеет решающее значение: чистый Ar приводит к пористости ~5%, в то время как Ar+30%He снижает пористость до ≤0,5%. Регулировка индуктивности (например, отрицательная настройка) оптимизирует поток расплавленной ванны, минимизируя размер пор.
b. Горячие трещины и сегрегация состава
Сегрегация Mg, Si и т. д. в алюминиевых сплавах может вызвать охрупчивание границ зерен. Хотя низкий подвод тепла CMT снижает ЗТВ, необходим точный контроль скорости сварки и подачи проволоки, чтобы избежать недостаточного проплавления или локального перегрева.
c. Металлургическая совместимость при сварке разнородных материалов
Интерфейсы в соединениях из алюминиевой стали или алюминиевого композита (например, балки и корпуса) должны смягчать влияние хрупких фаз (например, FeAl₃) и паров цинка.
(2)Проблемы оптимизации параметров процесса
a. Балансировка проникновения и подвода тепла
Сварочные швы должны соответствовать стандартам T/CWAN 0027 по глубине проникновения (≥0,8 мм). Низкий подвод тепла CMT может привести к недостаточному проникновению, требуя регулировки длины дуги или импульсного тока для улучшения проникновения.
b. Компромисс между скоростью и стабильностью
Автоматизированные линии требуют скорости ≥1,2 м/мин, но высокие скорости рискуют нестабильностью дуги или неравномерным переносом капель.
c. Перекрытие зазоров в сложных сварных швах
Лотки часто имеют большие зазоры (0,5–1,5 мм) или нерегулярные соединения (например, Т-образные соединения).
(3) Совместимость конструкции и производственного процесса
a. Контроль деформации сварки тонких пластин
Толщина стенки поддонов из алюминиевого сплава обычно составляет 2-3 мм. Деформация традиционной сварки MAG может достигать 1,2 мм, в то время как сварка CMT может уменьшить деформацию до менее 0,3 мм за счет низкого подвода тепла. Однако необходимо сотрудничать с конструкцией антидеформационного инструмента и роботизированной симметричной сваркой (двухстанционная рабочая станция) для дальнейшего повышения точности.
b. Непрерывность и герметизация длинных сварных швов
Длина герметичного сварного шва поддона батареи может достигать нескольких метров, и необходимо избегать разрыва дуги или колебаний расплавленной ванны. Технология CMT обеспечивает однородность сварного шва посредством более чем 70 циклов повторного зажигания дуги в секунду, а уровень квалификации герметичности может быть увеличен до 99% с помощью лазерной системы слежения.
c. Синергия многопроцессных композитных приложений
Высококачественные поддоны часто используют композитный процесс CMT+FSW (сварка трением с перемешиванием): CMT используется для сложных конструкций (например, соединение между рамой и нижней пластиной). FSW используется в областях с высокой нагрузкой (например, продольные балки) для повышения прочности. Необходимо решить проблему согласования параметров соединения двух процессов (например, температуры предварительного нагрева и термообработки после сварки).
3-Типичные сценарии применения процесса CMT при производстве поддонов для батарей
(1) Соединение основной конструкции поддона для батарей
a. Сварка рамы и нижней пластины
Процесс CMT широко используется в соединении между рамой и нижней пластиной поддонов для батарей из алюминиевого сплава, особенно для длинных сварных швов и тонких пластин (толщиной 2-3 мм)
b. Соединение между балкой и нижней пластиной
В конструкции поддонов для батарей CTP, из-за уменьшенного количества балок и сложной структуры, процесс CMT используется для: Высокоточной позиционной сварки: локальное соединение между балкой и нижней пластиной (например, Т-образное соединение) должно избегать недостаточного проплавления. CMT достигает стабильного проплавления ≥ 0,8 мм за счет цифрового управления длиной дуги (например, технологии Fonis CMT Advanced). Адаптация к нескольким материалам: если балка изготовлена из алюминиево-магниевого сплава (например, 6061), а нижняя пластина — из высокопрочного алюминия, технология CMT может уменьшить поры за счет защиты смесью газов Ar+He, одновременно адаптируясь к различиям в теплопроводности различных материалов.
(2) Сварка тонких пластин и сложных геометрических конструкций
a. Сварка тонкостенных алюминиевых сплавов (2-3 мм)
Спрос на легкие аккумуляторные лотки способствует применению тонких пластин, но традиционная сварка MIG склонна к деформации. Преимущества процесса CMT:
b. Сварка сверхтонких пластин: Taixiang Automation использует технологию CMT для достижения сварки без брызг сверхтонких пластин толщиной 0,3 мм для герметизации краев аккумуляторных лотков.
c. Перекрытие сварных швов специальной формы: Для конструкций специальной формы, таких как внутренние ребра жесткости и противостолкновительные балки лотка, режим CMT Gap Bridging может заполнить зазор 0,5-1,5 мм за счет втягивания проволоки и перенаправления дуги, чтобы избежать непроваренных дефектов.
d. Сварочные швы с высокими требованиями к герметизации: Герметизация аккумуляторного лотка напрямую связана с безопасностью аккумулятора. Процесс CMT обеспечивает это следующими способами:
· Непрерывные длинные сварные швы: использование более 70 циклов повторного зажигания дуги в секунду (например, технология Fronius LaserHybrid) для обеспечения непрерывности нескольких метров сварных швов с герметичностью прохода 99%.
· Низкий контроль тепловложения: по сравнению с лазерной сваркой CMT имеет более низкое тепловложение, что снижает тепловое воздействие колебаний расплавленной ванны на слой герметика и подходит для процесса нанесения клея.
(3) Многопроцессный сценарий композитного производства
a. Композитный процесс CMT+FSW
В высококлассных линиях по производству аккумуляторных лотков CMT часто координируется со сваркой трением с перемешиванием (FSW):
Разделение труда и кооперация: CMT используется для гибкой сварки сложных конструкций (таких как рамы и соединения специальной формы), а FSW используется для областей с высокой нагрузкой (таких как продольные балки) для повышения прочности. Например, автоматизированная производственная линия Shanghai Weisheng использует комбинацию CMT+FSW+CNC для повышения эффективности производства лотков на 30%.
Оптимизация технологического соединения: производственная линия Huashu Jinming использует модульную конструкцию и достигает бесшовного соединения с FSW за счет согласования параметров предварительного нагрева (например, локального нагрева до 150 °C после сварки CMT).
b. В сочетании с технологией заклепок FDS/SPR
В технологии CTP второго поколения CMT координируется с технологиями фрикционного самозатягивания (FDS) и самопроникающей заклепки (SPR): Гибридное решение для соединения: например, несущая область рамы и нижней пластины использует FSW, в то время как съемные части (такие как пластины водяного охлаждения и изоляционные слои) предварительно позиционируются сваркой CMT, а затем фиксируются заклепками FDS, принимая во внимание как прочность, так и удобство обслуживания.
Мы будем регулярно обновлять технологии и информацию о тепловых проектах и оптимизации, и делиться этой информацией с вами для справки. Благодарим вас за интерес к компании Walmate.
Сканирование для отслеживания
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试